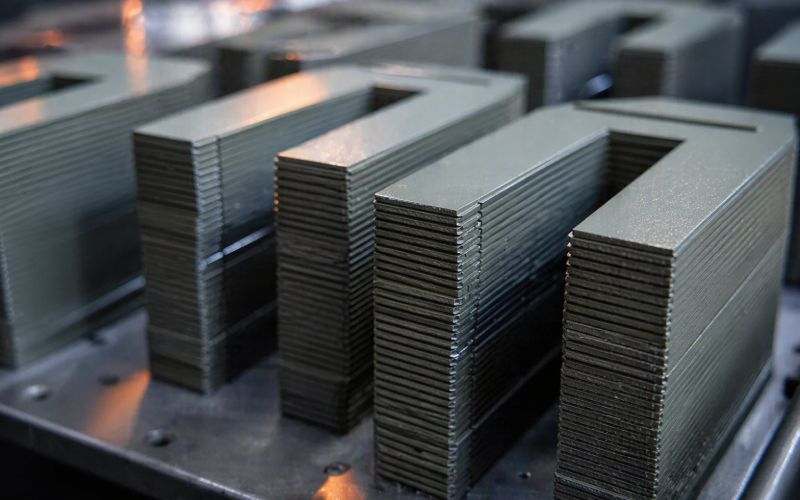
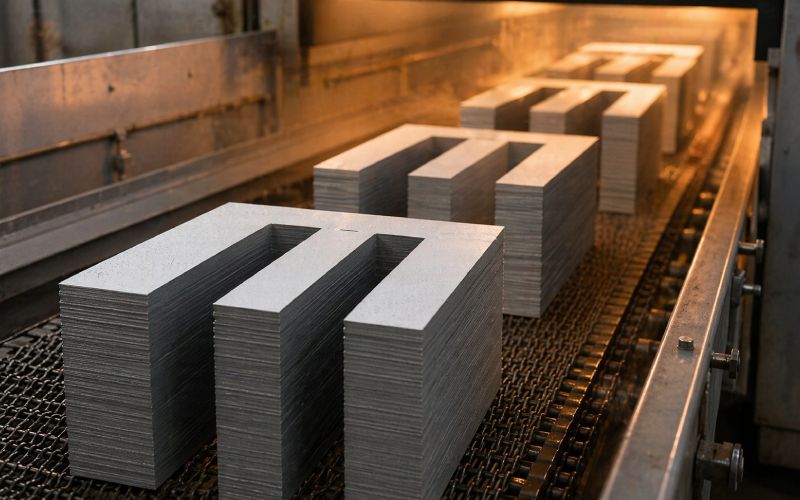
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Recubrimiento Epoxi en Polvo sobre Laminados: Límites de rendimiento, riesgos del proceso y guía práctica de selección
Respuesta rápida
Recubrimiento de polvo epoxi en laminaciones puede funcionar bien cuando el trabajo es sencillo en un aspecto concreto: la pila necesita un aislamiento fiable de hoja a hoja, una durabilidad decente en la manipulación y ningún paso térmico posterior que exija que el revestimiento sobreviva al recocido normal de alivio de tensiones. Esto último lo cambia todo. En las clasificaciones comunes de recubrimientos para acero eléctrico, algunos sistemas inorgánicos están clasificados para recocido de alivio de tensiones de hasta unos 845 °C, mientras que los sistemas aislantes ricos en materia orgánica pueden soportar el quemado o una exposición moderada a altas temperaturas, pero no están pensados para el recocido normal de alivio de tensiones. Algunos sistemas de revestimiento orgánico delgado también muestran una capacidad de temperatura a corto plazo de alrededor de 0,5 h a 500 °C y una resistencia a la temperatura continua de alrededor de 180 °C, pero eso no es lo mismo que decir que son seguros para cada ciclo térmico posterior al apilado.
