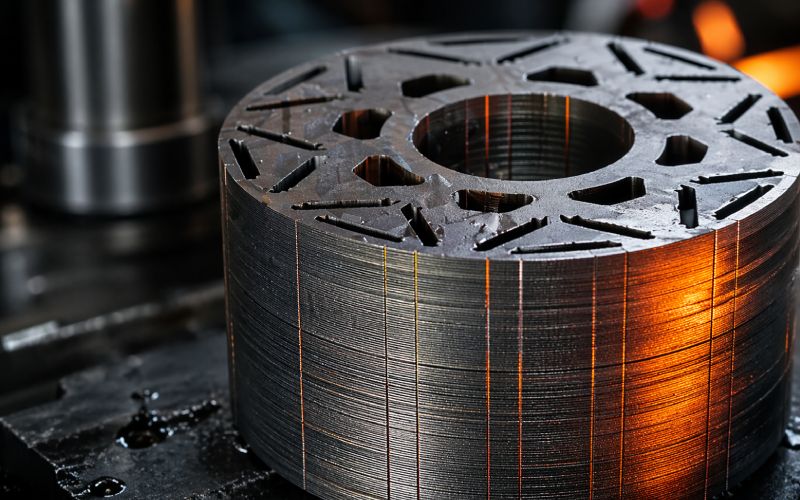
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Incollaggio adesivo per pile di laminazione: Come selezionare un adesivo per l'esposizione al calore e all'olio
Se un pila di laminazione L'adesivo deve essere scelto in base alla temperatura, alla presenza di olio e al carico ciclico. temperatura del punto caldo della pila, profilo di esposizione all'olio, e rischio di affaticamento-non contro la sola resistenza al taglio a temperatura ambiente. In caso di incollaggio laminati elettrici in acciaio, Questa distinzione è importante perché la linea di incollaggio svolge due funzioni contemporaneamente: tiene insieme la pila e aiuta a preservare la separazione elettrica tra i fogli. Le ricerche pubblicate dimostrano inoltre che la giunzione adesiva può preservare le prestazioni magnetiche meglio della saldatura, perché evita di danneggiare il rivestimento isolante nello stesso modo.
Indice dei contenuti
Sintesi
Utilizzare il temperatura del punto caldo della pila di laminazione, non la temperatura ambiente, come primo valore di screening per la selezione dell'adesivo. Le classi di isolamento NEMA come Classe B 130°C, Classe F 155°C e Classe H 180°C descrivono la capacità del sistema di isolamento, ma non garantiscono che una specifica linea di incollaggio mantenga la sua resistenza alla frattura in prossimità di tali temperature.
Approvare adesivi con dati sulle prestazioni in condizioni di invecchiamento in olio e a temperature elevate, e non solo i valori di resistenza del campione fresco. Recenti lavori di fatica su laminati di acciaio elettrico con legante epossidico hanno rilevato che la temperatura e le condizioni dell'interfaccia influenzano fortemente la resistenza alla crescita delle cricche e che i mezzi di raffreddamento a base di aria calda e olio possono produrre un comportamento simile alla crescita delle cricche in alcune condizioni di prova.
Mantenere la linea del legame sottile e controllato. In uno studio, la resistenza allo strappo del rotolo è aumentata con l'aumentare dello spessore dello strato di adesivo fino a circa 20 μm, e poi si stabilizza a valori di spessore più elevati. Una maggiore quantità di adesivo non ha migliorato il giunto.
Perché l'incollaggio è utilizzato per le pile di laminazione
Nelle laminazioni dello statore e del rotore del motore, l'incollaggio viene utilizzato perché può tenere insieme una pila completa senza tagliare o surriscaldare il rivestimento isolante su ciascuna lamiera di acciaio elettrico. Non è un dettaglio da poco. Il rivestimento isolante serve a ridurre le correnti parassite interlaminari. La letteratura di riferimento sugli acciai elettrici laminati rileva che la giunzione adesiva ha fatto meno danni alla perdita di ferro e alla corrente eccitante rispetto alla saldatura nelle valutazioni dei nuclei motore riportate, mentre la saldatura e altri processi di giunzione possono degradare le proprietà magnetiche attraverso danni al rivestimento, cambiamenti microstrutturali e stress residuo.
Ecco perché la scelta dell'adesivo per le pile di laminazione non è solo un esercizio di resistenza meccanica. È una decisione di sistema. Una pila incollata che si dimostra valida in termini di resistenza statica, ma che indebolisce la funzione elettrica o magnetica, non è in realtà una pila migliore. È solo più facile da assemblare.
