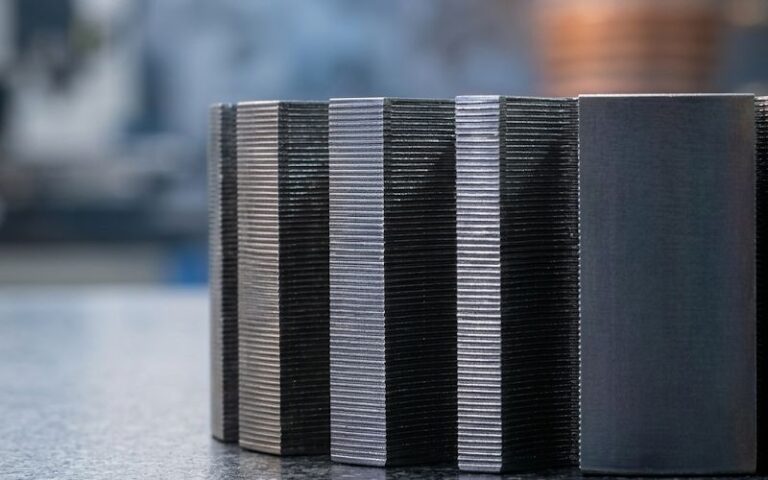
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
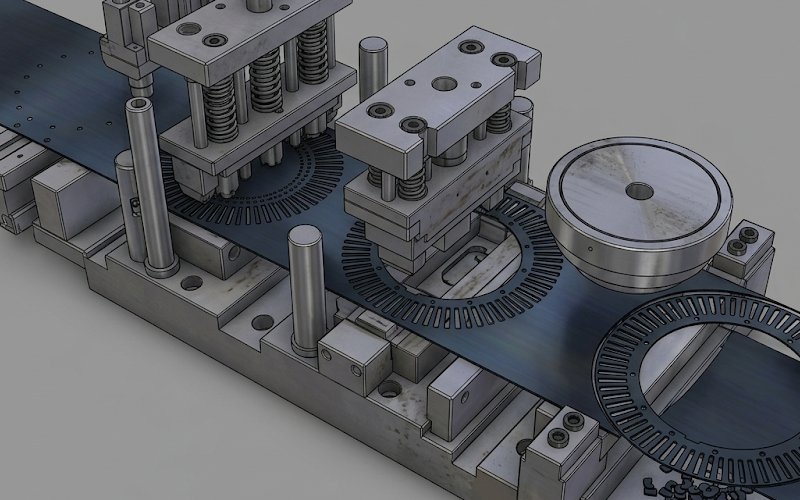
Come progettare uno stampo di tranciatura per acciaio elettrico sottile senza grinze
Acciaio elettrico sottile viene utilizzato per un motivo in più rispetto agli altri: lo spessore ridotto aiuta a ridurre la perdita di ferro ad alta frequenza. Nei dati pubblicati sui motori, il passaggio da 0,35 mm a 0,30, 0,25 e 0,20 mm Le classi possono ridurre la perdita di ferro ad alta frequenza di circa Da 20% a 40%, a seconda del grado e delle condizioni di prova. Questo guadagno è reale. È inoltre facile che si verifichino danni durante la tranciatura, se la matrice ammacca il bordo, solleva la striscia o lascia che i ponti stretti si pieghino. I danni da punzonatura sono stati collegati a una maggiore perdita di nucleo e a una perdita di prestazioni misurabile dopo il taglio.
L'acciaio elettrico sottile non fa le grinze perché è debole. Non esattamente. Si raggrinzisce perché la matrice perde il controllo del nastro nel momento sbagliato: prima del taglio, al momento dello sfondamento o durante il ritiro. Quindi l'obiettivo di progettazione è semplice da dire e più difficile da realizzare. Mantenere la striscia piatta. Mantenerla guidata. Mantenere il rilascio silenzioso.
Indice dei contenuti
Risposta rapida: cosa previene effettivamente le rughe
Una matrice a laminazione sottile è solitamente stabile quando segue sei regole:
Pierce e localizzare in anticipo. Utilizzate i piloti e le prime funzioni di localizzazione prima che la striscia diventi debole.
Lasciare il profilo esterno in ritardo. Trattenere la massa di materiale il più a lungo possibile.
