Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
TL;DR
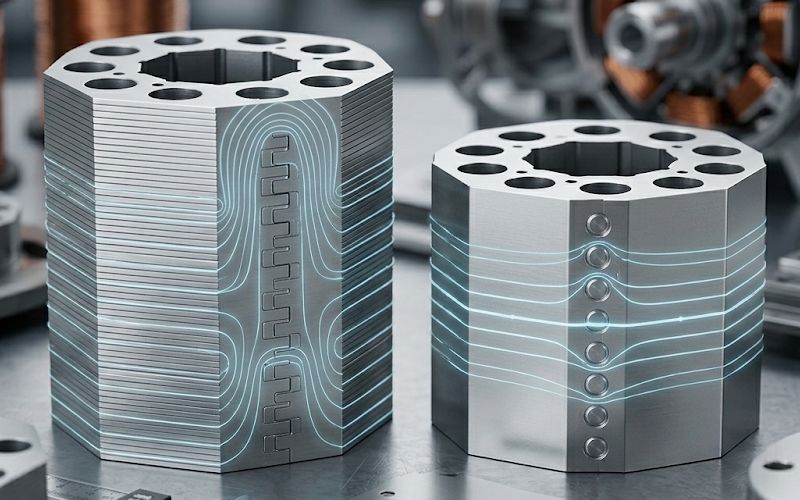
- Kies klinken wanneer de stapelintegriteit tijdens het hanteren, wikkelen, persen of trillen het grootste risico is en wanneer je gaten in gebieden met een lagere stroom kunt houden.
- Kies clinching wanneer grote volumes stansen en geïntegreerd stapelen er meer toe doen, maar alleen als het aantal interlocks, de diepte, de speling en de paarindeling worden geregeld als magnetische ontwerpvariabelen en niet alleen als gereedschapsdetails.
- De magnetische straf is niet vaag. In één onderzoek met gestapelde kernen verhoogde een toestand met alleen gaten het ijzerverlies met ongeveer 6.2% op 1,0 T, 50 Hz, De deuvelvorming bracht het tot ongeveer 9.1%, en de verbonden deuveltoestand bereikte ongeveer 13.1%. In dichtere interlock lay-outs uit hetzelfde onderzoek bereikte de toename 40.9%. Daarentegen bleek uit een pin-hole onderzoek dat een 6 mm gat kon extra verlies houden onder 1% wanneer grootte en positie zorgvuldig werden gekozen.
Stapels lamineren werken alleen omdat elke plaat geïsoleerd is van de volgende. Dat klinkt duidelijk. Toch is het belangrijk. Op het moment dat een verbindingsmethode lokale spanning toevoegt, de coating breekt of een geleidende brug creëert, gedraagt de stapel zich niet meer als de schone stapel in het elektromagnetische model. Herzieningen van de productie van elektrisch staal komen steeds op dezelfde plaats terecht: verbinden heeft invloed op permeabiliteit, hysteresisverlies, wervelstroomverlies en lokale warmteontwikkeling, soms allemaal tegelijk.
De echte vraag is dus niet welke methode is sterker. Het is smaller dan dat. Nuttiger ook. Welke methode is sterk genoeg voor het mechanische werk, met de kleinste magnetische boete die je daadwerkelijk in productie kunt houden?
Als de stapel waarschijnlijk mechanisch gestraft zal worden - transport, wikkelspanning, plaatsing van de behuizing, perspassingbelasting, trillingen, snelheidsgerelateerde spanning - is klinken meestal de veiligste richting. Als de stapel in volume wordt opgebouwd en de fabriek wil dat de laminaten zichzelf stapelen in de progressieve matrijs, dan heeft klinken een duidelijk procesvoordeel. Maar zodra de snelheid toeneemt, de flux toeneemt of de dichtheid van de verbinding zich verspreidt in het actieve pad, wordt clinchen interessant.
Dat is de hele handel in één regel: Klinken koopt mechanische marge; clinchen koopt productie-efficiëntie. Geen van beide is magnetisch vrij.
Drie mechanismen richten de meeste schade aan.
Die splitsing is belangrijk omdat klinken en clinchen niet dezelfde belasting betalen.
In dit artikel, klinken betekent dat de stapel wordt vastgezet door een discrete sluiting via een gatenpatroon. Mechanisch is dat eenvoudig te begrijpen en te controleren. De grootte van de gaten is zichtbaar. Klembelasting is zichtbaar. Het aantal verbindingen is zichtbaar. Voor grotere stapels of ruwere assemblageomstandigheden heeft dat soort expliciete bevestiging nog steeds veel voordelen.
