Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Collage d'adhésifs pour les piles de laminage : Comment choisir un adhésif pour l'exposition à la chaleur et à l'huile
Si un pile de laminage Si le produit doit être chaud, exposé à l'huile et soumis à des charges cycliques, l'adhésif doit être choisi en fonction des caractéristiques du produit et de l'environnement. température du point chaud de la pile, profil d'exposition aux hydrocarbureset risque de fatigue-et non par rapport à la seule résistance au cisaillement à température ambiante. Dans les tôles d'acier électriques, Cette distinction est importante car la ligne de collage remplit deux fonctions à la fois : elle maintient la pile ensemble et contribue à préserver la séparation électrique entre les feuilles. Des recherches publiées montrent également que l'assemblage par collage peut préserver les performances magnétiques mieux que le soudage, car il évite d'endommager le revêtement isolant de la même manière.
Table des matières
Résumé
Utiliser le température du point chaud de la pile de laminage, et non la température ambiante, comme première valeur de sélection pour le choix de l'adhésif. Les classes d'isolation NEMA telles que Classe B 130°C, Classe F 155°C et Classe H 180°C décrivent la capacité du système d'isolation, mais elles ne garantissent pas qu'une ligne de collage spécifique conservera sa résistance à la rupture à proximité de ces températures.
Approuver les adhésifs avec données de performance à l'huile et à température élevée, et non pas uniquement les valeurs de résistance d'un échantillon frais. Des travaux récents sur la fatigue des laminés d'acier électrique liés à l'époxy ont montré que la température et l'état de l'interface influencent fortement la résistance à la propagation des fissures, et que l'air chaud et les milieux de refroidissement à base d'huile peuvent produire un comportement similaire de propagation des fissures dans certaines conditions d'essai.
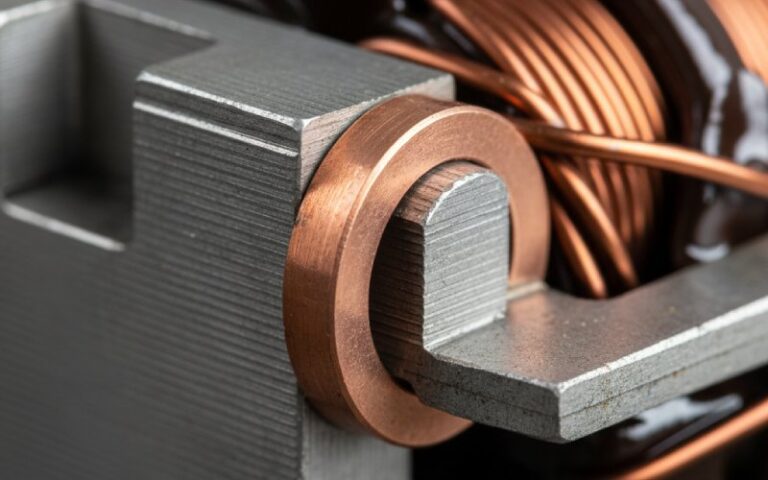
Maintenir la ligne de démarcation mince et contrôlé. Une étude a montré que la résistance au pelage augmentait à mesure que l'épaisseur de la couche d'adhésif augmentait, jusqu'à environ 20 μm, puis s'est stabilisé à des valeurs d'épaisseur plus élevées. Une plus grande quantité d'adhésif n'a pas permis d'améliorer le joint.
Pourquoi le collage est-il utilisé pour les piles de laminage ?
