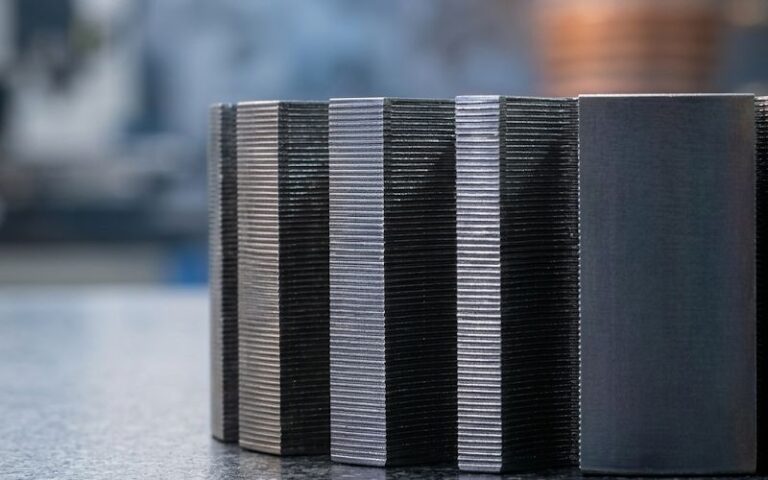
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Soldadura en pila de laminación de motores (láser frente a TIG): cómo evitar la distorsión sin sacrificar el rendimiento del núcleo
Si el problema es la distorsión, empieza por aquí: reducir la entrada de calor, sujetar la pila de forma más uniforme y dejar de soldar más de lo que realmente necesita la unión. Para la mayoría pilas de laminación de motores, La soldadura láser ofrece un margen de proceso más amplio que la TIG cuando la estabilidad dimensional y el rendimiento magnético importan al mismo tiempo, porque la zona calentada es más pequeña y el daño es más fácil de localizar. El TIG puede seguir teniendo sentido cuando la resistencia de la unión es la principal limitación, pero suele exigir un precio térmico mayor. Ese precio se manifiesta en forma de tirones, tensiones residuales, daños en el revestimiento y, a veces, un aumento silencioso de la pérdida de núcleo que no se hace evidente hasta más tarde.
Esa es la verdadera trampa de la soldadura por laminación. Una soldadura que parece mecánicamente sólida puede ser el paso que dañe el motor. Las finas láminas de acero eléctrico están ahí para limitar las corrientes parásitas. La soldadura, especialmente cuando la costura es demasiado larga o está demasiado caliente, puede conectar capas eléctricamente, dañar el revestimiento aislante e introducir tensiones locales que empeoran el comportamiento magnético. Múltiples estudios sobre pilas de acero eléctrico soldadas informan de una mayor pérdida de hierro tras la soldadura, y el efecto tiende a aumentar a medida que crece la región soldada.
Así que el objetivo no es “la máxima penetración” o “el cordón más fuerte posible”. La verdad es que no. El objetivo es una unión que sea lo suficientemente fuerte, en el lugar menos perjudicialcon el huella térmica mínima que la aplicación puede tolerar. Así es como se controla la distorsión antes de que se convierta en un problema de retrabajo.
Índice
Qué reduce realmente la distorsión en una pila de laminación
Antes de entrar en los detalles del proceso, estas son las palancas que más importan en la práctica:
Menor aporte térmico total por junta
Utilizar una compresión uniforme en toda la altura de la pila
Sustituya las soldaduras largas y continuas por soldaduras más cortas y distribuidas cuando el diseño lo permita.
Mantenga la soldadura alejada de las superficies de ajuste críticas, o empotrela si el ensamblaje de la carcasa es ajustado.
Control de la calidad de la pila antes de la soldadura: rebabas, estado del revestimiento, daños en los bordes, planitud
Juzgue el éxito por la geometría posterior a la soldadura y el daño magnético, no sólo por el aspecto del cordón.
