Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Pengelasan Tumpukan Laminasi Motor (Laser vs TIG): Cara Menghindari Distorsi Tanpa Mengorbankan Performa Inti
Jika distorsi adalah masalahnya, mulailah dari sini: memotong masukan panas, menjepit tumpukan secara lebih merata, dan berhenti menjalankan lebih banyak pengelasan daripada yang sebenarnya dibutuhkan oleh sambungan. Untuk sebagian besar tumpukan laminasi motor, pengelasan laser memberikan margin proses yang lebih luas daripada TIG ketika stabilitas dimensi dan kinerja magnetik penting pada saat yang sama, karena zona yang dipanaskan lebih kecil dan kerusakan lebih mudah dilokalisasi. TIG masih masuk akal jika kekuatan sambungan menjadi kendala utama, tetapi biasanya meminta harga termal yang lebih besar. Harga tersebut muncul sebagai tarikan, tegangan sisa, kerusakan lapisan, dan terkadang peningkatan yang tenang dalam kehilangan inti yang tidak terlihat sampai nanti.
Itulah jebakan yang sebenarnya dengan pengelasan tumpukan laminasi. Pengelasan yang terlihat kokoh secara mekanis masih bisa menjadi langkah yang merusak motor. Laminasi baja listrik yang tipis ada untuk membatasi arus pusar. Pengelasan, terutama ketika jahitannya terlalu panjang atau terlalu panas, dapat menghubungkan lapisan secara elektrik, merusak lapisan insulasi, dan menimbulkan tekanan lokal yang memperburuk perilaku magnetik. Beberapa penelitian tentang tumpukan baja listrik yang dilas melaporkan kehilangan besi yang lebih tinggi setelah pengelasan, dan efeknya cenderung meningkat seiring dengan bertambahnya wilayah yang dilas.
Jadi, tujuannya bukanlah “penetrasi maksimum” atau “manik-manik sekuat mungkin”. Tidak juga. Tujuannya adalah sambungan yang hanya cukup kuat, di dalam lokasi yang paling tidak berbahayadengan jejak termal terkecil yang dapat ditoleransi oleh aplikasi. Begitulah cara distorsi dikontrol sebelum menjadi masalah pengerjaan ulang.
Daftar Isi
Apa yang sebenarnya mengurangi distorsi dalam tumpukan laminasi
Sebelum masuk ke rincian proses, ini adalah tuas yang paling penting dalam praktiknya:
Input panas total yang lebih rendah per sambungan
Gunakan kompresi yang seragam di seluruh ketinggian tumpukan
Ganti jahitan kontinu yang panjang dengan las yang lebih pendek dan terdistribusi jika desainnya memungkinkan
Jauhkan pengelasan dari permukaan yang sangat pas, atau sisihkan jika perakitan rumah sangat ketat
Kontrol kualitas tumpukan sebelum pengelasan: gerinda, kondisi lapisan, kerusakan tepi, kerataan
Menilai keberhasilan berdasarkan geometri pasca-pengelasan dan kerusakan magnetik, bukan penampilan manik-manik saja
Daftar itu terdengar biasa saja. Seharusnya begitu. Distorsi pada tumpukan laminasi biasanya tidak disebabkan oleh satu kesalahan dramatis. Ini adalah akumulasi dari kesalahan-kesalahan yang lebih kecil. Panjang pengelasan yang terlalu panjang. Tekanan penjepit yang sedikit tidak merata. Jahitan yang ditempatkan di tempat yang pas dengan rumah tidak memiliki pengampunan. Kemudian tumpukan itu menarik.
