Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Als vervorming het probleem is, begin dan hier: de warmte-invoer verminderen, de stapel gelijkmatiger opspannen en niet meer lassen dan de las eigenlijk nodig heeft. Voor de meeste motorlaminatiestapels, laserlassen geeft een grotere procesmarge dan TIG wanneer dimensionale stabiliteit en magnetische prestaties tegelijkertijd van belang zijn, omdat de verwarmde zone kleiner is en de schade gemakkelijker te lokaliseren is. TIG kan nog steeds zinvol zijn als de sterkte van de verbinding de belangrijkste beperking is, maar het vraagt meestal een grotere thermische prijs. Die prijs komt tot uiting in trekkracht, restspanning, coatingbeschadiging en soms een stille toename van kernverlies dat pas later duidelijk wordt.
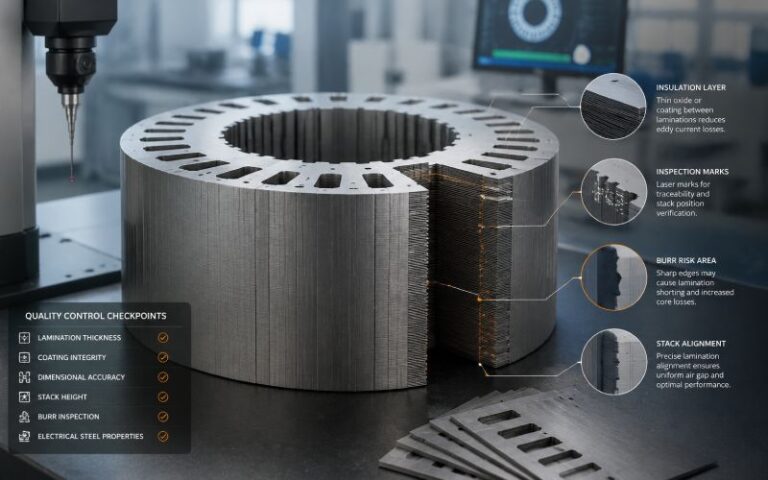
Dat is de echte valkuil met laminaatstapellassen. Een las die er mechanisch solide uitziet, kan toch de stap zijn die de motor beschadigt. Dunne elektrische stalen lamellen zijn er om wervelstromen te beperken. Lassen, vooral als de naad te lang of te heet is, kan lagen elektrisch verbinden, de isolatielaag beschadigen en lokale spanning introduceren die het magnetische gedrag verslechtert. Meerdere onderzoeken naar gelaste stapels van elektrisch staal melden een hoger ijzerverlies na het lassen en het effect neemt toe naarmate het gelaste gebied groter wordt.
Het doel is dus niet “maximale penetratie” of “de sterkst mogelijke kraal”. Niet echt. Het doel is een verbinding die net sterk genoeg, in de minst schadelijke locatiemet de kleinste thermische voetafdruk die de toepassing kan verdragen. Zo wordt vervorming onder controle gehouden voordat het een herbewerkingsprobleem wordt.
Voordat we ingaan op de details van het proces, zijn dit de hefbomen die er in de praktijk het meest toe doen:
Die lijst klinkt eenvoudig. Dat is ook zo. Vervorming in lamineerstapels wordt meestal niet veroorzaakt door één dramatische fout. Het is een opeenstapeling van kleinere fouten. Een beetje te veel laslengte. Een beetje ongelijke klemdruk. Een naad op een plaats waar de passing van de behuizing geen vergiffenis kent. Dan trekt de stapel.

