Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
Epoxy poedercoating op laminaten kan goed werken als het werk op één specifieke manier eenvoudig is: de stapel moet betrouwbaar zijn van vel tot vel, goed hanteerbaar zijn en geen latere hittestap nodig hebben waarbij de coating het normale spanningsarm gloeien moet overleven. Dat laatste verandert alles. In gangbare coatingclassificaties voor elektrisch staal zijn sommige anorganische systemen geschikt voor spanningsarmgloeien tot ongeveer 845 °C, terwijl isolerende systemen met een hoog organisch gehalte goed tegen burn-off of matige blootstelling aan hoge temperaturen kunnen, maar niet bedoeld zijn voor normaal spanningsarmgloeien. Sommige dunne organische coatingsystemen zijn ook bestand tegen kortstondige temperaturen van ongeveer 0,5 uur bij 500 °C en bestand tegen continue temperaturen van ongeveer 180 °C, maar dat is niet hetzelfde als zeggen dat ze veilig zijn voor elke warmtecyclus na het stapelen.
De echte vraag is dus niet “Isoleert epoxy goed?”. Meestal wel. De moeilijkere vraag is deze: wat gebeurt er na het coaten?-ponsen, stapeldruk, dichtbij lassen, hechten, nabewerken, afbranden of gloeien. Dat is het punt waarop laminaatstapels niet langer nette laboratoriummonsters zijn, maar zich beginnen te gedragen als productieonderdelen. Om precies die reden richten normen voor thermische duurzaamheid van elektrische staalcoatings zich op de verandering in hechting, isolatieweerstand van het oppervlak en stapelfactor na blootstelling aan hitte.
Eenvoudig gezegd is epoxypoedercoating een droge epoxylaag die op metaal wordt aangebracht en vervolgens door warmte uithardt tot een doorlopende isolerende laag. Op laminaten is die laag er om de stroombanen tussen de platen te onderbreken. Als aangrenzende platen te veel elektrisch contact maken, ontstaan er interlaminaire stromen, volgt er plaatselijke verhitting en begint het hele doel van het lamineren van de kern te eroderen.
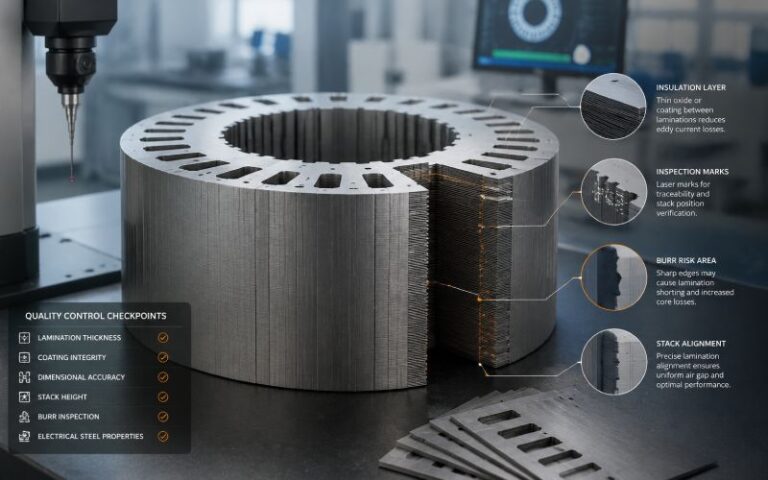
Daarom worden goede lamineercoatings beoordeeld op meer dan één eigenschap. Isolatie is inderdaad belangrijk, maar ook hechting, drukweerstand, thermische stabiliteit en stapelfactor. Een coating kan goed scoren in een eenvoudige weerstandscontrole en toch teleurstellen in de afgewerkte stapel omdat de film barst aan de randen, onder druk kruipt of marge verliest na de heetste processtap. Thermische uithoudingstestmethoden voor deze coatings houden expliciet veranderingen in hechting, isolatieweerstand en stapelfactor na warmtebehandeling bij.
