Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

Wenn die Verzerrung das Problem ist, beginnen Sie hier: die Wärmezufuhr zu reduzieren, den Stapel gleichmäßiger zu spannen und nicht mehr zu schweißen, als die Verbindung tatsächlich benötigt. Für die meisten Motorlamellenstapel, Das Laserschweißen bietet einen größeren Verarbeitungsspielraum als das WIG-Schweißen, wenn es gleichzeitig auf die Maßhaltigkeit und die magnetische Leistung ankommt, da die erwärmte Zone kleiner ist und die Beschädigung leichter zu lokalisieren ist. Das WIG-Schweißen kann immer noch sinnvoll sein, wenn die Festigkeit der Verbindung die Hauptbedingung ist, aber es erfordert in der Regel einen höheren thermischen Preis. Dieser Preis zeigt sich in Form von Zug, Eigenspannung, Beschichtungsschäden und manchmal auch in einem leisen Anstieg des Kernverlusts, der erst später offensichtlich wird.
Das ist die eigentliche Falle beim Laminatschweißen. Eine Schweißnaht, die mechanisch solide aussieht, kann immer noch der Schritt sein, der den Motor beschädigt. Dünne Elektrostahlbleche sind dazu da, Wirbelströme zu begrenzen. Das Schweißen, insbesondere wenn die Naht zu lang oder zu heiß ist, kann die Schichten elektrisch verbinden, die Isolationsbeschichtung beschädigen und lokale Spannungen erzeugen, die das magnetische Verhalten verschlechtern. Mehrere Studien über geschweißte Elektroblechpakete berichten von höheren Eisenverlusten nach dem Schweißen, und der Effekt nimmt tendenziell zu, je größer der geschweißte Bereich ist.
Das Ziel ist also nicht “maximale Penetration” oder “die stärkstmögliche Perle”. Nicht wirklich. Das Ziel ist eine Verbindung, die gerade stark genug, in der am wenigsten schädlicher Standort, mit dem kleinster thermischer Fußabdruck die die Anwendung tolerieren kann. Auf diese Weise wird der Verzug kontrolliert, bevor er zu einem Nachbearbeitungsproblem wird.
Bevor wir uns mit den Einzelheiten des Prozesses befassen, seien hier die wichtigsten Hebel in der Praxis genannt:
Diese Liste klingt einfach. Das sollte sie auch. Verzerrungen in Laminierungsstapeln werden in der Regel nicht durch einen einzigen dramatischen Fehler verursacht. Es ist die Anhäufung von kleineren Fehlern. Ein bisschen zu viel Schweißnahtlänge. Ein wenig ungleichmäßiger Klemmdruck. Eine Naht, die an einer Stelle platziert wurde, an der das Gehäuse nicht verzeihlich ist. Dann reißt der Stapel.

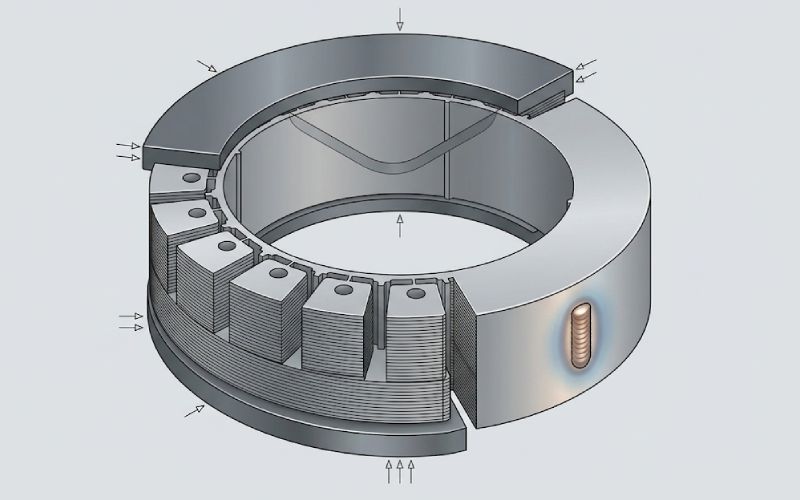
Ein Laminatstapel ist kein massiver Ring oder eine massive Stange. Er verhält sich wie eine geschichtete Struktur mit winzigen Grenzflächen, kleinen Lücken, unterschiedlichen Schichtdicken, Graten und lokalen Steifigkeitsänderungen von Blech zu Blech. Erhitzt man eine Kante, reagiert der Stapel nicht mehr wie ein sauberer Block. Einige Laminate bewegen sich. Einige überbrücken. Einige bleiben in der Halterung stecken, während benachbarte Schichten beim Abkühlen unterschiedlich schrumpfen. Das Ergebnis ist in der Regel ein lokaler Zug, eine Zunahme der OD-Nahthöhe, ein Bogen, ein Rundlauf oder eine Verdrehung. Eigenspannungen sind ebenfalls ein Teil dieser Geschichte, und bei Elektrostahl spielen sie eine doppelte Rolle: einmal für die Form und einmal für die magnetische Leistung.