Een laminaatstapel is geen massieve ring of massieve staaf. Hij gedraagt zich als een gelaagde structuur met kleine interfaces, kleine openingen, variatie in laagdikte, bramen en lokale stijfheidsveranderingen van vel tot vel. Verhit een rand en de stapel reageert niet als één schoon blok. Sommige laminaten bewegen. Sommige overbruggen. Sommige blijven vastzitten in de opspanning terwijl aangrenzende lagen anders krimpen tijdens het afkoelen. Het resultaat is meestal lokale trekkracht, OD naadhoogtegroei, buiging, uitloop of verdraaiing. Residuele spanning maakt ook deel uit van dat verhaal, en bij elektrisch staal is dat tweemaal van belang: eenmaal voor de vorm en eenmaal voor de magnetische prestaties.
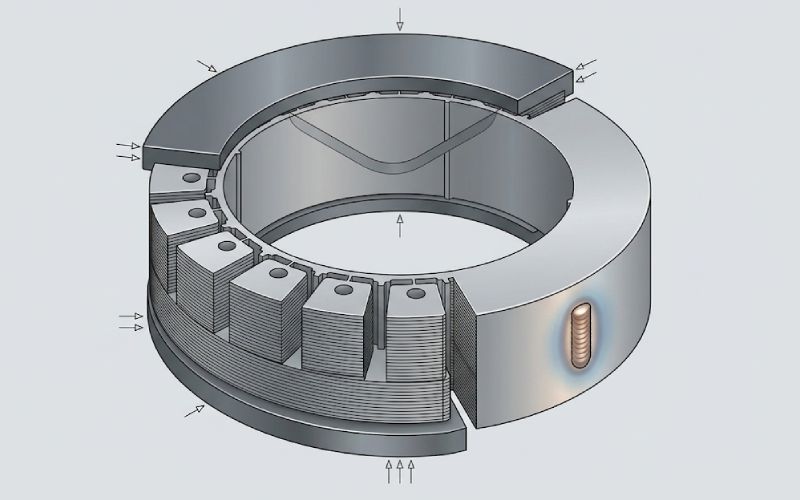
Er is nog een ander probleem. Lassen verbindt de lamellen niet alleen mechanisch. Het verandert ook de elektrische en metallurgische toestand in de buurt van de naad. Coatings kunnen degraderen. De interlaminaire weerstand kan afnemen. De naad kan zich gedragen als een elektrisch verbonden rand. Recent overzichtswerk over het verbinden van statorkernen wijst erop dat lasnaden vaak op de buitendiameter worden geplaatst en zelfs een uitsparing nodig kunnen hebben omdat de naadgeometrie kan interfereren met latere pers- of krimpmontage in een behuizing. Dat is geen cosmetisch probleem. Het is een productieprobleem.
Laserlassen is meestal de veiligste standaard voor lamineerstapels als de belangrijkste risico's vervorming, beschadiging van de coating en verlies van magnetische eigenschappen zijn. De reden is eenvoudig: de energie is meer geconcentreerd, de warmte-beïnvloede zone is kleiner en de naad kan smal gehouden worden. Vergelijkend werk op gelamineerd elektrisch staal heeft aangetoond dat laserlassen over het algemeen de magnetische eigenschappen beter behoudt dan TIG, zelfs als TIG sterkere verbindingen produceert. Pulserende laserbenaderingen kunnen ook de toename in ijzerverlies verminderen in vergelijking met meer thermisch agressieve continue laseromstandigheden, op voorwaarde dat de parameters binnen een stabiel venster blijven.
Dat betekent niet dat laser automatisch veilig is. Een lasernaad die te diep, te lang, te doorlopend of te dicht bij een kritisch pasvlak is, kan nog steeds de stapel trekken en een te grote beschadigde zone creëren. De procesmarge is groter, ja. Ze is niet oneindig.
TIG-lassen kan nuttig zijn als er hoge eisen worden gesteld aan de sterkte van de verbinding, het productievolume lager is of de procesroute al vastgesteld en goed gecontroleerd is. Maar voor laminaatstapels maakt TIG vervormingscontrole meestal moeilijker omdat de thermische input breder is en de gesmolten zone minder gelokaliseerd is. Studies die laser en TIG vergelijken op niet-georiënteerde elektrische staalsoorten hebben een grotere afname in magnetische prestaties laten zien met TIG, zelfs als de sterkte van de lasverbinding hoger was. Die afweging is belangrijk. Een sterke verbinding is niet genoeg als de stapel moeilijker te monteren wordt of minder efficiënt in gebruik.