De magnetische kant is waar ingenieurs over struikelen. Het gat zelf is al een storing. Uit een onderzoek naar gaatjes in transformatorkernen bleek dat een vergroting van de gaatjesdiameter het kernverlies zichtbaar deed toenemen, met een 6 mm gat dat een toename van onder 1%, terwijl hij verhuisde naar 10 mm duwde de verandering naar ongeveer 6.39% in dat geval. Dezelfde studie vond ook dat het plaatsen van gaten op plaatsen waar de fluxdistributie lager is, de boete vermindert. In een andere studie over axiale klemming van gelamineerde kernen wordt hetzelfde punt naar voren gebracht: gaten voor klemming met een doorgaande bout horen thuis in gebieden met een lagere flux.
Er is een tweede laag. In een onderzoek met gestapelde kernen, waarbij het maken van gaten werd gescheiden van de deuvelvorming en het voegen, bleek de alleen gaten conditie verhoogd ijzerverlies met ongeveer 6.2% op 1,0 T, 50 Hz. Op 1,5 T, 50 Hz, Hetzelfde gateffect was er nog steeds, maar smaller, ongeveer 6.3%. Dus klinken is niet “magnetisch neutraal” alleen omdat het interlocknoppen vermijdt. Gaten kosten nog steeds iets. Meestal minder dan een slecht klinkpatroon. Niet altijd minder dan een goed patroon.
De praktische lezing is duidelijk genoeg: kleine gaten, plaatsing met weinig licht, beperkt aantal. Daar begint klinken verstandig te lijken.
Klinkende, of interlocking, is aantrekkelijk omdat het kan worden ingebouwd in de stansroute. Recent productiewerk aan stansvormen beschrijft dat vergrendelde kernen direct in het eindstation worden geplaatst en gecombineerd, terwijl routes zonder vergrendeling vaak nog offline moeten worden verzameld, geteld, gevormd en later samengevoegd. Afzonderlijk kostenwerk voor lamineergereedschap komt tot een vergelijkbare conclusie aan de matrijskant: de gereedschapskosten volgen de lamineergrootte, de complexiteit van het onderdeel, het productiescenario en vooral het aantal progressieve matrijsstations.
Daarom blijft clinching opduiken in volumeprogramma's. Minder contactmomenten. Minder handling stroomafwaarts. Geen aparte bevestigingsmaterialen. Het proces is netjes.
Dan komt de magnetische rekening.
Uit een overzicht van verbindingsmethoden blijkt dat interlocking als proces zeer efficiënt is, maar het is niet sterk en kan alleen lage mechanische krachten. Hetzelfde overzicht geeft een samenvatting van gemeten bewijs dat het omgekeerde van permeabiliteit en ijzerverlies beide lineair toenemen met het aantal interlocks, en dat radiale interlocks schadelijker zijn dan omtrekinterlocks. De deuvelbreedte is ook van belang: smallere deuvels verminderen het verlies.
De bruikbaardere cijfers komen van gestapelde kernmetingen. In één onderzoek werd bij 1,0 T, 50 Hz, Bij een enkele configuratie met samengevoegde deksels nam het ijzerverlies toe met ongeveer 13.1% ten opzichte van de referentie zonder drempels. Toen de interlock lay-out dichter werd, steeg de toename tot ongeveer 20.6%, 23.5%, 31.9%, en tot slot 40.9% afhankelijk van de configuratie. Op 1,5 T, 50 Hz, Dezelfde reeks was milder maar nog steeds betekenisvol: ongeveer 7.6% tot 28.3%. Dezelfde verbindingsfamilie. Heel verschillende resultaten, afhankelijk van het patroon.
Dat is het punt dat veel selectiegidsen over het hoofd zien. Clinching is niet één procesresultaat. Het is een hele familie van resultaten.
Omdat er twee straffen zijn, niet één.
De eerste straf is plaatselijke materiaalschade. De deuvelvorming vervormt het staal plastisch. In hetzelfde gestapelde kernwerk is de deuvelvormig maar nog niet samengevoegd conditie verhoogd ijzerverlies met ongeveer 9.1% op 1,0 T, 50 Hz. Het samenvoegen van de deuvelparen duwde de verhoging naar 13.1%. Die splitsing is belangrijk: een deel van de schade komt van het maken van de functie, dan komt er meer van het forceren van de verbinding.
