Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
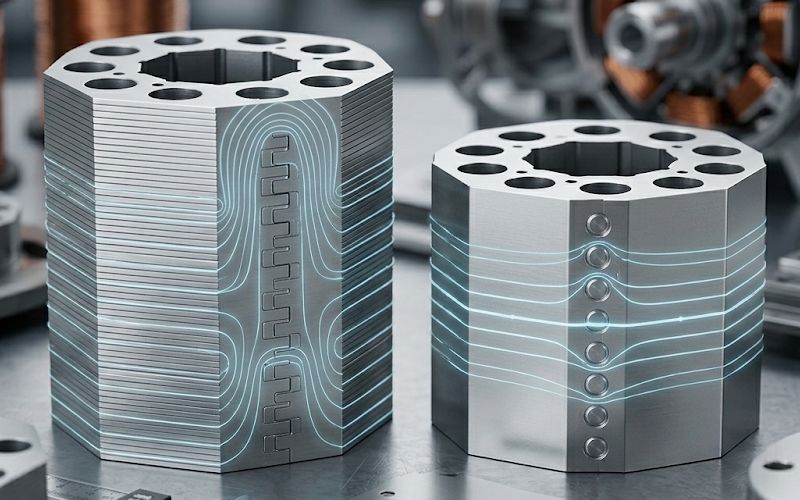
Tumpukan laminasi yang memukau dan menjepit: kekuatan vs dampak magnetik
TL; DR
Pilih memukau ketika integritas tumpukan selama penanganan, penggulungan, pengepresan, atau getaran adalah risiko yang lebih besar, dan ketika Anda dapat menjaga lubang di area dengan fluks yang lebih rendah.
Pilih menggenggam ketika pencetakan bervolume tinggi dan penumpukan terintegrasi lebih penting, tetapi hanya jika jumlah interlock, kedalaman, jarak bebas, dan tata letak pasangan dikontrol seperti variabel desain magnetik, bukan hanya detail perkakas.
Penalti magnetik tidak samar-samar. Dalam satu studi inti bertumpuk, kondisi hanya lubang meningkatkan kehilangan besi sekitar 6.2% di 1,0 T, 50 Hz, formasi batang kayu menaikkannya menjadi sekitar 9.1%, dan kondisi batang kayu yang disambung mencapai sekitar 13.1%. Pada tata letak interlock yang lebih padat dari studi yang sama, peningkatannya mencapai 40.9%. Sebaliknya, satu studi lubang jarum menemukan bahwa sebuah 6 mm lubang bisa membuat kerugian bertambah di bawah 1% ketika ukuran dan posisi dipilih dengan cermat.
Tumpukan laminasi hanya berfungsi karena setiap lembar terisolasi dari lembar berikutnya. Kedengarannya jelas. Itu penting. Saat metode penyambungan menambahkan regangan lokal, memecahkan lapisan, atau menciptakan jembatan konduktif, tumpukan berhenti berperilaku seperti tumpukan bersih dalam model elektromagnetik. Pekerjaan tinjauan pada manufaktur baja-listrik terus mendarat di tempat yang sama: penyambungan memengaruhi permeabilitas, kehilangan histeresis, kehilangan arus pusar, dan pembangkitan panas lokal, terkadang sekaligus.
Jadi, pertanyaan sebenarnya bukanlah metode mana yang lebih kuat. Lebih sempit dari itu. Lebih berguna juga. Metode mana yang cukup kuat untuk pekerjaan mekanis, dengan penalti magnetik terkecil yang bisa Anda tahan dalam produksi?
Daftar Isi
Aturan keputusan singkat
Jika tumpukan cenderung dihukum secara mekanis - transportasi, tegangan belitan, penyisipan housing, beban press-fit, getaran, tekanan yang berhubungan dengan kecepatan - memukau biasanya merupakan arah yang lebih aman. Jika tumpukan sedang dibuat dalam volume dan pabrik ingin laminasi menumpuk sendiri di dalam cetakan progresif, clinching memiliki keunggulan proses yang jelas. Tetapi begitu kecepatan meningkat, fluks meningkat, atau kepadatan sambungan menyebar ke jalur aktif, clinching mulai membebankan bunga.