Iniziare le prove di pulizia intorno a 3% - 5% per lato. Quindi, regolare la bava, la planarità, la firma della forza e la qualità dei bordi.
Utilizzare uno spelacavi rigido, non uno morbido che lasci galleggiare la striscia.
Accorciare i ponti non supportati e dividere gli slot lunghi tra le stazioni.
Impegno scaglionato dei pugni in modo che la striscia non subisca l'urto completo in un colpo solo.
Questa è la versione breve. Il resto è dove lo stampo funziona o inizia a produrre costosi scarti.
1) Cosa provoca la formazione di grinze nei sottili laminati di acciaio elettrico?
In produzione, il “raggrinzimento” è spesso un sintomo misto, non un'unica modalità di guasto. Può manifestarsi come:
instabilità locale in un nastro stretto
ondulazioni dopo il sollevamento della striscia dal punzone
doming intorno a fessure lunghe
torsione in un profilo esterno quasi finito
perdita di planarità della pila che inizia nello stampo, non nell'impilaggio
Le cause principali sono di solito lo stress compressivo, lo scarso supporto, il rilascio non uniforme o tutte e tre le cose insieme.
Questo fenomeno diventa più grave al diminuire dello spessore. Nel lavoro sperimentale sull'acciaio al silicio sottile, la deformazione da instabilità è stata osservata solo allo spessore inferiore della lamiera, e l'altezza massima di instabilità riportata ha raggiunto circa 164 μm in alcune condizioni di taglio. Quindi, una volta che la lastra diventa abbastanza sottile, la planarità non è più un controllo di qualità secondario. Diventa un vincolo primario per la progettazione dello stampo.
C'è un altro aspetto che i progettisti a volte sottovalutano: il bordo di taglio influisce più del bordo stesso. Studi di sollecitazione residua su acciaio elettrico non orientato punzonato hanno riportato una zona interessata intorno a Da 0,4 a 0,5 mm dal bordo. Si tratta di una distanza notevole quando il pezzo contiene denti stretti, ponti o angoli di scanalatura. Se lo stampo danneggia queste aree, la laminazione può comunque superare il controllo dimensionale e comportarsi male in termini di impilamento e prestazioni magnetiche.
2) Scegliere l'architettura del die in base alla stabilità della striscia, non solo alla velocità di uscita
Per l'acciaio elettrico sottile, il tipo di matrice deve essere scelto ponendosi innanzitutto una domanda:
A che punto la striscia diventa troppo debole per rimanere piatta da sola?
Questa domanda di solito porta in una delle tre direzioni.
Dado progressivo
Utilizzare un layout progressivo quando si ha bisogno di volume, ripetibilità e sequenze controllate di elementi interni. Questo è spesso il metodo migliore per le laminazioni con scanalature, finestre, denti stretti e piloti, perché è possibile mantenere un maggior numero di materiali collegati mentre le prime stazioni costruiscono la posizione e distribuiscono le sollecitazioni.
Stampo composto o combinato
Si usa quando la concentricità e il controllo del perimetro in un colpo solo sono più importanti della progressione dell'avanzamento. Può funzionare bene per le laminazioni più semplici, ma per i materiali molto sottili l'evento di rilascio può essere più duro, perché avviene più taglio in una volta sola. Ciò significa una maggiore richiesta di spelatura e di supporto.
Semplice tranciatura o stampo di prova
Utilizzatelo per lo sviluppo, lo studio dei bordi, delle bave e le prove di gioco. Spesso è il modo più rapido per trovare la reale finestra di gioco prima di bloccare un layout di produzione.
Una regola pratica, forse la più pratica di tutto l'articolo: Quanto più sottile è la lastra, tanto meno ci si dovrebbe fidare di un layout che elimina troppo presto il supporto.
3) Costruire il layout della striscia in modo che il pezzo rimanga solido fino all'ultima stazione possibile.
La maggior parte dei problemi di rugosità nelle laminazioni sottili inizia con problemi di disposizione.
Una sequenza più sicura è solitamente la seguente:
Mettere i piloti e i fori di localizzazione in anticipo
Il nastro deve essere posizionato in modo positivo prima che più punzoni cerchino di dividere il carico. L'innesto del pilota deve avvenire prima dell'ingresso dei punzoni di perforazione principali. Le linee guida generali per la tranciatura fanno riferimento allo stesso punto: i piloti si posizionano per primi, la spogliarellista si posiziona per seconda, il taglio avviene dopo.