Es gibt noch einen weiteren Aspekt. Beim Schweißen werden die Bleche nicht nur mechanisch verbunden. Es verändert auch den elektrischen und metallurgischen Zustand in der Nähe der Naht. Beschichtungen können sich verschlechtern. Der interlaminare Widerstand kann sinken. Die Naht kann sich wie eine elektrisch verbundene Kante verhalten. Jüngste Untersuchungen zum Fügen von Statorkernen zeigen, dass Schweißnähte oft am Außendurchmesser angebracht werden und sogar eine Aussparung benötigen, da die Nahtgeometrie beim späteren Einpressen oder Einschrumpfen in ein Gehäuse stören kann. Das ist kein kosmetisches Ärgernis. Es ist ein Produktionsproblem.
Das Laserschweißen ist in der Regel der sicherere Standard für Laminatstapel, wenn die Hauptrisiken Verformung, Beschädigung der Beschichtung und Verlust der magnetischen Eigenschaften sind. Der Grund dafür ist einfach: Die Energie ist konzentrierter, die Wärmeeinflusszone ist kleiner, und die Naht kann schmal gehalten werden. Vergleichsarbeiten an lamelliertem Elektrostahl haben ergeben, dass beim Laserschweißen die magnetischen Eigenschaften im Allgemeinen besser erhalten bleiben als beim WIG-Schweißen, auch wenn WIG stärkere Verbindungen erzeugt. Gepulste Laserverfahren können auch den Anstieg des Eisenverlusts im Vergleich zu thermisch aggressiveren kontinuierlichen Laserbedingungen verringern, sofern die Parameter innerhalb eines stabilen Fensters bleiben.
Das bedeutet nicht, dass der Laser automatisch sicher ist. Eine Lasernaht, die zu tief, zu lang, zu durchgängig oder zu nahe an einer kritischen Passfläche ist, kann immer noch den Stapel ziehen und eine übergroße beschädigte Zone erzeugen. Die Prozessmarge ist größer, ja. Er ist aber nicht unendlich.
WIG-Schweißen kann sinnvoll sein, wenn die Anforderungen an die Verbindungsfestigkeit hoch sind, das Produktionsvolumen geringer ist oder der Prozessablauf bereits etabliert und gut kontrolliert ist. Bei Blechpaketen erschwert das WIG-Schweißen jedoch in der Regel die Verzugskontrolle, da der Wärmeeintrag breiter ist und die Schmelzzone weniger lokalisiert ist. Studien zum Vergleich von Laser- und WIG-Verfahren bei nicht orientierten Elektrostählen haben gezeigt, dass die magnetische Leistung beim WIG-Verfahren stärker abnimmt, selbst wenn die Festigkeit der Schweißverbindung höher war. Dieser Kompromiss ist wichtig. Eine starke Verbindung reicht nicht aus, wenn der Stapel schwieriger zu montieren oder im Betrieb weniger effizient ist.
Die Wahl des Verfahrens ist also oft einfach:
In diesem Punkt bleiben viele technische Artikel vage. Sie sprechen von “Optimierung der Parameter” und belassen es dabei. Das ist nicht genug. Ein sinnvolles Prozessfenster für das Laminatstapelschweißen sollte vier Dinge miteinander verbinden: Bauteilzustand, Schweißvariablen, Geometrieziele und Freigabeprüfungen.
Bevor irgendwelche Schweißeinstellungen gewählt werden, müssen diese Eingänge gesperrt werden:
Ohne diese ist ein so genanntes Parameterfenster reine Spekulation. Die gleiche Schweißnahtanordnung, die bei einem kürzeren, dickeren Stapel harmlos ist, kann bei einem hohen Stapel mit dünneren Lamellen zu aggressiv sein.
