Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

Dünnes Elektroband wird vor allem aus einem Grund verwendet: Die geringere Dicke hilft, den Eisenverlust bei hohen Frequenzen zu verringern. In den veröffentlichten Motordaten wird der Übergang von 0,35 mm zu 0,30, 0,25 und 0,20 mm Klassen können den Eisenverlust im Hochfrequenzbereich um etwa 20% bis 40%, je nach Note und Testbedingungen. Dieser Gewinn ist real. Auch beim Stanzen kann es leicht zu Nachteilen kommen, wenn die Matrize die Kante quetscht, den Streifen anhebt oder schmale Brücken einknicken lässt. Stanzschäden wurden mit einem höheren Kernverlust und messbaren Leistungseinbußen nach dem Schneiden in Verbindung gebracht.
Dünnes Elektroband verformt sich nicht, weil es schwach ist. Nicht ganz. Es faltet sich, weil die Matrize im falschen Moment die Kontrolle über das Band verliert: vor dem Schnitt, beim Durchbruch oder beim Zurückziehen. Das Konstruktionsziel ist also einfach zu formulieren und schwieriger auszuführen. Halten Sie den Streifen flach. Führen Sie ihn. Halten Sie die Freigabe ruhig.
Eine dünnschichtige Matrize ist in der Regel stabil, wenn sie sechs Regeln befolgt:
Das ist die Kurzfassung. Der Rest ist, wo die Matrize entweder funktioniert, oder anfängt, teuren Schrott zu machen.
In der Produktion ist “Faltenbildung” oft ein gemischtes Symptom und keine eindeutige Fehlerart. Es kann sich zeigen als:
Die Ursachen dafür sind in der Regel Druckbelastung, schlechte Unterstützung, ungleichmäßige Entlastung oder alle drei gleichzeitig.
Dies wird mit abnehmender Dicke immer gravierender. Bei Versuchen mit dünnem Siliziumstahl wurde die Knickverformung nur bei geringerer Blechdicke beobachtet, und die gemeldete maximale Knickhöhe erreichte etwa 164 μm unter bestimmten Schneidebedingungen. Sobald das Blech dünn genug ist, ist die Ebenheit nicht länger eine sekundäre Qualitätskontrolle. Sie wird zu einer primären Bedingung für die Konstruktion der Stanzform.
Ein weiterer Aspekt wird von Konstrukteuren manchmal unterschätzt: Die Schnittkante wirkt sich auf mehr als nur die Kante aus. Restspannungsstudien an gestanztem, nicht orientiertem Elektrostahl berichteten über eine betroffene Zone um 0,4 bis 0,5 mm von der Kante entfernt. Das ist ein großer Abstand, wenn das Teil schmale Zähne, Brücken oder Schlitzecken enthält. Wenn die Matrize diese Bereiche beschädigt, kann die Laminierung zwar die Maßprüfung bestehen, aber dennoch ein schlechtes Stapelverhalten und eine schlechte magnetische Leistung aufweisen.
Bei dünnem Elektroband sollte die Wahl des Matrizentyps von einer Frage abhängig gemacht werden:
Ab welchem Punkt wird der Streifen zu schwach, um von alleine flach zu bleiben?
Diese Frage führt in der Regel in eine von drei Richtungen.
Verwenden Sie ein progressives Layout, wenn Sie Volumen, Wiederholbarkeit und eine kontrollierte Abfolge der internen Merkmale benötigen. Dies ist oft der beste Weg für Laminate mit Schlitzen, Fenstern, schmalen Zähnen und Piloten, da Sie mehr Material zusammenhalten können, während die ersten Stationen die Position aufbauen und die Belastung verteilen.
Verwenden Sie dies, wenn Konzentrizität und Kontrolle des Umfangs auf einen Schlag wichtiger sind als der Vorschubverlauf. Dies kann bei einfacheren Laminaten gut funktionieren, aber bei sehr dünnem Material kann der Auslösevorgang härter sein, da mehr Schnitte auf einmal erfolgen. Das bedeutet eine höhere Anforderung an Abisolierung und Unterstützung.
Verwenden Sie dies für die Entwicklung, für Kantenstudien, Gratstudien und Abstandsversuche. Dies ist oft der schnellste Weg, um das tatsächliche Abstandsfenster zu finden, bevor ein Produktionslayout festgelegt wird.