Esa lista suena sencilla. Debería. La distorsión en las pilas de laminación no suele estar causada por un error dramático. Es la acumulación de otros más pequeños. Un poco de longitud de soldadura excesiva. Un poco de presión de apriete desigual. Una costura colocada donde el ajuste de la carcasa no tiene perdón. Entonces la pila tira.
Por qué las pilas de laminación se deforman tan fácilmente
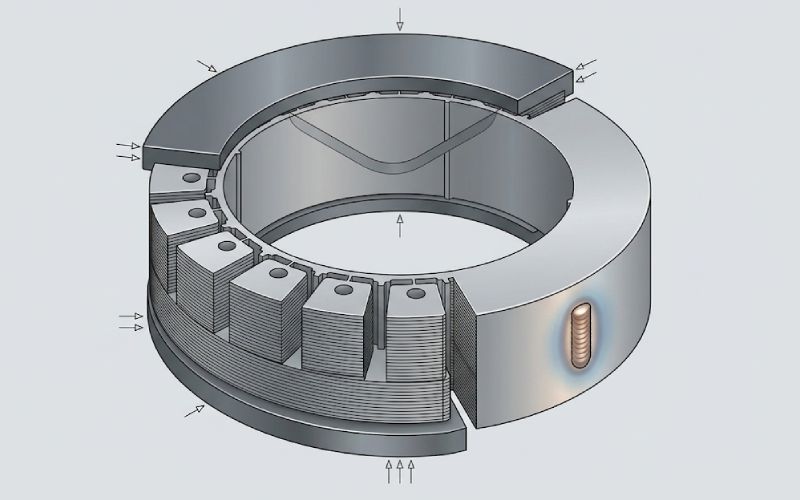
Una pila de laminación no es un anillo sólido ni una barra sólida. Se comporta como una estructura en capas con interfaces diminutas, pequeños huecos, variación del grosor del revestimiento, rebabas y cambios locales de rigidez de una lámina a otra. Si se calienta un borde, la pila no responde como un bloque limpio. Algunas láminas se mueven. Algunas se puentean. Algunas quedan sujetas por la fijación mientras que las capas adyacentes se contraen de forma diferente durante el enfriamiento. El resultado suele ser una tracción local, un crecimiento de la altura de la costura OD, un arqueo, una excentricidad o una torsión. La tensión residual también forma parte de esta historia y, en el acero eléctrico, es doblemente importante: una vez para la forma y otra para el rendimiento magnético.
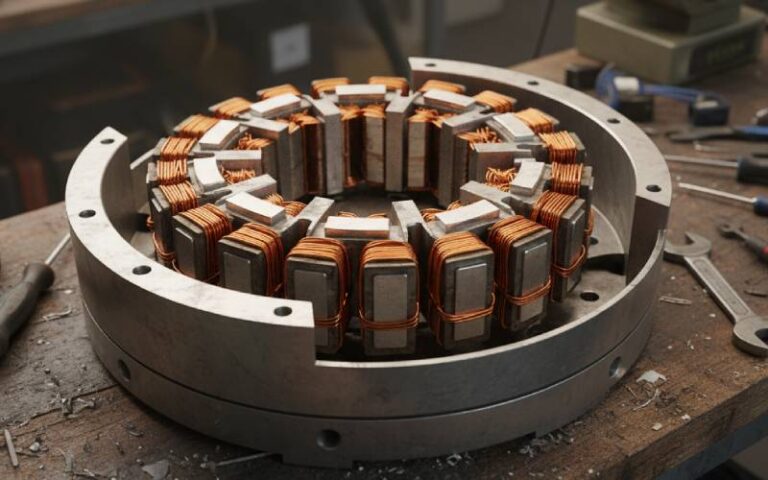
Hay otra cuestión. La soldadura no sólo une las láminas mecánicamente. También cambia el estado eléctrico y metalúrgico cerca de la costura. Los revestimientos pueden degradarse. La resistencia interlaminar puede disminuir. El cordón puede actuar como un borde conectado eléctricamente. Recientes estudios sobre la unión del núcleo del estator señalan que los cordones de soldadura suelen colocarse en el diámetro exterior e incluso pueden necesitar un rebaje, ya que la geometría del cordón puede interferir con el posterior montaje a presión o por contracción en una carcasa. No se trata de una molestia estética. Es un problema de producción.