Tagliare gli elementi interni prima del profilo esterno
Le fessure, le finestre e i fori dovrebbero essere realizzati quando il nastro ha ancora un supporto esterno completo. Una volta che il profilo esterno è per lo più libero, i lunghi tagli interni possono trasformare un listello stabile in un telaio flessibile. È a questo punto che i ponti iniziano a ondeggiare.
Dividere gli slot lunghi tra le stazioni
Non punzonare una fessura lunga e stretta in una stazione se questa fessura crea un nastro di materiale debole accanto ad essa. Suddividetelo in due o tre stazioni, oppure allestite le estremità e il centro separatamente. L'obiettivo non è l'eleganza. L'obiettivo è evitare di creare una lunga striscia di compressione non supportata.
Mantenere i ponti portanti sufficientemente larghi e vicini alle regioni rigide.
Per il materiale sottile, il posizionamento dei ponti è più importante del loro numero. Un ponte stretto posizionato accanto a una scanalatura lunga è spesso peggiore di un ponte inferiore posizionato accanto a una radice del dente o a una sezione del giogo più ampia.
Lasciare la parte esterna vuota in ritardo
Vale la pena di ripeterlo. Il profilo esterno è l'ultima grande fonte di rigidità. Spendetelo tardi.
4) Impostare il gioco della matrice come una finestra di convalida, non come un numero fisso copiato da una tabella.
Per l'acciaio elettrico sottile, il gioco non è solo una regolazione della bava. Influisce sul danneggiamento dei bordi, sull'indurimento della lavorazione, sulle tensioni residue, sulla planarità e sulla perdita magnetica.
Il lavoro recente su 0,50 mm L'analisi dell'acciaio elettrico non orientato ha evidenziato che, con l'aumento del gioco, la profondità e la gravità dello strato indurito dal lavoro aumentano e le proprietà magnetiche si degradano. In quello studio, un gioco laterale di circa 5% ha prodotto una sezione di taglio completa e liscia. Un altro studio su acciaio non orientato punzonato ha riportato la risposta più efficiente in termini di perdita di ferro dopo la ricottura a circa 3% di taglio. Nel complesso, questi risultati supportano un punto di partenza molto pratico per le laminazioni sottili: Iniziare le prove a 3% - 5% di spessore dello stock per lato., e poi aggiustare in base ai risultati effettivi piuttosto che all'abitudine.
Cosa cercare durante le prove:
Tendenza dell'altezza della fresa
Equilibrio tra brunitura e frattura
Piattezza dopo il prelievo
Schema di carico del punzone
Comportamento di impilamento
Durezza dei bordi o sbiancamento visibile se ispezionati metallograficamente
Un gioco troppo ridotto può aumentare la forza e l'usura. Un gioco eccessivo può rendere ruvido il distacco, approfondire i danni ai bordi e spingere il nastro fuori piano. Una tabella non vi dirà dove il vostro materiale, il rivestimento e la sequenza di stazioni attraversano questa linea. Una prova controllata lo farà.
5) Scegliere materiali per utensili che mantengano stabile il filo di taglio.
Per gli acciai elettrici sottili, il materiale dell'utensile di solito non decide da solo la grinza. Influisce sulla grinza controllando qualcosa a monte di essa: stabilità dei bordi nel tempo. Con l'usura del punzone e della matrice, il gioco effettivo cambia, la zona di frattura si sposta, lo strato plasticamente interessato cresce e il taglio inizia a rilasciarsi in modo meno netto. Il lavoro sulla tranciatura dell'acciaio al silicio ha dimostrato che l'usura dell'utensile può ampliare la zona di variazione della microdurezza e peggiorare le condizioni del bordo di taglio con l'aumento del gioco.
Per questo motivo, la scelta del materiale degli utensili dovrebbe essere legata alla modalità di produzione e non essere considerata una scelta d'acquisto separata. La guida alla selezione degli utensili di tranciatura e perforazione pone il principale compromesso dove la maggior parte dei progettisti di stampi lo percepisce già nella pratica: Resistenza all'usura e tenacità. Le qualità per la lavorazione a freddo ad alta usura sono utili quando il problema principale è la conservazione del bordo. Le qualità più dure per la lavorazione a freddo sono più sicure quando punzoni stretti o urti di rottura aumentano il rischio di scheggiatura. Gli acciai da lavorazione a freddo con metallurgia delle polveri sono spesso scelti quando sono importanti sia la resistenza all'usura che la tenacità, mentre gli inserti in metallo duro sono comunemente riservati a situazioni di usura molto elevata in cui la durata del tagliente domina la decisione.
