Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Soudage par empilage de lames de moteurs (laser ou TIG) : comment éviter les distorsions sans renoncer à la performance du noyau ?
Si la distorsion est le problème, commencez par là : réduire l'apport de chaleur, serrer la pile plus uniformément et cesser de faire plus de soudure que le joint n'en a réellement besoin. Pour la plupart des piles de laminage de moteurs, Le soudage au laser offre une plus grande marge de manœuvre que le soudage TIG lorsque la stabilité dimensionnelle et la performance magnétique sont importantes en même temps, car la zone chauffée est plus petite et les dommages sont plus faciles à localiser. Le soudage TIG peut encore avoir du sens lorsque la résistance du joint est la principale contrainte, mais il demande généralement un prix thermique plus élevé. Ce prix se traduit par une traction, des contraintes résiduelles, des dommages au revêtement et, parfois, par une augmentation discrète de la perte de noyau qui n'apparaît que plus tard.
C'est le véritable piège du soudage par stratification. Une soudure qui semble solide d'un point de vue mécanique peut toujours être l'étape qui blesse le moteur. Les fines tôles d'acier électrique sont là pour limiter les courants de Foucault. Le soudage, en particulier lorsque la soudure est trop longue ou trop chaude, peut relier les couches électriquement, endommager le revêtement isolant et introduire des contraintes locales qui aggravent le comportement magnétique. De nombreuses études sur les empilements d'acier électrique soudés font état d'une perte de fer plus importante après le soudage, et l'effet a tendance à s'accentuer à mesure que la zone soudée s'agrandit.
L'objectif n'est donc pas une “pénétration maximale” ou “la perle la plus résistante possible”. Pas vraiment. L'objectif est d'obtenir un joint qui soit juste assez fort, dans le lieu le moins nuisible, avec le l'empreinte thermique la plus faible l'application peut tolérer. C'est ainsi que la distorsion est contrôlée avant qu'elle ne devienne un problème de retouche.
Table des matières
Qu'est-ce qui réduit réellement la distorsion dans une pile de laminage ?
Avant d'entrer dans les détails du processus, voici les leviers qui comptent le plus dans la pratique :
Diminution de l'apport total de chaleur par articulation
Utiliser une compression uniforme sur toute la hauteur de la pile
Remplacer les longues soudures continues par des soudures plus courtes et réparties lorsque la conception le permet.
Maintenir la soudure en dehors des surfaces d'ajustement critiques, ou l'évider si l'assemblage du boîtier est serré.
Contrôle de la qualité de la pile avant le soudage : bavures, état du revêtement, dommages sur les bords, planéité
Le succès est jugé en fonction de la géométrie après soudage et des dommages magnétiques, et non de l'aspect des perles.
Cette liste semble simple. Elle devrait l'être. La distorsion dans les piles de laminage n'est généralement pas causée par une erreur dramatique. Il s'agit plutôt d'une accumulation de petites erreurs. Une longueur de soudure un peu trop importante. Une pression de serrage un peu inégale. Un joint placé à un endroit où l'ajustement du boîtier n'a pas de pardon. Ensuite, la pile s'étire.
Pourquoi les piles de laminage se déforment-elles si facilement ?
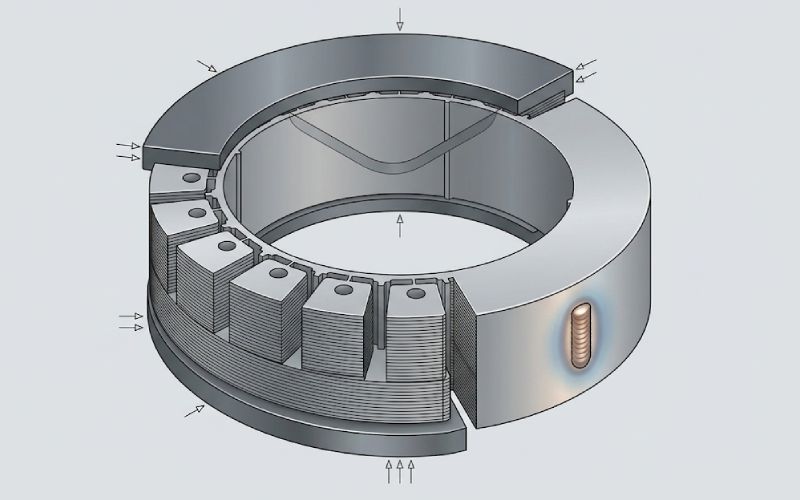
Une pile de laminage n'est pas un anneau ou une barre solide. Il se comporte comme une structure stratifiée avec de minuscules interfaces, de petits espaces, des variations d'épaisseur du revêtement, des bavures et des variations locales de rigidité d'une feuille à l'autre. Si l'on chauffe un bord, la pile ne réagit pas comme un bloc propre. Certaines tôles se déplacent. D'autres se chevauchent. Certaines restent coincées par le dispositif de fixation tandis que les couches adjacentes se rétractent différemment pendant le refroidissement. Il en résulte généralement une traction locale, une augmentation de la hauteur du joint de dilatation, un arc, un faux-rond ou une torsion. Les contraintes résiduelles font également partie de cette histoire et, dans l'acier électrique, elles ont une double importance : l'une pour la forme, l'autre pour les performances magnétiques.