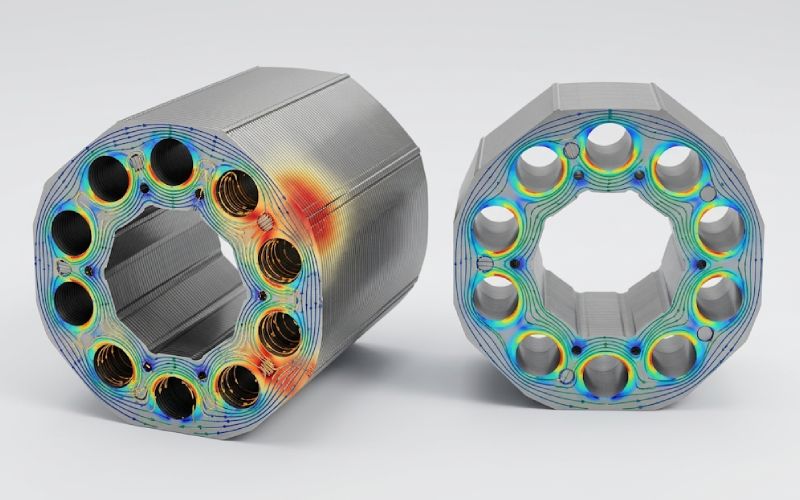
Het tweede nadeel is elektrisch. Zodra bepaalde interlockparen in een lay-out zitten die flux een geleidende lus laat verbinden, treedt er extra wervelstroomverlies op. Dezelfde studie ontdekte dat dit extra verlies neemt lineair toe met de dichtheid van in elkaar grijpende paren, en dat het probleem veel duidelijker wordt bij 400 Hz dan op 50 Hz voor de betreffende lay-outs. Met andere woorden, dichte of slecht geplaatste vergrendelingen zijn niet alleen een probleem bij lage frequenties. Ze verouderen slecht naarmate de frequentie toeneemt.
Als je machine een hoge snelheid heeft, maakt dit meer uit. Niet minder.
De tabel hieronder is een mix van gegevens uit verschillende onderzoeken en geometrieën, dus het is geen één-op-één ontwerplimiet. Het is nog steeds nuttig. Het laat zien waar de straf begint en hoe steil deze kan oplopen.
| Beslissingsfactor | Klinkend | Clinchen/vergrendelen | Wat de cijfers suggereren |
|---|---|---|---|
| Primaire mechanische logica | Discrete bevestiger door een gatenpatroon; retentie is expliciet | Gevormde noppen vergrendelen de vellen tijdens of vlak na het stempelen | Klinken wordt meestal gekozen als de retentiemarge belangrijker is dan de matrijsintegratie |
| Magnetische penalty basislijn | Alleen boorgatcondities in één gestapeld booronderzoek: +6.2% ijzerverlies bij 1,0 T, 50 Hz; in één pin-hole onderzoek, een 6 mm gat bleef onder 1% meer verlies bij optimalisatie | Deuvelvorming alleen: ongeveer +9.1%; samengevoegde deuvel: ongeveer +13.1% op 1,0 T, 50 Hz | Een goed beheerd gatenpatroon kan magnetisch goedkoper zijn dan een slecht clinchpatroon |
| Boete bij hogere gewrichtsdichtheid | Voornamelijk gedreven door gatgrootte, aantal en plaatsing | Dichte lay-outs bereikten ongeveer +40.9% op 1,0 T, 50 Hz en +28.3% op 1,5 T, 50 Hz in één ringkernonderzoek | Aantal vergrendelingen en lay-out kunnen het antwoord bepalen |
| Frequentiegevoeligheid | De wervelstroombelasting neemt toe als gaten of beschadigde isolatie het pad verstoren | Op 400 Hz, Sommige interlock lay-outs vertoonden duidelijk sterker extra verlies omdat er geleidende lussen werden gevormd tussen interlockparen. | Machines met hoge snelheid zijn minder vergevingsgezind voor klinische geometrie |
| Procesvenster | Mechanisch toleranter zodra het gatenpatroon is vastgesteld | Voor 0,5 mm platen in één onderzoek vormde zich geen permanente verbinding onder ruwweg 70-75% reliëfdiepte; slecht stapelen trad op wanneer de speling groter was dan 4% van plaatdikte | Clinchen werkt het best als de procesbeheersing strak en stabiel is |
| Logica voor kosten en doorvoer | Aparte verbindingsroute; meer verwerking stroomafwaarts is gebruikelijk | Kan worden geïntegreerd in de progressieve matrijs; dat vermindert het offline stapelen en verbinden | Kopers moeten de hogere complexiteit van de matrijs afzetten tegen de lagere arbeidskosten bij assemblage |
Er is hier geen universeel dollarkoers omdat de gereedschapskosten sterk afhangen van de onderdeelgrootte, de complexiteit van de geometrie en het aantal stations in de progressieve matrijs. Gepubliceerde kostenmodellen voor laminaatstempels zijn expliciet op dat punt. Het productiescenario verandert de matrijs en de matrijs verandert de kosten.
Toch is de commerciële verdeling vrij stabiel.
