Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
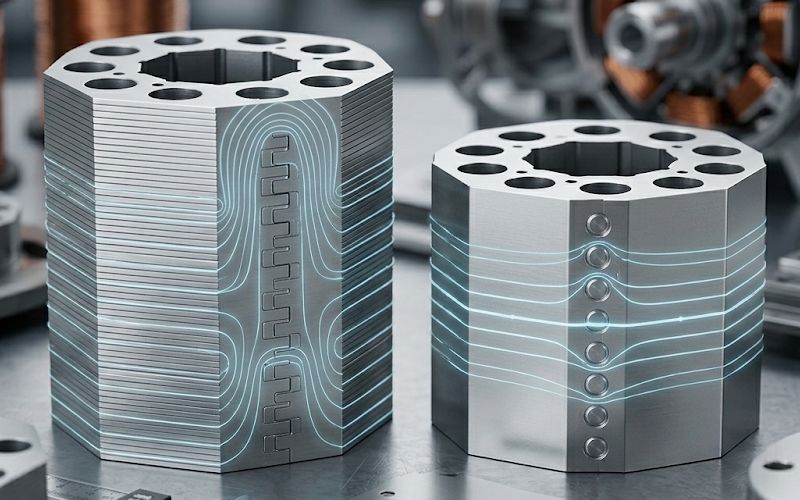
Remachado y remachado de pilas de laminado: resistencia frente a impacto magnético
TL;DR
Elija remachado cuando la integridad de la pila durante la manipulación, el bobinado, el ajuste a presión o la vibración es el mayor riesgo, y cuando se pueden mantener los orificios en las regiones de menor flujo.
Elija clinching cuando el estampado de gran volumen y el apilado integrado importan más, pero sólo si el recuento de enclavamientos, la profundidad, la holgura y la disposición de los pares se controlan como variables magnéticas de diseño, no sólo como detalles de utillaje.
La penalización magnética no es imprecisa. En un estudio de núcleos apilados, la condición de sólo orificio aumentó la pérdida de hierro en cerca de 1.000 millones de euros. 6.2% en 1,0 T, 50 Hz, la formación de clavijas lo elevó a 9.1%, y el estado de la espiga unida alcanzaba unos 13.1%. En los trazados de enclavamiento más densos del mismo estudio, el aumento alcanzó el 40.9%. Por el contrario, un estudio de 6 mm agujero podría mantener la pérdida añadida bajo 1% cuando el tamaño y la posición se eligieron cuidadosamente.
Pilas de laminación sólo funcionan porque cada hoja está aislada de la siguiente. Parece obvio. Pero es importante. En el momento en que un método de unión añade tensión local, rompe el revestimiento o crea un puente conductor, la pila deja de comportarse como la pila limpia del modelo electromagnético. Los trabajos de revisión sobre la fabricación de aceros eléctricos siempre llegan al mismo punto: la unión afecta a la permeabilidad, la pérdida por histéresis, la pérdida por corrientes de Foucault y la generación de calor local, a veces todo a la vez.
Así que la verdadera cuestión no es qué método es más fuerte. Es más estrecho. Más útil también. ¿Qué método es lo suficientemente fuerte para el trabajo mecánico, con la menor penalización magnética que realmente se puede mantener en la producción?
Índice
La regla de la decisión corta
Si es probable que la pila sufra castigos mecánicos -transporte, tensión de bobinado, inserción de la carcasa, carga de ajuste a presión, vibración, tensión relacionada con la velocidad-, el remachado suele ser la dirección más segura. Si la pila se construye en volumen y la fábrica quiere que las laminaciones se apilen por sí solas dentro de la matriz progresiva, el remachado tiene una clara ventaja en el proceso. Pero una vez que la velocidad aumenta, el flujo aumenta o la densidad de la unión se extiende en la trayectoria activa, el remachado empieza a cobrar interés.
Eso es todo el comercio en una línea: El remachado tiende a comprar margen mecánico; el remachado tiende a comprar eficacia de fabricación. Ninguno de los dos está libre de magnetismo.