Mengapa tumpukan laminasi mudah sekali terdistorsi
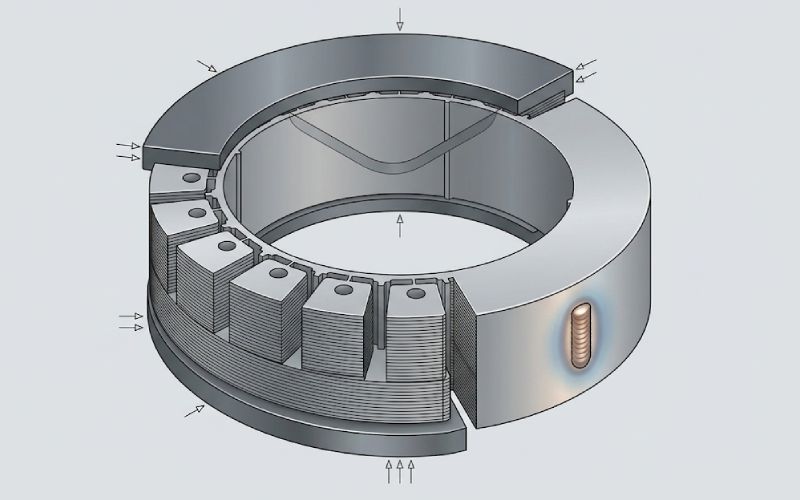
Tumpukan laminasi bukanlah cincin atau batang padat. Tumpukan ini berperilaku seperti struktur berlapis dengan antarmuka kecil, celah kecil, variasi ketebalan lapisan, gerinda, dan perubahan kekakuan lokal dari satu lembar ke lembar lainnya. Panaskan satu sisi dan tumpukan tidak merespons sebagai satu blok yang bersih. Beberapa laminasi bergerak. Beberapa jembatan. Beberapa tetap disematkan oleh perlengkapan sementara lapisan yang berdekatan menyusut secara berbeda selama pendinginan. Hasilnya biasanya berupa tarikan lokal, pertumbuhan tinggi jahitan OD, busur, runout, atau puntiran. Tegangan sisa juga merupakan bagian dari cerita itu, dan dalam baja listrik, tegangan sisa berpengaruh dua kali: satu kali untuk bentuk, satu kali untuk kinerja magnetik.
Ada masalah lain. Pengelasan tidak hanya menyatukan laminasi secara mekanis. Pengelasan juga mengubah kondisi kelistrikan dan metalurgi di dekat lapisan. Pelapis dapat mengalami degradasi. Resistansi interlaminar bisa turun. Jahitan dapat bertindak seperti tepi yang terhubung secara elektrik. Pekerjaan tinjauan terbaru pada penyambungan inti stator menunjukkan bahwa lapisan yang dilas sering ditempatkan pada diameter luar dan bahkan mungkin memerlukan ceruk karena geometri jahitan dapat mengganggu perakitan press-fit atau shrink-fit di kemudian hari ke dalam rumahan. Itu bukan gangguan kosmetik. Ini adalah masalah produksi.
Laser vs TIG untuk pengelasan tumpukan laminasi motor
Pengelasan laser
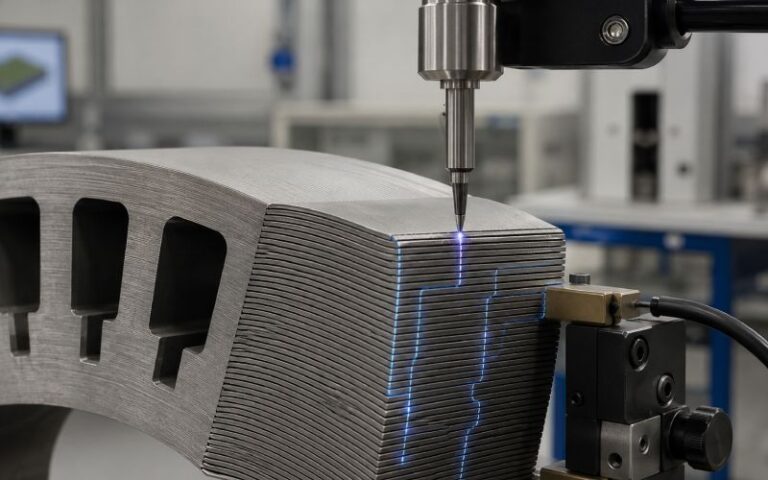
Pengelasan laser biasanya merupakan standar yang lebih aman untuk tumpukan laminasi apabila risiko utamanya adalah distorsi, kerusakan lapisan, dan hilangnya properti magnetik. Alasannya sangat mudah: energi lebih terkonsentrasi, zona yang terpengaruh panas lebih kecil, dan lapisannya dapat dijaga agar tetap sempit. Penelitian komparatif pada baja listrik laminasi telah menemukan bahwa pengelasan laser umumnya mempertahankan sifat magnetik lebih baik daripada TIG, bahkan ketika TIG menghasilkan sambungan yang lebih kuat. Pendekatan laser berdenyut juga dapat mengurangi peningkatan kehilangan besi dibandingkan dengan kondisi laser kontinu yang lebih agresif secara termal, asalkan parameternya tetap berada dalam rentang yang stabil.