Así que la verdadera pregunta no es “¿Aísla bien el epoxi?”. Normalmente, sí. La pregunta más difícil es la siguiente: qué ocurre después del recubrimiento-perforación, presión de apilamiento, soldadura cercana, unión, quemado de retrabajo o recocido. Es entonces cuando las pilas de laminado dejan de ser ordenadas muestras de laboratorio y empiezan a comportarse como piezas de producción. Las normas de resistencia térmica de los revestimientos de acero eléctrico se centran en el cambio de la adherencia, la resistencia del aislamiento superficial y el factor de apilamiento tras la exposición al calor precisamente por esa razón.
Índice
Qué pretende el recubrimiento epoxi en polvo
En términos sencillos, el revestimiento epoxi en polvo es una película epoxi seca que se aplica al metal y luego se cura con calor formando una capa aislante continua. En los laminados, esa capa está ahí para interrumpir las vías de corriente entre láminas. Si las láminas adyacentes entran demasiado en contacto eléctrico, aumentan las corrientes interlaminares, se produce un calentamiento local y el objetivo de laminar el núcleo empieza a erosionarse.
Por eso los buenos revestimientos de laminación se juzgan por más de una propiedad. Se tiene en cuenta el aislamiento, pero también la adherencia, la resistencia a la presión, la estabilidad térmica y el factor de apilado. Un revestimiento puede obtener una buena puntuación en una simple comprobación de resistencia y aun así decepcionar en la pila terminada porque la película se agrieta en los bordes, se arrastra bajo compresión o pierde margen tras el paso más caliente del proceso. Los métodos de ensayo de resistencia térmica para estos revestimientos realizan un seguimiento explícito de los cambios en la adherencia, la resistencia al aislamiento y el factor de apilamiento tras el tratamiento térmico.
Dónde tiene sentido el recubrimiento epoxi en polvo
El revestimiento epoxi en polvo suele ser más fuerte en una ruta de proceso que se mantiene por debajo de la línea en la que los sistemas de aislamiento orgánico empiezan a convertirse en el eslabón débil. Eso significa laminaciones estampadas, exposición térmica moderada y ningún recocido posterior de alivio de tensiones. En ese margen, los sistemas aislantes orgánicos se valoran por su alta resistividad superficial y su buena capacidad de punzonado, y algunas variantes de película fina se utilizan específicamente cuando se necesitan tanto un buen aislamiento como un buen rendimiento de punzonado.
También tiene sentido cuando la planta desea una película aislante aplicada posteriormente en lugar de confiar únicamente en un revestimiento aplicado en molino. Hay una razón práctica para ello. Las películas de acero eléctrico aplicadas en fábrica son muy finas, a menudo de 1,0, 2,25 ó 3,25 µm por cara en sistemas de revestimiento representativos, con algunos sistemas tipo C-6 disponibles de 3 a 8 µm por cara. La delgadez favorece el factor de apilamiento. También es menos tolerante si el resto del trazado es rugoso. Una capa de epoxi más dura después de la aplicación puede aumentar el margen de manipulación, pero también le aleja de la construcción más fina posible. Ese intercambio es real.
La primera parada dura: el recocido posterior
Este es el error que más cuesta y que más tiempo se oculta.
Si las laminaciones van a someterse posteriormente a un recocido normal de alivio de tensiones, un sistema de aislamiento orgánico rico en epoxi puede ser sencillamente la familia equivocada. Las clasificaciones estándar de revestimientos separan claramente estos casos: algunos sistemas inorgánicos están pensados para sobrevivir al recocido de alivio de tensiones, mientras que los sistemas ricos en orgánicos pueden soportar tratamientos de quemado o una exposición moderada a temperaturas elevadas, pero no son adecuados para el recocido normal de alivio de tensiones. Esta distinción no es académica. Debe figurar en los planos, las hojas de proceso y las especificaciones de compra.