Itu adalah seluruh perdagangan dalam satu baris: memukau cenderung membeli margin mekanis; menggenggam cenderung membeli efisiensi manufaktur. Tak satu pun dari keduanya yang bebas magnet.
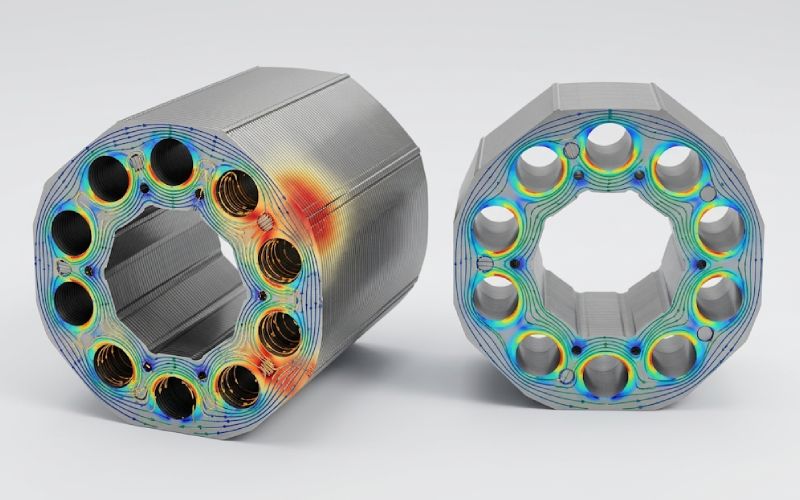
Apa yang sebenarnya membuat kinerja magnetik menjadi lebih buruk
Ada tiga mekanisme yang menyebabkan sebagian besar kerusakan.
Baja yang hilang di jalur fluks. Lubang menghilangkan bahan aktif dan mendistorsi fluks.
Tegangan sisa dan deformasi plastis. Hal ini merusak permeabilitas dan meningkatkan kehilangan histeresis.
Jembatan listrik di antara laminasi. Setelah lembaran mulai menghantarkan arus melalui daerah sambungan, jalur arus eddy ekstra muncul. Pada beberapa tata letak interlock, jalur tersebut menjadi loop tertutup dan penalti naik dengan cepat.
Pemisahan itu penting karena riveting dan clinching tidak membayar pajak yang sama.
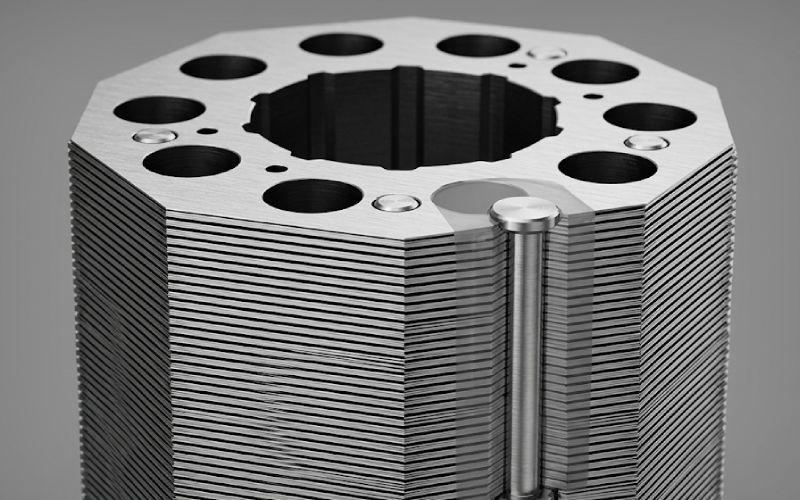
Memukau: tenang secara mekanis, lebih bersih secara magnetis hanya jika lubang dirawat dengan hati-hati
Dalam artikel ini, memukau berarti tumpukan diamankan dengan pengikat terpisah melalui pola lubang. Secara mekanis, hal ini mudah dipahami dan mudah diaudit. Ukuran lubang terlihat. Beban penjepit terlihat. Jumlah sambungan terlihat. Untuk tumpukan yang lebih besar atau kondisi perakitan yang lebih kasar, retensi eksplisit semacam itu masih memiliki banyak manfaat.