Bukan berarti laser secara otomatis aman. Jahitan laser yang terlalu dalam, terlalu panjang, terlalu kontinu, atau terlalu dekat dengan permukaan yang sangat pas masih bisa menarik tumpukan dan masih menciptakan zona rusak yang sangat besar. Margin proses lebih luas, ya. Itu tidak tak terbatas.
Pengelasan TIG
Pengelasan TIG dapat bermanfaat ketika persyaratan kekuatan sambungan tinggi, volume produksi lebih rendah, atau rute proses sudah ditetapkan dan dikontrol dengan baik. Namun untuk tumpukan laminasi, TIG biasanya membuat kontrol distorsi menjadi lebih sulit karena input termal lebih luas dan zona leleh kurang terlokalisasi. Studi yang membandingkan laser dan TIG pada baja listrik yang tidak berorientasi telah menunjukkan penurunan yang lebih besar dalam kinerja magnetik dengan TIG, bahkan ketika kekuatan sambungan las lebih tinggi. Pertukaran itu penting. Sambungan yang kuat tidak cukup jika tumpukan menjadi lebih sulit untuk dirakit atau kurang efisien dalam layanan.
Jadi, pilihan prosesnya sering kali sederhana:
Jika stabilitas dimensi dan kerusakan magnetik menjadi perhatian utama, mulailah dengan laser.
Jika kekuatan sendi mendominasi dan produk dapat menyerap penalti termal yang lebih besar, TIG mungkin masih dapat diterapkan, tetapi perlu disiplin yang lebih ketat pada ukuran manik-manik, urutan, dan pengekangan.
Jendela proses nyata untuk kontrol distorsi
Di sinilah banyak artikel teknis menjadi tidak jelas. Mereka berbicara tentang “mengoptimalkan parameter” dan berhenti sampai di situ. Itu tidak cukup. Jendela proses yang berguna untuk pengelasan tumpukan laminasi harus menghubungkan empat hal: kondisi bagian, variabel pengelasan, target geometri, dan pemeriksaan pelepasan.
1. 1. Tentukan kondisi bagian terlebih dahulu
Sebelum pengaturan pengelasan dipilih, kunci input ini:
bahan dan ketebalan laminasi
tinggi tumpukan
diameter luar dan permukaan yang pas
jenis dan kondisi lapisan isolasi
tingkat duri dan kualitas tepi
fungsi sambungan yang diperlukan: hanya penanganan, retensi perakitan, transfer torsi, atau sesuatu yang lebih berat
Tanpa ini, apa yang disebut jendela parameter hanyalah tebakan. Tata letak pengelasan yang sama yang tidak berbahaya pada tumpukan yang lebih pendek dan lebih tebal dapat menjadi terlalu agresif pada tumpukan yang tinggi dengan laminasi yang lebih tipis.
2. Mengontrol variabel pengelasan yang benar-benar menggerakkan tumpukan
Untuk distorsi, variabel prioritas tidaklah misterius:
total masukan panas per pengelasan
panjang jahitan
jumlah jahitan
jarak jahitan
kedalaman penetrasi
pola perjalanan atau strategi pulsa
keseragaman gaya penjepit di seluruh tumpukan
Penelitian tentang laser spot dan pengelasan jahitan baja listrik mendukung arah yang sama: zona panas yang lebih kecil dan input energi yang lebih terkontrol cenderung mengurangi distorsi mekanis dan kerusakan magnetik, sementara area manik yang berlebihan atau pengelasan kontinu yang agresif cenderung meningkatkan kehilangan besi dan efek stres.
3. Tetapkan target geometris, bukan hanya pengaturan pengelasan
Jendela proses kontrol distorsi tidak lengkap kecuali jika menyertakan target penerimaan setelah pengelasan. Dalam praktiknya, hal ini berarti menentukan batas-batas:
kerataan
total kehabisan yang ditunjukkan
Ketinggian jahitan OD yang membanggakan
tarikan lokal di dekat lasan
tumpukan kuadrat
risiko interferensi yang sesuai dengan perumahan
Hal ini penting, karena dua bagian dapat memiliki lasan yang tampak serupa dan perilaku perakitan yang sangat berbeda. Yang satu masuk ke dalam housing. Yang satu tersangkut pada jahitan dan memaksa operasi sekunder.
