Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
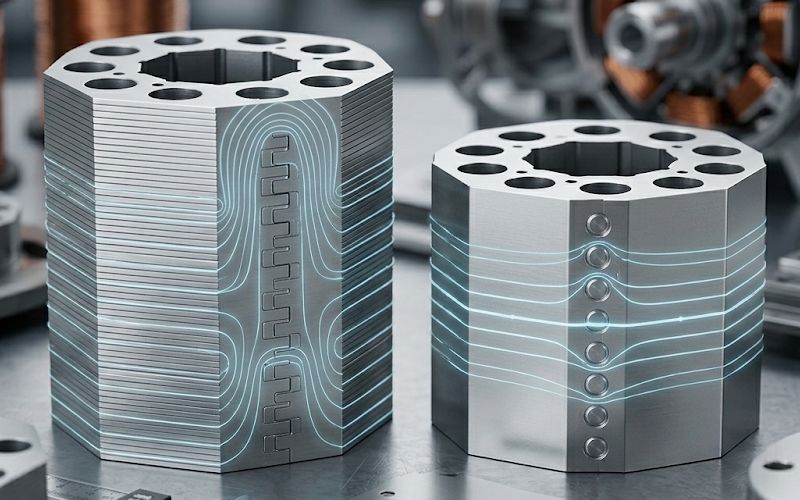
Rivetage et clinchage des piles de laminage : résistance et impact magnétique
TL;DR
Choisir rivetage lorsque l'intégrité de l'empilement lors de la manipulation, de l'enroulement, de l'emboîtement ou des vibrations constitue le risque le plus important, et lorsque vous pouvez conserver les trous dans les régions à faible flux.
Choisir serrage lorsque l'emboutissage à haut volume et l'empilage intégré sont plus importants, mais seulement si le nombre de verrouillages, la profondeur, le jeu et la disposition des paires sont contrôlés comme des variables de conception magnétiques, et pas seulement comme des détails d'outillage.
La pénalité magnétique n'est pas vague. Dans une étude sur les carottes empilées, une condition de trou uniquement a augmenté la perte de fer d'environ 6.2% à 1,0 T, 50 Hz, La formation de goujons l'a porté à environ 9.1%, et l'état de la cheville jointe a atteint environ 13.1%. Dans les schémas d'enclenchement plus denses de la même étude, l'augmentation atteignait 40.9%. En revanche, une étude par trou d'épingle a montré qu'un 6 mm Le trou pourrait maintenir la perte additionnelle sous 1% lorsque la taille et la position ont été choisies avec soin.
Piles de laminage ne fonctionnent que parce que chaque feuille est isolée de la suivante. Cela semble évident. Mais c'est important. Dès qu'une méthode d'assemblage ajoute une contrainte locale, rompt le revêtement ou crée un pont conducteur, la pile cesse de se comporter comme la pile propre du modèle électromagnétique. Les travaux d'analyse sur la fabrication de l'acier électrique aboutissent toujours au même résultat : l'assemblage affecte la perméabilité, la perte par hystérésis, la perte par courant de Foucault et la production locale de chaleur, parfois en même temps.
La vraie question n'est donc pas Quelle est la méthode la plus efficace ?. Il est plus étroit que cela. Plus utile aussi. Quelle méthode est suffisamment solide pour le travail mécanique, avec la plus petite pénalité magnétique que vous pouvez réellement tenir dans la production ?
Table des matières
La règle de décision courte
Si l'empilement est susceptible d'être soumis à des contraintes mécaniques - transport, tension d'enroulement, insertion du boîtier, charge d'emmanchement, vibrations, contraintes liées à la vitesse - le rivetage est généralement la solution la plus sûre. Si l'empilement est construit en volume et que l'usine souhaite que les tôles s'empilent d'elles-mêmes à l'intérieur de la matrice progressive, le clinchage présente un net avantage en termes de processus. Mais dès que la vitesse augmente, que le flux augmente ou que la densité des joints s'étend au chemin actif, le clinchage commence à susciter de l'intérêt.
C'est l'ensemble du commerce en une ligne : le rivetage tend à acheter de la marge mécanique ; le clinchage tend à acheter de l'efficacité de fabrication. Aucun des deux n'est magnétiquement libre.
Ce qui aggrave les performances magnétiques
Trois mécanismes sont à l'origine de la plupart des dégâts.
Acier manquant sur le trajet du flux. Les trous enlèvent de la matière active et déforment le flux.
Contrainte résiduelle et déformation plastique. Ils réduisent la perméabilité et augmentent la perte par hystérésis.