Eine praktische Regel, vielleicht die praktischste in diesem ganzen Artikel: Je dünner die Platte ist, desto weniger sollten Sie einem Layout vertrauen, bei dem zu früh zu viel Unterstützung entfernt wird.
Die meisten Probleme mit der Faltenbildung in dünnen Laminaten beginnen mit Layout-Problemen.
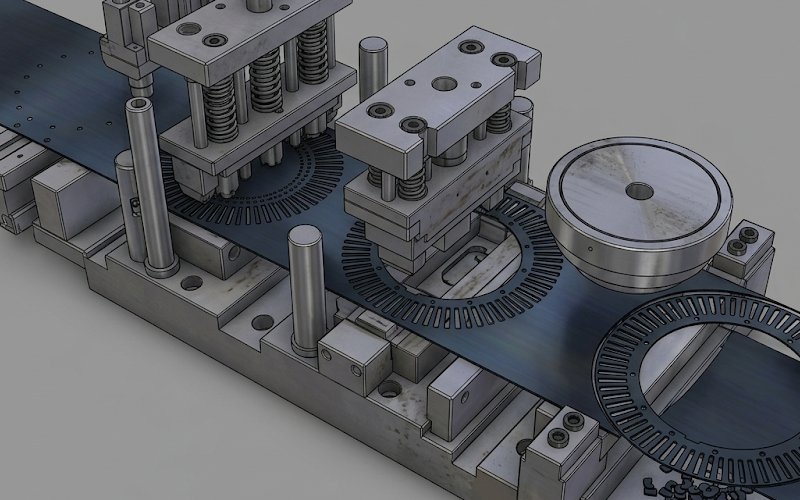
Eine sicherere Sequenz sieht in der Regel so aus:
Der Streifen muss sicher positioniert werden, bevor mehrere Stempel versuchen, die Last zu teilen. Das Einrasten der Vorstempel sollte erfolgen, bevor die Hauptperforationsstempel eintreten. In den allgemeinen Stanzanleitungen wird auf denselben Punkt hingewiesen: Die Führungsstempel werden zuerst positioniert, der Abstreifer hält als zweites, das Schneiden erfolgt danach.
Schlitze, Fenster und Löcher sollten in der Regel gemacht werden, solange die Leiste noch volle äußere Unterstützung hat. Sobald das Außenprofil weitgehend frei ist, können lange Innenschnitte einen stabilen Streifen in einen flexiblen Rahmen verwandeln. Das ist der Zeitpunkt, an dem Brücken zu winken beginnen.
Stanzen Sie nicht einen langen, schmalen Schlitz in einer Station, wenn dieser Schlitz ein schwaches Materialband daneben erzeugt. Teilen Sie ihn in zwei oder drei Stationen auf, oder setzen Sie die Enden und die Mitte separat in Szene. Das Ziel ist nicht Eleganz. Das Ziel ist es, die Entstehung eines langen, nicht gestützten Druckstreifens zu vermeiden.
Bei dünnem Material ist die Platzierung der Brücke wichtiger als die Anzahl der Brücken. Eine schmale Brücke, die neben einem langen Schlitz platziert wird, ist oft schlechter als eine weniger große Brücke, die neben einem breiteren Zahnfuß oder Jochabschnitt platziert wird.
Dieser Punkt ist es wert, wiederholt zu werden. Das äußere Profil ist Ihre letzte große Quelle der Steifigkeit. Geben Sie es spät aus.
Bei dünnem Elektroband ist das Spiel nicht nur eine Grateinstellung. Es wirkt sich auf Kantenschäden, Kaltverfestigung, Eigenspannungen, Ebenheit und magnetische Verluste aus.
Jüngste Arbeiten zu 0,50 mm bei nichtorientiertem Elektroband festgestellt, dass mit zunehmendem Spiel die Tiefe und Stärke der kaltverfestigten Schicht zunimmt und sich die magnetischen Eigenschaften verschlechtern. In dieser Studie wurde ein seitlicher Abstand von etwa 5% einen vollständigen und glatten Scherschnitt erzeugt. In einer anderen Studie über gestanzten nicht orientierten Stahl wurde die effizienteste Reaktion auf Eisenverluste nach dem Glühen bei etwa 3% Schnittspalt. Zusammengenommen stellen diese Ergebnisse einen sehr praktischen Ausgangspunkt für dünne Bleche dar: Beginn der Versuche mit 3% bis 5% Materialstärke pro Seite, und dann anhand der tatsächlichen Ergebnisse und nicht aus Gewohnheit anpassen.