Sisi magnetik adalah tempat para insinyur tersandung. Lubang itu sendiri sudah merupakan gangguan. Sebuah studi lubang pin-inti transformator menemukan bahwa peningkatan diameter lubang secara nyata meningkatkan kehilangan inti, dengan 6 mm lubang yang menghasilkan peningkatan sebesar di bawah 1%, saat berpindah ke 10 mm mendorong perubahan menjadi sekitar 6.39% dalam kasus itu. Studi yang sama juga menemukan bahwa menempatkan lubang di mana distribusi fluks lebih rendah mengurangi penalti. Sebuah tinjauan terpisah tentang penjepitan aksial pada inti laminasi membuat titik penempatan yang sama: lubang untuk penjepitan baut tembus berada di daerah fluks yang lebih rendah.
Ada lapisan kedua. Dalam sebuah studi inti bertumpuk yang memisahkan pembuatan lubang dari pembentukan pasak dan penyambungan, metode hanya lubang Kondisi ini meningkatkan kehilangan zat besi sekitar 6.2% di 1,0 T, 50 Hz. Di 1,5 T, 50 Hz, efek lubang yang sama masih ada tetapi lebih sempit, sekitar 6.3%. Jadi, memukau bukanlah “netral secara magnetis” hanya karena menghindari interlock nubs. Lubang masih memerlukan biaya. Biasanya lebih sedikit daripada pola clinch yang buruk. Tidak selalu kurang dari yang bagus.
Pembacaan praktisnya cukup sederhana: lubang kecil, penempatan fluks rendah, jumlah terbatas. Di situlah, pemotretan yang memukau mulai terlihat masuk akal.
Clinching: cepat dalam produksi, sempit dalam jendela proses
Mencengkeram, atau saling mengunci, sangat menarik karena dapat dibangun ke dalam rute stamping. Pekerjaan produksi terbaru pada punching dies menggambarkan core yang saling bertautan diposisikan dan digabungkan secara langsung di stasiun akhir, sementara rute yang tidak saling bertautan sering kali masih memerlukan pengumpulan, penghitungan, pembentukan, dan penggabungan secara offline. Pekerjaan biaya terpisah pada perkakas laminasi mencapai kesimpulan yang sama dari sisi die: biaya perkakas melacak ukuran laminasi, kompleksitas komponen, skenario produksi, dan terutama jumlah stasiun cetakan progresif.
Itulah sebabnya mengapa clinching terus muncul dalam program volume. Titik sentuh yang lebih sedikit. Penanganan hilir yang lebih sedikit. Tidak ada perangkat keras pengikat yang terpisah. Prosesnya rapi.
Kemudian, tagihan magnetik pun tiba.
Sebuah tinjauan tentang metode penggabungan melaporkan bahwa interlocking sangat efisien sebagai sebuah proses, tetapi tidak kuat dan hanya dapat menyerap kekuatan mekanik yang rendah. Tinjauan yang sama merangkum bukti terukur bahwa kebalikan dari permeabilitas dan kehilangan besi keduanya meningkat secara linier dengan jumlah interlock, dan bahwa interlock radial lebih berbahaya daripada interlock melingkar. Lebar pasak juga penting: pasak yang lebih sempit cenderung mengurangi kehilangan.
Angka yang lebih berguna berasal dari pengukuran inti bertumpuk. Dalam sebuah penelitian, di 1,0 T, 50 Hz, konfigurasi batang kayu tunggal yang digabungkan meningkatkan kehilangan zat besi sekitar 13.1% relatif terhadap referensi tanpa pasak. Ketika tata letak interlock menjadi lebih padat, peningkatannya naik menjadi sekitar 20.6%, 23.5%, 31.9%, dan akhirnya 40.9% tergantung pada konfigurasi. Di 1,5 T, 50 Hz, urutan yang sama lebih ringan namun tetap bermakna: tentang 7.6% hingga 28.3%. Keluarga yang bergabung sama. Hasil yang sangat berbeda, tergantung pada pola.