Una trampa relacionada es confundir la tolerancia a la temperatura a corto plazo con la compatibilidad total con el proceso. Un revestimiento puede tolerar un breve episodio de calor y aun así perder demasiado margen de aislamiento, adherencia o factor de apilado tras un ciclo más largo o menos uniforme. Existen métodos de resistencia térmica porque la expresión “sobrevive al calor” es demasiado vaga para ser útil en el trabajo de laminación.
La segunda trampa: el grosor que resuelve un problema y crea otro
La gente hace esto todo el tiempo. El aislamiento parece marginal, así que piden más revestimiento. Parece sensato. A veces lo es. Entonces el factor de apilamiento empieza a desviarse hacia el lado equivocado.
Los datos representativos de recubrimientos de acero eléctrico sitúan las películas muy finas aplicadas en laminador en el intervalo aproximado de 1-3,25 µm por cara, mientras que algunos sistemas de película fina de mayor aislamiento se ofrecen en torno a 3-8 µm por cara. Los sistemas de barniz adhesivo suelen situarse en torno a 4,5-8 µm en los datos de los proveedores. Ninguna de estas cifras es enorme. Sin embargo, en una pila alta, cada micra añadida ocupa un espacio que antes era de acero. La geometría es aburrida, pero gana todas las discusiones. Si su diseño vive o muere por la fracción de acero activo, la formación de película debe controlarse tan estrictamente como la resistividad.
Hay una segunda cuestión. Más espesor no significa automáticamente más aislamiento utilizable dentro de la pila acabada. Bajo presión, con bordes cortados reales, aún pueden formarse puntos de contacto locales. Así que el objetivo correcto no es el “espesor máximo del revestimiento”. Es la película más fina que aún mantiene la separación eléctrica tras el corte, la compresión y el paso posterior más caliente.
La tercera trampa: el borde cortado
La cara del laminado llama la atención. El borde merece más.
El punzonado y el corte pueden crear rebabas que cortocircuiten las láminas adyacentes. El mecanismo es sencillo: cuando el contacto de los bordes cierra una vía conductora entre láminas, pueden aumentar las corrientes parásitas interlaminares, se incrementa la pérdida de potencia local y la zona dañada puede calentarse lo suficiente como para desencadenar nuevos fallos de aislamiento. Un artículo de ingeniería muy citado sobre laminados afectados por rebabas señala límites prácticos de los bordes en torno a 0,05 mm en una tira de 10 mm de longitud, permite bordes puntuales de hasta 0,1 mm y luego dedica el resto del artículo a mostrar por qué importan estos detalles.
Esta es la razón por la que una pila de laminación puede pasar una comprobación de revestimiento en chapa plana y aun así tener un rendimiento inferior en servicio. El revestimiento de la cara puede estar bien. El problema puede estar en la ranura perforada, en la punta del diente o en el borde cizallado, donde es más probable que la película sea más fina, esté agrietada o tenga rebabas. En otras palabras, la calidad del borde no es una cuestión secundaria. Forma parte del rendimiento del aislamiento.
La cuarta trampa: curar la historia que parece inofensiva
Los sistemas epoxi son sensibles al curado. No un poco. Mucho.
Ejemplos de datos de proceso para sistemas de barniz de unión epoxi muestran que la reticulación empieza a ser significativa en torno a los 140-150 °C, con ventanas de curado viables de hasta 2 horas a 140 °C o 2 minutos a 200 °C, mientras que la degradación puede empezar en torno a las 2 horas a 200 °C o 2 minutos a 230 °C. Se trata de temperaturas de objeto, no sólo de puntos de ajuste del horno, y la parte más fría de la pila todavía tiene que completar el curado mientras que la parte más caliente se mantiene por debajo de los límites de daño. Las piezas pequeñas suelen tolerar ciclos rápidos y calientes. Las pilas más grandes no suelen hacerlo.
Esta misma lógica se aplica al recubrimiento epoxi en polvo de laminados. Si el curado es desigual, se puede obtener una película que parezca continua pero que se comporte de forma inconsistente bajo compresión o calor. Demasiado poco curado deja una red débil. Demasiado curado, o demasiado calor local después, puede fragilizar o degradar la película. A la pila no le importa lo que diga la receta del horno. Lo que le importa es la temperatura alcanzada por el acero.