Worauf Sie bei diesen Prüfungen achten sollten:
Ein zu geringer Abstand kann die Kraft und den Verschleiß erhöhen. Ein zu großer Abstand kann das Ablösen rau machen, die Kantenbeschädigung vertiefen und das Band aus der Ebene drücken. Eine Tabelle sagt Ihnen nicht, wo Ihr Material, Ihre Beschichtung und die Reihenfolge der Stationen diese Grenze überschreiten. Ein kontrollierter Versuch wird es zeigen.
Bei dünnem Elektroband entscheidet das Werkzeugmaterial in der Regel nicht von selbst über die Faltenbildung. Es beeinflusst die Faltenbildung, indem es etwas steuert, das unmittelbar vor der Faltenbildung liegt: Kantenstabilität im Laufe der Zeit. Mit dem Verschleiß des Stempels und der Matrize ändert sich das effektive Spiel, die Bruchzone verschiebt sich, die plastisch beeinflusste Schicht wächst und der Schnitt beginnt sich weniger sauber zu lösen. Arbeiten zum Stanzen von Siliziumstahl haben gezeigt, dass der Werkzeugverschleiß die Zone der Mikrohärteveränderung vergrößern und den Zustand der Schnittkanten verschlechtern kann, wenn sich das Spiel verschiebt.
Deshalb sollte die Auswahl des Werkzeugmaterials mit der Produktionsweise verknüpft und nicht als separate Kaufentscheidung behandelt werden. Die Auswahlanleitung für Schneid- und Stanzwerkzeuge setzt den wichtigsten Kompromiss dort an, wo die meisten Werkzeugkonstrukteure ihn in der Praxis bereits spüren: Verschleißfestigkeit versus Zähigkeit. Kaltbearbeitungssorten mit hohem Verschleiß sind nützlich, wenn die Beibehaltung der Kanten das Hauptproblem ist. Härtere Kaltarbeitsstähle sind sicherer, wenn schmale Stanzen oder Durchbruchsstöße das Risiko von Ausbrüchen erhöhen. Pulvermetallurgisch hergestellte Kaltarbeitsstähle werden oft gewählt, wenn Verschleißfestigkeit und Zähigkeit gleichzeitig wichtig sind, und Einsätze auf Hartmetallbasis sind in der Regel für sehr verschleißintensive Situationen reserviert, in denen die Standzeit der Schneide die Entscheidung bestimmt.
Die nützliche Regel ist hier einfach. Wählen Sie nicht standardmäßig das härteste Werkzeugmaterial. Wählen Sie das Material, das eine saubere Kante behält, das gegen Ausbrüche in Ihrer Geometrie resistent ist und das den tatsächlichen Laufabstand innerhalb des Prozessfensters so lange wie möglich beibehält. Dies ist die Version der “Werkzeugmaterialauswahl”, die eigentlich in eine Diskussion über Faltenbildung gehört.
Bei sehr dünnem Elektroband ist der Abstreifer keine Nebenkomponente. Er ist der Teil der Matrize, der entscheidet, ob sich das Band wie ein Blech oder wie eine Folie verhält.
Die veröffentlichten Leitlinien für das Stempeln sind in zwei Punkten eindeutig:
Das tut nicht bedeutet “maximalen Druck anwenden”. Es bedeutet dies:
Eine starre Abstreiffläche stützt das Material und begrenzt den lokalen Auftrieb. Weiche Oberflächen können sich verformen, seitlich verschieben und die Entlüftung um den Stempel herum behindern. Das ist eine schlechte Mischung für dünne Laminate.
Ein ungleichmäßiger Abisolierdruck wird sich in das Teil eindrucken. Möglicherweise hebt sich eine Ecke zuerst, eine Brücke wölbt sich, ein Zahn verdreht sich. Die Lösung ist normalerweise nicht mehr Kraft. Es ist eine bessere Unterstützung und ein flacherer Druckverlauf.