4. Menambahkan pemeriksaan magnetik dan listrik di mana aplikasi membutuhkannya
Jika desain motor sensitif terhadap rugi-rugi stator, maka pelepasan pasca-las tidak boleh bergantung pada geometri saja. Tambahkan pemeriksaan seperti:
resistensi interlaminar atau pemeriksaan integritas isolasi
tinjauan penampang melintang dari ukuran zona yang terkena dampak
perbandingan kehilangan inti terhadap referensi yang tidak dilas atau disetujui
pengujian sambungan yang merusak pada interval pengambilan sampel yang ditentukan
Studi pengelasan pada baja listrik secara konsisten menunjukkan bahwa area sambungan, tingkat keparahan termal, dan tegangan sisa dapat mengubah kehilangan besi secara terukur. Itulah mengapa sambungan yang dapat diterima secara visual tidaklah cukup.
Di mana distorsi biasanya dimulai, dan apa yang harus diubah pertama kali
Gejala setelah pengelasan
Kemungkinan besar pengemudi
Apa artinya biasanya
Koreksi pertama yang harus dicoba
Tumpukan membungkuk atau menarik ke satu sisi
Masukan panas terlalu tinggi atau urutannya tidak seimbang
Penyusutan terakumulasi dalam satu arah
Memperpendek panjang jahitan, membagi pola pengelasan, menyeimbangkan kembali urutan
Jahitan OD duduk dengan bangga dan mengganggu perakitan
Volume jahitan terlalu besar atau jahitan ditempatkan pada permukaan yang tidak pas
Geometri manik melebihi toleransi kesesuaian
Kurangi volume las, ceruk las, pindahkan las dari permukaan yang pas
Pengangkatan lapisan lokal atau kedalaman lapisan yang tidak konsisten
Tekanan penjepit tidak merata
Laminasi bergerak selama pengelasan
Meningkatkan kontak perlengkapan dan menyamakan kompresi melalui ketinggian tumpukan
Kekuatan sambungan yang baik tetapi kinerja inti yang lebih buruk
Zona yang dilas terlalu besar atau terlalu terhubung secara elektrik
Kerusakan magnetik melebihi manfaat mekanis
Kurangi area manik, kurangi penetrasi, ganti las kontinu dengan sambungan terdistribusi yang lebih pendek
Pori-pori, perpaduan yang tidak menentu, atau percikan
Kondisi tepi yang buruk atau kontaminasi lapisan di zona pengelasan
Tumpukan yang masuk tidak stabil sebelum pengelasan dimulai
Bagian terlihat lurus dalam keadaan bebas tetapi bergeser selama pemasangan housing
Lokasi pengelasan dan geometri jahitan tidak sesuai dengan perakitan hilir
Jahitan menciptakan gangguan perakitan atau konsentrasi tegangan lokal
Tinjau penempatan las, ketinggian kebanggaan, dan urutan pemasangan
Tabel ini bukan pengganti pengujian. Ini adalah jalan pintas keputusan. Kontrol distorsi biasanya lebih cepat membaik ketika respons pertama adalah tentang panas, tata letak, dan pengekangan, bukan penyesuaian kosmetik.
Aturan tata letak las yang biasanya bekerja lebih baik
Jaga agar jahitan tetap pendek
Panduan pengendalian distorsi umum dalam pengelasan telah konsisten selama bertahun-tahun: gunakan volume las minimum yang masih memenuhi persyaratan sambungan, dan hindari pengelasan yang panjang ketika pengelasan yang lebih pendek dapat dilakukan. Untuk tumpukan laminasi, kasus ini bahkan lebih kuat karena jahitan yang panjang menciptakan jalur penyusutan yang panjang dan zona magnetik yang rusak yang lebih besar pada saat yang bersamaan.
Mendistribusikan pengekangan
Jika desain memungkinkan beberapa pengelasan pendek dan bukannya satu pengelasan kontinu, itu sering kali merupakan arah yang lebih baik. Strategi spot atau short-seam terdistribusi dapat mengurangi konsentrasi penyusutan dan membatasi jalur yang terhubung secara elektrik di sepanjang tepi tumpukan. Dalam studi penyambungan baja elektrik, pola semacam ini telah dieksplorasi secara khusus untuk mengurangi penalti yang timbul akibat area las yang lebih besar.