De proceskeuze is dus vaak eenvoudig:
Dit is waar veel technische artikelen vaag worden. Ze hebben het over “parameters optimaliseren” en laten het daarbij. Dat is niet genoeg. Een nuttig procesvenster voor lamineerstapellassen moet vier dingen verbinden: onderdeelconditie, lasvariabelen, geometriedoelen en vrijgavecontroles.
Vergrendel deze ingangen voordat je lasinstellingen kiest:
Zonder deze is een zogenaamd parametervenster giswerk. Dezelfde laslayout die onschadelijk is op een kortere, dikkere stapel kan te agressief zijn op een hoge stapel met dunnere laminaten.
Voor vervorming zijn de prioriteitsvariabelen niet mysterieus:
Onderzoek naar laser puntlassen en naadlassen van elektrisch staal ondersteunt dezelfde richting: kleinere verhitte zones en meer gecontroleerde energie-input hebben de neiging om zowel mechanische vervorming als magnetische schade te verminderen, terwijl een te groot lasoppervlak of agressief continu lassen de neiging heeft om het ijzerverlies en de spanningseffecten te vergroten.
Een procesvenster voor vervormingscontrole is onvolledig als het geen acceptatiedoelen na het lassen bevat. In de praktijk betekent dit dat er grenzen moeten worden gedefinieerd voor:
Dit is belangrijk omdat twee onderdelen lasnaden kunnen hebben die er ongeveer hetzelfde uitzien, maar zich heel anders gedragen bij de montage. Het ene glijdt in de behuizing. Het ene grijpt in de naad en dwingt een tweede bewerking af.
Als het motorontwerp gevoelig is voor statorverliezen, dan mag de vrijgave na het lassen niet alleen afhangen van de geometrie. Voeg controles toe zoals:
Lasstudies op elektrisch staal tonen consequent aan dat het lasoppervlak, de thermische zwaarte en de restspanning het ijzerverlies meetbaar kunnen veranderen. Daarom is een visueel aanvaardbare naad niet voldoende.
| Symptoom na het lassen | Meest waarschijnlijke bestuurder | Wat het meestal betekent | Eerste correctie om te proberen |
|---|---|---|---|
| Stapel strikken of trekkoorden naar één kant | Warmtetoevoer te hoog of volgorde is uit balans | Krimp hoopt zich in één richting op | Naadlengte verkorten, laspatroon splitsen, volgorde opnieuw uitbalanceren |
| OD naad zit trots en hindert de montage | Naadvolume te groot of naad geplaatst op een kritisch pasvlak | De geometrie van de hiel overschrijdt de tolerantie | Verminder het lasvolume, verzink de las, verplaats de las weg van het pasvlak |
| Lokale laagverheffing of inconsistente naaddiepte | De klemdruk is ongelijkmatig | Laminaten bewegen tijdens het lassen | Verbeter het contact met de armatuur en verdeel de compressie over de stapelhoogte |
| Goede gewrichtskracht maar slechtere kernprestaties | Gelaste zone is te groot of te elektrisch aangesloten | Magnetische schade overtreft mechanische voordelen | Oppervlakte van de lasril verkleinen, inbranding verminderen, doorlopende lassen vervangen door kortere lasnaden |
| Poriën, onregelmatige fusie of spatten | Slechte randconditie of coatingvervuiling in de laszone | De inkomende stapel is instabiel voordat het lassen begint | Maak randen schoon, verminder bramen, stabiliseer stapelvoorbereiding |
| Onderdeel ziet er recht uit in vrije toestand, maar verschuift tijdens het passen van de behuizing | De locatie van de las en de geometrie van de naad zijn niet compatibel met de montage verderop in het proces | De naad veroorzaakt een montage-interferentie of plaatselijke spanningsconcentratie | Controleer de plaatsing van de las, de hoogte van de felsnaad en de montagevolgorde |
Deze tabel is geen vervanging voor testen. Het is een snellere manier om beslissingen te nemen. Vervormingscontrole verbetert meestal sneller als de eerste reactie ongeveer warmte, lay-out en beperking, niet cosmetisch tweaken.