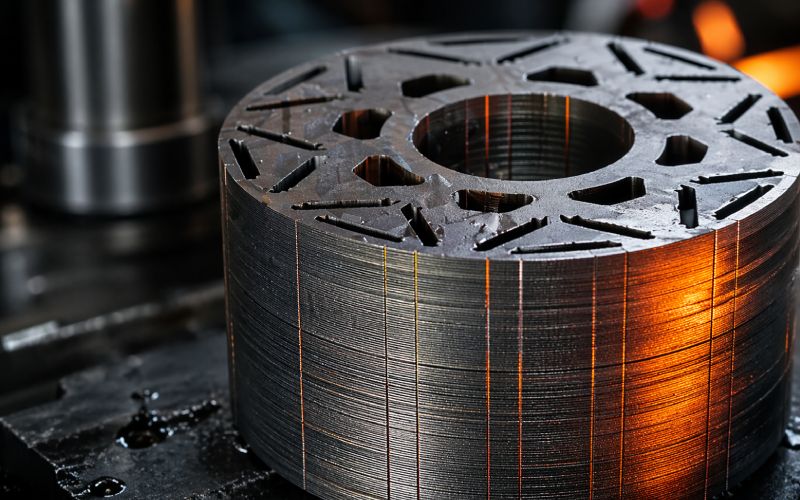
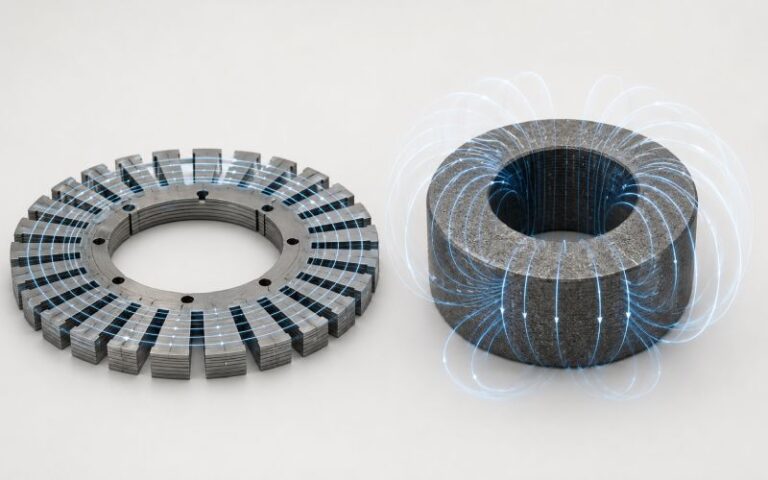
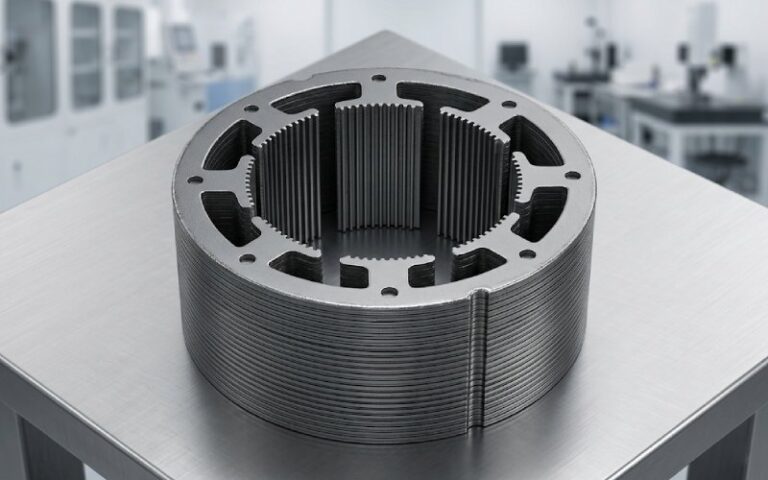
Dans les tôles de stator et de rotor de moteur, le collage est utilisé parce qu'il peut maintenir une pile complète ensemble sans couper ou surchauffer le revêtement isolant de chaque tôle d'acier électrique. Ce n'est pas un détail. Le revêtement isolant sert à réduire les courants de Foucault interlaminaires. L'analyse de la littérature sur les aciers électriques laminés indique que l'assemblage par collage a moins de dommages à la perte de fer et au courant d'excitation Le soudage et d'autres procédés d'assemblage peuvent dégrader les propriétés magnétiques en raison de l'endommagement du revêtement, de la modification de la microstructure et des contraintes résiduelles.
C'est pourquoi le choix de l'adhésif pour les piles de pelliculage n'est pas seulement un exercice de résistance mécanique. Il s'agit d'une décision concernant le système. Un empilage collé qui présente une bonne résistance statique mais qui affaiblit la fonction électrique ou magnétique n'est pas vraiment un meilleur empilage. Il est seulement plus facile à assembler.
Comment la température affecte-t-elle le choix de l'adhésif pour les piles de pelliculage ?
La température est généralement le premier filtre. Elle devrait l'être.
De nombreux moteurs industriels sont décrits en termes de classes d'isolation.Classe B 130°C, Classe F 155°C et Classe H 180°C-et ces valeurs sont utiles pour encadrer l'environnement thermique. Mais une couche d'adhésif à l'intérieur d'une pile de laminage n'hérite pas automatiquement de cette capacité de température simplement parce que le système d'isolation du moteur environnant est d'une classe supérieure. Les directives de la NEMA décrivent ces températures de classe au niveau du système d'isolation ; elles ne disent pas que chaque interface adhésive à l'intérieur de la machine conservera le même comportement mécanique.