Letakkan lasan di tempat yang dapat ditinggali oleh produk
Pengelasan dengan diameter luar adalah hal yang umum karena membuat daerah gigi yang aktif tidak terlalu terganggu dan lebih mudah diakses. Tetapi umum tidak sama dengan tidak berbahaya. Jika tumpukan masuk ke dalam rumah yang ketat, jahitan yang menonjol pada OD dapat menimbulkan masalah kecocokan langsung. Pekerjaan tinjauan terbaru mencatat bahwa penempatan las tersembunyi sering digunakan untuk alasan ini.
Fixturing lebih penting daripada yang diakui oleh banyak orang
Tumpukan yang tidak dikompresi secara seragam sebelum pengelasan sudah setengah jalan menuju distorsi. Kedengarannya jelas. Namun, masih saja terlewatkan.
Perlengkapan ini harus melakukan tiga hal sekaligus:
menahan setiap laminasi pada posisinya
menjaga tekanan secara wajar bahkan melalui ketinggian tumpukan
hindari menciptakan tekanan lokal baru yang membengkokkan bagian bahkan sebelum pengelasan dimulai
Pekerjaan eksperimental pada pengelasan titik laser pada laminasi baja listrik menunjukkan bahwa tekanan kontak yang sederhana namun stabil dapat cukup untuk menjaga lamela tetap terpasang selama penyambungan. Pelajarannya bukanlah angka tekanan universal. Pelajarannya adalah bahwa keseragaman penting. Perlengkapan yang menjepit dengan keras di satu zona dan nyaris tidak menyentuh zona lainnya akan menimbulkan pembentukan lapisan dan pergerakan lapisan yang tidak konsisten.
Langkah persiapan tumpukan yang terus diremehkan
Jangan memperlakukan pengelasan sebagai tahap yang memperbaiki persiapan tumpukan yang buruk. Jarang sekali.
Jika gerinda berlebihan, jika lapisan rusak, jika tepi kotor, atau jika kerataan laminasi tidak stabil, kolam las menjadi kurang dapat diprediksi dan kemungkinan penghubung interlaminar yang tidak diinginkan meningkat. Produk degradasi lapisan juga dapat menyebabkan porositas dan cacat jahitan lainnya. Pada saat hal ini muncul pada pengelasan, akar penyebabnya biasanya berasal dari hulu.
Aturan yang lebih bersih adalah ini: lasan yang stabil dimulai dengan tumpukan yang stabil. Hal ini berarti mengontrol kualitas laminasi yang masuk, perataan tumpukan, arah duri, dan kompresi pra-las sebelum busur atau balok dimulai.
Inspeksi: cara mengetahui bahwa lasan dapat diterima
Lasan tumpukan laminasi tidak boleh dilepaskan hanya karena “terlihat bersih”. Itu adalah standar yang terlalu lemah.
Rutinitas pemeriksaan yang lebih kuat memeriksa empat lapis bukti:
Geometri
Ukur kerataan, runout, tumpukan kuadrat, tinggi bangga jahitan OD, dan tarikan lokal di dekat las.
Kondisi metalurgi
Tinjau bagian sampel yang disetujui untuk mengonfirmasi kedalaman penetrasi aktual, ukuran zona yang terpengaruh, dan apakah fusi lebih besar dari yang dimaksudkan.
Kondisi listrik dan magnet
Jika kinerja sensitif, verifikasi kondisi insulasi interlaminar dan bandingkan kehilangan inti terhadap kondisi referensi atau sampel kontrol.
Retensi mekanis
Jalankan uji destruktif yang ditentukan atau pemeriksaan retensi pada frekuensi pengambilan sampel yang praktis, berdasarkan pekerjaan las yang sebenarnya.
Ini adalah poin yang dilewatkan oleh banyak tim. Kemudian mereka menghabiskan waktu untuk menyelesaikan “variasi perakitan” atau “penurunan efisiensi yang tidak terduga” seolah-olah itu adalah masalah yang terpisah. Terkadang mereka tidak terpisah sama sekali. Mereka mulai dari pengelasan.
Kesalahan umum dalam pengelasan tumpukan laminasi motor
Kesalahan 1: memilih las terkuat alih-alih las yang dapat diterima dan paling tidak berbahaya
Logika itu bekerja untuk banyak bagian yang dibuat. Di sini, logika itu kurang berfungsi dengan baik.
Kesalahan 2: menyebutnya sebagai jendela proses tanpa mendefinisikan batas geometri pasca-pengelasan
Pengaturan saja tidak dapat melindungi komponen.