Il y a un autre problème. Le soudage ne se contente pas d'assembler mécaniquement les laminés. Il modifie également les conditions électriques et métallurgiques à proximité du joint. Les revêtements peuvent se dégrader. La résistance interlaminaire peut diminuer. Le joint peut se comporter comme un bord électriquement connecté. Une étude récente sur l'assemblage des noyaux de stator souligne que les soudures sont souvent placées sur le diamètre extérieur et peuvent même nécessiter un renfoncement parce que la géométrie de la soudure peut interférer avec l'assemblage ultérieur par pressage ou par frettage dans un boîtier. Il ne s'agit pas d'une nuisance cosmétique. Il s'agit d'un problème de production.
Laser vs TIG pour le soudage d'empilage de laminage de moteurs
Soudage au laser
Le soudage au laser est généralement la solution la plus sûre pour les piles de laminage lorsque les principaux risques sont la distorsion, l'endommagement du revêtement et la perte de propriétés magnétiques. La raison en est simple : l'énergie est plus concentrée, la zone affectée par la chaleur est plus petite et le joint peut rester étroit. Des travaux comparatifs sur l'acier électrique laminé ont montré que le soudage au laser préserve généralement mieux les propriétés magnétiques que le soudage TIG, même si ce dernier produit des joints plus solides. Les approches au laser pulsé peuvent également réduire l'augmentation de la perte de fer par rapport à des conditions de laser continu plus agressives sur le plan thermique, à condition que les paramètres restent dans une fenêtre stable.
Cela ne signifie pas que le laser est automatiquement sûr. Un joint laser trop profond, trop long, trop continu ou trop proche d'une surface d'ajustement critique peut toujours tirer la pile et créer une zone endommagée surdimensionnée. La marge du processus est plus large, oui. Elle n'est pas infinie.
Soudage TIG
Le soudage TIG peut être utile lorsque les exigences de résistance des joints sont élevées, que le volume de production est plus faible ou que le processus est déjà établi et bien contrôlé. Mais pour les empilements de laminage, le TIG rend généralement le contrôle de la distorsion plus difficile car l'apport thermique est plus large et la zone de fusion est moins localisée. Des études comparant le laser et le TIG sur des aciers électriques non orientés ont montré une baisse plus importante des performances magnétiques avec le TIG, même lorsque la résistance du joint soudé était plus élevée. Ce compromis est important. Un joint solide ne suffit pas si la pile devient plus difficile à assembler ou moins efficace en service.
Le choix du processus est donc souvent simple :
Si stabilité dimensionnelle et dommages magnétiques sont la principale préoccupation, commencez par laser.
Si la force de l'articulation domine et le produit peut absorber une pénalité thermique plus importante, TIG peut encore fonctionner, mais elle nécessite une discipline plus stricte en ce qui concerne la taille des perles, l'ordre et la retenue.
Une fenêtre de processus réelle pour le contrôle de la distorsion
C'est là que de nombreux articles techniques deviennent vagues. Ils parlent d“”optimiser les paramètres" et s'en tiennent là. Cela ne suffit pas. Une fenêtre de processus utile pour le soudage par empilement de laminage doit relier quatre éléments : l'état de la pièce, les variables de soudage, les cibles géométriques et les contrôles de libération.
1. Définir d'abord la condition de la pièce
Avant de choisir les paramètres de soudage, verrouillez ces entrées :
le matériau et l'épaisseur du laminage
hauteur de la pile
diamètre extérieur et surfaces d'ajustement
le type et l'état du revêtement d'isolation
niveau de bavure et qualité des arêtes
fonction requise de l'articulation : manipulation uniquement, maintien de l'assemblage, transfert de couple, ou quelque chose de plus lourd
En l'absence de ces éléments, ce que l'on appelle une fenêtre de paramètres n'est qu'une supposition. Le même schéma de soudure qui est inoffensif sur une pile plus courte et plus épaisse peut être trop agressif sur une pile plus haute avec des laminés plus minces.