Les travaux publiés sur les vernis époxydiques en phase aqueuse pour les laminés électriques en acier montrent clairement l'écart. Dans cette étude, les couches d'adhésif entièrement polymérisées présentaient des températures de transition vitreuse de l'ordre de 81°C à 102°C. Le même document fait également état d'une forte perte de résistance au pelage à 100°C et 140°C, avec une diminution de la force d'environ 50% à 100°C et 75% à 140°C pour les systèmes étudiés. Le problème de la sélection n'est donc pas abstrait. Une pile peut fonctionner dans une machine construite autour de classes thermiques plus élevées tout en contenant une couche adhésive dont la réponse mécanique change brusquement beaucoup plus tôt.
Telle est la règle pratique : cribler l'adhésif en fonction du point chaud de la stratification, et non de la température du boîtier, ni de la température moyenne du carter d'huile, ni de la température de commercialisation indiquée sur une fiche technique générique.. Si la ligne de liaison reste près de sa région de transition pendant de longues périodes, la pile peut réussir de nouveaux tests en laboratoire tout en restant une mauvaise conception.
Comment l'exposition à l'huile modifie les performances des adhésifs
L'huile change le problème, mais pas toujours de la manière la plus simple qui soit.
Pour les moteurs refroidis à l'huile, ou pour toute pile de stratification exposée aux éclaboussures, au brouillard ou à un contact continu avec l'huile, la résistance chimique est importante. Cependant, l'huile n'est qu'une partie des conditions de service réelles. Une étude récente sur les stratifiés électriques en acier à base d'époxy a examiné la délamination à des températures élevées, sous des charges cycliques et dans différents environnements. Elle a révélé que les stratifiés testés présentaient les caractéristiques suivantes comportement similaire de croissance des fissures dans l'air chaud et dans un agent de refroidissement à base d'huile, tandis que le croisement dans le comportement de seuil de fatigue a suivi la région de transition de l'adhésif. Cela montre une chose utile : la chaleur et les changements viscoélastiques peuvent être tout aussi importants que le contact avec les fluides, voire plus importants.
La bonne question n'est donc pas : “Cet adhésif résiste-t-il à l'huile ?”. C'est trop fin. La meilleure question est la suivante : Cet adhésif conserve-t-il son intégrité après le vieillissement de l'huile à la température de service réelle et dans le mode de chargement réel ? Un empilement collé mince soumis à une charge cyclique se rompt différemment d'une ligne de collage structurelle épaisse dans un simple coupon de cisaillement par chevauchement. C'est la combinaison - température, interface, huile, fatigue - qui détermine le résultat.
Épaisseur de la ligne de collage, traitement de surface et résistance à la fatigue
L'épaisseur de la ligne de collage mérite plus d'attention qu'elle n'en reçoit habituellement dans les discussions sur les piles de laminage.
Dans une étude réalisée en 2022 sur des laminés électriques en acier avec des couches époxydiques de 7 à 48 μm, la résistance au pelage a augmenté jusqu'à environ 20 μm et s'est ensuite stabilisée. La même étude a montré que les tests basés sur la mécanique des fractures étaient plus sensibles que les tests monotones de pelage au rouleau, et que la température modifiait moins le classement à 60°C qu'à 23°C parce que la réponse de l'adhésif s'est modifiée au fur et à mesure que le test se rapprochait de son régime de transition. C'est utile parce que cela vous dit deux choses à la fois : premièrement, “plus d'adhésif” n'est pas une stratégie fiable ; deuxièmement, un nombre statique de décollement ne reflète pas l'ensemble de l'image de la défaillance.
L'état de surface a également son importance. Dans l'étude sur la fatigue environnementale de 2024, les stratifiés produits avec feuilles prétraitées et catalyseur a atteint les valeurs seuils de taux de libération d'énergie par déformation de 16 à 62 J/m² selon la configuration et l'environnement, et les versions prétraitées ont montré des valeurs seuils plus élevées et une propagation plus lente des fissures dans le régime de croissance stable. Cela signifie que le choix de l'adhésif ne dépend pas uniquement de la chimie de la résine. La surface de l'acier, la méthode de prétraitement et le processus de durcissement font partie du système adhésif, que la spécification l'admette ou non.