Ponts électriques entre les tôles. Une fois que les tôles commencent à conduire à travers la zone de jonction, des chemins supplémentaires de courants de Foucault apparaissent. Dans certaines configurations d'interverrouillage, ces chemins deviennent des boucles fermées et la pénalité augmente rapidement.
Cette division est importante car le rivetage et le clinchage ne paient pas la même taxe.
Rivetage : mécaniquement calme, magnétiquement plus propre uniquement lorsque les trous sont traités avec soin.
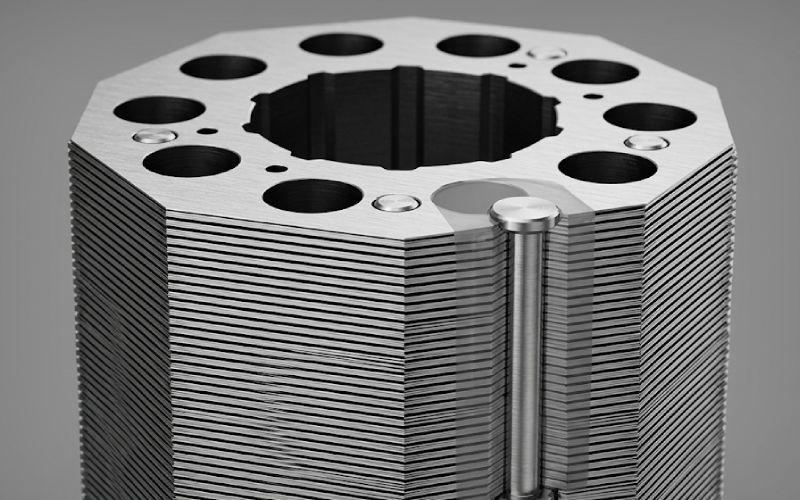
Dans cet article, rivetage signifie que la pile est fixée par une attache discrète à travers un schéma de trous. D'un point de vue mécanique, c'est facile à comprendre et à vérifier. La taille des trous est visible. La charge de serrage est visible. Le nombre de joints est visible. Pour les piles plus importantes ou les conditions d'assemblage plus difficiles, ce type de rétention explicite présente encore beaucoup d'avantages.
C'est du côté magnétique que les ingénieurs se trompent. Le trou lui-même est déjà une perturbation. Une étude sur les trous d'épingle dans le noyau d'un transformateur a montré que l'augmentation du diamètre du trou augmentait visiblement la perte du noyau, avec une perte de 6 mm trou produisant une augmentation de sous 1%, tout en se déplaçant vers 10 mm a poussé le changement jusqu'à environ 6.39% dans ce cas. La même étude a également montré que le fait de placer les trous là où la distribution du flux est plus faible réduisait la pénalité. Une étude distincte sur le serrage axial des noyaux stratifiés fait le même constat : les trous pour le serrage des boulons traversants doivent être placés dans des régions à faible flux.
Il existe une deuxième couche. Dans une étude sur les carottes empilées qui séparait la réalisation des trous de la formation des goujons et de l'assemblage, les uniquement par trou L'état de santé a augmenté la perte de fer d'environ 6.2% à 1,0 T, 50 Hz. A 1,5 T, 50 Hz, Le même effet de trou était toujours présent, mais plus étroit, d'environ 6.3%. Le rivetage n'est donc pas “magnétiquement neutre” simplement parce qu'il évite les nœuds d'emboîtement. Les trous coûtent toujours quelque chose. Généralement moins qu'un mauvais modèle de clinchage. Pas toujours moins qu'un bon modèle.
La lecture pratique est assez évidente : petits trous, placement à faible flux, nombre limité. C'est là que le rivetage prend tout son sens.
Clinchage : production rapide, fenêtre de traitement étroite
Clinchage, L'emboîtement est intéressant parce qu'il peut être intégré dans le parcours d'emboutissage. Des travaux récents sur la production de matrices de poinçonnage décrivent des noyaux imbriqués qui sont positionnés et combinés directement à la station finale, alors que les parcours non imbriqués nécessitent encore souvent des opérations hors ligne de collecte, de comptage, de mise en forme et d'assemblage ultérieur. Des travaux distincts sur les coûts de l'outillage de laminage aboutissent à une conclusion similaire du côté des matrices : le coût de l'outillage dépend de la taille du laminage, de la complexité de la pièce, du scénario de production et, en particulier, du nombre de stations d'emboutissage progressif.
C'est la raison pour laquelle le clinchage apparaît de plus en plus souvent dans les programmes de volume. Moins de points de contact. Moins de manipulation en aval. Pas de matériel de fixation séparé. Le processus est propre.