2. Contrôler les variables de soudage qui déplacent réellement la pile
Pour la distorsion, les variables prioritaires ne sont pas mystérieuses :
apport total de chaleur par soudure
longueur de la couture
nombre de coutures
espacement des coutures
profondeur de pénétration
schéma de déplacement ou stratégie d'impulsion
uniformité de la force de serrage sur l'ensemble de la pile
La recherche sur le soudage laser par points et à la molette de l'acier électrique va dans le même sens : des zones chauffées plus petites et un apport d'énergie mieux contrôlé tendent à réduire la distorsion mécanique et les dommages magnétiques, tandis qu'une surface de cordon excessive ou un soudage continu agressif tendent à augmenter la perte de fer et les effets de la contrainte.
3. Fixer des objectifs géométriques, et pas seulement des paramètres de soudure
Une fenêtre de processus de contrôle de la distorsion est incomplète si elle n'inclut pas des objectifs d'acceptation après le soudage. Dans la pratique, cela signifie qu'il faut définir des limites pour :
planéité
faux-rond total indiqué
Couture OD Hauteur de la fierté
traction locale près de la soudure
l'équerrage de la pile
risque d'interférence entre le logement et l'appareil
Cela est important car deux pièces peuvent avoir des soudures d'apparence similaire et des comportements d'assemblage très différents. L'une glisse dans le boîtier. L'autre s'accroche à la soudure et oblige à une opération secondaire.
4. Ajouter des contrôles magnétiques et électriques là où l'application en a besoin
Si la conception du moteur est sensible aux pertes du stator, la libération après soudage ne doit pas dépendre uniquement de la géométrie. Ajoutez des vérifications telles que :
la résistance interlaminaire ou les contrôles de l'intégrité de l'isolation
examen en coupe de la taille de la zone affectée
comparaison de la perte de noyau par rapport à une référence non soudée ou approuvée
des essais destructifs des joints à des intervalles d'échantillonnage définis
Les études de soudage sur l'acier électrique montrent systématiquement que la zone de joint, la sévérité thermique et la contrainte résiduelle peuvent modifier la perte de fer de manière mesurable. C'est pourquoi un joint visuellement acceptable ne suffit pas.
Où commence généralement la distorsion, et ce qu'il faut changer en premier lieu
Symptôme après le soudage
Conducteur le plus probable
Ce que cela signifie généralement
Première correction à essayer
Empiler les arcs ou les tirettes sur le côté
L'apport de chaleur est trop élevé ou la séquence est déséquilibrée
La rétraction s'accumule dans une seule direction
Réduire la longueur de la soudure, diviser le modèle de soudure, rééquilibrer la séquence
Le joint du diamètre extérieur est fier et interfère avec l'assemblage.
Volume de couture trop important ou couture placée sur une surface d'ajustement critique
La géométrie du bourrelet dépasse la tolérance d'ajustement
Réduire le volume de la soudure, évider la soudure, éloigner la soudure de la surface d'ajustement
Soulèvement local de la couche ou profondeur incohérente du filon
La pression de serrage est inégale
Les lamelles se déplacent pendant le soudage
Améliorer le contact entre les appareils et égaliser la compression en fonction de la hauteur de l'empilement
Bonne résistance des articulations mais moins bonne performance du tronc
La zone soudée est trop grande ou trop connectée électriquement
Les dommages magnétiques dépassent les avantages mécaniques
Réduire la surface du cordon, réduire la pénétration, remplacer les soudures continues par des joints plus courts.
Pores, fusion irrégulière ou éclaboussures
Mauvais état des bords ou contamination du revêtement dans la zone de soudure
La pile entrante est instable avant le début du soudage
Nettoyer les bords, réduire les bavures, stabiliser la préparation des piles
La pièce semble droite à l'état libre mais se déplace lors de l'ajustement du logement.
L'emplacement de la soudure et la géométrie du joint sont incompatibles avec l'assemblage en aval.
Le joint crée une interférence d'assemblage ou une concentration locale de contraintes.
Examiner l'emplacement de la soudure, la hauteur de la fierté et la séquence de montage
Ce tableau ne remplace pas les tests. Il s'agit d'un raccourci décisionnel. Le contrôle de la distorsion s'améliore généralement plus rapidement lorsque la première réponse est de l'ordre de la chaleur, la disposition et la retenue, et non des retouches cosmétiques.