Láser frente a TIG para la soldadura de pila de laminación de motores
Soldadura láser
La soldadura láser suele ser la opción más segura para las pilas de laminación cuando los principales riesgos son la distorsión, los daños en el revestimiento y la pérdida de propiedades magnéticas. La razón es sencilla: la energía está más concentrada, la zona afectada por el calor es menor y el cordón puede mantenerse estrecho. En trabajos comparativos sobre acero eléctrico laminado se ha descubierto que la soldadura láser suele conservar mejor las propiedades magnéticas que la TIG, incluso cuando ésta produce uniones más resistentes. Los enfoques de láser pulsado también pueden reducir el aumento de la pérdida de hierro en comparación con condiciones de láser continuo más agresivas térmicamente, siempre que los parámetros se mantengan dentro de una ventana estable.
Esto no significa que el láser sea automáticamente seguro. Una costura láser demasiado profunda, demasiado larga, demasiado continua o demasiado cerca de una superficie de ajuste crítica puede seguir tirando de la pila y seguir creando una zona dañada sobredimensionada. El margen del proceso es más amplio, sí. Pero no es infinito.
Soldadura TIG
La soldadura TIG puede ser útil cuando los requisitos de resistencia de la unión son altos, el volumen de producción es menor o la ruta del proceso ya está establecida y bien controlada. Pero para las pilas de laminación, el TIG suele dificultar el control de la distorsión porque el aporte térmico es más amplio y la zona fundida está menos localizada. Los estudios que comparan el láser y el TIG en aceros eléctricos no orientados han demostrado un mayor descenso del rendimiento magnético con el TIG, incluso cuando la resistencia de la unión soldada era mayor. Esta compensación es importante. Una unión fuerte no es suficiente si la pila se vuelve más difícil de montar o menos eficiente en servicio.
Así que la elección del proceso suele ser sencilla:
Si estabilidad dimensional y daños magnéticos son la principal preocupación, empiece por láser.
Si domina la fuerza de las articulaciones y el producto puede absorber una mayor penalización térmica, TIG todavía puede funcionar, pero necesita una disciplina más estricta en cuanto al tamaño de las cuentas, la secuencia y la restricción.
Una ventana de proceso real para controlar la distorsión
Aquí es donde muchos artículos técnicos se vuelven vagos. Hablan de “optimizar parámetros” y lo dejan ahí. Eso no basta. Una ventana de proceso útil para la soldadura de pila de laminación debe conectar cuatro cosas: estado de la pieza, variables de soldadura, objetivos de geometría y comprobaciones de liberación.
1. Defina primero la condición de la pieza
Antes de elegir cualquier configuración de soldadura, bloquee estas entradas:
material de laminación y grosor
altura de la pila
diámetro exterior y superficies de ajuste
tipo y estado del revestimiento aislante
nivel de rebabas y calidad de los bordes
función requerida de la junta: sólo manipulación, retención de montaje, transferencia de par o algo más pesado
Sin ellos, la llamada ventana de parámetros es una conjetura. La misma disposición de soldadura que es inofensiva en una pila más corta y gruesa puede ser demasiado agresiva en una pila alta con laminaciones más finas.
2. Controlar las variables de soldadura que realmente mueven la pila
Para la distorsión, las variables prioritarias no tienen misterio:
aporte térmico total por soldadura
longitud de costura
número de costuras
distancia entre costuras
profundidad de penetración
patrón de desplazamiento o estrategia de pulso
uniformidad de la fuerza de apriete en toda la pila
La investigación sobre la soldadura láser por puntos y por cordón de aceros eléctricos apunta en la misma dirección: las zonas calentadas más pequeñas y el aporte de energía más controlado tienden a reducir tanto la distorsión mecánica como los daños magnéticos, mientras que un área de cordón excesiva o una soldadura continua agresiva tienden a aumentar la pérdida de hierro y los efectos de la tensión.