Bei der Verzerrung sind die Prioritätsvariablen nicht geheimnisvoll:
Die Forschungen zum Laserpunkt- und -nahtschweißen von Elektrostahl gehen in die gleiche Richtung: Kleinere Heizzonen und ein kontrollierterer Energieeintrag verringern tendenziell sowohl den mechanischen Verzug als auch die magnetische Schädigung, während ein zu großer Raupenbereich oder ein aggressives kontinuierliches Schweißen tendenziell den Eisenverlust und die Spannungseffekte erhöht.
Ein Prozessfenster für die Verzugskontrolle ist unvollständig, wenn es keine Abnahmeziele nach dem Schweißen enthält. In der Praxis bedeutet dies die Festlegung von Grenzwerten für:
Das ist wichtig, denn zwei Teile können ähnlich aussehende Schweißnähte haben und sich beim Zusammenbau sehr unterschiedlich verhalten. Eines rutscht in das Gehäuse. Das andere bleibt an der Naht hängen und erzwingt eine zweite Operation.
Wenn die Motorkonstruktion empfindlich auf Statorverluste reagiert, sollte die Freigabe nach dem Schweißen nicht allein von der Geometrie abhängen. Fügen Sie Prüfungen hinzu wie:
Schweißstudien an Elektrostahl zeigen immer wieder, dass die Verbindungsfläche, die thermische Belastung und die Restspannung den Eisenverlust messbar verändern können. Aus diesem Grund reicht eine optisch akzeptable Naht nicht aus.
| Symptom nach dem Schweißen | Wahrscheinlichster Treiber | Was es normalerweise bedeutet | Erste Korrektur zu versuchen |
|---|---|---|---|
| Stapeln Sie Schleifen oder Zugbänder auf eine Seite | Die Wärmezufuhr ist zu hoch oder die Sequenz ist unausgeglichen | Schrumpfung akkumuliert sich in einer Richtung | Kürzung der Nahtlänge, Aufteilung des Schweißmusters, Neuausrichtung der Reihenfolge |
| Die OD-Naht steht über und behindert die Montage | Das Nahtvolumen ist zu groß oder die Naht befindet sich auf einer kritischen Passformfläche | Die Wulstgeometrie überschreitet die Passungstoleranz | Verringern des Schweißvolumens, Aussparen der Schweißnaht, Entfernen der Schweißnaht von der Passfläche |
| Lokale Lagenanhebung oder uneinheitliche Nahttiefe | Klammerdruck ist ungleichmäßig | Lamellen bewegen sich beim Schweißen | Verbessern Sie den Kontakt zwischen den Vorrichtungen und gleichen Sie die Kompression durch die Stapelhöhe aus. |
| Gute Gelenkkraft, aber schlechtere Kernleistung | Die geschweißte Zone ist zu groß oder zu elektrisch verbunden | Magnetische Schäden sind größer als der mechanische Nutzen | Verkleinerung der Raupenfläche, Verringerung des Eindringens, Ersetzen durchgehender Schweißnähte durch kürzere, verteilte Verbindungen |
| Poren, unregelmäßiges Schmelzen oder Spritzer | Schlechte Kantenbeschaffenheit oder Beschichtungsverunreinigung in der Schweißzone | Der einlaufende Stapel ist vor Beginn der Schweißung instabil | Kanten reinigen, Grate reduzieren, Stapelvorbereitung stabilisieren |
| Das Teil sieht im freien Zustand gerade aus, verschiebt sich aber beim Einsetzen des Gehäuses. | Schweißposition und Nahtgeometrie sind mit der nachfolgenden Montage nicht vereinbar | Die Naht erzeugt eine Montageüberschneidung oder eine lokale Spannungskonzentration | Überprüfen Sie die Platzierung der Schweißnähte, die Höhe der Überstände und die Reihenfolge des Einbaus. |
Diese Tabelle ist kein Ersatz für eine Prüfung. Sie ist eine Entscheidungshilfe. Die Verzerrungskontrolle verbessert sich in der Regel schneller, wenn die erste Reaktion etwa Wärme, Layout und Zurückhaltung, keine kosmetischen Korrekturen.