Itulah poin yang dilewatkan oleh banyak pemandu seleksi. Meraih kemenangan bukanlah satu hasil proses. Ini adalah seluruh rangkaian hasil.
Mengapa beberapa tumpukan yang diklik menjadi buruk dengan sangat cepat
Karena ada dua penalti, bukan hanya satu.
Hukuman pertama adalah kerusakan material lokal. Pembentukan pasak secara plastis merusak baja. Dalam pekerjaan inti bertumpuk yang sama, maka berbentuk batang kayu tetapi belum disambung Kondisi ini meningkatkan kehilangan zat besi sekitar 9.1% di 1,0 T, 50 Hz. Kemudian bergabung dengan pasangan pasak mendorong peningkatan menjadi 13.1%. Perpecahan itu penting: sebagian kerusakan berasal dari pembuatan fitur, kemudian lebih banyak lagi yang berasal dari pemaksaan sambungan.
Penalti kedua adalah listrik. Setelah pasangan interlock tertentu berada dalam tata letak yang memungkinkan fluks menghubungkan loop konduktif, kehilangan arus eddy ekstra muncul. Studi yang sama menemukan bahwa ini kehilangan ekstra meningkat secara linier dengan kepadatan pasangan yang saling mengunci, dan bahwa masalahnya menjadi jauh lebih jelas di 400 Hz daripada di 50 Hz untuk tata letak yang terpengaruh. Dengan kata lain, interlock yang padat atau ditempatkan dengan buruk bukan hanya gangguan frekuensi rendah. Mereka menua dengan buruk seiring dengan meningkatnya frekuensi.
Jika mesin Anda berkecepatan tinggi, hal ini lebih penting. Tidak kurang.
Perbandingan kuantitatif untuk keputusan teknik
Tabel di bawah ini menggabungkan data dari berbagai studi dan geometri, sehingga bukan merupakan batas desain satu-ke-satu. Tabel ini masih berguna. Tabel ini menunjukkan di mana penalti dimulai, dan seberapa curam penalti tersebut dapat berkembang.
Faktor keputusan
Memukau
Mencengkeram / saling mengunci
Apa yang ditunjukkan oleh angka-angka tersebut
Logika mekanis primer
Pengikat diskrit melalui pola lubang; retensi bersifat eksplisit
Nub yang terbentuk mengunci lembaran bersama-sama selama atau tepat setelah stamping
Memukau biasanya dipilih ketika margin retensi lebih penting daripada integrasi die
Penalti magnetik dasar
Kondisi hanya lubang dalam satu studi inti bertumpuk: +6.2% kehilangan zat besi di 1,0 T, 50 Hz; dalam satu studi lubang jarum, sebuah 6 mm lubang tinggal di bawah 1% menambahkan kerugian saat dioptimalkan
Formasi Dowel saja: sekitar +9.1%; bergabung dengan dowel: tentang +13.1% di 1,0 T, 50 Hz
Pola lubang yang dikelola dengan baik bisa lebih murah secara magnetis daripada pola clinch yang buruk
Penalti pada kepadatan sambungan yang lebih tinggi
Sebagian besar didorong oleh ukuran, jumlah, dan penempatan lubang
Tata letak yang padat mencapai sekitar +40.9% di 1,0 T, 50 Hz dan +28.3% di 1,5 T, 50 Hz dalam satu studi ring-core
Jumlah dan tata letak interlock dapat mendominasi jawaban
Sensitivitas frekuensi
Penalti arus pusar bertambah jika lubang atau isolasi yang rusak mengganggu jalur
Di 400 Hz, beberapa tata letak interlock menunjukkan kehilangan ekstra yang jauh lebih kuat karena loop konduktif terbentuk di antara pasangan interlock
Mesin berkecepatan tinggi kurang memaafkan geometri clinch
Jendela proses
Lebih toleran secara mekanis setelah pola lubang diperbaiki
Untuk 0,5 mm lembar dalam satu penelitian, tidak ada sambungan permanen yang terbentuk di bawah kira-kira 70-75% kedalaman timbul; penumpukan yang buruk terjadi ketika jarak bebas terlampaui 4% dari ketebalan lembaran
Clinching bekerja paling baik jika kontrol prosesnya ketat dan stabil
Logika biaya dan hasil
Rute penggabungan terpisah; penanganan yang lebih ke hilir lebih umum dilakukan
Dapat diintegrasikan ke dalam cetakan progresif; yang mengurangi pekerjaan penumpukan dan penggabungan secara off-line
Pembeli harus membandingkan kompleksitas die yang lebih tinggi terhadap tenaga kerja sentuh perakitan yang lebih rendah
Biaya dan kapasitas: di sinilah bagian pengadaan mulai mengajukan pertanyaan yang lebih baik
Tidak ada angka dolar universal di sini karena biaya perkakas sangat bergantung pada ukuran komponen, kompleksitas geometri, dan jumlah stasiun dalam cetakan progresif. Pemodelan biaya yang dipublikasikan untuk pencetakan laminasi secara eksplisit menjelaskan hal tersebut. Skenario produksi mengubah cetakan, dan cetakan mengubah biaya.