De algemene richtlijnen voor het beheersen van vervorming bij het lassen zijn al jaren consistent: gebruik het minimale lasvolume dat nog voldoet aan de verbindingseis en vermijd lange lasnaden als kortere lasnaden volstaan. Voor laminaatstapels is dit zelfs nog sterker omdat een lange naad tegelijkertijd een lang krimppad en een grotere beschadigde magnetische zone creëert.
Als het ontwerp meerdere korte lassen toelaat in plaats van één doorlopende las, is dat vaak de betere richting. Gedistribueerde punt- of korte lasstrategieën kunnen krimpconcentratie verminderen en het elektrisch verbonden pad langs de stapelrand beperken. In studies naar het elektrisch verbinden van staal is dit soort patronen specifiek onderzocht om de nadelen van grotere lasgebieden te verminderen.
Lassen met een buitendiameter zijn gebruikelijk omdat ze het actieve tandgebied minder verstoren en gemakkelijker toegankelijk zijn. Maar gebruikelijk is niet hetzelfde als ongevaarlijk. Als de stapel in een krappe behuizing wordt geplaatst, kan een trotse naad op de buitendiameter problemen veroorzaken met de directe passing. In recent onderzoek wordt opgemerkt dat verzonken lasnaden juist om deze reden vaak worden gebruikt.
Een stapel die voor het lassen niet gelijkmatig is samengedrukt, is al halverwege aan het vervormen. Dat klinkt duidelijk. Toch wordt het over het hoofd gezien.
De armatuur moet drie dingen tegelijk doen:
Experimenteel werk met laser puntlassen van elektrische stalen lamellen toont aan dat een bescheiden maar stabiele contactdruk voldoende kan zijn om lamellen gefixeerd te houden tijdens het verbinden. De les is niet een universeel drukgetal. De les is dat uniformiteit zaken. Een opspanning die in de ene zone hard klemt en in de andere nauwelijks raakt, nodigt uit tot inconsistente naadvorming en laagverschuiving.
Beschouw lassen niet als het stadium dat een slechte voorbereiding van de stapel herstelt. Dat is zelden het geval.
Als er te veel bramen zijn, als de coating beschadigd is, als de randen vuil zijn of als de vlakheid van de laminering onstabiel is, wordt het lasbad minder voorspelbaar en neemt de kans op ongewenste interlaminaire overbruggingen toe. Degradatieproducten van de coating kunnen ook bijdragen aan porositeit en andere naaddefecten. Tegen de tijd dat dit op de las zichtbaar is, ligt de oorzaak meestal stroomopwaarts.
Een schonere regel is deze: een stabiele las begint met een stabiele stapel. Dat betekent dat de kwaliteit van de inkomende laminering, de stapeluitlijning, de braamrichting en de voorlascompressie gecontroleerd moeten worden voordat de boog of straal ooit begint.
Een gelamineerde stapellas mag niet worden vrijgegeven alleen omdat hij er “schoon” uitziet. Dat is een te zwakke norm.
Een sterkere inspectieroutine controleert vier lagen van bewijs:
Meet de vlakheid, de uitloop, de haaksheid van de lasnaad, de hoogte van de trots van de OD-naad en eventuele plaatselijke trekkracht in de buurt van de lasnaad.
Bekijk doorsneden van goedgekeurde monsters om de werkelijke penetratiediepte, de grootte van de aangetaste zone en of de fusie groter is dan bedoeld te bevestigen.