Epoxy poedercoating is meestal het sterkst in een proces dat onder de grens blijft waar organische isolatiesystemen de zwakke schakel beginnen te worden. Dat betekent gestempelde laminaten, gematigde thermische blootstelling en later geen spanningsarmgloeien. In dat venster worden organische isolatiesystemen gewaardeerd om hun hoge oppervlakteweerstand en goede stansbaarheid, en sommige dunne-film varianten worden specifiek gebruikt waar goede isolatie en stansprestaties beide nodig zijn.
Het is ook zinvol als de fabriek een isolerende film wil aanbrengen in plaats van alleen te vertrouwen op een in de fabriek aangebrachte coating. Daar is een praktische reden voor. In de fabriek aangebrachte films voor elektrisch staal zijn erg dun - vaak ongeveer 1,0, 2,25 of 3,25 µm per zijde in representatieve coatingsystemen, met sommige C-6-stijl systemen beschikbaar rond 3-8 µm per zijde. Dun is goed voor de stapelfactor. Dun is ook minder vergevingsgezind als de rest van het traject ruw is. Een hardere epoxylaag na het aanbrengen kan een marge voor de verwerking opleveren, maar het verwijdert je ook van de dunst mogelijke opbouw. Die ruil is reëel.
Dit is de fout die het meeste kost en het langst verborgen blijft.
Als de lamineringen later normaal spanningsarm gloeien, kan een organisch epoxy-rijk isolatiesysteem gewoon de verkeerde familie zijn. Standaard coatingclassificaties maken een duidelijk onderscheid tussen deze gevallen: sommige anorganische systemen zijn bedoeld om spanningsarmgloeien te overleven, terwijl organische rijke systemen bestand zijn tegen burn-off behandelingen of gematigde blootstelling aan verhoogde temperaturen, maar niet geschikt zijn voor normaal spanningsarmgloeien. Dat onderscheid is niet academisch. Het moet boven aan de tekening, het procesblad en de aankoopspecificatie staan.
Een verwante valkuil is het verwarren van kortstondige temperatuurtolerantie met volledige procescompatibiliteit. Een coating kan een korte hete gebeurtenis verdragen en na een langere of minder gelijkmatige cyclus toch te veel isolatie, hechting of stapelfactormarge verliezen. Methoden voor thermische uithouding bestaan omdat “hitte overleeft” te vaag is om nuttig te zijn bij lamineerwerk.
Mensen doen dit wel vaker. De isolatie ziet er marginaal uit, dus vragen ze om meer coating. Dat voelt verstandig. Soms is het dat ook. Dan gaat de stapelfactor de verkeerde kant op.
Volgens representatieve gegevens over elektrische staalcoating liggen zeer dunne, in de fabriek aangebrachte folies rond de 1-3,25 µm per zijde, terwijl sommige dunnelaagsystemen met hogere isolatie rond de 3-8 µm per zijde worden aangeboden. Bonding-vernissystemen zitten meestal rond de 4,5-8 µm in de gegevens van voorbeeldleveranciers. Geen van deze getallen is enorm. Toch neemt elke toegevoegde micron op een hoge stapel ruimte in die eerst staal was. De geometrie is saai, maar wint elk argument. Als je ontwerp leeft of sterft door de actieve staalfractie, moet de filmopbouw net zo streng gecontroleerd worden als de weerstand.
Er is nog een tweede probleem. Meer dikte betekent niet automatisch meer bruikbare isolatie in de afgewerkte stapel. Onder druk, met echte snijranden, kunnen er nog steeds lokale contactpunten ontstaan. Het juiste doel is dus niet “maximale laagdikte”. Het is de dunste folie die nog steeds elektrisch gescheiden blijft na het snijden, comprimeren en de heetste nabewerkingsstap.

De voorkant van de laminering krijgt aandacht. De rand verdient meer.
Door ponsen en snijden kunnen bramen ontstaan die aangrenzende laminaten kortsluiten. Het mechanisme is eenvoudig: wanneer contact tussen de randen een geleidend pad tussen de platen afsluit, kunnen interlaminaire wervelstromen ontstaan, neemt het plaatselijke vermogensverlies toe en kan het beschadigde gebied heet genoeg worden om verdere isolatiestoringen te veroorzaken. Een veel geciteerd technisch artikel over laminaten met braamvorming vermeldt praktische limieten voor randen rond 0,05 mm over een strooklengte van 10 mm, staat punctuele randen toe tot 0,1 mm en besteedt vervolgens de rest van het artikel aan het aantonen waarom deze details van belang zijn.