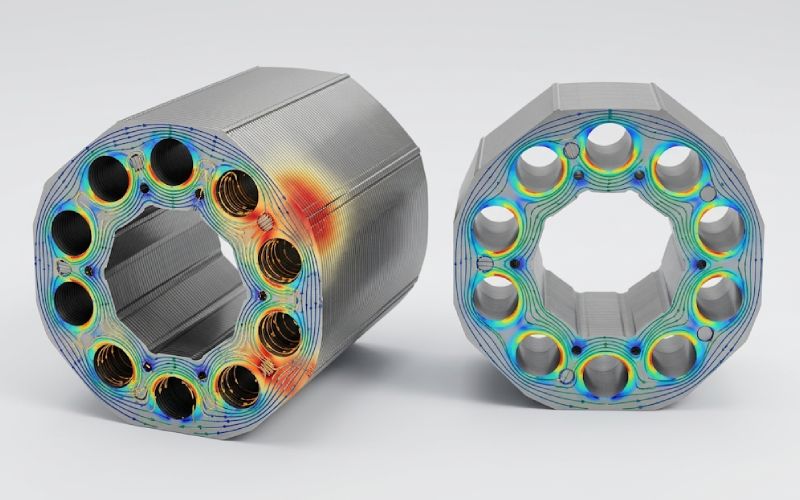
Lo que realmente empeora el rendimiento magnético
Tres mecanismos causan la mayor parte del daño.
Falta acero en la trayectoria del flujo. Los agujeros eliminan material activo y distorsionan el flujo.
Tensión residual y deformación plástica. Estos perjudican la permeabilidad y aumentan la pérdida por histéresis.
Puentes eléctricos entre láminas. Una vez que las chapas empiezan a conducir a través de la zona de unión, aparecen trayectorias de corrientes parásitas adicionales. En algunos diseños de enclavamiento, estas trayectorias se convierten en bucles cerrados y la penalización aumenta rápidamente.
Esa división importa porque remachar y remachar no pagan el mismo impuesto.
Remachado: mecánicamente tranquilo, magnéticamente más limpio sólo cuando los agujeros se tratan con cuidado.
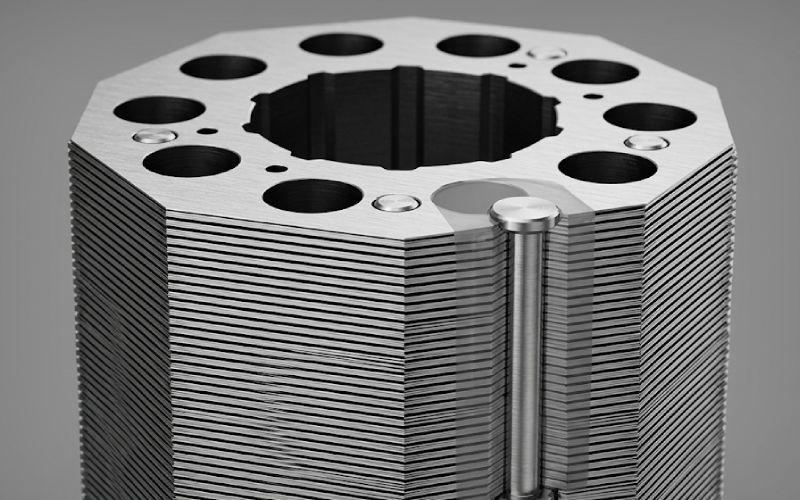
En este artículo, remachado significa que la pila está asegurada por un cierre discreto a través de un patrón de agujeros. Mecánicamente, esto es fácil de entender y fácil de auditar. El tamaño de los orificios es visible. La carga de la abrazadera es visible. El número de juntas es visible. Para pilas más grandes o condiciones de montaje más duras, este tipo de retención explícita todavía tiene mucho a su favor.
El lado magnético es donde los ingenieros se tropiezan. El propio orificio ya es una perturbación. Un estudio sobre agujeros de alfiler en núcleos de transformadores descubrió que el aumento del diámetro del agujero incrementaba visiblemente la pérdida en el núcleo, con un 6 mm agujero produciendo un aumento de bajo 1%, mientras se traslada a 10 mm empujó el cambio a cerca de 6.39% en ese caso. El mismo estudio también concluyó que la colocación de los orificios donde la distribución del flujo es menor reduce la penalización. Otro estudio sobre la sujeción axial de núcleos laminados señala lo mismo: los orificios para la sujeción con pernos pasantes deben estar en las regiones de menor flujo.