3. Establecer objetivos geométricos, no sólo ajustes de soldadura
Una ventana de proceso de control de la distorsión está incompleta si no incluye objetivos de aceptación después de la soldadura. En la práctica, esto significa definir límites para:
planitud
excentricidad total indicada
Altura orgullosa de la costura OD
tirón local cerca de la soldadura
cuadratura de la pila
riesgo de interferencia de la carcasa
Esto es importante porque dos piezas pueden tener soldaduras de aspecto similar y un comportamiento de montaje muy diferente. Una se desliza en el alojamiento. Una se engancha en la costura y obliga a una operación secundaria.
4. Añadir controles magnéticos y eléctricos donde la aplicación los necesite.
Si el diseño del motor es sensible a las pérdidas del estator, la liberación posterior a la soldadura no debería depender únicamente de la geometría. Añade comprobaciones como:
control de la resistencia interlaminar o de la integridad del aislamiento
revisión transversal del tamaño de la zona afectada
comparación de la pérdida en el núcleo con una referencia no soldada u homologada
pruebas destructivas de juntas a intervalos de muestreo definidos
Los estudios de soldadura en acero eléctrico demuestran sistemáticamente que el área de unión, la severidad térmica y la tensión residual pueden modificar la pérdida de hierro de forma mensurable. Por eso no basta con una unión visualmente aceptable.
Dónde suele empezar la distorsión y qué hay que cambiar primero
Síntoma después de soldar
Conductor más probable
Lo que suele significar
Primera corrección a intentar
Apila los lazos o tiradores a un lado
Entrada de calor demasiado alta o secuencia desequilibrada
La contracción se acumula en una dirección
Acortar la longitud del cordón, dividir el patrón de soldadura, reequilibrar la secuencia.
La costura OD se asienta orgullosa e interfiere con el montaje
Volumen de costura demasiado grande o costura situada en una superficie de ajuste crítica
La geometría del talón supera la tolerancia de ajuste
Reducir el volumen de la soldadura, rebajar la soldadura, alejar la soldadura de la superficie de ajuste.
Levantamiento local de la capa o profundidad incoherente de la costura
La presión de la pinza es desigual
Las láminas se mueven durante la soldadura
Mejorar el contacto de la fijación e igualar la compresión mediante la altura de la pila
Buena fuerza articular pero peor rendimiento central
La zona soldada es demasiado grande o está demasiado conectada eléctricamente
Los daños magnéticos superan a los beneficios mecánicos
Reducir el área del cordón, reducir la penetración, sustituir las soldaduras continuas por uniones distribuidas más cortas.
Poros, fusión errática o salpicaduras
Mal estado de los bordes o contaminación del revestimiento en la zona de soldadura
La pila entrante es inestable antes de empezar a soldar
Limpiar bordes, reducir rebabas, estabilizar la preparación de pilas
La pieza parece recta en estado libre, pero se desplaza durante el montaje de la carcasa
La ubicación de la soldadura y la geometría del cordón son incompatibles con el montaje posterior.
La costura está creando una interferencia de ensamblaje o una concentración local de tensiones
Revisar la colocación de las soldaduras, la altura de los resaltes y la secuencia de montaje.
Esta tabla no sustituye a las pruebas. Es un atajo para la toma de decisiones. El control de la distorsión suele mejorar más rápido cuando la primera respuesta es de calor, disposición y sujeción, no retoques cosméticos.
Reglas de diseño de soldadura que suelen funcionar mejor
Costuras cortas
Las directrices generales de control de la distorsión en la soldadura han sido constantes durante años: utilizar el mínimo volumen de soldadura que siga cumpliendo los requisitos de la unión, y evitar tramos largos cuando basten tramos más cortos. En el caso de las pilas de laminación, el argumento es aún más contundente, ya que un cordón largo crea al mismo tiempo una ruta de contracción larga y una zona magnética dañada más amplia.