Come la temperatura influisce sulla scelta dell'adesivo per le pile di laminazione
La temperatura è di solito il primo filtro. Dovrebbe essere.
Molti motori industriali vengono discussi in termini di classi di isolamento.Classe B 130°C, Classe F 155°C e Classe H 180°C-e questi valori sono utili per inquadrare l'ambiente termico. Ma uno strato adesivo all'interno di una pila di laminazione non eredita automaticamente quella capacità di temperatura solo perché il sistema di isolamento del motore circostante ha una classe superiore. La guida NEMA descrive le temperature di classe a livello di sistema di isolamento; non dice che ogni interfaccia adesiva all'interno della macchina manterrà lo stesso comportamento meccanico.
I lavori pubblicati sulle vernici epossidiche a base d'acqua per laminati elettrici in acciaio rendono il divario abbastanza evidente. In quello studio, gli strati adesivi completamente polimerizzati hanno mostrato temperature di transizione del vetro nell'intervallo di Da 81°C a 102°C. Lo stesso articolo riportava anche una forte perdita di resistenza al rotolamento a 100°C e 140°C, con un calo della forza di circa 50% a 100°C e 75% a 140°C per i sistemi analizzati. Il problema della selezione non è quindi astratto. Una pila può funzionare in una macchina costruita intorno a classi termiche più elevate e contenere comunque uno strato adesivo la cui risposta meccanica cambia bruscamente molto prima.
Questa è la regola pratica: schermare l'adesivo rispetto al punto caldo di laminazione, non alla temperatura dell'involucro, non alla media della coppa dell'olio e non alla temperatura di commercializzazione su una scheda tecnica generica.. Se la linea di legame vive a lungo in prossimità della sua regione di transizione, la pila può superare i nuovi test di laboratorio pur essendo un progetto sbagliato.
Come l'esposizione all'olio modifica le prestazioni dell'adesivo
L'olio cambia il problema, ma non sempre nel modo semplice che la gente si aspetta.
Per i motori raffreddati a olio o per qualsiasi pacco lamellare esposto a spruzzi, nebbia o contatto continuo con l'olio, la resistenza chimica è importante. Tuttavia, l'olio è solo una parte delle reali condizioni di servizio. Un recente studio sui laminati in acciaio elettrico a base epossidica ha analizzato la delaminazione in presenza di temperature elevate, carichi ciclici e ambienti diversi. È emerso che i laminati testati hanno mostrato comportamento simile di crescita delle cricche in aria calda e in un agente refrigerante a base di olio, mentre l'incrocio tra il comportamento a fatica e la soglia ha tracciato la regione di transizione dell'adesivo. Ciò indica una cosa utile: il calore e la variazione viscoelastica possono essere importanti quanto il contatto con il fluido, a volte anche di più.
Quindi la domanda giusta non è: “Questo adesivo è resistente all'olio?”. È una domanda troppo sottile. La domanda migliore è: Questo adesivo mantiene l'integrità del legame dopo l'invecchiamento in olio alla temperatura di servizio effettiva e in condizioni di carico effettive? Una pila di leganti sottili sottoposta a carico ciclico si rompe in modo diverso da una linea di leganti strutturali spessi in una semplice cedola a taglio e a lame. È la combinazione - temperatura, interfaccia, olio, fatica - a decidere il risultato.
Spessore della linea di giunzione, trattamento superficiale e resistenza alla fatica
Lo spessore della linea di giunzione merita più attenzione di quanta ne riceva di solito nelle discussioni sulla pila di laminazione.
In uno studio del 2022 su laminati di acciaio elettrico con strati epossidici di Da 7 a 48 μm, la resistenza alla laminazione è aumentata fino a circa 20 μm e poi si stabilizza. Lo stesso studio ha riportato che i test basati sulla meccanica della frattura erano più sensibili rispetto ai test monotonici a rullo, e che la temperatura modificava meno la classificazione a 60°C che a 23°C perché la risposta dell'adesivo si è spostata man mano che il test si avvicinava al regime di transizione. Questo è utile perché ci dice due cose contemporaneamente: primo, “più adesivo” non è una strategia affidabile; secondo, un numero di peel statico non cattura l'intero quadro dei guasti.
Anche le condizioni della superficie contano. Nello studio sulla fatica ambientale del 2024, i laminati prodotti con lastre pretrattate e catalizzatore hanno raggiunto valori di soglia del tasso di deformazione-energia-liberazione da Da 16 a 62 J/m² a seconda della configurazione e dell'ambiente, e le versioni pretrattate hanno mostrato valori di soglia più elevati e una propagazione più lenta delle cricche nel regime di crescita stabile. Ciò significa che la scelta dell'adesivo non riguarda solo la chimica della resina. La superficie dell'acciaio, il metodo di pretrattamento e il processo di polimerizzazione fanno parte del sistema adesivo, indipendentemente dal fatto che le specifiche lo ammettano o meno.