Als de prestaties gevoelig zijn, controleer dan de toestand van de interlaminaire isolatie en vergelijk het kernverlies met een referentie- of controlemonster.
Voer gedefinieerde destructieve testen of retentiecontroles uit met een praktische samplefrequentie, gebaseerd op de werkelijke functie van de las.
Dit is het punt dat veel teams overslaan. Dan besteden ze tijd aan het oplossen van “assemblagevariatie” of “onverwachte efficiëntiedaling” alsof dat afzonderlijke problemen zijn. Soms staan ze helemaal niet los van elkaar. Ze zijn begonnen bij de las.
Die logica werkt voor veel gefabriceerde onderdelen. Hier werkt het minder goed.
Instellingen alleen beschermen het onderdeel niet.
Ze zien er vaak robuust uit. Ze concentreren ook krimp en vergroten de beschadigde zone.
Een naad die het lassen overleeft maar tijdens het plaatsen botst, is geen goede naad.
Dat zijn ze niet. Het thermische gedrag is anders en het risico op vervorming is anders.
Niet altijd. Maar als het belangrijkste risico vervorming, restspanning of verlies van magnetische eigenschappen is, is laser meestal het betere uitgangspunt omdat het de energie effectiever kan lokaliseren en de aangetaste zone kan verkleinen. Vergelijkende studies op laminaten van elektrisch staal toonden aan dat TIG sterkere verbindingen kan produceren terwijl het een grotere magnetische degradatie veroorzaakt.
Ja. In laminaatstapels kunnen grotere of zwaardere lassen de beschadigde zone vergroten, de isolatie-integriteit tussen de lamellen verminderen en het ijzerverlies verhogen. Meer lassen is niet automatisch beter. Het kan de retentie verbeteren terwijl het de efficiëntie schaadt.
Als het ontwerp het toelaat, zijn meerdere korte lassen of verdeelde laspunten vaak beter voor vervormingscontrole dan één lange doorlopende naad. De reden is eenvoudig: minder geconcentreerde krimp, minder totaal beschadigde rand en betere controle over hoe de stapel beweegt tijdens het afkoelen.
Ja. Door ongelijkmatig klemmen kan de plaat tijdens het lassen plaatselijk bewegen, wat kan leiden tot inconsistente inbranding, onregelmatigheden in de naad en trekkracht na het lassen. Stabiele, gelijkmatige compressie is een van de goedkoopste en meest effectieve manieren om vervorming te verminderen voordat het begint.
Het kan afmetingen verbeteren. Het herstelt beschadigde isolatie niet en verwijdert evenmin restspanningen die de magnetische prestaties al kunnen beïnvloeden. Rechtzetten kan dus nuttig zijn, maar het is geen volledige reparatie van lasschade in elektrische stalen stapels.
Minimaal: geometrie, naadhoogte, uitloop, fusiegrootte, retentiesterkte en waar relevant, elektrische isolatieconditie of kernverliesgedrag ten opzichte van een referentie. Een goed uitziende kraal is niet voldoende.
Om vervorming bij het stapellassen met een motorlaminaat te voorkomen, moet je niet beginnen met de lasrups. Begin met de lasrups, de opspanning en het warmtebudget.
Gebruik standaard laser wanneer je een kleinere thermische voetafdruk nodig hebt. Gebruik TIG voorzichtig wanneer de verbindingskenmerken echt nodig zijn en het onderdeel het grotere thermische effect kan absorberen. Houd naden korter. Spreid ze waar mogelijk. Klem de stapel gelijkmatig. Bescherm kritieke pasvlakken. Controleer het resultaat vervolgens met geometrie- en prestatiecontroles, niet alleen op uiterlijk.
Dat is de praktische regel achter de meeste succesvolle laminaatstapellassen. Het zijn niet de grootste lassen. Het zijn de meest gecontroleerde lassen.