Namun, pembagian komersial cukup stabil.
Clinching biasanya masuk akal ketika lini ingin menumpuk sendiri komponen dalam cetakan dan melindungi hasil produksi. Riveting biasanya lebih masuk akal ketika pembeli bersedia menerima rute penyambungan yang terpisah dengan imbalan retensi yang lebih kuat dan strategi penyambungan mekanis yang lebih konservatif. Jadi, pertanyaan pembelian yang sebenarnya bukanlah “mana yang lebih murah?” Melainkan ini:
Di mana Anda ingin menempatkan biaya - di dalam die dan beban kontrol proses, atau di bagian hilir dalam perangkat keras, penanganan, dan perakitan?
Yang satu ini cenderung mengakhiri rapat lebih cepat.
Aturan desain yang lebih baik daripada slogan
Beberapa aturan yang muncul di seluruh literatur cukup sering untuk diperlakukan dengan serius.
1. Letakkan sambungan di daerah fluks yang lebih lemah
Hal ini eksplisit untuk penjepitan berbasis lubang, dan logika yang sama biasanya juga membantu dengan penempatan klem. Jika sambungan berada di area magnetik yang lebih tenang, penalti akan lebih mudah diterima.
2. Hitunglah sambungan seolah-olah mereka membutuhkan biaya. Karena memang begitu.
Kehilangan terkait interlock meningkat seiring dengan jumlah pasak dan kepadatan pasangan yang saling mengunci. Lebih banyak poin dapat meningkatkan retensi. Mereka juga dapat mengubah peningkatan kehilangan yang dapat dikelola menjadi buruk.
3. Parameter proses adalah bagian dari desain magnetik
Untuk interlocking, kedalaman emboss, jarak bebas, dan kondisi ujung pahat, semuanya memengaruhi hasil. Dalam satu studi 0,5 mm, kedalaman emboss yang tepat bervariasi dari 0,36 mm untuk 0,39 mm tergantung pada lembaran, dan kualitas penumpukan menurun ketika jarak bebas terlampaui 4% dari ketebalan lembaran. Itu bukan sensitivitas yang kecil.
4. Anil dapat memulihkan sebagian dari kerusakan
Tinjau laporan kerja yang melaporkan bahwa anil pasca-penggabungan menurunkan kehilangan inti dan meningkatkan kinerja magnetik. Ini tidak akan menghilangkan semua penalti geometri. Namun, proses ini dapat mengurangi bagian penalti yang disebabkan oleh tegangan yang cukup berarti.
Apa yang harus ditanyakan sebelum menyetujui salah satu metode
Jika Anda menulis RFQ, FMEA proses, atau daftar periksa tinjauan desain, tanyakan hal-hal ini:
a peta gabungan di atas peta fluks, bukan hanya gambar CAD dari tumpukan;
diukur delta kehilangan inti versus tumpukan referensi yang longgar atau yang digabungkan secara minimal;
untuk meraih kemenangan, yang divalidasi jendela kedalaman, jendela jarak bebas, dan rencana kompensasi keausan alat;
untuk memukau, yang jumlah lubang, diameter lubang, dan bukti bahwa lubang berada di daerah dengan fluks rendah;
data mekanis dinyatakan sebagai kasus beban ditambah mode kegagalan, bukan nada “cukup kuat” yang umum.