Hay una segunda capa. En un estudio de núcleos apilados que separaba la realización de agujeros de la formación de espigas y la unión, el sólo para agujeros aumentó la pérdida de hierro en aproximadamente 6.2% en 1,0 T, 50 Hz. En 1,5 T, 50 Hz, el mismo efecto de agujero seguía existiendo pero más estrecho, aproximadamente 6.3%. Así que el remachado no es “magnéticamente neutro” sólo porque evite los nudos de enclavamiento. Los agujeros siguen costando algo. Normalmente menos que un mal patrón de remache. No siempre menos que uno bueno.
La lectura práctica es bastante clara: agujeros pequeños, colocación con poco flujo, recuento limitado. Ahí es donde el remachado empieza a parecer sensato.
Clinching: rápido en la producción, estrecho en el proceso
Clinching, El entrelazado es atractivo porque puede integrarse en la ruta de estampación. Recientes trabajos de producción sobre troqueles de punzonado describen los núcleos entrelazados que se colocan y combinan directamente en la estación final, mientras que las rutas no entrelazadas a menudo siguen necesitando la recogida fuera de línea, el recuento, la conformación y la posterior unión. Otros trabajos sobre costes de utillaje de laminación llegan a una conclusión similar: el coste del utillaje depende del tamaño de la laminación, la complejidad de la pieza, el escenario de producción y, sobre todo, el número de estaciones de troquelado progresivo.
Por eso el clinch sigue apareciendo en los programas de volumen. Menos puntos de contacto. Menos manipulación posterior. Sin tornillería separada. El proceso es limpio.
Entonces llega la factura magnética.
Una revisión de los métodos de unión informa de que el enclavamiento es muy eficaz como proceso, pero es no es fuerte y sólo puede absorber bajas fuerzas mecánicas. El mismo estudio resume las pruebas de que la permeabilidad inversa y la pérdida de hierro aumentan linealmente con el número de enclavamientos, y que los enclavamientos radiales son más perjudiciales que los circunferenciales. La anchura de las espigas también es importante: las espigas más estrechas tienden a reducir las pérdidas.
Las cifras más útiles proceden de las mediciones de núcleos apilados. En un estudio, en 1,0 T, 50 Hz, Una configuración de una sola dovela unida aumenta la pérdida de hierro en aproximadamente 13.1% con respecto a la referencia sin enclavamiento. Cuando la disposición de los enclavamientos se hizo más densa, el aumento se elevó a cerca del 20.6%, 23.5%, 31.9%, y por último 40.9% dependiendo de la configuración. En 1,5 T, 50 Hz, la misma secuencia era más leve, pero no por ello menos significativa: alrededor del 7.6% hasta 28.3%. Misma familia de unión. Resultado muy diferente, dependiendo del patrón.
Este es el punto que muchas guías de selección pasan por alto. El éxito no es el resultado de un proceso. Es toda una familia de resultados.
Por qué algunos stacks cerrados se estropean rápidamente
Porque hay dos sanciones, no una.
La primera penalización es el daño local del material. La formación de espigas deforma plásticamente el acero. En el mismo trabajo con núcleos apilados, la formado por espigas pero aún no unido elevó la pérdida de hierro en aproximadamente 9.1% en 1,0 T, 50 Hz. A continuación, la unión de los pares de espigas empujó el aumento a 13.1%. Esa división es importante: parte del daño proviene de hacer la característica, y otra parte proviene de forzar la unión.
La segunda penalización es eléctrica. Una vez que determinados pares de enclavamiento se sitúan en un trazado que permite que el flujo enlace un bucle conductor, aparecen pérdidas adicionales por corrientes parásitas. El mismo estudio descubrió que esta la pérdida adicional aumenta linealmente con la densidad de pares entrelazados, y que el problema se hace mucho más evidente a 400 Hz que en 50 Hz para los trazados afectados. En otras palabras, los enclavamientos densos o mal situados no son sólo una molestia a baja frecuencia. Envejecen mal a medida que aumenta la frecuencia.
Si su máquina es de alta velocidad, esto importa más. No menos.
Comparación cuantitativa para decisiones de ingeniería
La siguiente tabla mezcla datos de diferentes estudios y geometrías, por lo que no es un límite de diseño único. Aun así, es útil. Muestra dónde empieza la penalización y hasta qué punto puede aumentar.