Daarom kan een laminaatstapel een coatingcontrole op vlakke plaat doorstaan en toch ondermaats presteren tijdens het gebruik. De coating op het oppervlak kan in orde zijn. Het probleem kan zich voordoen bij de ponsgleuf, de tandpunt of de afgeschuinde rand, waar de kans het grootst is dat de folie verdund, gebarsten of overbrugd is door bramen. Met andere woorden, de kwaliteit van de randen is geen bijkomstigheid. Het maakt deel uit van de isolatieprestaties.
Epoxysystemen zijn gevoelig voor uitharding. Niet een beetje. Heel veel.
Voorbeeldprocesgegevens voor epoxyhechtings-vernissystemen laten zien dat de crosslinking rond 140-150 °C significant wordt, met werkbare uithardingsvensters van wel 2 uur bij 140 °C of 2 minuten bij 200 °C, terwijl degradatie rond 2 uur bij 200 °C of 2 minuten bij 230 °C kan beginnen. Dit zijn objecttemperaturen, niet alleen instelpunten voor de oven, en het koudste deel van de stapel moet de uitharding nog voltooien terwijl het heetste deel onder de schadelimieten blijft. Kleine onderdelen verdragen vaak snelle, hete cycli. Grotere stapels meestal niet.
Dezelfde logica geldt voor epoxy poedercoaten op laminaten. Als de uitharding niet gelijkmatig is, kun je een film krijgen die er ononderbroken uitziet, maar zich niet gelijkmatig gedraagt onder druk of warmte. Te weinig uitharding laat een zwak netwerk achter. Te veel uitharding, of te veel lokale warmte later, kan de film broos maken of afbreken. Het maakt de stapel niet uit wat er in het ovenrecept stond. Het maakt uit welke temperatuur het staal werkelijk heeft bereikt.
De meeste ingenieurs kiezen niet echt voor “epoxy” of “geen epoxy”. Ze kiezen tussen procesroutes.
| Route | Beste pasvorm | Wat je wint | Wat bijt meestal terug |
|---|---|---|---|
| Epoxy poedercoating op laminaten | Post-applied isolatie als je een duurzame film nodig hebt en wel niet van plan om later normaal spanningsarmgloeien uit te voeren | Robuuste isolatielaag, droge aanbrengroute, handig als een sterkere nabehandeling belangrijker is dan een zo dun mogelijke opbouw | Film-build kruipen in stapelfactor, uithardingsvenster gevoeligheid, randschade na ponsen, problemen als latere blootstelling aan hitte hoger is dan wat een organische film kan verdragen |
| Vloeibare of zelfhechtende epoxylak | Gelijmde stapels, demping of routes die isolatie plus hechting tussen de platen vereisen | Verlijming en isolatie in één systeem; voorbeeldprocesgegevens tonen gebruikelijke coatingniveaus rond 4,5-8 µm, aanbevolen lijmdruk rond 150-300 N/cm² en werkbare uithardingsvensters van ruwweg 140-200 °C, afhankelijk van de tijd. | Het uithardingsverloop wordt kritisch; het risico op overbakken is reëel; bij een los proces kan er nog steeds direct metaalcontact onder druk optreden. |
| Voorgelakt elektrisch staal | Grote volumes waar dunne, herhaalbare filmopbouw en stapelfactor het belangrijkst zijn | Zeer dunne, consistente coatingsystemen; representatieve gemiddelde filmwaarden liggen vaak rond 1,0, 2,25 of 3,25 µm per zijde, met sommige systemen met hogere isolatie rond 3-8 µm. | Minder vergevingsgezind na randbeschadiging, beperkt herstel als de stroomafwaartse route ruw is, coatingkeuze moet vanaf dag één overeenkomen met het latere thermische pad |
De getallen en procesnotities in die vergelijking zijn afkomstig van standaard coatingklasse referenties, productgegevens van elektrisch staal en procesgegevens van epoxyhechting en -vernis. Het algemene patroon is stabiel: Voorgelakt staal wint op dunheid, hechtvernis wint op hechting, poedercoating kan winnen op de robuustheid van de aangebrachte film en de warmtegeschiedenis bepaalt of een van deze waarden geldig blijft in de werkelijke route.