Règles de mise en page des soudures qui fonctionnent généralement mieux
Les coutures sont courtes
Les conseils généraux de contrôle de la distorsion dans le soudage sont cohérents depuis des années : utiliser le volume de soudure minimum qui répond toujours aux exigences du joint, et éviter les longues séries lorsque des séries plus courtes suffisent. Pour les piles de laminage, les arguments sont encore plus forts, car un long joint crée à la fois un long chemin de rétraction et une plus grande zone magnétique endommagée.
Distribuer la contention
Si la conception permet plusieurs soudures courtes au lieu d'une soudure continue, c'est souvent la meilleure solution. Les stratégies de soudure par points ou courtes peuvent réduire la concentration du retrait et limiter le chemin de connexion électrique le long du bord de l'empilement. Dans les études sur l'assemblage électrique de l'acier, ce type de schéma a été exploré spécifiquement pour réduire la pénalité liée aux grandes surfaces soudées.
Placer la soudure à un endroit où le produit peut vivre avec elle
Les soudures de diamètre extérieur sont courantes car elles laissent la région active de la dent moins perturbée et sont plus faciles d'accès. Mais il ne faut pas confondre courantes et inoffensives. Si la pile est destinée à un logement étroit, une soudure fière sur le diamètre extérieur peut créer des problèmes d'ajustement direct. Une étude récente montre que les soudures en retrait sont souvent utilisées pour cette raison.
La fixation a plus d'importance qu'on ne veut bien l'admettre
Une pile qui n'est pas uniformément comprimée avant le soudage est déjà à mi-chemin de la distorsion. Cela semble évident. Pourtant, on l'oublie encore.
L'appareil doit faire trois choses à la fois :
maintenir chaque laminage en position
maintenir une pression raisonnablement uniforme sur toute la hauteur de la pile
éviter de créer de nouvelles contraintes locales qui déforment la pièce avant même le début du soudage
Des travaux expérimentaux sur le soudage par points au laser de tôles d'acier électrique montrent qu'une pression de contact modeste mais stable peut suffire à maintenir les lamelles fixes pendant l'assemblage. La leçon à tirer n'est pas un chiffre de pression universel. La leçon est que uniformité Les matières premières. Un dispositif de fixation qui serre fortement dans une zone et touche à peine une autre zone entraîne une formation irrégulière des joints et un mouvement des couches.
L'étape de préparation de la pile qui est toujours sous-estimée
Ne considérez pas le soudage comme l'étape qui corrige une mauvaise préparation de la pile. C'est rarement le cas.
Si les bavures sont excessives, si le revêtement est endommagé, si les bords sont sales ou si la planéité du laminage est instable, le bain de soudure devient moins prévisible et le risque de pontage interlaminaire indésirable augmente. Les produits de dégradation du revêtement peuvent également contribuer à la porosité et à d'autres défauts de soudure. Lorsque ces défauts apparaissent sur la soudure, la cause première est généralement en amont.
Une règle plus propre est la suivante : une soudure stable commence par une pile stable. Cela signifie qu'il faut contrôler la qualité du laminage entrant, l'alignement de la pile, la direction des bavures et la compression avant soudage avant même que l'arc ou le faisceau ne démarre.
Inspection : comment savoir si la soudure est acceptable ?
Une soudure par empilement de laminage ne doit pas être autorisée simplement parce qu'elle “semble propre”. C'est une norme trop faible.
Une routine d'inspection plus rigoureuse vérifie quatre niveaux de preuve :
Géométrie
Mesurez la planéité, le faux-rond, l'équerrage de la pile, la hauteur de la fierté de la soudure sur le diamètre extérieur et toute traction locale à proximité de la soudure.
État métallurgique
Examiner les sections des échantillons approuvés pour confirmer la profondeur de pénétration réelle, la taille de la zone affectée et si la fusion est plus importante que prévu.
État électrique et magnétique
Lorsque les performances sont sensibles, vérifier l'état de l'isolation interlaminaire et comparer la perte d'âme à un état de référence ou à un échantillon de contrôle.
Rétention mécanique
Effectuer des essais destructifs définis ou des contrôles de rétention à une fréquence d'échantillonnage pratique, sur la base du travail réel de la soudure.