Die allgemeine Anleitung zur Verzugskontrolle beim Schweißen ist seit Jahren konsistent: Verwenden Sie das minimale Schweißvolumen, das die Anforderungen an die Verbindung noch erfüllt, und vermeiden Sie lange Schweißnähte, wenn kürzere ausreichen. Bei Blechpaketen gilt dies noch mehr, da eine lange Naht einen langen Schrumpfungspfad und gleichzeitig eine größere beschädigte magnetische Zone erzeugt.
Wenn die Konstruktion mehrere kurze Schweißnähte anstelle einer durchgehenden Schweißnaht zulässt, ist dies oft die bessere Richtung. Verteilte Punkt- oder Kurzschweißnähte können die Schrumpfungskonzentration verringern und den elektrischen Verbindungsweg entlang der Stapelkante begrenzen. In Studien zum Fügen von Elektrostahl wurde diese Art von Muster speziell untersucht, um die Nachteile größerer Schweißbereiche zu verringern.
Schweißnähte mit Außendurchmesser sind üblich, weil sie den aktiven Zahnbereich weniger stören und leichter zugänglich sind. Aber üblich ist nicht gleichbedeutend mit harmlos. Wenn der Stapel in ein enges Gehäuse eingebaut werden soll, kann eine überstehende Naht am Außendurchmesser zu Problemen bei der direkten Passung führen. Jüngste Untersuchungen zeigen, dass versenkte Schweißnähte häufig aus genau diesem Grund verwendet werden.
Ein Stapel, der vor dem Schweißen nicht gleichmäßig komprimiert wird, ist bereits auf halbem Weg zur Verformung. Das klingt offensichtlich. Trotzdem wird es übersehen.
Die Vorrichtung muss drei Dinge auf einmal tun:
Experimentelle Arbeiten zum Laserpunktschweißen von Elektrostahlblechen zeigen, dass ein geringer, aber stabiler Anpressdruck ausreichen kann, um die Lamellen während des Fügens zu fixieren. Die Lehre daraus ist nicht eine universelle Druckzahl. Die Lehre ist, dass Einheitlichkeit Angelegenheiten. Eine Vorrichtung, die in einem Bereich stark spannt und einen anderen kaum berührt, führt zu uneinheitlicher Nahtbildung und Lagenbewegung.
Betrachten Sie das Schweißen nicht als die Stufe, die eine schlechte Stapelvorbereitung behebt. Das ist selten der Fall.
Wenn die Grate zu stark sind, die Beschichtung beschädigt ist, die Kanten verschmutzt sind oder die Ebenheit der Schweißnaht nicht stabil ist, wird das Schweißbad weniger vorhersehbar und das Risiko unerwünschter Brückenbildung zwischen den Schichten steigt. Abbauprodukte der Beschichtung können auch zu Porosität und anderen Nahtdefekten beitragen. Bis sich dies an der Schweißnaht bemerkbar macht, ist die Ursache in der Regel bereits bekannt.
Eine sauberere Regel lautet wie folgt: eine stabile Schweißnaht beginnt mit einem stabilen Stapel. Das bedeutet, dass die Qualität der eingehenden Laminierung, die Stapelausrichtung, die Gratrichtung und die Kompression vor dem Schweißen kontrolliert werden müssen, bevor der Lichtbogen oder der Strahl überhaupt beginnt.
Eine Kaschierschweißung sollte nicht freigegeben werden, nur weil sie “sauber aussieht”. Das ist ein zu schwacher Maßstab.
Eine stärkere Inspektionsroutine prüft vier Ebenen von Beweisen:
Messen Sie die Ebenheit, den Rundlauf, die Rechtwinkligkeit des Stapels, die Höhe der Außennaht und alle lokalen Zugkräfte in der Nähe der Schweißnaht.
Überprüfen Sie die Abschnitte der genehmigten Proben, um die tatsächliche Eindringtiefe und die Größe der betroffenen Zone zu bestätigen und um festzustellen, ob die Verschmelzung größer als beabsichtigt ist.
Wenn die Leistung empfindlich ist, überprüfen Sie den Zustand der Zwischenlagenisolierung und vergleichen Sie den Kernverlust mit einem Referenzzustand oder einer Kontrollprobe.