Puis la facture magnétique arrive.
Une étude des méthodes d'assemblage révèle que l'emboîtement est un processus très efficace, mais qu'il est pas fort et ne peut absorber que faibles forces mécaniques. La même revue résume les données mesurées selon lesquelles l'inverse de la perméabilité et la perte de fer augmentent linéairement avec le nombre de verrouillages, et que les verrouillages radiaux sont plus nocifs que les verrouillages circonférentiels. La largeur des goujons a également son importance : des goujons plus étroits tendent à réduire les pertes.
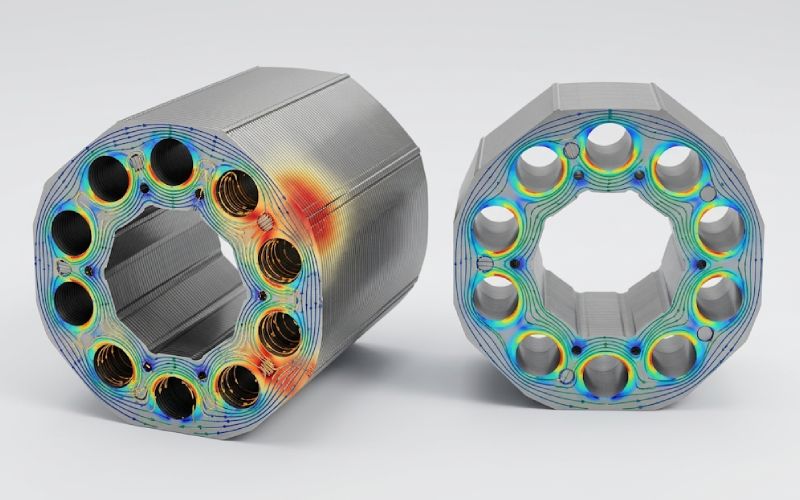
Les chiffres les plus utiles proviennent des mesures de noyaux empilés. Dans une étude, à 1,0 T, 50 Hz, Dans le cas d'une configuration à une seule douille jointive, la perte de fer est augmentée d'environ 13.1% par rapport à la référence sans creux. Lorsque le schéma de verrouillage est devenu plus dense, l'augmentation a grimpé jusqu'à environ 20.6%, 23.5%, 31.9%, et enfin 40.9% selon la configuration. A 1,5 T, 50 Hz, La même séquence était plus légère, mais toujours significative : environ 7.6% jusqu'à 28.3%. Même famille d'assemblage. Résultat très différent selon le modèle.
C'est le point qui échappe à de nombreux guides de sélection. Le clinchage n'est pas le résultat d'un seul processus. Il s'agit d'une famille entière de résultats.
Pourquoi certaines piles fermées se dégradent très rapidement
Parce qu'il y a deux sanctions, et non une seule.
La première pénalité est l'endommagement local du matériau. La formation des goujons déforme plastiquement l'acier. Dans le même travail sur les noyaux empilés, le goujonnés mais non encore assemblés L'état de santé a augmenté la perte de fer d'environ 9.1% à 1,0 T, 50 Hz. En joignant ensuite les paires de chevilles, l'augmentation a été portée à 13.1%. Ce clivage est important : une partie des dommages provient de la réalisation de la fonctionnalité, une autre partie provient de la contrainte de l'articulation.
La deuxième pénalité est d'ordre électrique. Lorsque certaines paires d'interlocks se trouvent dans une disposition qui permet au flux de relier une boucle conductrice, des pertes supplémentaires dues aux courants de Foucault apparaissent. La même étude a montré que cette la perte supplémentaire augmente linéairement avec la densité des paires d'emboîtements, et que le problème devient beaucoup plus évident à la fin de l'année. 400 Hz qu'à 50 Hz pour les schémas concernés. En d'autres termes, les verrouillages denses ou mal placés ne sont pas seulement une nuisance à basse fréquence. Ils vieillissent mal à mesure que la fréquence augmente.
Si votre machine est à grande vitesse, cela a plus d'importance. Pas moins.
Comparaison quantitative pour les décisions d'ingénierie
Le tableau ci-dessous combine des données provenant de différentes études et géométries, il ne s'agit donc pas d'une limite de conception univoque. Il n'en reste pas moins utile. Il montre le point de départ de la pénalité et l'ampleur qu'elle peut prendre.
Facteur de décision
Rivetage
Clinchage / emboîtement
Ce que les chiffres suggèrent
Logique mécanique primaire
Fixation discrète par le biais d'un modèle de trou ; la rétention est explicite
Les languettes formées bloquent les feuilles ensemble pendant ou juste après l'estampage.