Recubrimiento en polvo vs barniz líquido vs acero eléctrico precubierto
La mayoría de los ingenieros no están eligiendo realmente “epoxi” o “no epoxi”. Están eligiendo entre rutas de proceso.
Ruta
Mejor ajuste
Lo que ganas
Lo que suele morder
Recubrimiento de polvo epoxi en laminados
Aislamiento post-aplicado cuando se necesita una película duradera y se hace no plan para ejecutar el recocido de alivio de tensión normal más tarde
Capa aislante robusta, vía de aplicación seca, útil cuando una capa posterior más resistente importa más que la construcción más fina posible.
Deslizamiento de la película en el factor de apilado, sensibilidad de la ventana de curado, daños en los bordes tras el punzonado, problemas si la exposición posterior al calor supera lo que puede tolerar una película orgánica.
Barniz epoxi líquido o autoadhesivo
Pilas unidas, amortiguación o rutas que desean aislamiento más adherencia entre láminas
Adhesión y aislamiento en un solo sistema; los datos de proceso de ejemplo muestran niveles de revestimiento comunes en torno a 4,5-8 µm, presión de adhesión recomendada en torno a 150-300 N/cm² y ventanas de curado viables de aproximadamente 140-200 °C en función del tiempo.
El historial de curado pasa a ser crítico; el riesgo de sobrecocido es real; el contacto directo con el metal puede seguir produciéndose bajo presión si el proceso es flojo.
Acero eléctrico prerrevestido
Trabajos de gran volumen en los que el factor de apilamiento y la formación de película fina y repetible son lo más importante
Sistemas de revestimiento muy finos y consistentes; los valores medios representativos de la película suelen situarse en torno a 1,0, 2,25 o 3,25 µm por cara, con algunos sistemas de mayor aislamiento en torno a 3-8 µm.
Menos indulgencia tras daños en los bordes, recuperación limitada si la ruta descendente es accidentada, la elección del revestimiento debe coincidir con la ruta térmica posterior desde el primer día.
Las cifras y notas de proceso de esta comparación proceden de referencias estándar de clases de recubrimientos, datos de productos de acero eléctrico y datos de procesos de barniz de unión epoxi. El patrón general es estable: El acero prepintado gana en delgadez, el barniz adhesivo gana en adherencia, el recubrimiento en polvo puede ganar en robustez de la película tras la aplicación, y el historial térmico decide si alguna de ellas sigue siendo válida en la ruta real.
Una forma práctica de especificar el recubrimiento epoxi en polvo en laminados
Escriba las especificaciones al revés. Empiece por el paso más caliente y vaya avanzando hacia el revestimiento.
Indique la temperatura y la duración máximas posteriores a la aplicación de la capa. Incluye la soldadura en las proximidades, el quemado de reparación, el calor de unión local y cualquier recocido. Así se filtran rápidamente las familias con revestimientos defectuosos.
Establezca una ventana real de construcción de películas, no sólo un objetivo nominal. El número útil es un rango máximo y mínimo ligado al factor de pila.
Calificar después de cortar, no sólo antes de cortar. Los daños en los bordes cambian la historia eléctrica.
Medir el rendimiento tras la compresión y tras la exposición al calor. Los revestimientos viven en una pila, no en un cupón de exposición.
Separe las necesidades de aislamiento de las de unión. Si la pila necesita realmente adherencia entre láminas, dígalo. No pida a una simple lámina aislante que se comporte como un barniz adhesivo.
Vuelva a comprobarlo después de cualquier proceso local en caliente. Las clases de revestimientos orgánicos van acompañadas de advertencias explícitas sobre la descomposición o desprendimiento de gases durante la soldadura o la exposición a temperaturas elevadas.