Poin terakhir adalah di mana banyak pilihan yang buruk bertahan lebih lama dari yang seharusnya.
PERTANYAAN YANG SERING DIAJUKAN
Apakah memukau selalu lebih baik untuk kekuatan mekanis?
Tidak selalu, tetapi biasanya merupakan pilihan yang lebih konservatif ketika tumpukan harus tahan terhadap penanganan, penggulungan, penyisipan, atau getaran tanpa bergantung pada jendela pembentukan yang sempit. Kajian tentang metode penyambungan menggambarkan interlocking sebagai metode yang efisien tetapi terbatas pada penyerapan gaya mekanis yang rendah.
Apakah mencengkeram selalu lebih merugikan kinerja magnetis daripada memukau?
Pola interlock yang jarang dan ditempatkan dengan baik dapat mengungguli tata letak lubang yang buruk. Namun, begitu kerapatan interlock meningkat, atau geometri pasangan menciptakan loop konduktif, penalti kerugian dapat bertambah lebih cepat daripada yang diperkirakan banyak insinyur. Dalam sebuah penelitian, tata letak interlock yang padat mencapai +40.9% kehilangan zat besi di 1,0 T, 50 Hz.
Apa pilihan magnet yang paling bersih: lubang atau interlock?
Tidak ada yang bersih. Pengikatan hanya dengan lubang dalam satu studi inti bertumpuk menambahkan sekitar 6.2% kehilangan zat besi di 1,0 T, 50 Hz. Formasi Dowel saja menambahkan sekitar 9.1%, dan batang kayu yang digabungkan sekitar 13.1%. Hal itu tidak membuat pemukau secara universal menjadi lebih baik. Hal ini menunjukkan mengapa lubang kecil dengan fluks rendah sering kali lebih mudah dikendalikan secara magnetis daripada interlock yang padat di daerah aktif.
Seberapa sensitifkah clinching terhadap perkakas dan penyiapan?
Sangat. Untuk 0,5 mm lembar dalam satu penelitian, tidak ada sambungan permanen yang terbentuk di bawah kira-kira 70-75% kedalaman timbul, dan kualitas penumpukan menjadi buruk ketika jarak bebas melebihi 4% dari ketebalan lembaran. Keausan alat juga mengubah jendela kedalaman yang dapat digunakan.
Di mana paku keling atau lubang harus ditempatkan?
Sejauh mungkin dari jalur fluks tinggi yang dimungkinkan oleh desain mekanis. Baik panduan penjepitan maupun studi kehilangan lubang pin menunjukkan cara yang sama: penempatan fluks yang lebih rendah mengurangi penalti kehilangan.
Dapatkah anil pasca-proses menyelamatkan pilihan penggabungan yang buruk?
Ya, ini dapat memulihkan sebagian dari kerusakan yang berhubungan dengan stres. Ini tidak dapat sepenuhnya menghapus geometri yang buruk atau jalur hubung singkat konduktif yang dibuat oleh sambungan itu sendiri. Pikirkan anil sebagai pengurangan kerusakan, bukan pengampunan.
Jawaban akhir, tanpa lindung nilai
Jika program Anda dibatasi oleh risiko mekanis, memukau biasanya merupakan jawaban yang lebih aman.
Jika program Anda dibatasi oleh hasil produksi dan manufaktur terintegrasi, clinching sering kali merupakan jawaban yang lebih baik.
Jika program Anda dibatasi oleh efisiensi pada frekuensi yang lebih tinggi, hati-hati dengan kerapatan dan tata letak pasangan sebelum Anda mempercayai prosesnya, hanya karena terlihat elegan pada gambar cetakan.
Itulah perdagangan yang sebenarnya. Bukan kekuatan versus kerugian secara abstrak. Margin retensi versus kerusakan magnetik, dalam kondisi produksi aktual.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.