Come scegliere l'adesivo per le pile di laminazione
Di seguito viene illustrato un modo pratico per effettuare la scelta senza cadere nel linguaggio generico degli adesivi.
1. Iniziare con la mappa termica reale
Utilizzare la temperatura dello stack nel caso peggiore, compresi i punti caldi locali e il tempo di permanenza. Brevi picchi e lunghi periodi di sosta non sono equivalenti. Se il vostro progetto si trova in prossimità di un territorio operativo di Classe F o Classe H, non date per scontato che la linea di incollaggio abbia una resistenza alla frattura comparabile, a meno che i dati dell'adesivo non lo dicano in condizioni comparabili.
2. Richiedere i dati relativi ai legami a temperature elevate
La resistenza a temperatura ambiente è uno schermo, non un criterio di rilascio. Per le pile di laminazione, i dati relativi alla pelatura, alla delaminazione o alla frattura a temperatura elevata sono più informativi di un singolo numero di taglio a temperatura ambiente.
3. Aggiungere il test dell'invecchiamento dell'olio al piano di approvazione
Se la pila è esposta all'olio, eseguire il test dopo l'invecchiamento dell'olio alla temperatura di esercizio. Non solo dopo l'immersione a temperatura ambiente. Non solo dopo una breve esposizione. Le condizioni di omologazione devono assomigliare a quelle del campo.
4. Controllo dello spessore della linea di legame
Una linea di legame sottile e uniforme fa parte delle prestazioni. Una volta che lo spessore aumenta, la resistenza non continua a crescere in modo lineare e il comportamento a fatica può cambiare con la modalità di guasto.
5. Trattare il substrato e il ciclo di polimerizzazione come variabili di selezione
Il pretrattamento, la polimerizzazione parziale, la polimerizzazione finale della laminazione e la chimica della superficie possono modificare il comportamento della soglia e la crescita delle cricche. Se questi fattori sono instabili in produzione, lo “stesso adesivo” può smettere di comportarsi come tale.
Matrice di selezione degli adesivi per le pile di laminazione
Tabella: Una matrice di selezione pratica per gli adesivi per pila di laminazione in condizioni di esposizione al calore e all'olio
Condizione della pila di laminazione
A cosa dare priorità
Cosa verificare prima del rilascio
Errore comune
Funzionamento a secco, carico termico moderato
Isolamento elettrico, linea di adesione sottile e controllata, forza di spellatura stabile
Dati di distacco o delaminazione a temperature elevate, ripetibilità della polimerizzazione
Approvazione solo sulla resistenza a temperatura ambiente
Nebbia d'olio o spruzzi intermittenti
Ritenzione dopo l'invecchiamento dell'olio, stabilità dell'interfaccia, margine di temperatura
Test di adesione all'olio a temperatura di servizio, esame delle modalità di guasto
Trattare “resistente all'olio” come una risposta completa
Esposizione continua all'olio caldo
Mantenimento del legame ad alta temperatura, stabilità chimica, resistenza alla fatica
Dati di delaminazione o frattura da olio dopo una lunga sosta
Utilizzo della classe di isolamento come sostituto dei dati di durata dell'adesivo
Elevato carico ciclico o vibrazioni
Resistenza alla crescita delle cricche, qualità della preparazione della superficie, comportamento di rottura coesiva o interfacciale
Prove di crescita delle cricche per fatica, dati di soglia, controllo del pretrattamento della superficie
Ottimizzazione del solo peel o shear statico
Stretto controllo dimensionale e requisiti di percorso termico
Spessore uniforme della linea di adesione, consistenza dell'incollaggio su tutta la superficie
Distribuzione dello spessore della linea di legame, planarità, capacità di processo
Lasciare che lo spessore dell'adesivo si sposti sulla pila
Questa tabella segue lo stesso schema visto nei lavori pubblicati: la durata della pila di laminazione dipende meno da un numero di resistenza di testa e più da come l'adesivo, il substrato e l'ambiente si comportano insieme a temperatura e tempo.
Test di qualificazione che contano più delle affermazioni della scheda tecnica
Un piano di qualificazione utile per l'incollaggio di stack di laminazione dovrebbe includere:
Test allo stato fresco per la qualità di base delle obbligazioni.
Test a temperatura elevata vicino al vero punto caldo della pila.