Cómo suele ser una buena decisión
Elija el recubrimiento epoxi en polvo en laminados cuando desee una película aislante duradera en piezas estampadas, no esté planeando un recocido posterior de alivio de tensiones y pueda controlar el historial de curado lo suficientemente ajustado como para que toda la pila vea la ventana de temperatura prevista. Utilícelo con cuidado, no a la ligera. El revestimiento en sí es sólo una variable. La calidad de los bordes, la presión, el calor y la formación de la película también influyen.
Evite, o al menos deténgase y vuelva a comprobar la ruta, cuando alguien le diga cualquiera de las siguientes cosas: “Podemos recocer más tarde”, “las soldaduras están cerca de los dientes”, “siempre podemos añadir un poco más de revestimiento” o “la resistencia de la chapa parecía buena antes de estampar”. No son detalles menores. Es la pila que te dice dónde está el riesgo.
PREGUNTAS FRECUENTES
¿Es mejor el recubrimiento epoxi en polvo que el barniz líquido para laminados?
No de forma generalizada. El barnizado en polvo es atractivo cuando se desea una película aislante duradera aplicada posteriormente y no se necesita que las planchas se adhieran entre sí. El barniz epoxi líquido o autoadhesivo suele ser más fuerte cuando la pila necesita tanto aislamiento como adhesión, o cuando el proceso se basa en la unión por calor y presión. Los datos de los barnices de unión de ejemplo muestran niveles de recubrimiento en torno a 4,5-8 µm y una presión de unión recomendada en torno a 150-300 N/cm², que es un trabajo diferente al de una simple sobrecapa aislante.
¿Puede sobrevivir el revestimiento epoxi en polvo al recocido con alivio de tensión?
No debería suponerlo. Las clasificaciones estándar de los revestimientos separan los sistemas inorgánicos que pueden sobrevivir al recocido de alivio de tensiones de los sistemas ricos en materia orgánica que pueden soportar el quemado o una exposición moderada al calor, pero que no están pensados para el recocido normal de alivio de tensiones. Si un recocido posterior está en la ruta, esta cuestión debe cerrarse antes de elegir el revestimiento.
¿A qué grosor debo aspirar?
No existe un número universal óptimo. Los sistemas finos de acero eléctrico con revestimiento previo suelen situarse entre 1,0 y 3,25 µm por cara, mientras que algunas películas finas de mayor aislamiento se ofrecen en torno a 3-8 µm y los sistemas de barniz epoxi de unión suelen situarse entre 4,5 y 8 µm. El objetivo correcto es la película más fina que mantenga las láminas adyacentes eléctricamente separadas tras el corte, la compresión y el ciclo térmico más caliente previsto.
¿Es siempre mejor una mayor resistencia del aislamiento?
No por sí sola. Si la mayor resistencia proviene de una película más gruesa que recorta demasiado acero de la pila, puede que se resuelva un problema a la vez que se crea otro. Los métodos de resistencia térmica para estos revestimientos tratan el factor de apilamiento como una propiedad de primera clase por una razón. Una alta resistencia sobre el papel no es toda la solución.
¿Tan importantes son los bordes cortados?
Sí. El punzonado y el corte pueden crear rebabas que cortocircuiten las láminas adyacentes. Una vez que se cierra una vía conductora entre láminas, las corrientes interlaminares y el calentamiento local pueden aumentar bruscamente, y la región dañada puede desencadenar un fallo adicional del aislamiento. El estado de los bordes forma parte del sistema de aislamiento, no es una nota de mecanizado independiente.
¿Qué debo comprobar antes de aprobar el proceso?
Como mínimo, pruebe la película acabada después de los pasos de fabricación reales que importan: después del corte, después de la compresión de la pila y después del ciclo térmico más caliente previsto. Para los sistemas de revestimiento sobre acero eléctrico, el conjunto de propiedades más útil es la adherencia, la resistencia del aislamiento y el factor de apilamiento antes y después de la exposición al calor. Esto está mucho más cerca de la realidad de la producción que una comprobación a temperatura ambiente de la chapa plana.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.