Führen Sie definierte zerstörende Prüfungen oder Haltbarkeitskontrollen mit einer praktischen Stichprobenhäufigkeit durch, die sich an der tatsächlichen Aufgabe der Schweißnaht orientiert.
Dies ist der Punkt, den viele Teams übergehen. Dann verbringen sie Zeit damit, “Montageabweichungen” oder “unerwartete Effizienzeinbußen” zu lösen, als ob es sich dabei um separate Probleme handeln würde. Manchmal sind sie aber gar nicht getrennt. Sie begannen an der Schweißnaht.
Diese Logik funktioniert bei vielen gefertigten Teilen. Hier funktioniert sie weniger gut.
Die Einstellungen allein schützen das Teil nicht.
Sie sehen oft robust aus. Sie konzentrieren auch die Schrumpfung und vergrößern die beschädigte Zone.
Eine Naht, die das Schweißen übersteht, aber beim Einsetzen kollidiert, ist keine gute Naht.
Sie sind es nicht. Das thermische Verhalten ist anders, und das Verformungsrisiko ist anders.
Nicht immer. Aber wenn das Hauptrisiko Verformung, Eigenspannung oder der Verlust magnetischer Eigenschaften ist, ist der Laser in der Regel der bessere Ausgangspunkt, weil er die Energie effektiver lokalisieren und die betroffene Zone reduzieren kann. Vergleichende Studien an Elektrostahlblechen ergaben, dass WIG stärkere Verbindungen erzeugen kann, aber eine größere magnetische Beeinträchtigung verursacht.
Ja. Bei Lamellenstapeln können größere oder härtere Schweißnähte die beschädigte Zone vergrößern, die Isolationsintegrität zwischen den Lamellen verringern und den Eisenverlust erhöhen. Mehr Schweißnaht ist nicht automatisch besser. Sie kann die Rückhaltung verbessern, aber die Effizienz beeinträchtigen.
Wenn die Konstruktion es zulässt, sind mehrere kurze Schweißnähte oder verteilte Schweißpunkte für die Verzugskontrolle oft besser als eine lange durchgehende Naht. Der Grund dafür ist einfach: weniger konzentrierte Schrumpfung, weniger beschädigte Gesamtkanten und bessere Kontrolle darüber, wie sich der Stapel beim Abkühlen bewegt.
Ja. Ungleichmäßiges Spannen ermöglicht eine lokale Bewegung des Blechs während des Schweißens, was zu ungleichmäßigem Eindringen, unregelmäßigen Nähten und Verzug nach dem Schweißen führen kann. Eine stabile, gleichmäßige Kompression ist eine der billigsten und effektivsten Methoden, um Verzug zu reduzieren, bevor er entsteht.
Sie kann die Abmessungen verbessern. Die beschädigte Isolierung wird nicht wiederhergestellt, und Eigenspannungseffekte, die bereits die magnetische Leistung beeinflussen können, werden nicht beseitigt. Das Richten kann also nützlich sein, aber es ist keine vollständige Reparatur von Schweißschäden in Elektroblechpaketen.
Mindestens: Geometrie, Nahthöhe, Rundlauf, Schweißnahtgröße, Haltekraft und gegebenenfalls der Zustand der elektrischen Isolierung oder das Kernverlustverhalten im Vergleich zu einer Referenz. Ein gut aussehender Wulst ist nicht genug.
Um Verzug beim Schweißen von Motorblechen zu vermeiden, sollten Sie nicht mit der Schweißraupe beginnen. Beginnen Sie mit dem Paket, der Halterung und dem Wärmebudget.
Verwenden Sie Laser standardmäßig wenn Sie einen geringeren thermischen Fußabdruck benötigen. Verwenden Sie WIG sorgfältig wenn seine Verbindungseigenschaften wirklich benötigt werden und das Teil die größere Wärmewirkung aufnehmen kann. Halten Sie die Nähte kürzer. Spreizen Sie sie, wenn möglich. Klemmen Sie den Stapel gleichmäßig. Schützen Sie kritische Passflächen. Überprüfen Sie das Ergebnis anhand von Geometrie- und Leistungsprüfungen, nicht nur anhand des Aussehens.
Das ist die praktische Regel für die meisten erfolgreichen Lamellenschweißnähte. Es sind nicht die größten Schweißnähte. Sie sind die am besten kontrollierten.