Le rivetage est généralement choisi lorsque la marge de rétention est plus importante que l'intégration des matrices.
Pénalité magnétique de base
Condition de trou uniquement dans une étude de carottes empilées : +6.2% perte de fer à 1,0 T, 50 Hz; dans une étude sur les trous d'épingle, un 6 mm le trou est resté sous 1% perte supplémentaire en cas d'optimisation
Formation du goujon seul : environ +9.1%; cheville jointe : environ +13.1% à 1,0 T, 50 Hz
Un schéma de trous bien géré peut être moins coûteux sur le plan magnétique qu'un schéma de trous mal géré.
Pénalité en cas de densité d'articulation plus élevée
Principalement déterminé par la taille, le nombre et l'emplacement des trous.
Les aménagements denses ont atteint environ +40.9% à 1,0 T, 50 Hz et +28.3% à 1,5 T, 50 Hz dans une étude sur les noyaux circulaires
Le nombre d'interverrouillages et leur disposition peuvent dominer la réponse.
Sensibilité à la fréquence
La pénalité liée aux courants de Foucault augmente si des trous ou une isolation endommagée perturbent le trajet.
Au 400 Hz, certains agencements d'enclenchements ont montré une perte supplémentaire nettement plus importante parce que des boucles conductrices se sont formées entre les paires d'enclenchements
Les machines à grande vitesse sont moins tolérantes à la géométrie du clinchage.
Fenêtre de processus
Plus grande tolérance mécanique une fois que le schéma de perçage est fixé
Pour 0,5 mm Dans une étude, aucun joint permanent ne s'est formé en dessous de feuilles à peu près identiques. 70-75% profondeur de gaufrage ; l'empilage était médiocre lorsque l'espace libre dépassait la profondeur de gaufrage. 4% de l'épaisseur de la tôle
Le clinchage fonctionne mieux lorsque le contrôle du processus est étroit et stable
Logique de coût et de débit
Voie de jonction séparée ; un traitement plus en aval est courant
Peut être intégré dans la filière progressive, ce qui réduit le travail d'empilage et d'assemblage hors ligne.
Les acheteurs doivent comparer la complexité des matrices avec le coût de la main d'œuvre pour l'assemblage.
Coût et capacité : c'est ici que les achats commencent à poser de meilleures questions.
Il n'existe pas de chiffre universel, car le coût de l'outillage dépend fortement de la taille de la pièce, de la complexité de la géométrie et du nombre de stations dans la matrice progressive. La modélisation des coûts publiée pour l'emboutissage par laminage est explicite sur ce point. Le scénario de production modifie la matrice, et la matrice modifie le coût.
Néanmoins, la répartition commerciale est assez stable.
Le clinchage se justifie généralement lorsque la ligne souhaite empiler elle-même les pièces dans la matrice et protéger le débit. Le rivetage est généralement plus judicieux lorsque l'acheteur est prêt à accepter une voie d'assemblage séparée en échange d'une rétention plus forte et d'une stratégie d'assemblage mécanique plus conservatrice. La vraie question en matière d'achat n'est donc pas de savoir “lequel est le moins cher ?”. La question est la suivante :
Où voulez-vous que le coût se situe - à l'intérieur de la matrice et de la charge de contrôle du processus, ou en aval dans le matériel, la manipulation et l'assemblage ?
Cette dernière a tendance à mettre fin aux réunions plus rapidement.
Des règles de conception qui résistent mieux que les slogans
Quelques règles reviennent suffisamment souvent dans la littérature pour être prises au sérieux.
1. Placer les joints dans les zones de flux plus faibles
C'est explicite pour le serrage par trou, et la même logique s'applique généralement au placement du clinchage. Si un joint se trouve dans une zone magnétique moins bruyante, la pénalité est plus facile à supporter.
2. Comptez les joints comme s'ils coûtaient de l'argent. Car c'est le cas.
La perte liée à l'emboîtement augmente avec le nombre de chevilles et la densité des paires d'emboîtements. Un plus grand nombre de points peut améliorer la rétention. Ils peuvent également transformer une augmentation gérable des pertes en une mauvaise augmentation.
3. Les paramètres du processus font partie de la conception magnétique
Pour l'emboîtement, la profondeur de gaufrage, le jeu et l'état du bord de l'outil influencent tous le résultat. Dans une étude portant sur 0,5 mm, la profondeur de gaufrage appropriée variait de 0,36 mm à 0,39 mm en fonction de la feuille, et la qualité de l'empilage se dégrade lorsque l'espace libre est dépassé 4% de l'épaisseur de la feuille. Il ne s'agit pas d'une petite sensibilité.