Comment choisir un adhésif pour les piles de pelliculage ?
Vous trouverez ci-dessous une méthode pratique pour faire ce choix sans tomber dans le langage générique des adhésifs.
1. Commencer par la carte thermique réelle
Utilisez la température de la pile la plus défavorable, y compris les points chauds locaux et le temps de séjour. Les courtes pointes et les longues périodes de trempage ne sont pas équivalentes. Si votre projet se déroule à proximité d'un territoire d'exploitation de classe F ou de classe H, ne supposez pas que la ligne de collage présente une résistance à la rupture comparable, à moins que les données relatives à l'adhésif ne l'indiquent dans des conditions comparables.
2. Demander des données sur les liaisons à haute température
La résistance à température ambiante est un critère de sélection et non de libération. Pour les empilements de stratifiés, les données relatives au pelage, au délaminage ou à la rupture à température élevée sont plus instructives qu'une seule valeur de cisaillement à température ambiante.
3. Ajouter les tests de vieillissement de l'huile au plan d'approbation
Si la pile est exposée à l'huile, il faut la tester après un vieillissement à la température de service. Pas seulement après une immersion à température ambiante. Pas seulement après une courte exposition. Les conditions d'homologation doivent ressembler aux conditions d'utilisation sur le terrain.
4. Contrôle de l'épaisseur de la ligne de collage
Une ligne de liaison fine et uniforme fait partie de la performance. Une fois que l'épaisseur augmente, la résistance ne continue pas à augmenter de façon linéaire et le comportement à la fatigue peut changer en fonction du mode de défaillance.
5. Traiter le substrat et le cycle de cuisson comme des variables de sélection
Le prétraitement, le durcissement partiel, le durcissement final de la stratification et la chimie de surface peuvent modifier le comportement du seuil et la croissance des fissures. Si ces éléments sont instables en production, le “même adhésif” peut cesser de se comporter comme tel.
Matrice de sélection des adhésifs pour les piles de pelliculage
Tableau : Matrice de sélection pratique pour les adhésifs de stratification sous exposition à la chaleur et à l'huile
État de la pile de laminage
Quelles sont les priorités ?
Ce qu'il faut vérifier avant la diffusion
Erreur courante
Fonctionnement à sec, charge thermique modérée
Isolation électrique, ligne d'adhérence fine contrôlée, résistance au pelage stable
Données de pelage ou de délamination à température élevée, répétabilité de la polymérisation
Approbation de la résistance à température ambiante uniquement
Brouillard d'huile ou éclaboussures intermittentes
Rétention après vieillissement de l'huile, stabilité de l'interface, marge de température
Essai de collage à la température de service après vieillissement à l'huile, examen des modes de défaillance
Traiter l'expression “résistant à l'huile” comme une réponse complète
Exposition continue à l'huile chaude
Maintien de l'adhérence à haute température, stabilité chimique, résistance à la fatigue
Données relatives à la délamination ou à la fracture après un long séjour dans l'huile
Utilisation de la classe d'isolation comme substitut aux données de durabilité de l'adhésif
Charge cyclique élevée ou vibrations
Résistance à la propagation des fissures, qualité de la préparation de la surface, comportement de rupture cohésif ou interfacial.
Essai de croissance des fissures de fatigue, données de seuil, contrôle du prétraitement de la surface
Optimisation du pelage ou du cisaillement statique uniquement
Contrôle dimensionnel serré et exigences en matière de chemin thermique
Epaisseur uniforme de la ligne de collage, cohérence du collage sur toute la surface
Distribution de l'épaisseur de la ligne de collage, planéité, capacité de traitement
Laisser l'épaisseur de l'adhésif dériver d'un bout à l'autre de la pile
Ce tableau suit le même schéma que les travaux publiés : la durabilité de la pile de pelliculage dépend moins d'un chiffre de résistance de tête que de la façon dont l'adhésif, le substrat et l'environnement se comportent ensemble en fonction de la température et du temps.
Des tests de qualification plus importants que les affirmations de la fiche technique
Un plan de qualification utile pour le collage de la pile de laminage devrait comprendre les éléments suivants :
Test de l'état frais pour la qualité de base des obligations.
Essais à température élevée à proximité du véritable point chaud de la pile.
Essais de vieillissement à l'huile si le modèle est exposé à l'huile.
Essais de fatigue ou de délamination si le couple cyclique, les vibrations ou les cycles thermiques font partie du service.