Distribuir la sujeción
Si el diseño permite varias soldaduras cortas en lugar de una soldadura continua, suele ser la mejor dirección. Las estrategias de puntos distribuidos o soldaduras cortas pueden reducir la concentración de contracción y limitar la trayectoria de conexión eléctrica a lo largo del borde de la pila. En los estudios de unión eléctrica del acero, este tipo de patrón se ha explorado específicamente para reducir la penalización que conllevan las áreas soldadas más grandes.
Coloque la soldadura donde el producto pueda convivir con ella
Las soldaduras de diámetro exterior son comunes porque dejan la región del diente activo menos alterada y son más fáciles de acceder. Pero común no es lo mismo que inofensivo. Si la pila se va a colocar en un alojamiento estrecho, una soldadura orgullosa en el diámetro exterior puede crear problemas de ajuste directo. Un trabajo de revisión reciente señala que la colocación de soldaduras empotradas se utiliza a menudo precisamente por este motivo.
La fijación importa más de lo que a la gente le gusta admitir
Una pila que no se comprime uniformemente antes de soldar ya está a medio camino de la distorsión. Parece obvio. Aun así, se pasa por alto.
La luminaria tiene que hacer tres cosas a la vez:
mantiene cada laminación en su posición
mantener una presión razonablemente uniforme en toda la altura de la pila
evitar la creación de nuevas tensiones locales que doblen la pieza incluso antes de que comience la soldadura
Los trabajos experimentales sobre la soldadura por puntos con láser de láminas de acero eléctrico demuestran que una presión de contacto modesta pero estable puede bastar para mantener fijas las láminas durante la unión. La lección no es un número de presión universal. La lección es que uniformidad cuestiones. Una fijación que aprieta con fuerza en una zona y apenas toca otra favorece la formación de costuras irregulares y el movimiento de las capas.
El paso de preparación de la pila que se sigue subestimando
No considere la soldadura como la etapa que arregla una mala preparación de la pila. Rara vez lo hace.
Si las rebabas son excesivas, si el revestimiento está dañado, si los bordes están sucios o si la planitud de la laminación es inestable, el baño de soldadura se vuelve menos predecible y aumenta la posibilidad de que se produzcan puentes interlaminares no deseados. Los productos de degradación del revestimiento también pueden contribuir a la porosidad y a otros defectos del cordón. En el momento en que esto aparece en la soldadura, la causa raíz suele estar más arriba.
Una regla más limpia es ésta: una soldadura estable comienza con una pila estable. Esto significa controlar la calidad de la laminación entrante, la alineación de la pila, la dirección de las rebabas y la compresión previa a la soldadura antes de que se inicie el arco o el haz.
Inspección: cómo saber si la soldadura es aceptable
Una soldadura de pila de laminación no debe ser liberada sólo porque “parece limpia”. Es una norma demasiado débil.
Una rutina de inspección más sólida comprueba cuatro capas de pruebas:
Geometría
Mida la planitud, la excentricidad, la cuadratura de la pila, la altura de orgullo de la costura OD y cualquier tirón local cerca de la soldadura.
Estado metalúrgico
Revisar las secciones de las muestras aprobadas para confirmar la profundidad de penetración real, el tamaño de la zona afectada y si la fusión es mayor de lo previsto.
Estado eléctrico y magnético
Cuando el rendimiento sea delicado, verifique el estado del aislamiento interlaminar y compare la pérdida de núcleo con un estado de referencia o una muestra de control.
Retención mecánica
Realizar ensayos destructivos definidos o comprobaciones de retención con una frecuencia de muestreo práctica, basada en el trabajo real de la soldadura.
Este es el punto que muchos equipos se saltan. Entonces dedican tiempo a resolver la “variación del ensamblaje” o el “descenso inesperado de la eficiencia” como si fueran problemas distintos. A veces no lo son en absoluto. Empezaron en la soldadura.
