Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Lapisan Serbuk Epoksi pada Laminasi: Batas Kinerja, Risiko Proses, dan Panduan Pemilihan Praktis
Jawaban cepat
Lapisan bubuk epoksi pada laminasi dapat bekerja dengan baik ketika pekerjaannya sederhana dalam satu cara tertentu: tumpukan membutuhkan insulasi lembaran-ke-lembaran yang andal, daya tahan penanganan yang layak, dan tidak ada langkah panas selanjutnya yang meminta lapisan untuk bertahan dari anil pelepas stres normal. Bagian terakhir itu mengubah segalanya. Dalam klasifikasi pelapisan umum untuk baja listrik, beberapa sistem anorganik diberi peringkat untuk anil pelepas stres hingga sekitar 845 ° C, sementara sistem isolasi kaya organik dapat menangani pembakaran atau paparan suhu tinggi sedang, namun tidak dimaksudkan untuk anil pelepas stres normal. Beberapa sistem pelapisan organik tipis juga menunjukkan kemampuan suhu jangka pendek sekitar 0,5 jam pada suhu 500 ° C dan ketahanan suhu terus menerus sekitar 180 ° C, tetapi itu tidak sama dengan mengatakan bahwa sistem tersebut aman untuk setiap siklus panas pasca-tumpukan.
Jadi, pertanyaan sebenarnya bukanlah “Apakah epoksi dapat mengisolasi dengan baik?” Biasanya, ya. Pertanyaan yang lebih sulit adalah ini: apa yang terjadi setelah pelapisan-meninju, tekanan penumpukan, pengelasan di dekatnya, pengikatan, pengerjaan ulang pembakaran, atau anil. Di situlah tumpukan laminasi berhenti menjadi sampel laboratorium yang rapi dan mulai berperilaku seperti bagian produksi. Standar untuk ketahanan termal pelapis baja-listrik berfokus pada perubahan daya rekat, ketahanan insulasi permukaan, dan faktor penumpukan setelah terpapar panas karena alasan tersebut.
Daftar Isi
Apa yang coba dilakukan oleh lapisan serbuk epoksi
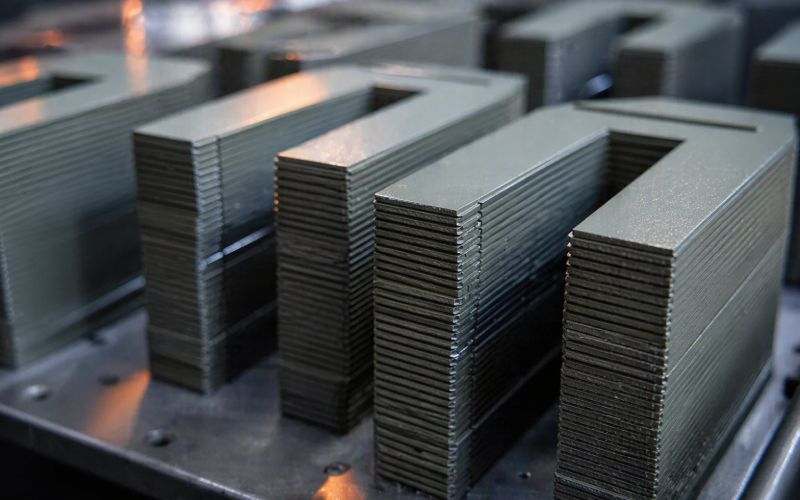
Secara sederhana, lapisan serbuk epoksi adalah film epoksi kering yang diaplikasikan pada logam dan kemudian diawetkan dengan panas menjadi lapisan isolasi yang kontinu. Pada laminasi, lapisan itu ada untuk mengganggu jalur arus lembar-ke-lembar. Jika lembaran yang berdekatan membuat terlalu banyak kontak listrik, arus interlaminar meningkat, pemanasan lokal mengikuti, dan seluruh titik laminasi inti mulai terkikis.
Itulah sebabnya lapisan laminasi yang baik dinilai oleh lebih dari satu properti. Anda peduli dengan insulasi, ya, tetapi juga daya rekat, ketahanan tekanan, stabilitas termal, dan faktor tumpukan. Sebuah lapisan dapat memperoleh nilai bagus dalam pemeriksaan ketahanan sederhana dan masih mengecewakan pada tumpukan yang sudah jadi karena film retak di bagian tepi, merayap di bawah kompresi, atau kehilangan margin setelah langkah proses terpanas. Metode uji ketahanan termal untuk pelapis ini secara eksplisit melacak perubahan dalam daya rekat, ketahanan isolasi, dan faktor penumpukan setelah perlakuan panas.
Di mana lapisan bubuk epoksi masuk akal
Lapisan serbuk epoksi biasanya paling kuat dalam rute proses yang berada di bawah garis di mana sistem insulasi organik mulai menjadi penghubung yang lemah. Itu berarti laminasi yang dicap, paparan termal moderat, dan tidak ada anil pelepas stres di kemudian hari. Di jendela itu, sistem isolasi organik dihargai karena resistivitas permukaan yang tinggi dan kemampuan meninju yang baik, dan beberapa varian film tipis digunakan secara khusus di mana isolasi yang baik dan kinerja pelubangan keduanya diperlukan.
Hal ini juga masuk akal ketika pabrik menginginkan film isolasi pasca-pengaplikasian daripada hanya mengandalkan lapisan yang diaplikasikan di pabrik. Ada alasan praktis untuk itu. Film baja-listrik yang diaplikasikan di pabrik sangat tipis - seringkali sekitar 1,0, 2,25, atau 3,25 μm per sisi dalam sistem pelapisan yang representatif, dengan beberapa sistem gaya C-6 yang tersedia sekitar 3-8 μm per sisi. Tipis bagus untuk faktor tumpukan. Tipis juga kurang memaafkan jika rute lainnya kasar. Lapisan epoksi pasca-pengaplikasian yang lebih keras dapat membeli margin penanganan, tetapi juga menjauhkan Anda dari bangunan setipis mungkin. Perdagangan itu nyata.
Perhentian keras pertama: kemudian anil
Ini adalah kesalahan yang paling banyak merugikan dan paling lama disembunyikan.
Jika laminasi nantinya akan melalui anil pelepas stres normal, sistem insulasi kaya epoksi organik mungkin merupakan keluarga yang salah. Klasifikasi pelapisan standar memisahkan kasus-kasus ini dengan jelas: beberapa sistem anorganik dimaksudkan untuk bertahan dari anil pelepas stres, sementara sistem kaya organik mungkin tahan terhadap perlakuan pembakaran atau paparan suhu tinggi sedang tetapi tidak cocok untuk anil pelepas stres normal. Perbedaan itu tidak bersifat akademis. Ini harus berada di dekat bagian atas gambar, lembar proses, dan spesifikasi pembelian.
Jebakan terkait adalah mengacaukan toleransi suhu jangka pendek dengan kompatibilitas proses penuh. Sebuah lapisan dapat mentolerir peristiwa panas singkat dan masih kehilangan terlalu banyak isolasi, adhesi, atau margin faktor tumpukan setelah siklus yang lebih panjang atau kurang seragam. Metode ketahanan termal ada karena “bertahan dari panas” terlalu samar untuk berguna dalam pekerjaan laminasi.
Jebakan kedua: ketebalan yang memecahkan satu masalah dan menciptakan masalah lain
Orang-orang melakukan hal ini sepanjang waktu. Isolasi terlihat marjinal, jadi mereka meminta lebih banyak lapisan. Rasanya masuk akal. Kadang-kadang memang begitu. Kemudian faktor tumpukan mulai melayang ke arah yang salah.
Data pelapisan baja-listrik yang representatif menempatkan film yang sangat tipis yang diaplikasikan oleh pabrik dalam kisaran sekitar 1-3,25 µm per sisi, sementara beberapa sistem film tipis dengan isolasi lebih tinggi ditawarkan sekitar 3-8 µm per sisi. Sistem pernis pengikat biasanya berada di sekitar 4,5-8 µm dalam contoh data pemasok. Tak satu pun dari angka-angka itu yang besar. Namun, pada tumpukan yang tinggi, setiap mikron yang ditambahkan menempati ruang yang dulunya adalah baja. Geometrinya membosankan, tetapi geometri ini memenangkan setiap argumen. Jika desain Anda hidup atau mati oleh fraksi baja aktif, pembuatan film harus dikontrol seketat resistivitas.
Ada masalah kedua. Ketebalan yang lebih banyak tidak secara otomatis berarti lebih banyak insulasi yang dapat digunakan di dalam tumpukan yang sudah jadi. Di bawah tekanan, dengan tepi yang benar-benar terpotong, titik kontak lokal masih dapat terbentuk. Jadi target yang tepat bukanlah “ketebalan lapisan maksimum.” Ini adalah film tertipis yang masih memiliki pemisahan listrik setelah pemotongan, kompresi, dan langkah hilir terpanas.
Jebakan ketiga: ujung yang dipotong
Bagian muka laminasi mendapat perhatian. Bagian tepi layak mendapatkan perhatian lebih.
Pelubangan dan pemotongan dapat menciptakan gerinda yang memperpendek laminasi yang berdekatan. Mekanismenya sangat mudah: ketika kontak tepi menutup jalur konduktif di antara lembaran, arus eddy interlaminar dapat meningkat, kehilangan daya lokal meningkat, dan area yang rusak dapat menjadi cukup panas untuk memicu kegagalan insulasi lebih lanjut. Satu makalah teknik yang banyak dikutip tentang laminasi yang terpengaruh duri mencatat batas tepi praktis sekitar 0,05 mm pada panjang strip 10 mm, memungkinkan tepi yang tepat waktu hingga 0,1 mm, dan kemudian menghabiskan sisa makalah untuk menunjukkan mengapa detail ini penting.
Inilah sebabnya mengapa tumpukan laminasi dapat lulus pemeriksaan lapisan pada lembaran datar dan masih berkinerja buruk dalam layanan. Lapisan pada bagian muka mungkin baik-baik saja. Masalahnya mungkin terletak pada slot yang dilubangi, ujung gigi, atau tepi yang digunting di mana film kemungkinan besar akan menipis, retak, atau dijembatani oleh gerinda. Dengan kata lain, kualitas tepi bukanlah masalah sampingan. Ini adalah bagian dari kinerja insulasi.
Jebakan keempat: menyembuhkan sejarah yang terlihat tidak berbahaya
Sistem epoksi sangat sensitif terhadap obat. Tidak sedikit. Banyak.
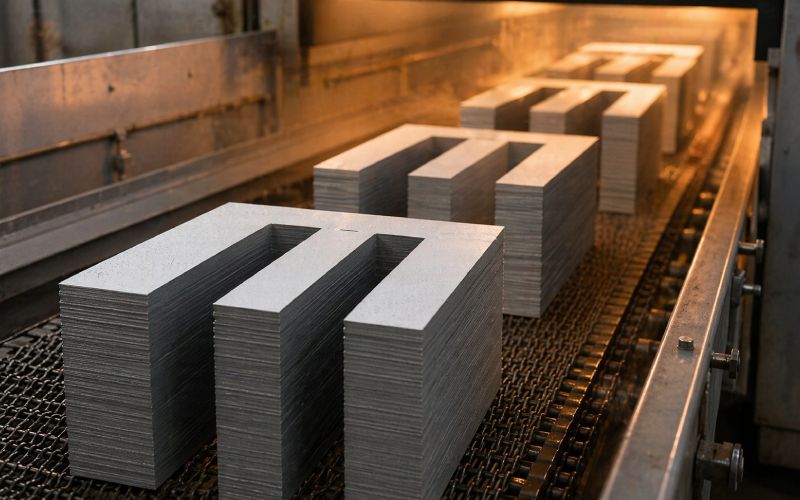
Contoh data proses untuk sistem pernis ikatan epoksi menunjukkan pengikatan silang menjadi signifikan di sekitar 140-150 ° C, dengan jendela pengawetan yang dapat diterapkan selebar 2 jam pada suhu 140 ° C atau 2 menit pada suhu 200 ° C, sementara degradasi dapat dimulai sekitar 2 jam pada suhu 200 ° C atau 2 menit pada suhu 230 ° C. Itu adalah suhu objek, bukan hanya setpoint oven, dan bagian terdingin dari tumpukan masih harus menyelesaikan penyembuhan sementara bagian terpanas tetap di bawah batas kerusakan. Komponen kecil sering kali tahan terhadap siklus panas yang cepat. Tumpukan yang lebih besar biasanya tidak.
Logika yang sama juga berlaku untuk lapisan bubuk epoksi pada laminasi. Jika proses pengawetan tidak merata, Anda bisa mendapatkan film yang terlihat kontinu tetapi berperilaku tidak konsisten di bawah tekanan atau panas. Pengawetan yang terlalu sedikit akan meninggalkan jaringan yang lemah. Terlalu banyak pengawetan, atau terlalu banyak panas lokal nantinya, dapat merusak atau menurunkan kualitas film. Tumpukan tidak peduli dengan apa yang dikatakan resep oven. Ia peduli berapa suhu yang sebenarnya dicapai baja.
Lapisan bubuk vs pernis cair vs baja listrik yang telah dilapisi sebelumnya
Sebagian besar insinyur tidak benar-benar memilih “epoksi” atau “bukan epoksi”. Mereka memilih di antara rute proses.
Rute
Paling cocok
Apa yang Anda dapatkan
Apa yang biasanya menggigit kembali
Lapisan bubuk epoksi pada laminasi
Insulasi pasca-penerapan ketika Anda membutuhkan film yang tahan lama dan melakukan tidak rencanakan untuk menjalankan anil pelepas stres normal nanti
Lapisan isolasi yang kuat, rute aplikasi kering, berguna ketika lapisan akhir yang lebih tangguh lebih penting daripada lapisan yang setipis mungkin
Film-membangun merayap ke dalam faktor tumpukan, sensitivitas jendela-pengobatan, kerusakan tepi setelah meninju, masalah jika kemudian paparan panas melebihi apa yang dapat ditoleransi oleh film organik
Pernis epoksi cair atau pernis epoksi yang mengikat sendiri
Tumpukan berikat, redaman, atau rute yang menginginkan insulasi plus daya rekat antar lembaran
Pengikatan dan isolasi dalam satu sistem; contoh data proses menunjukkan tingkat pelapisan yang umum sekitar 4,5-8 µm, tekanan pengikatan yang disarankan sekitar 150-300 N/cm², dan jendela pengawetan yang dapat diterapkan dari sekitar 140-200 ° C tergantung pada waktu
Riwayat pengawetan menjadi sangat penting; risiko overbake adalah nyata; kontak langsung dengan logam masih dapat terjadi di bawah tekanan jika prosesnya longgar
Baja listrik yang sudah dilapisi sebelumnya
Pekerjaan bervolume tinggi di mana pembuatan film yang tipis dan berulang-ulang serta faktor tumpukan sangat penting
Sistem pelapisan yang sangat tipis dan konsisten; nilai rata-rata film yang representatif sering berada di sekitar 1,0, 2,25, atau 3,25 µm per sisi, dengan beberapa sistem isolasi yang lebih tinggi sekitar 3-8 µm
Pengampunan yang lebih sedikit setelah kerusakan tepi, pemulihan terbatas jika rute hilir kasar, pilihan pelapisan harus sesuai dengan jalur termal selanjutnya sejak hari pertama
Angka-angka dan catatan proses dalam perbandingan tersebut berasal dari referensi kelas pelapisan standar, data produk baja-listrik, dan data proses pernis-perekat epoksi. Pola secara garis besar stabil: baja pra-lapis menang dalam hal ketipisan, pernis pengikat menang dalam hal daya rekat, lapisan serbuk dapat menang dalam hal ketahanan film pasca-pengaplikasian, dan riwayat panas menentukan apakah salah satu dari mereka tetap valid dalam rute yang sebenarnya.
Cara praktis untuk menentukan lapisan serbuk epoksi pada laminasi
Tulis spesifikasi secara terbalik. Mulailah dengan langkah terpanas, kemudian lanjutkan ke lapisan berikutnya.
Nyatakan suhu dan durasi maksimum pasca pelapisan. Termasuk pengelasan di dekatnya, perbaikan luka bakar, panas penyambungan lokal, dan anil apa pun. Hal ini menyaring keluarga lapisan yang buruk dengan cepat.
Tetapkan jendela pembuatan film yang nyata, bukan hanya target nominal. Angka yang berguna adalah kisaran maks-dan-min yang terkait dengan faktor tumpukan.
Memenuhi syarat setelah pemotongan, tidak hanya sebelum pemotongan. Kerusakan tepi mengubah cerita kelistrikan.
Mengukur performa setelah kompresi dan setelah terpapar panas. Pelapis hidup dalam tumpukan, bukan pada kupon showroom.
Pisahkan kebutuhan isolasi dari kebutuhan ikatan. Jika tumpukan benar-benar membutuhkan daya rekat antar lembaran, katakan saja. Jangan meminta film isolasi polos untuk berperilaku seperti pernis pengikat.
Periksa kembali setelah proses panas lokal. Kelas pelapis organik dilengkapi dengan peringatan eksplisit tentang dekomposisi atau pelepasan gas selama pengelasan atau paparan suhu tinggi.
Seperti apa keputusan yang baik biasanya terlihat
Pilih lapisan serbuk epoksi pada laminasi ketika Anda menginginkan film isolasi yang tahan lama pada bagian yang dicap, Anda tidak merencanakan anil penghilang stres di kemudian hari, dan Anda dapat mengontrol riwayat curing dengan cukup ketat sehingga seluruh tumpukan melihat jendela suhu yang diinginkan. Gunakan dengan hati-hati, jangan sembarangan. Pelapisan itu sendiri hanyalah satu variabel. Kualitas tepi, tekanan, panas, dan pembuatan film juga berpengaruh.
Hindari, atau setidaknya berhenti dan periksa kembali rute, ketika seseorang mengatakan salah satu dari yang berikut ini: “Kita bisa anil nanti,” “lasannya dekat dengan gigi,” “kita selalu bisa menambahkan sedikit lapisan lagi,” atau “resistensi lembaran terlihat baik-baik saja sebelum dicap.” Itu bukanlah detail yang kecil. Itu adalah tumpukan yang memberi tahu Anda di mana letak risikonya.
PERTANYAAN YANG SERING DIAJUKAN
Apakah lapisan serbuk epoksi lebih baik daripada pernis cair untuk laminasi?
Tidak secara keseluruhan. Pelapisan bubuk menarik ketika Anda menginginkan film isolasi yang tahan lama setelah diaplikasikan dan tidak membutuhkan lembaran untuk menyatu. Pernis epoksi cair atau pernis epoksi yang merekat sendiri biasanya lebih kuat ketika tumpukan membutuhkan insulasi dan daya rekat, atau ketika prosesnya dibuat berdasarkan ikatan panas dan tekanan. Contoh data pernis pengikat menunjukkan tingkat pelapisan sekitar 4,5-8 µm dan tekanan pengikatan yang direkomendasikan sekitar 150-300 N/cm², yang merupakan pekerjaan yang berbeda dari mantel isolasi sederhana.
Dapatkah lapisan serbuk epoksi bertahan dari anil pelepas stres?
Anda tidak harus berasumsi demikian. Klasifikasi pelapisan standar memisahkan sistem anorganik yang dapat bertahan dari anil pelepas stres dari sistem kaya organik yang dapat menangani pembakaran atau paparan panas sedang tetapi tidak dimaksudkan untuk anil pelepas stres normal. Jika anil selanjutnya ada dalam rute, pertanyaan ini harus ditutup sebelum pelapisan dipilih.
Berapa ketebalan yang harus saya targetkan?
Tidak ada angka terbaik yang universal. Sistem baja elektrik tipis yang telah dilapisi sebelumnya biasanya memiliki ketebalan sekitar 1,0 hingga 3,25 µm per sisi, sementara beberapa film tipis dengan isolasi lebih tinggi ditawarkan sekitar 3-8 µm dan sistem pernis pengikat epoksi sering kali memiliki ketebalan sekitar 4,5-8 µm. Target yang tepat adalah film tertipis yang masih membuat lembaran yang berdekatan tetap terpisah secara elektrik setelah pemotongan, kompresi, dan siklus termal terpanas yang direncanakan.
Apakah resistensi isolasi yang lebih besar selalu lebih baik?
Tidak dengan sendirinya. Jika resistensi yang lebih tinggi berasal dari film yang lebih tebal yang memotong terlalu banyak baja dari tumpukan, Anda dapat menyelesaikan satu masalah sambil menciptakan masalah lain. Metode ketahanan termal untuk pelapis ini memperlakukan faktor penumpukan sebagai properti kelas satu karena suatu alasan. Resistensi yang tinggi di atas kertas bukanlah jawaban keseluruhan.
Apakah potongan tepi benar-benar penting?
Ya. Pelubangan dan pemotongan dapat menciptakan gerinda yang memperpendek laminasi yang berdekatan. Setelah jalur konduktif ditutup di antara lembaran, arus interlaminar dan pemanasan lokal dapat meningkat tajam, dan daerah yang rusak dapat memicu kegagalan insulasi tambahan. Kondisi tepi adalah bagian dari sistem insulasi, bukan catatan pemesinan yang terpisah.
Apa yang harus saya uji sebelum menyetujui prosesnya?
Minimal, uji film yang sudah jadi setelah langkah-langkah manufaktur yang sebenarnya yang penting: setelah pemotongan, setelah kompresi tumpukan, dan setelah siklus panas terpanas yang diharapkan. Untuk sistem pelapisan pada baja listrik, kumpulan properti yang paling berguna adalah daya rekat, resistansi insulasi, dan faktor tumpukan sebelum dan sesudah terpapar panas. Hal ini jauh lebih dekat dengan realitas produksi daripada pemeriksaan suhu ruangan pada lembaran datar saja.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.