Ein zu großer Verfahrweg kann die Federn übermäßig zusammendrücken, die Schrauben beschädigen und Störungen in der Nähe der Stempelradien verursachen. Außerdem wird der Arbeitszyklus dadurch weniger stabil.
Irgendwo muss die Luft ja hin. Eine schlechte Entlüftung kann zum Ziehen des Geschosses, zu unregelmäßiger Ausbeulung und instabiler Freigabe beitragen. Dünnes Material bemerkt diese kleinen Dinge.
Eine Laminierung kann bei der Eingabe flach sein und trotzdem den Bahnhof verzerrt verlassen, weil der Durchbruch zu heftig war.
In diesem Fall kommt es auf die Reihenfolge der Stanzen an.
Die gängige Stanzpraxis empfiehlt gestaffelte Schlaglängen um Stöße und Schläge zu reduzieren. Ein nützliches Detail aus den Werkzeuganleitungen wird oft übersehen: die Verwendung eines Versatzes, der gleich oder etwas geringer ist als der Polierlänge kann besser funktionieren als die einfache Anpassung der Schaftdicke, insbesondere bei schnellerer Produktion. Die Idee besteht darin, eine Stempelgruppe einrasten zu lassen, bevor die vorherige Gruppe vollständig durchgeschnappt ist, so dass die Auslöseenergie geteilt und nicht weggeschüttet wird.
Bei dünnen Elektrostahlwerkzeugen bedeutet dies in der Regel:
Ruhiges Loslassen. Langweiliges Loslassen. Das ist es, was Sie wollen.

Nicht alle Laminierungsgeometrien versagen auf dieselbe Weise.
Es besteht die Gefahr des seitlichen Verbiegens und der lokalen Kantenbeschädigung. Halten Sie die Stütze nahe am Zahnfuß und vermeiden Sie es, die abschließenden Seitenschnitte im selben Moment auszuführen, wenn der Zahn dadurch seitlich wegkippen kann.
Die Gefahr besteht darin, dass neben dem Schlitz ein Band mit schwachem Material entsteht. Teilen Sie den Schlitz, fügen Sie eine nahegelegene Stütze hinzu oder ändern Sie die Reihenfolge, damit der Streifen keine Druckspannung durch eine lange freie Kante aushalten muss.
Die Gefahr besteht im Ausknicken während des Rückzugs, nicht immer während des Schneidens. Wenn die Brücke im unteren Totpunkt in Ordnung ist und nach dem Anheben des Stempels versagt, liegt das Problem oft beim Abstreifen, Entlüften oder beim Auslösezeitpunkt.
Die Gefahr ist, dass der Rahmen zusammenbricht. Verzögern Sie den endgültigen Zuschnitt so lange wie möglich und halten Sie den Träger an den steifsten Stellen fest.
Eine abgenutzte Kante verursacht mehr als nur Gratbildung. Sie verändert das Bruchverhalten, erhöht die Trenninstabilität und führt dazu, dass die Matrize auf unschöne Weise kompensiert. Bei Elektrostahl wirkt sich der Kantenverschleiß auch direkt auf die Stapelqualität und das magnetische Verhalten aus. Aus der Fachliteratur über Schnittschäden geht hervor, dass durch das Stanzen verursachte Kanteneffekte die Verluste erhöhen und die Leistung verschlechtern können, während Studien zum Vergleich von Schneidverfahren immer wieder auf Eigenspannungen, Kantenhärte und Grat als kritische Qualitätsindikatoren hinweisen.
Warten Sie also nicht auf eine sichtbare Katastrophe.
Setzen Sie Nachschleifauslöser um:
Das ist eine viel billigere Art zu laufen.