Errores comunes en la soldadura de pilas de laminación de motores
Error 1: elegir la soldadura más fuerte en lugar de la soldadura aceptable menos dañina
Esa lógica funciona para muchas piezas fabricadas. Aquí no funciona tan bien.
Error 2: llamarla ventana de proceso sin definir los límites de la geometría postsoldadura
Los ajustes por sí solos no protegen la pieza.
Error 3: utilizar costuras continuas porque parecen robustas
A menudo tienen un aspecto robusto. También concentran la contracción y agrandan la zona dañada.
Error 4: ignorar el ajuste de la carcasa durante el diseño de la soldadura
Una costura que sobrevive a la soldadura pero choca durante la inserción no es una buena costura.
Error 5: tratar el TIG y el láser como intercambiables
No lo son. El comportamiento térmico es diferente y el riesgo de distorsión también.
PREGUNTAS FRECUENTES
¿Es siempre mejor el láser que el TIG para la soldadura de pila de laminación?
No siempre. Pero cuando el principal riesgo es la distorsión, la tensión residual o la pérdida de propiedades magnéticas, el láser suele ser el mejor punto de partida porque puede localizar la energía con mayor eficacia y reducir la zona afectada. Estudios comparativos sobre laminaciones eléctricas de acero revelaron que el TIG puede producir uniones más resistentes, aunque provoca una mayor degradación magnética.
¿Puede una soldadura más fuerte aumentar las pérdidas del motor?
Sí. En las pilas de laminación, las soldaduras más grandes o más severas pueden aumentar la zona dañada, reducir la integridad del aislamiento entre las laminaciones y aumentar la pérdida de hierro. Más soldadura no es automáticamente mejor. Puede mejorar la retención al tiempo que perjudica la eficacia.
¿Debo utilizar una soldadura continua o varias soldaduras cortas?
Si el diseño lo permite, varias soldaduras cortas o puntos de soldadura distribuidos suelen ser mejores para controlar la distorsión que una sola costura larga y continua. La razón es sencilla: menos contracción concentrada, menos borde total dañado y mejor control de cómo se mueve la pila durante el enfriamiento.
¿Realmente importa tanto la presión de apriete?
Sí. Una sujeción desigual permite el movimiento local de la chapa durante la soldadura, y eso puede producir una penetración inconsistente, irregularidades en el cordón y tirones posteriores a la soldadura. Una compresión estable y uniforme es una de las formas más baratas y eficaces de reducir la distorsión antes de que empiece.
¿Puede el enderezamiento posterior a la soldadura resolver el problema?
Puede mejorar las dimensiones. No restaura el aislamiento dañado ni elimina los efectos de la tensión residual que ya pueden estar influyendo en el rendimiento magnético. Así pues, el enderezado puede ser útil, pero no es una reparación completa de los daños causados por la soldadura en las pilas de acero eléctrico.
¿Qué debe comprobarse antes de aprobar una pila soldada para su uso en producción?
Como mínimo: geometría, altura de la costura, excentricidad, tamaño de la fusión, fuerza de retención y, cuando proceda, estado del aislamiento eléctrico o comportamiento de la pérdida de núcleo frente a una referencia. Un cordón de buen aspecto no es suficiente.
Conclusión
Para evitar distorsiones en la soldadura de pilas de laminación de motores, no empiece por el cordón de soldadura. Comience por la pila, la fijación y el presupuesto de calor.
Utilice láser por defecto cuando necesites una huella térmica menor. Utilice TIG con cuidado cuando sus características de unión sean realmente necesarias y la pieza pueda absorber el mayor efecto térmico. Mantenga las costuras más cortas. Sepárelas cuando sea posible. Sujete la pila uniformemente. Proteja las superficies de ajuste críticas. A continuación, verifique el resultado con comprobaciones de geometría y rendimiento, no sólo de apariencia.
Esta es la regla práctica que subyace a la mayoría de las soldaduras de apilamiento por laminación de éxito. No son las soldaduras más grandes. Son las más controladas.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.