Contrôles du fonctionnement électrique après le collage et le vieillissement, car le collage est souvent choisi pour préserver les performances d'isolation en premier lieu.
Ce dernier point n'est pas pris en compte. La rétention mécanique est nécessaire, oui. Mais pour les tôles d'acier électriques, elle n'est pas suffisante. Une liaison qui survit mécaniquement tout en compromettant l'isolation interlaminaire ou le comportement magnétique n'est pas une sélection réussie.
A quoi ressemble généralement le meilleur choix d'adhésif
Le meilleur adhésif pour les piles de laminage est rarement celui dont la résistance à température ambiante est la plus élevée. Dans la pratique, le meilleur choix est généralement le système adhésif qui peut être utilisé :
a ligne de liaison fine et stable,
isolation électrique entre les feuilles,
maintien des performances après vieillissement de l'huileet
une résistance acceptable à la fatigue ou à la délamination à proximité de la température de fonctionnement réelle.
Il peut s'agir d'un vernis de liaison époxy. C'est souvent le cas. Mais la véritable réponse dépend du profil thermique, du mode de contact avec l'huile, du mode de préparation de la surface et de la manière dont la défaillance est la plus susceptible de se produire dans la pile. Une réponse un peu maladroite, peut-être. Mais c'est toujours une réponse utile.
FAQ : Sélection de l'adhésif pour les piles de laminage
Quel est le meilleur adhésif pour les piles de laminage ?
Il n'existe pas de meilleur adhésif pour chaque pile de tôles. Pour les laminés électriques en acier, les vernis de collage à base d'époxy sont largement utilisés car ils permettent un collage fin sur toute la surface et préservent l'isolation entre les tôles. Le bon choix dépend de la température du point chaud, de l'exposition à l'huile, du contrôle de l'épaisseur de la ligne de collage et du risque de fatigue.
Puis-je utiliser la résistance au cisaillement à température ambiante pour choisir un adhésif pour les stratifiés de moteur ?
Pas en soi. La résistance à température ambiante est utile pour la sélection, mais les travaux publiés sur les tôles d'acier électrique montrent que la température, l'épaisseur de la ligne de liaison et l'état de l'interface affectent fortement le comportement au pelage et à la fatigue.
Quelle est l'importance de la température dans les piles de pelliculage collées ?
Beaucoup. Dans une étude sur les stratifiés électriques en acier, les couches d'adhésifs époxydiques entièrement polymérisées présentaient des températures de transition vitreuse de 81°C à 102°C, et la résistance au pelage par roulement a fortement chuté à 100°C et 140°C. C'est pourquoi la température du point chaud est plus importante que les conditions ambiantes nominales.
L'huile endommage-t-elle toujours davantage les adhésifs de la pile de pelliculage que l'air chaud ?
Pas toujours. Une étude de fatigue réalisée en 2024 a révélé un comportement similaire en matière de développement de fissures dans l'air chaud et dans un agent de refroidissement à base d'huile pour les stratifiés étudiés, ce qui suggère que la température relative à la région de transition de l'adhésif et la qualité de l'interface peuvent être tout aussi importantes que le fluide lui-même.
Une couche d'adhésif plus épaisse rend-elle la pile de pelliculage plus résistante ?
Pas nécessairement. Une étude réalisée en 2022 a montré que la résistance au pelage augmentait jusqu'à environ 20 μm de l'épaisseur de la ligne de collage et se stabilise ensuite. Au-delà de ce point, l'augmentation de l'épaisseur n'a pas permis d'améliorer les performances du joint.
Pourquoi choisir le collage plutôt que le soudage pour les tôles électriques ?
En effet, l'assemblage par collage permet de conserver le revêtement isolant intact et de réduire les dommages aux propriétés magnétiques associés au soudage. L'analyse de la littérature fait état d'une détérioration plus faible de la perte de fer et du courant d'excitation pour l'assemblage par collage que pour le soudage dans les études sur les noyaux de moteurs.
Que doit valider un fournisseur ou une équipe d'ingénieurs avant d'approuver un adhésif ?
Validez les performances après le cycle de polymérisation réel, à la température de fonctionnement réelle, et après le vieillissement à l'huile si de l'huile est présente. Vérifiez ensuite le comportement à la fatigue ou à la délamination, et pas seulement la résistance statique. Pour les piles de laminage, le plan d'approbation doit correspondre étroitement à l'environnement de service.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.