4. Le recuit peut réparer une partie des dommages
Les travaux d'analyse indiquent que le recuit après assemblage réduit la perte de noyau et améliore les performances magnétiques. Il n'élimine pas toutes les pénalités géométriques. Il peut réduire la partie de la pénalité due à la contrainte suffisamment pour que cela ait de l'importance.
Que faut-il demander avant d'approuver l'une ou l'autre méthode ?
Si vous rédigez un appel d'offres, une AMDE de processus ou une liste de contrôle pour l'examen de la conception, demandez ces éléments :
a carte commune sur la carte des flux, et pas seulement un dessin CAO de la pile ;
mesuré delta de perte de noyau par rapport à une pile de référence lâche ou peu jointive;
pour l'obtention, la validation fenêtre de profondeur, fenêtre de dégagement et plan de compensation de l'usure des outils;
pour le rivetage, le le nombre de trous, le diamètre des trous et la preuve que les trous se trouvent dans des régions à faible flux;
données mécaniques indiquées comme cas de charge plus mode de défaillance, Il ne s'agit pas d'une note générique du type “assez fort”.
C'est sur ce dernier point que beaucoup de mauvais choix survivent plus longtemps qu'ils ne le devraient.
FAQ
Le rivetage est-il toujours préférable pour la résistance mécanique ?
Ce n'est pas toujours le cas, mais c'est généralement le choix le plus prudent lorsque la pile doit résister à la manipulation, à l'enroulement, à l'insertion ou aux vibrations sans dépendre d'une fenêtre de formage étroite. Les études sur les méthodes d'assemblage décrivent l'emboîtement comme efficace mais limité à une faible absorption des forces mécaniques.
Le clinchage nuit-il toujours plus à la performance magnétique que le rivetage ?
Non. Un motif de verrouillage peu dense et bien placé peut être plus performant qu'une mauvaise disposition des trous. Mais dès que la densité d'enclenchement augmente ou que la géométrie des paires crée des boucles conductrices, la pénalité de perte peut augmenter beaucoup plus rapidement que ne le prévoient de nombreux ingénieurs. Dans une étude, les configurations d'emboîtement denses ont atteint les valeurs suivantes +40.9% perte de fer à 1,0 T, 50 Hz.
Quel est le choix magnétique le plus propre : le trou ou l'emboîtement ?
Ni l'un ni l'autre n'est propre. Dans une étude sur les noyaux empilés, la fixation par trou uniquement a ajouté environ 6.2% perte de fer à 1,0 T, 50 Hz. La formation de goujons a, à elle seule, ajouté environ 9.1%, et une cheville jointe d'environ 13.1%. Cela ne rend pas le rivetage universellement meilleur. Cela montre pourquoi les petits trous à faible flux sont souvent plus faciles à contrôler magnétiquement que les enclenchements denses dans les régions actives.
Dans quelle mesure le clinchage est-il sensible à l'outillage et à la configuration ?
Très. Pour 0,5 mm Dans une étude, aucun joint permanent ne s'est formé en dessous de feuilles à peu près identiques. 70-75% La profondeur de gaufrage et la qualité de l'empilage sont devenues médiocres lorsque l'espace libre a dépassé la profondeur de gaufrage. 4% de l'épaisseur de la tôle. L'usure de l'outil a également modifié la fenêtre de profondeur utilisable.
Où doivent être placés les rivets ou les trous ?
Aussi loin que la conception mécanique le permet de la trajectoire du flux élevé. Les études sur le guidage par serrage et sur les pertes par trou d'épingle vont dans le même sens : un placement à flux plus faible réduit la pénalité de perte.
Le recuit post-traitement peut-il remédier à un mauvais choix d'assemblage ?
Il peut récupérer une partie des dommages liés à la contrainte, oui. Il ne peut pas effacer complètement une mauvaise géométrie ou un court-circuit conducteur créé par le joint lui-même. Il faut considérer le recuit comme une réduction des dommages, et non comme une absolution.
Réponse finale, sans la couverture
Si votre programme est limité par risque mécanique, le rivetage est généralement la solution la plus sûre.
Si votre programme est limité par débit et fabrication intégrée, Le clinchage est souvent la meilleure solution.
Si votre programme est limité par efficacité à haute fréquence, Il faut donc faire attention à la densité du clinchage et à la disposition des paires avant de faire confiance au processus simplement parce qu'il est élégant sur le dessin de la matrice.
C'est cela le véritable commerce. Il ne s'agit pas d'opposer la force à la perte dans l'abstrait. Marge de rétention en fonction des dommages magnétiques, dans des conditions de production réelles.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.