| Artikel entwerfen | Startpunkt | Wenn zu niedrig / zu eng | Wenn zu hoch / zu locker | Was Sie zuerst überprüfen sollten |
|---|---|---|---|---|
| Schnittfreigabe | 3%-5% pro Seite | hohe Kraft, schneller Verschleiß, Fressgefahr | rauere Bruchzone, mehr Kantenschäden, Ebenheitsdrift | Grat, Glättung, Ebenheit, Kraft |
| Stripper Kraft | 8%-25% der Perforationskraft als Designbereich; viele Jobs bleiben unter 10% | Streifenaufzug, Hängen an Stanzen, schlechte Lage | Markierung, lokale Verzerrung, verschwendete Last | Abhebespuren, Rückzugsstabilität |
| Punch-Engagement | 2-3 gestaffelte Gruppen bei größeren Lochersätzen | konzentrierter Durchschlagschock | unnötige zeitliche Komplexität | Klang, Last, Verzerrungsmuster |
| Äußere Profilsteuerung | Spätbahnhof | schwacher Streifen zu früh | keine, in der Regel sicherer spät | Rahmenstabilität |
| Strategie für lange Slots | Aufteilung auf Stationen | — | Überbearbeitung bei zu starker Aufteilung | Welligkeit neben dem Schlitz |
| Entwurf einer Brücke | Kurz, nahe an steifen Zonen | schwache Futtermittelunterstützung | Materialabfall | lokale Schnalle, Drehung |
| Nachschleifregel | Durch Grat-Trend | vorzeitige Wartung | instabile Kantenqualität bei Verzögerung | Gratwachstum und Stapeldrift |
Die genauen Zahlen müssen noch durch Versuche bestätigt werden. Aber diese Tabelle ist ein besserer Ausgangspunkt als eine allgemeine Abstandsliste und eine Vermutung.
Das Band verliert an Steifigkeit, und jede weitere Station wird schwieriger zu kontrollieren.
Es kommt auf das Kontaktmuster und das Timing an, nicht nur auf die Kraft.
Ein dünner Bestand verzeiht dies nicht.
Auf dem Papier sieht der Schlitz effizient aus. Der Streifen sieht vielleicht anders aus.
Wenn sich der Grat bemerkbar macht, ist die Ebenheit in der Regel bereits verrutscht.
Dadurch wird das eigentliche Problem oft eine Zeit lang verdeckt, und der Verschleiß wird dann noch schlimmer.
Ein gutes Startfenster für den Versuch ist 3% bis 5% der Materialstärke pro Seite. Verwenden Sie dies als Prozessfenster, nicht als endgültige Antwort. Prüfen Sie dann anhand von Daten zu Grat, Ebenheit, Kantenqualität und Kraft. Veröffentlichte Studien über nicht orientiertes Elektroband unterstützen diesen Bereich als vernünftigen Anfang, mit 5% einen glatten Schnitt in einer Studie und 3% bei einem anderen die beste Reaktion nach dem Glühweinverlust.
In den meisten Fällen, ja. Ein Federabstreifer sorgt für einen festen Halt, hält das Band während des Perforierens flach und verhindert, dass sich das Material beim Herausziehen an den Stempeln anhebt oder hängen bleibt. Diese Kombination ist genau das, was dünnes Elektroband braucht.
Denn das Problem liegt oft in Rücknahme, und nicht der Eintritt. Ablöseschock, Bandanhebung, schlechte Entlüftung oder ungleichmäßiger Ablösedruck können ein Teil verformen, das im unteren Totpunkt stabil aussah.
Beides. Der Grat mindert die Stapelqualität und kann die effektive Stapelhöhe verändern, während Schnittverletzungen in der Nähe der Kante ebenfalls den Verlust erhöhen und die Maschinenleistung verringern können.
Nein. Das Glühen kann einige durch das Stanzen verursachte Spannungseffekte reduzieren, aber es behebt keine schlechte Bandunterstützung, schlechte Stationsanordnung, schwache Brücken oder instabile Freigabe. Wenn die Matrize das Band in Bewegung setzt, obwohl es das nicht sollte, beginnt das Problem bei der Werkzeugausstattung.
Normalerweise funktioniert diese Reihenfolge:
Abstreiferkontakt und Druckverteilung prüfen
Überprüfung der Stationsreihenfolge bei langen Schlitzen und der Zeitsteuerung des äußeren Rohlings
einen Engpassversuch durchführen
versetzte Schläge, die gemeinsam durchbrechen
Verschärfung der Grenzwerte für das Nachschleifen
Eine gute Dünnschichtmatrize ist nicht auf Kraft angewiesen, um die Teile flach zu halten. Sie verlässt sich auf Reihenfolge, Unterstützung und kontrollierte Freigabe.
Das ist die Logik des Entwurfs: