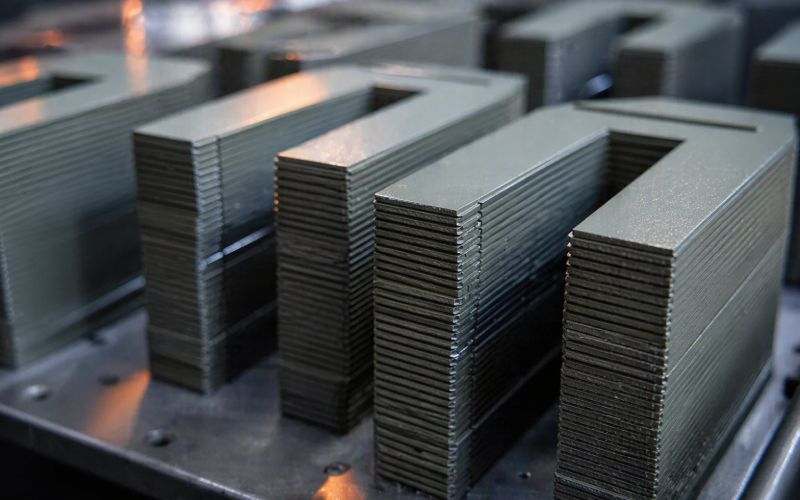
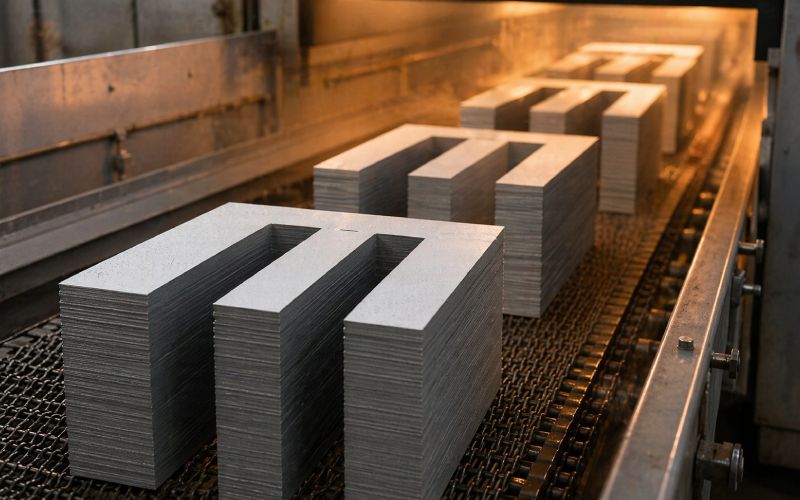
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Rivestimento in polvere epossidica su laminazioni: Limiti di prestazione, rischi di processo e una guida pratica alla selezione
Risposta rapida
Verniciatura a polvere epossidica su laminazioni può funzionare bene quando il lavoro è semplice in un modo specifico: la pila deve avere un isolamento affidabile da foglio a foglio, una discreta resistenza alla manipolazione e nessuna fase di riscaldamento successiva che richieda al rivestimento di sopravvivere alla normale ricottura sotto sforzo. Quest'ultima parte cambia tutto. Nelle classificazioni comuni dei rivestimenti per l'acciaio elettrico, alcuni sistemi inorganici sono classificati per la ricottura sotto sforzo fino a circa 845 °C, mentre i sistemi isolanti ricchi di sostanze organiche sono in grado di gestire la bruciatura o un'esposizione moderata alle alte temperature, ma non sono destinati alla normale ricottura sotto sforzo. Alcuni sistemi di rivestimento organico sottile mostrano anche una capacità di resistenza alla temperatura a breve termine, circa 0,5 ore a 500 °C, e una resistenza alla temperatura continua, circa 180 °C, ma ciò non significa che siano sicuri per ogni ciclo di riscaldamento successivo all'impilamento.
Quindi la vera domanda non è “L'epossidica isola bene?”. Di solito sì. La domanda più difficile è la seguente: cosa succede dopo il rivestimento-punzonatura, pressione di impilamento, saldatura vicina, incollaggio, rilavorazione, bruciatura o ricottura. È qui che le pile di laminazione smettono di essere ordinati campioni di laboratorio e iniziano a comportarsi come pezzi di produzione. Gli standard per la resistenza termica dei rivestimenti di acciaio elettrico si concentrano sulla variazione dell'adesione, della resistenza all'isolamento superficiale e del fattore di impilamento dopo l'esposizione al calore proprio per questo motivo.
Indice dei contenuti
Cosa cerca di fare la verniciatura a polvere epossidica
In parole povere, il rivestimento in polvere epossidica è una pellicola epossidica asciutta applicata al metallo e poi indurita dal calore in uno strato isolante continuo. Nelle laminazioni, questo strato serve a interrompere i percorsi di corrente da foglio a foglio. Se i fogli adiacenti entrano troppo in contatto elettrico, le correnti interlaminari aumentano, ne consegue un riscaldamento locale e l'intero scopo della laminazione del nucleo inizia a erodersi.
Ecco perché i buoni rivestimenti per laminazione si giudicano in base a più di una proprietà. Si tratta sì dell'isolamento, ma anche dell'adesione, della resistenza alla pressione, della stabilità termica e del fattore di impilamento. Un rivestimento può ottenere un buon punteggio in un semplice controllo di resistenza e tuttavia deludere nella pila finita perché il film si fessura ai bordi, striscia sotto compressione o perde margine dopo la fase di processo più calda. I metodi di prova di resistenza termica per questi rivestimenti tengono esplicitamente conto delle variazioni di adesione, resistenza all'isolamento e fattore di impilamento dopo il trattamento termico.
Dove ha senso la verniciatura a polvere epossidica
La verniciatura a polvere epossidica è solitamente più forte in un percorso di processo che si mantiene al di sotto della linea in cui i sistemi di isolamento organico iniziano a diventare l'anello debole. Ciò significa laminazioni stampate, esposizione termica moderata e nessuna ricottura successiva per il rilancio delle tensioni. In questa finestra, i sistemi isolanti organici sono apprezzati per l'elevata resistività superficiale e la buona punzonabilità, e alcune varianti a film sottile sono utilizzate specificamente quando sono necessarie buone prestazioni di isolamento e punzonatura.
Ha senso anche quando l'impianto vuole un film isolante post-applicato, invece di affidarsi solo a un rivestimento applicato in fabbrica. C'è una ragione pratica per questo. I film di acciaio elettrico applicati in fabbrica sono molto sottili, spesso circa 1,0, 2,25 o 3,25 µm per lato nei sistemi di rivestimento rappresentativi, con alcuni sistemi di tipo C-6 disponibili intorno ai 3-8 µm per lato. La sottigliezza è positiva per il fattore di impilamento. La sottigliezza è anche meno tollerabile se il resto del percorso è ruvido. Uno strato epossidico post-applicato più duro può far guadagnare margine di maneggevolezza, ma si allontana anche dalla costruzione più sottile possibile. Questo scambio è reale.
Il primo duro stop: la ricottura successiva
Questo è l'errore che costa di più e che si nasconde più a lungo.
Se le laminazioni saranno successivamente sottoposte a una normale ricottura sotto sforzo, un sistema di isolamento organico ricco di epossidici potrebbe essere semplicemente la famiglia sbagliata. Le classificazioni standard dei rivestimenti separano chiaramente questi casi: alcuni sistemi inorganici sono destinati a sopravvivere alla ricottura sotto sforzo, mentre i sistemi ricchi di sostanze organiche possono sopportare trattamenti di burn-off o esposizioni moderate a temperature elevate, ma non sono adatti alla normale ricottura sotto sforzo. Questa distinzione non è accademica. Dovrebbe essere riportata in cima al disegno, alla scheda di processo e alle specifiche di acquisto.
Un'insidia correlata è quella di confondere la tolleranza alla temperatura a breve termine con la piena compatibilità del processo. Un rivestimento può tollerare un breve evento caldo e perdere comunque troppo isolamento, adesione o margine di stack-factor dopo un ciclo più lungo o meno uniforme. I metodi di resistenza termica esistono perché “sopravvive al calore” è troppo vago per essere utile nel lavoro di laminazione.
La seconda trappola: lo spessore che risolve un problema e ne crea un altro
La gente lo fa di continuo. L'isolamento sembra marginale, quindi chiedono un ulteriore rivestimento. Sembra ragionevole. A volte lo è. Poi il fattore di accumulo inizia a deviare nella direzione sbagliata.
I dati rappresentativi sul rivestimento di acciaio elettrico indicano che i film molto sottili applicati in fresa si aggirano intorno a 1-3,25 µm per lato, mentre alcuni sistemi a film sottile ad alto isolamento sono offerti intorno a 3-8 µm per lato. I sistemi di incollaggio-verniciatura si collocano comunemente intorno ai 4,5-8 µm nei dati dei fornitori. Nessuno di questi numeri è enorme. Tuttavia, in una pila alta, ogni micron aggiunto occupa lo spazio che prima era in acciaio. La geometria è noiosa, ma vince ogni discussione. Se il vostro progetto vive o muore in base alla frazione di acciaio attivo, la formazione del film deve essere controllata con la stessa precisione della resistività.
C'è un secondo problema. Più spessore non significa automaticamente più isolamento utilizzabile all'interno della pila finita. Sotto pressione, con bordi realmente tagliati, si possono ancora formare punti di contatto locali. Quindi l'obiettivo giusto non è “lo spessore massimo del rivestimento”. È il film più sottile che mantiene ancora la separazione elettrica dopo il taglio, la compressione e il passaggio a valle più caldo.
La terza trappola: il bordo tagliato
La faccia della laminazione attira l'attenzione. Il bordo merita di più.
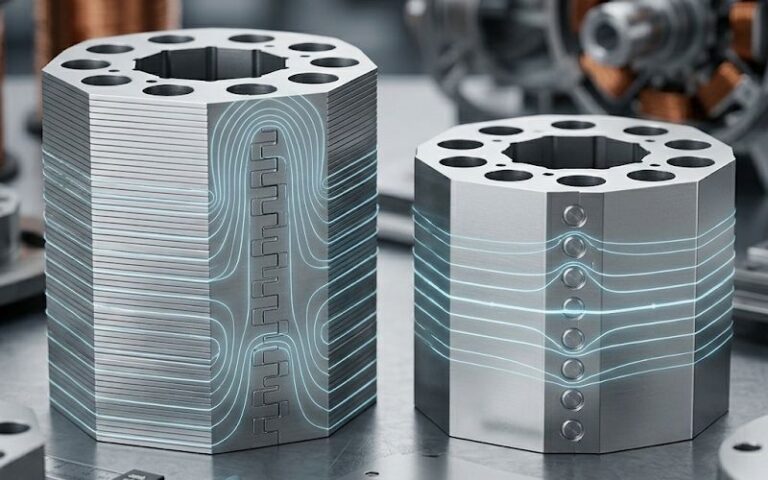
La punzonatura e il taglio possono creare bave che mandano in cortocircuito le lamine adiacenti. Il meccanismo è semplice: quando il contatto con il bordo chiude un percorso conduttivo tra le lamine, le correnti parassite interlaminari possono aumentare, la perdita di potenza locale aumenta e l'area danneggiata può surriscaldarsi a tal punto da provocare un ulteriore cedimento dell'isolamento. Un documento ingegneristico molto citato sulle laminazioni affette da bava indica limiti pratici per i bordi di circa 0,05 mm su una striscia di 10 mm di lunghezza, ammette bordi puntuali fino a 0,1 mm e poi dedica il resto del documento a spiegare perché questi dettagli sono importanti.
Questo è il motivo per cui una pila di laminazione può superare il controllo del rivestimento su una lastra piana e tuttavia avere prestazioni inferiori in servizio. Il rivestimento sulla faccia può essere a posto. Il problema potrebbe risiedere nella fessura punzonata, nella punta del dente o nel bordo tranciato, dove è più probabile che il film sia assottigliato, incrinato o coperto da bave. In altre parole, la qualità del bordo non è un problema secondario. Fa parte delle prestazioni dell'isolamento.
La quarta trappola: curare la storia che sembra innocua
I sistemi epossidici sono sensibili alla polimerizzazione. Non poco. Molto.
Dati di processo esemplificativi per i sistemi di incollaggio-verniciatura epossidici mostrano che la reticolazione diventa significativa intorno ai 140-150 °C, con finestre di polimerizzazione lavorabili fino a 2 ore a 140 °C o 2 minuti a 200 °C, mentre la degradazione può iniziare intorno alle 2 ore a 200 °C o 2 minuti a 230 °C. Si tratta di temperature oggetto, non solo di setpoint del forno, e la parte più fredda dello stack deve ancora completare la polimerizzazione mentre la parte più calda rimane al di sotto dei limiti di danneggiamento. I pezzi piccoli spesso tollerano cicli rapidi e caldi. Le pile più grandi di solito no.
La stessa logica si applica alla verniciatura a polvere epossidica dei laminati. Se la polimerizzazione non è uniforme, si può ottenere un film che sembra continuo ma che si comporta in modo incoerente alla compressione o al calore. Una polimerizzazione troppo bassa lascia una rete debole. Una polimerizzazione eccessiva, o un calore locale eccessivo in un secondo momento, possono infragilire o degradare il film. Alla pila non interessa la ricetta del forno. Si preoccupa della temperatura effettivamente raggiunta dall'acciaio.
Verniciatura a polvere vs. vernice liquida vs. acciaio elettrico pre-rivestito
La maggior parte degli ingegneri non sta scegliendo “epossidico” o “non epossidico”. Stanno scegliendo tra le vie del processo.
Percorso
La migliore vestibilità
Cosa si guadagna
Ciò che di solito morde
Verniciatura a polvere epossidica su laminati
Isolamento post-applicato quando si ha bisogno di una pellicola resistente e di non prevedere di eseguire in seguito la ricottura di distensione normale
Strato isolante robusto, modalità di applicazione a secco, utile quando un post-strato più resistente è più importante di una struttura più sottile possibile.
Inserimento del film nel fattore di pila, sensibilità della finestra di polimerizzazione, danni ai bordi dopo la punzonatura, problemi se l'esposizione successiva al calore supera ciò che un film organico può tollerare
Vernice epossidica liquida o autocollante
Pile incollate, smorzamento o percorsi che richiedono l'isolamento e l'adesione tra i fogli
Incollaggio e isolamento in un unico sistema; dati di processo esemplificativi mostrano livelli di rivestimento comuni intorno a 4,5-8 µm, pressione di incollaggio raccomandata intorno a 150-300 N/cm² e finestre di polimerizzazione lavorabili da circa 140-200 °C a seconda del tempo
La storia della polimerizzazione diventa critica; il rischio di sovracottura è reale; il contatto diretto con il metallo può ancora verificarsi sotto pressione se il processo è allentato
Acciaio elettrico preverniciato
Lavori ad alto volume in cui contano soprattutto la realizzazione di film sottili e ripetibili e il fattore di impilaggio
Sistemi di rivestimento molto sottili e consistenti; i valori medi rappresentativi del film si aggirano spesso intorno a 1,0, 2,25 o 3,25 µm per lato, con alcuni sistemi a più alto isolamento che si aggirano intorno a 3-8 µm
Meno indulgenza dopo il danneggiamento dei bordi, recupero limitato se il percorso a valle è accidentato, la scelta del rivestimento deve corrispondere al percorso termico successivo fin dal primo giorno
I numeri e le note di processo di questo confronto provengono da riferimenti di classi di rivestimenti standard, dati di prodotti elettrici-acciaio e dati di processi di incollaggio-verniciatura epossidica. Il modello generale è stabile: L'acciaio pre-rivestito vince sulla sottigliezza, la vernice di adesione vince sull'adesione, la verniciatura a polvere può vincere sulla robustezza del film post-applicato, e la storia del calore decide se uno di questi elementi rimane valido nel percorso reale.
Un modo pratico per specificare la verniciatura a polvere epossidica sui laminati
Scrivere le specifiche al contrario. Iniziare con la fase più calda, quindi procedere verso il rivestimento.
Indicare la temperatura massima post-rivestimento e la durata. Include la saldatura nelle vicinanze, la bruciatura di riparazione, il calore di giunzione locale e qualsiasi ricottura. In questo modo si filtrano rapidamente le famiglie di cattivi rivestimenti.
Stabilire una vera finestra di costruzione del film, non solo un obiettivo nominale. Il numero utile è un intervallo massimo e minimo legato al fattore di pila.
Qualificare dopo il taglio, non solo prima del taglio. I danni ai bordi cambiano la storia elettrica.
Misurare le prestazioni dopo la compressione e dopo l'esposizione al calore. I rivestimenti vivono in una pila, non in un coupon da esposizione.
Separare le esigenze di isolamento da quelle di collegamento. Se la pila ha davvero bisogno di adesione tra i fogli, ditelo. Non chiedete a un semplice film isolante di comportarsi come una vernice di adesione.
Ricontrollare dopo qualsiasi processo locale a caldo. Le classi di rivestimenti organici sono corredate da esplicite avvertenze sulla decomposizione o sull'emissione di gas durante la saldatura o l'esposizione a temperature elevate.
Come si presenta di solito una buona decisione
Scegliete la verniciatura a polvere epossidica sulle laminazioni quando volete un film isolante durevole sulle parti stampate, non avete in programma una successiva ricottura di distensione e potete controllare la storia della polimerizzazione in modo sufficientemente stretto da far sì che l'intera pila veda la finestra di temperatura prevista. Utilizzatelo con attenzione, non casualmente. Il rivestimento stesso è solo una delle variabili. La qualità del bordo, la pressione, il calore e la formazione del film sono altrettanto importanti.
Evitare, o almeno fermarsi e ricontrollare il percorso, quando qualcuno dice una delle seguenti cose: “Potremmo ricuocere più tardi”, “le saldature sono vicine ai denti”, “possiamo sempre aggiungere un po” di rivestimento“ o ”la resistenza della lamiera sembrava a posto prima dello stampaggio". Questi non sono dettagli secondari. È la pila che vi dice dove si trova il rischio.
FAQ
La verniciatura a polvere epossidica è migliore della vernice liquida per le laminazioni?
Non su tutta la linea. La verniciatura a polvere è interessante quando si desidera una pellicola isolante post-applicazione durevole e non è necessario che i fogli si incollino tra loro. La vernice epossidica liquida o auto-legante è di solito più efficace quando la pila ha bisogno sia di isolamento che di adesione, o quando il processo si basa sull'incollaggio a caldo e a pressione. I dati relativi alle vernici adesive mostrano livelli di rivestimento di circa 4,5-8 µm e una pressione di adesione raccomandata di circa 150-300 N/cm², che è un lavoro diverso da quello di un semplice rivestimento isolante.
Il rivestimento in polvere epossidica può sopravvivere alla ricottura sotto sforzo?
Non si deve dare per scontato che sia così. Le classificazioni standard dei rivestimenti separano i sistemi inorganici che possono sopravvivere alla ricottura sotto sforzo da quelli ricchi di sostanze organiche che possono sopportare la bruciatura o l'esposizione a caldo moderata, ma non sono destinati alla normale ricottura sotto sforzo. Se è prevista una ricottura successiva, questa questione deve essere risolta prima di scegliere il rivestimento.
A quale spessore devo mirare?
Non esiste un numero ottimale universale. I sistemi sottili pre-rivestiti di acciaio elettrico si aggirano comunemente intorno a 1,0-3,25 µm per lato, mentre alcuni film sottili ad alto isolamento sono offerti intorno a 3-8 µm e i sistemi di incollaggio-verniciatura epossidica sono spesso intorno a 4,5-8 µm. L'obiettivo giusto è il film più sottile che mantiene ancora separati elettricamente i fogli adiacenti dopo il taglio, la compressione e il ciclo termico più caldo previsto.
Una maggiore resistenza all'isolamento è sempre meglio?
Non di per sé. Se la maggiore resistenza deriva da un film più spesso che taglia via troppo acciaio dalla pila, si può risolvere un problema e crearne un altro. I metodi di resistenza termica per questi rivestimenti trattano il fattore di impilamento come una proprietà di prima classe per un motivo. L'alta resistenza sulla carta non è la risposta completa.
I bordi tagliati sono davvero così importanti?
Sì. La punzonatura e il taglio possono creare bave che mettono in cortocircuito le lamine adiacenti. Una volta chiuso un percorso conduttivo tra le lamine, le correnti interlaminari e il riscaldamento locale possono aumentare notevolmente e la regione danneggiata può innescare ulteriori cedimenti dell'isolamento. La condizione dei bordi fa parte del sistema di isolamento, non è una nota di lavorazione separata.
Cosa devo testare prima di approvare il processo?
Come minimo, testare il film finito dopo le vere fasi di produzione che contano: dopo il taglio, dopo la compressione della pila e dopo il ciclo termico più caldo previsto. Per i sistemi di rivestimento su acciaio elettrico, la serie di proprietà più utile è costituita da adesione, resistenza all'isolamento e fattore di pila prima e dopo l'esposizione al calore. Questo è molto più vicino alla realtà produttiva di un controllo a temperatura ambiente sulla sola lamiera piatta.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.