Test di invecchiamento in olio se il progetto è esposto all'olio.
Test di fatica o delaminazione se il servizio prevede cicli di coppia, vibrazioni o cicli termici.
Controlli del funzionamento elettrico dopo l'incollaggio e l'invecchiamento, perché l'incollaggio è spesso scelto per preservare le prestazioni dell'isolamento.
Quest'ultimo punto non viene preso in considerazione. La ritenzione meccanica è necessaria, sì. Ma per le laminazioni elettriche in acciaio non è sufficiente. Un legame che sopravvive meccanicamente compromettendo l'isolamento interlaminare o il comportamento magnetico non è una scelta riuscita.
Come si presenta di solito la scelta dell'adesivo migliore
L'adesivo migliore per le pile di laminazione raramente è quello con la più alta resistenza a temperatura ambiente pubblicata. In pratica, la scelta migliore è di solito il sistema adesivo in grado di garantire la resistenza:
a linea di legame sottile e stabile,
isolamento elettrico tra le lastre,
prestazioni mantenute dopo l'invecchiamento dell'olio, e
resistenza alla fatica o alla delaminazione accettabile in prossimità della temperatura di esercizio reale.
Potrebbe trattarsi di una vernice epossidica. Spesso lo è. Ma la vera risposta dipende dal profilo termico, dalla modalità di contatto con l'olio, dal percorso di preparazione della superficie e dal modo in cui è più probabile che si verifichi il guasto nella pila. Una risposta un po' scomoda, forse. Ma è comunque utile.
FAQ: Selezione dell'adesivo per le pile di laminazione
Qual è il miglior adesivo per le pile di laminazione?
Non esiste un unico adesivo migliore per ogni pacco di laminazione. Per le laminazioni elettriche in acciaio, le vernici di incollaggio a base epossidica sono ampiamente utilizzate perché supportano un incollaggio sottile su tutta la superficie e preservano l'isolamento tra i fogli. La scelta giusta dipende dalla temperatura dei punti caldi, dall'esposizione all'olio, dal controllo dello spessore della linea di incollaggio e dal rischio di fatica.
Posso usare la resistenza al taglio a temperatura ambiente per scegliere un adesivo per le laminazioni del motore?
Non da sola. La resistenza a temperatura ambiente è utile per lo screening, ma i lavori pubblicati sui laminati di acciaio elettrico dimostrano che la temperatura, lo spessore della linea di giunzione e le condizioni dell'interfaccia influenzano fortemente il comportamento a scorrimento e a fatica.
Quanto conta la temperatura nelle pile di laminazione incollate?
Molto. In uno studio su laminati di acciaio elettrico, gli strati di adesivo epossidico completamente indurito hanno mostrato temperature di transizione del vetro pari a Da 81°C a 102°C, e la resistenza al rotolamento è scesa bruscamente a 100°C e 140°C. Ecco perché la temperatura del punto caldo è più importante delle condizioni ambientali nominali.
L'olio danneggia sempre gli adesivi per pila di laminazione più dell'aria calda?
Non sempre. Uno studio sulla fatica del 2024 ha rilevato un comportamento simile nella crescita delle cricche in aria calda e in un agente di raffreddamento a base di olio per i laminati analizzati, il che suggerisce che la temperatura relativa alla regione di transizione dell'adesivo e la qualità dell'interfaccia possono essere importanti quanto il fluido stesso.
Uno strato adesivo più spesso rende più forte una pila di laminazione?
Non necessariamente. Uno studio del 2022 ha riscontrato che la forza della buccia del rotolo è aumentata fino a circa 20 μm spessore della linea di giunzione e poi si stabilizza. Oltre questo punto, l'aumento dello spessore non ha continuato a migliorare le prestazioni del giunto.
Perché scegliere l'incollaggio invece della saldatura per le laminazioni elettriche in acciaio?
Perché l'unione adesiva può mantenere intatto il rivestimento isolante e ridurre i danni alle proprietà magnetiche associati alla saldatura. La letteratura riporta un deterioramento minore della perdita di ferro e della corrente di eccitazione per la giunzione adesiva rispetto alla saldatura negli studi sul nucleo del motore.
Cosa deve convalidare un fornitore o un team di progettazione prima di approvare un adesivo?
Convalidare le prestazioni dopo l'effettivo ciclo di polimerizzazione, alla reale temperatura di esercizio e dopo l'invecchiamento in olio, se presente. Quindi verificare il comportamento alla fatica o alla delaminazione, non solo la resistenza statica. Per le pile di laminazione, il piano di omologazione deve corrispondere strettamente all'ambiente di servizio.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.