Factor de decisión
Remachando
Cierre / enclavamiento
Lo que sugieren las cifras
Lógica mecánica primaria
Fijación discreta a través de un patrón de orificios; la retención es explícita
Los nudos formados bloquean las hojas durante o inmediatamente después del estampado
El remachado suele elegirse cuando el margen de retención importa más que la integración de la matriz
Penalización magnética de base
Condición de pozo único en un estudio de núcleos apilados: +6.2% pérdida de hierro en 1,0 T, 50 Hz; en un estudio estenopeico, un 6 mm agujero se quedó bajo 1% pérdida añadida cuando se optimiza
Formación de espigas sola: alrededor de +9.1%; clavija unida: aproximadamente +13.1% en 1,0 T, 50 Hz
Un patrón de agujeros bien gestionado puede ser más barato magnéticamente que uno deficiente
Penalización a mayor densidad de juntas
Principalmente impulsado por el tamaño del agujero, el recuento y la colocación
Los trazados densos alcanzaron unos +40.9% en 1,0 T, 50 Hz y +28.3% en 1,5 T, 50 Hz en un estudio sobre el núcleo del anillo
El número de enclavamientos y la disposición pueden influir en la respuesta
Sensibilidad de frecuencia
La penalización por corrientes de Foucault aumenta si los orificios o el aislamiento dañado perturban la trayectoria
En 400 Hz, Algunos diseños de enclavamiento mostraron una pérdida adicional notablemente mayor debido a la formación de bucles conductores entre los pares de enclavamiento.
Las máquinas de alta velocidad son menos indulgentes con la geometría del clinch
Ventana de proceso
Mayor tolerancia mecánica una vez fijado el patrón de orificios
Para 0,5 mm hojas en un estudio, no se formó ninguna junta permanente por debajo de aproximadamente 70-75% profundidad de gofrado; se producía un apilamiento deficiente cuando se superaba la holgura 4% del espesor de la chapa
El clinchado funciona mejor cuando el control del proceso es estricto y estable
Lógica de costes y rendimiento
Ruta de unión separada; es habitual una mayor manipulación posterior
Puede integrarse en la matriz progresiva; eso reduce el trabajo de apilado y unión fuera de línea
Los compradores deben comparar la mayor complejidad de las matrices con la menor mano de obra de montaje.
Coste y capacidad: aquí es donde la contratación pública empieza a plantearse mejores preguntas
No existe una cifra universal porque el coste del utillaje depende en gran medida del tamaño de la pieza, la complejidad de la geometría y el número de estaciones de la matriz progresiva. Los modelos de costes publicados para el estampado por laminación son explícitos a este respecto. El escenario de producción cambia la matriz, y la matriz cambia el coste.
Aun así, la división comercial es bastante estable.
El clinchado suele tener sentido cuando la línea quiere autoapilar las piezas en la matriz y proteger el rendimiento. El remachado suele tener más sentido cuando el comprador está dispuesto a aceptar una ruta de unión separada a cambio de una retención más fuerte y una estrategia de unión mecánica más conservadora. Así que la verdadera pregunta de compra no es “¿cuál es más barato?”. Es ésta:
¿Dónde quiere que se sitúe el coste: en el troquel y en la carga de control del proceso, o en el hardware, la manipulación y el montaje?
Ese tiende a terminar las reuniones más rápido.
Reglas de diseño que resisten mejor que los eslóganes
Unas pocas reglas aparecen en la literatura con la suficiente frecuencia como para ser tratadas con seriedad.
1. Colocar juntas en las regiones de flujo más débil
Esto es explícito para la sujeción basada en orificios, y la misma lógica suele ayudar también con la colocación del remache. Si una junta se coloca en una zona magnética más tranquila, es más fácil aceptar la penalización.
2. Contar porros como si costaran dinero. Porque cuestan.
La pérdida relacionada con el enclavamiento aumentó con el número de espigas y con la densidad de pares de enclavamiento. Más puntos pueden mejorar la retención. También pueden convertir un aumento de pérdidas manejable en uno malo.
3. Los parámetros del proceso forman parte del diseño magnético
En el caso del entrelazado, la profundidad de gofrado, la holgura y el estado del filo de la herramienta influyen en el resultado. En un estudio de 0,5 mm, la profundidad de gofrado adecuada variaba de 0,36 mm a 0,39 mm dependiendo de la hoja, y la calidad del apilado se degradaba cuando se superaba la holgura 4% del grosor de la chapa. No es una sensibilidad pequeña.