C'est le point que de nombreuses équipes négligent. Elles passent ensuite leur temps à résoudre la “variation de l'assemblage” ou la “baisse inattendue de l'efficacité” comme s'il s'agissait de problèmes distincts. Parfois, ces problèmes ne sont pas distincts du tout. Ils ont commencé au niveau de la soudure.
Erreurs courantes dans le soudage par empilage de lames de moteurs
Erreur 1 : choisir la soudure la plus solide au lieu de la soudure acceptable la moins nocive
Cette logique fonctionne pour de nombreuses pièces fabriquées. Elle fonctionne moins bien ici.
Erreur 2 : l'appeler fenêtre de processus sans définir les limites de la géométrie après soudage
Les réglages seuls ne protègent pas la pièce.
Erreur 3 : utiliser des coutures continues parce qu'elles ont l'air robustes
Elles ont souvent l'air robustes. Ils concentrent également le rétrécissement et élargissent la zone endommagée.
Erreur 4 : ne pas tenir compte de l'ajustement du boîtier lors de la conception de la soudure
Un joint qui survit au soudage mais qui s'entrechoque lors de l'insertion n'est pas un bon joint.
Erreur n° 5 : considérer le TIG et le laser comme interchangeables
Ce n'est pas le cas. Le comportement thermique est différent et le risque de distorsion est différent.
FAQ
Le laser est-il toujours préférable au TIG pour le soudage par empilement de laminage ?
Ce n'est pas toujours le cas. Mais lorsque le risque principal est la distorsion, la contrainte résiduelle ou la perte de propriétés magnétiques, le laser est généralement le meilleur point de départ car il peut localiser l'énergie plus efficacement et réduire la zone affectée. Des études comparatives sur des tôles d'acier électrique ont montré que le TIG peut produire des joints plus solides tout en entraînant une dégradation magnétique plus importante.
Une soudure plus forte peut-elle augmenter les pertes du moteur ?
Oui. Dans les empilages de tôles, des soudures plus importantes ou plus sévères peuvent augmenter la zone endommagée, réduire l'intégrité de l'isolation entre les tôles et augmenter la perte de fer. Une plus grande quantité de soudure n'est pas automatiquement meilleure. Elle peut améliorer la rétention tout en nuisant à l'efficacité.
Dois-je utiliser une soudure continue ou plusieurs soudures courtes ?
Si la conception le permet, plusieurs soudures courtes ou des points de soudure répartis sont souvent plus efficaces pour contrôler la distorsion qu'une longue soudure continue. La raison en est simple : moins de retrait concentré, moins de bords endommagés et un meilleur contrôle de la façon dont la pile se déplace pendant le refroidissement.
La pression de serrage est-elle si importante que cela ?
Oui. Un serrage inégal permet un mouvement local de la tôle pendant le soudage, ce qui peut entraîner une pénétration irrégulière, une irrégularité du joint et un arrachement après le soudage. Une compression stable et uniforme est l'un des moyens les moins coûteux et les plus efficaces de réduire la distorsion avant qu'elle ne commence.
Le redressage après soudage peut-il résoudre le problème ?
Il peut améliorer les dimensions. Il ne restaure pas l'isolation endommagée et n'élimine pas les effets des contraintes résiduelles qui peuvent déjà influencer les performances magnétiques. Le redressage peut donc être utile, mais il ne constitue pas une réparation complète des dommages causés par le soudage dans les empilements d'acier électrique.
Que faut-il vérifier avant d'approuver une pile soudée pour la production ?
Au minimum : géométrie, hauteur du joint, faux-rond, taille de la fusion, force de rétention et, le cas échéant, état de l'isolation électrique ou comportement en matière de perte de noyau par rapport à une référence. Un beau bourrelet ne suffit pas.
Dernier point à retenir
Pour éviter les déformations lors du soudage d'un empilage de tôles de moteur, ne commencez pas par le cordon de soudure. Commencez par l'empilement, la fixation et le bilan thermique.
Utilisation laser par défaut lorsque vous avez besoin d'une empreinte thermique plus faible. Utiliser TIG avec précaution lorsque ses caractéristiques de joint sont vraiment nécessaires et que la pièce peut absorber l'effet thermique plus important. Les joints doivent être plus courts. Étalez-les si possible. Serrez la pile de manière uniforme. Protégez les surfaces d'ajustement critiques. Vérifiez ensuite le résultat à l'aide de contrôles de la géométrie et des performances, et non de l'apparence seule.
C'est la règle pratique qui sous-tend la plupart des soudures réussies des piles de laminage. Ce ne sont pas les plus grosses soudures. Ce sont celles qui sont les mieux contrôlées.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.