Schrijf de specificaties achterstevoren. Begin met de heetste stap en werk dan naar de coating toe.
Kies epoxypoedercoating op laminaten als je een duurzame isolerende laag op gestanste onderdelen wilt, als je niet van plan bent om later spanningsarm te gloeien en als je het uithardingsverloop strak genoeg kunt regelen zodat de hele stapel het beoogde temperatuurvenster ziet. Gebruik het voorzichtig, niet achteloos. De coating zelf is slechts één variabele. De kwaliteit van de randen, de druk, de hitte en de opbouw van de film doen net zoveel.
Vermijd het, of stop in ieder geval en controleer de route opnieuw, als iemand een van de volgende dingen zegt: “We kunnen later gloeien”, “lassen zitten dicht bij de tanden”, “we kunnen altijd nog een beetje coating toevoegen” of “de plaatweerstand zag er prima uit voor het stempelen”. Dat zijn geen kleine details. Dat is de stapel die je vertelt waar het risico zit.
Niet over de hele linie. Poedercoating is aantrekkelijk als je een duurzame isolerende laag wilt die na het aanbrengen wordt aangebracht en als de platen niet aan elkaar hoeven te hechten. Vloeibare of zelfhechtende epoxylak is meestal sterker als de stapel zowel isolatie als hechting nodig heeft, of als het proces is opgebouwd rond warmte- en drukhechting. Voorbeeldgegevens van hechtende vernis tonen coatingniveaus rond 4,5-8 µm en een aanbevolen hechtdruk rond 150-300 N/cm², wat een andere taak is dan een eenvoudige isolerende overlaag.
Daar moet u niet van uitgaan. Standaard coatingclassificaties maken onderscheid tussen anorganische systemen die spanningsarmgloeien kunnen overleven en organisch-rijke systemen die bestand zijn tegen afbranden of matige hete blootstelling, maar niet bedoeld zijn voor normaal spanningsarmgloeien. Als een latere gloeiing in de route ligt, moet deze vraag worden beantwoord voordat de coating wordt gekozen.
Er is geen universeel beste getal. Dunne voorgelakte systemen van elektrisch staal zitten meestal rond de 1,0 tot 3,25 µm per zijde, terwijl sommige dunne folies met hogere isolatie rond de 3-8 µm worden aangeboden en epoxy hecht-laksystemen vaak rond de 4,5-8 µm zitten. Het juiste doel is de dunste folie die aangrenzende platen nog steeds elektrisch gescheiden houdt na het snijden, comprimeren en de warmste geplande thermische cyclus.
Niet op zichzelf. Als een hogere weerstand het gevolg is van een dikkere laag die te veel staal uit de stapel snijdt, los je misschien het ene probleem op en creëer je het andere. Thermische uithoudingsmethoden voor deze coatings behandelen stapelfactor niet voor niets als een eersteklas eigenschap. Hoge weerstand op papier is niet het hele antwoord.
Ja. Ponsen en snijden kunnen bramen veroorzaken die aangrenzende lamellen kortsluiten. Als er eenmaal een geleidend pad tussen de platen is afgesloten, kunnen interlaminaire stromen en plaatselijke verhitting sterk toenemen en kan het beschadigde gebied extra isolatiefouten veroorzaken. De randconditie maakt deel uit van het isolatiesysteem en is geen aparte bewerkingskwestie.
Test op zijn minst de afgewerkte film na de echte productiestappen die er toe doen: na het snijden, na het samendrukken van de stapel en na de warmste verwachte warmtecyclus. Voor coatingsystemen op elektrisch staal zijn hechting, isolatieweerstand en stapelfactor voor en na blootstelling aan hitte de nuttigste eigenschappen. Dat komt veel dichter bij de productiewerkelijkheid dan een controle bij kamertemperatuur op alleen vlakke plaat.