Kesalahan 3: menggunakan jahitan kontinu karena terlihat kuat
Mereka sering terlihat kuat. Mereka juga memusatkan penyusutan dan memperbesar zona yang rusak.
Kesalahan 4: Mengabaikan kesesuaian housing selama desain pengelasan
Jahitan yang bertahan dari pengelasan tetapi bertabrakan selama penyisipan bukanlah jahitan yang baik.
Kesalahan 5: Memperlakukan TIG dan laser sebagai sesuatu yang dapat dipertukarkan
Sebenarnya tidak. Perilaku termalnya berbeda, dan risiko distorsi pun berbeda.
PERTANYAAN YANG SERING DIAJUKAN
Apakah laser selalu lebih baik daripada TIG untuk pengelasan tumpukan laminasi?
Tidak selalu. Tetapi ketika risiko utama adalah distorsi, tegangan sisa, atau kehilangan properti magnetik, laser biasanya merupakan titik awal yang lebih baik karena dapat melokalisasi energi secara lebih efektif dan mengurangi zona yang terpengaruh. Studi komparatif pada laminasi baja listrik menemukan bahwa TIG dapat menghasilkan sambungan yang lebih kuat sekaligus menyebabkan degradasi magnetik yang lebih besar.
Dapatkah pengelasan yang lebih kuat meningkatkan kerugian motor?
Ya. Pada tumpukan laminasi, pengelasan yang lebih besar atau lebih parah dapat meningkatkan zona yang rusak, mengurangi integritas insulasi antar laminasi, dan meningkatkan kehilangan besi. Lebih banyak pengelasan tidak secara otomatis lebih baik. Hal ini dapat meningkatkan retensi sekaligus merugikan efisiensi.
Haruskah saya menggunakan satu las kontinu atau beberapa las pendek?
Jika desain memungkinkan, beberapa las pendek atau titik las terdistribusi sering kali lebih baik untuk kontrol distorsi daripada satu jahitan panjang yang terus menerus. Alasannya sederhana: penyusutan yang tidak terlalu terkonsentrasi, lebih sedikit tepi yang rusak, dan kontrol yang lebih baik terhadap pergerakan tumpukan selama pendinginan.
Apakah tekanan penjepit benar-benar penting?
Ya. Penjepitan yang tidak merata memungkinkan pergerakan lembaran lokal selama pengelasan, dan hal tersebut dapat menghasilkan penetrasi yang tidak konsisten, ketidakteraturan jahitan, dan tarikan pasca-pengelasan. Kompresi yang stabil dan seragam adalah salah satu cara termurah dan paling efektif untuk mengurangi distorsi sebelum pengelasan dimulai.
Ini dapat meningkatkan dimensi. Ini tidak memulihkan isolasi yang rusak atau menghilangkan efek tegangan sisa yang mungkin sudah memengaruhi kinerja magnetik. Jadi, pelurusan dapat bermanfaat, tetapi bukan perbaikan penuh untuk kerusakan pengelasan pada tumpukan baja listrik.
Apa yang harus diperiksa sebelum menyetujui tumpukan yang dilas untuk penggunaan produksi?
Minimal: geometri, tinggi jahitan, runout, ukuran fusi, kekuatan retensi, dan jika relevan, kondisi insulasi listrik atau perilaku kehilangan inti dibandingkan dengan referensi. Manik-manik yang terlihat bagus saja tidak cukup.
Kesimpulan akhir
Untuk menghindari distorsi pada pengelasan tumpukan laminasi motor, jangan mulai dengan manik las. Mulailah dengan tumpukan, perlengkapan, dan anggaran panas.
Gunakan laser secara default ketika Anda membutuhkan jejak termal yang lebih kecil. Gunakan TIG dengan hati-hati ketika karakteristik sambungannya benar-benar dibutuhkan dan bagian tersebut dapat menyerap efek termal yang lebih besar. Jaga agar jahitan tetap pendek. Sebarkan jika memungkinkan. Jepit tumpukan secara merata. Lindungi permukaan yang sangat pas. Kemudian verifikasi hasilnya dengan pemeriksaan geometri dan kinerja, bukan penampilan saja.
Itulah aturan praktis di balik sebagian besar pengelasan tumpukan laminasi yang sukses. Itu bukan pengelasan terbesar. Mereka adalah yang paling terkontrol.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.