Clinchen is meestal zinvol als de lijn onderdelen zelf in de matrijs wil stapelen en de doorvoercapaciteit wil beschermen. Klinken is meestal zinvoller als de koper bereid is een aparte verbindingsroute te accepteren in ruil voor een sterkere retentie en een conservatievere mechanische verbindingsstrategie. De echte inkoopvraag is dus niet “wat is goedkoper?”. Het is dit:
Waar wilt u de kosten hebben: in de matrijs en de procesbesturing, of stroomafwaarts in hardware, handling en assemblage?
Die heeft de neiging om vergaderingen sneller te beëindigen.
Een paar regels komen vaak genoeg voor in de literatuur om serieus behandeld te worden.
Dit is expliciet voor het klemmen op basis van gaten en dezelfde logica helpt meestal ook bij het plaatsen van clinchs. Als een verbinding in een rustiger magnetisch gebied zit, is er beter mee te leven.
Verlies door in elkaar grijpen nam toe met het aantal deuvels en met de dichtheid van in elkaar grijpende paren. Meer punten kunnen de retentie verbeteren. Ze kunnen een beheersbare verliesstijging ook veranderen in een slechte.
Voor interlocking beïnvloeden de embossingdiepte, de speling en de randconditie van het gereedschap allemaal het resultaat. In een onderzoek naar 0,5 mm varieerde de juiste embossingdiepte van 0,36 mm naar 0,39 mm afhankelijk van het vel, en de stapelkwaliteit ging achteruit als de speling groter was dan 4% van de plaatdikte. Dat is geen kleine gevoeligheid.
Reviewwerk meldt dat gloeien na het verbinden het kernverlies verlaagt en de magnetische prestaties verbetert. Het zal niet alle geometrieafwijkingen opheffen. Het kan het spanningsgedreven deel van de afwijking voldoende verminderen om van belang te zijn.
Als je een RFQ, een proces-FMEA of een checklist voor ontwerpevaluatie schrijft, vraag dan naar deze items:
Dat laatste is waar veel slechte keuzes langer overleven dan zou moeten.
Niet altijd, maar het is meestal de meer conservatieve keuze als de stapel hantering, wikkelen, inbrengen of trillingen moet overleven zonder te vertrouwen op een smal vormvenster. Overzichtswerk over verbindingsmethoden beschrijft vergrendeling als efficiënt maar beperkt tot lage absorptie van mechanische krachten.
Nee. Een dun, goed geplaatst interlockpatroon kan beter presteren dan een slechte gatenlayout. Maar zodra de dichtheid van interlocks toeneemt of de geometrie van de paren geleidende lussen creëert, kan het verlies veel sneller toenemen dan veel ingenieurs verwachten. In één onderzoek bereikten dichte interlock lay-outs +40.9% ijzerverlies bij 1,0 T, 50 Hz.
Geen van beide is schoon. Bevestiging met alleen gaten in één onderzoek met gestapelde kernen voegde ongeveer 6.2% ijzerverlies bij 1,0 T, 50 Hz. De deuvelvorming alleen al voegde ongeveer 9.1%, en een samengevoegde deuvel van ongeveer 13.1%. Dat maakt klinken niet universeel beter. Het laat wel zien waarom kleine gaten met weinig stroming vaak gemakkelijker magnetisch te controleren zijn dan dichte interlocks in actieve gebieden.
Zeer. Voor 0,5 mm platen in één onderzoek vormde zich geen permanente verbinding onder ruwweg 70-75% embossingdiepte en de stapelkwaliteit werd slecht wanneer de speling groter was dan 4% van de plaatdikte. Gereedschapslijtage veranderde ook het bruikbare dieptevenster.
Zo ver mogelijk van het pad met hoge stroom als het mechanisch ontwerp toelaat. Zowel onderzoeken naar klembegeleiding als naar pin-hole verlies wijzen in dezelfde richting: plaatsing bij lagere flux vermindert het verlies.
Het kan een deel van de spanningsgerelateerde schade herstellen, ja. Het kan een slechte geometrie of een geleidende kortsluiting die de verbinding zelf heeft veroorzaakt niet volledig uitwissen. Zie gloeien als vermindering van schade, niet als opheffing.
Als je programma wordt beperkt door mechanisch risico, is klinken meestal het veiligste antwoord.
Als je programma wordt beperkt door doorvoer en geïntegreerde productie, clinchen is vaak het betere antwoord.
Als je programma wordt beperkt door efficiëntie bij hogere frequentie, Wees voorzichtig met clinchingdichtheid en paarindeling voordat je het proces vertrouwt, alleen omdat het er elegant uitziet op de matrijzentekening.
Dat is de echte handel. Niet kracht versus verlies in abstracto. Retentiemarge versus magnetische schade, onder werkelijke productieomstandigheden.