4. El recocido puede recuperar parte del daño
Los trabajos de revisión indican que el recocido posterior a la unión reduce las pérdidas en el núcleo y mejora el rendimiento magnético. No eliminará todas las penalizaciones geométricas. Puede reducir la parte de la penalización provocada por la tensión lo suficiente como para ser importante.
Qué preguntar antes de aprobar uno u otro método
Si está redactando un RFQ, un FMEA de proceso o una lista de comprobación de revisión de diseño, pida estos elementos:
a mapa conjunto sobre el mapa de flujo, no sólo un dibujo CAD de la pila;
medido delta de pérdida en el núcleo frente a una pila de referencia suelta o mínimamente unida;
para remachar, el validado ventana de profundidad, ventana de holgura y plan de compensación del desgaste de la herramienta;
para remachar, el recuento de agujeros, diámetro de los agujeros y prueba de que los agujeros se sitúan en las regiones de menor flujo;
datos mecánicos indicados como caso de carga más modo de fallo, no una nota genérica de “suficientemente fuerte”.
En este último punto es donde muchas malas decisiones sobreviven más de lo que deberían.
PREGUNTAS FRECUENTES
¿Es siempre mejor el remachado para la resistencia mecánica?
No siempre, pero suele ser la opción más conservadora cuando la pila debe sobrevivir a la manipulación, el enrollado, la inserción o las vibraciones sin depender de una ventana de conformado estrecha. Los trabajos de revisión sobre métodos de unión describen el enclavamiento como eficaz pero limitado a una baja absorción de fuerzas mecánicas.
¿El remachado siempre perjudica más al rendimiento magnético que el remachado?
No. Un patrón de enclavamiento disperso y bien colocado puede superar a una mala disposición de los orificios. Pero una vez que la densidad de enclavamiento aumenta, o la geometría del par crea bucles conductores, la penalización por pérdidas puede crecer mucho más rápido de lo que muchos ingenieros esperan. En un estudio, las disposiciones de enclavamiento densas alcanzaron +40.9% pérdida de hierro en 1,0 T, 50 Hz.
¿Cuál es la opción magnética más limpia: agujero o enclavamiento?
Ninguno de los dos es limpio. La fijación sólo con agujeros en un estudio de núcleos apilados añadió unos 6.2% pérdida de hierro en 1,0 T, 50 Hz. La formación de espigas por sí sola añadió unos 9.1%, y una espiga unida de 13.1%. Esto no significa que el remachado sea universalmente mejor. Lo que sí demuestra es por qué los agujeros pequeños y de bajo flujo suelen ser más fáciles de controlar magnéticamente que los enclavamientos densos en regiones activas.
¿Hasta qué punto es sensible el clinchado al utillaje y la configuración?
Mucho. Para 0,5 mm hojas en un estudio, no se formó ninguna junta permanente por debajo de aproximadamente 70-75% profundidad de gofrado, y la calidad de apilamiento se volvía pobre cuando la holgura excedía 4% de espesor de chapa. El desgaste de la herramienta también modificó la ventana de profundidad útil.
¿Dónde deben colocarse los remaches o los orificios?
Tan lejos de la trayectoria de alto flujo como lo permita el diseño mecánico. Tanto la orientación de sujeción como los estudios de pérdidas por agujeros de alfiler apuntan en la misma dirección: la colocación a menor flujo reduce la penalización por pérdidas.
¿Puede el recocido posterior rescatar una mala elección de unión?
Puede recuperar parte del daño causado por la tensión, sí. No puede borrar por completo una geometría deficiente o una vía de cortocircuito conductiva creada por la propia unión. Piense en el recocido como una reducción de daños, no como una absolución.
Respuesta final, sin coberturas
Si su programa está limitado por riesgo mecánico, el remachado suele ser la respuesta más segura.
Si su programa está limitado por rendimiento y fabricación integrada, ...a menudo la mejor respuesta es aferrarse.
Si su programa está limitado por eficiencia a mayor frecuencia, En cualquier caso, tenga cuidado con la densidad de clinchado y la disposición de los pares antes de confiar en el proceso sólo porque parezca elegante en el dibujo del troquel.
Ese es el verdadero negocio. No la fuerza frente a la pérdida en abstracto. Margen de retención frente al daño magnético, en condiciones reales de producción.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.