La regola utile in questo caso è semplice. Non scegliere il materiale più duro per impostazione predefinita. Scegliete il materiale che mantiene un bordo pulito, resiste alle scheggiature nella geometria e mantiene il più a lungo possibile il gioco di scorrimento reale all'interno della finestra di processo. Questa è la versione della “selezione del materiale dell'utensile” che rientra in una discussione sulla rugosità.
6) Progettare lo stripper per controllare la striscia durante il ciclo completo
Per l'acciaio elettrico molto sottile, la spellatrice non è un componente secondario. È la parte dello stampo che decide se il nastro si comporta come un foglio o come una lamina.
Le linee guida pubblicate sulla timbratura sono chiare su due punti:
A spelacavi a molla mantiene il nastro o il pezzo in piano e in posizione durante la perforazione e aiuta a prevenire il sollevamento durante il prelievo.
La forza di spellatura può variare da quasi zero fino a 25% di forza di perforazione, mentre molte applicazioni rimangono al di sotto di 10%; La stessa guida indica anche che la pressione dello stripper dovrebbe essere di almeno 8% della forza di perforazione nella pianificazione del tonnellaggio.
Questo fa non significa “usare la massima pressione”. Significa questo:
Utilizzare una superficie di contatto rigida e piana
Una superficie di spellatura rigida sostiene il materiale e limita il sollevamento locale. Le facce morbide possono deformarsi, muoversi lateralmente e interferire con lo sfiato intorno al punzone. Si tratta di una pessima combinazione per le laminazioni sottili.
Mantenere la pressione uniforme
Una pressione di sverniciatura non uniforme si imprime nel pezzo. È possibile che un angolo si sollevi prima, un ponte si inarchi, un dente si torca. La soluzione di solito non è una maggiore forza. Si tratta di un supporto migliore e di una mappa di pressione più piatta.
Ridurre al minimo la corsa eccessiva dello stripper
Una corsa eccessiva può comprimere eccessivamente le molle, danneggiare le viti e creare interferenze in prossimità dei raggi di punzonatura. Inoltre, rende il ciclo di lavoro meno stabile.
Sfiatare l'utensile
L'aria deve andare da qualche parte. Uno sfiato insufficiente può contribuire a provocare il trascinamento delle pallottole, un rigonfiamento irregolare e un rilascio instabile. Le scorte sottili si accorgono di queste piccole cose.
7) Ridurre l'urto a scatto prima che si trasformi in una deformazione
Una laminazione può essere piatta durante l'ingresso e lasciare comunque la stazione distorta perché lo sfondamento è stato troppo violento.
È qui che conta la sequenza di punzonatura.
La prassi di timbratura standard raccomanda lunghezze sfalsate dei punzoni per ridurre gli urti e le scosse di attraversamento. Spesso non si tiene conto di un dettaglio utile della guida agli utensili: l'utilizzo di uno sfalsamento pari o leggermente inferiore al valore di lunghezza della brunitura può funzionare meglio della semplice corrispondenza dello spessore del calcio, soprattutto nelle produzioni più veloci. L'idea è quella di lasciare che un gruppo di punzoni si innesti prima che il gruppo precedente scatti completamente, in modo che l'energia di sgancio venga condivisa invece che scaricata.
Nelle matrici in acciaio elettrico sottile, ciò significa di solito:
dividere i gruppi di punch di grandi dimensioni in due o tre livelli di impegno
evitare il taglio a una stazione “tutto in una volta” su layout fragili
osservate gli ultimi pugni che si staccano, perché spesso è lì che inizia la distorsione.
controllare i segni di ritiro; spesso dicono la verità più velocemente dei dati di planarità
Rilascio silenzioso. Rilascio noioso. Questo è ciò che si vuole.
8) Proteggere in modo diverso i denti stretti, i ponti e le fessure lunghe
Non tutte le geometrie di laminazione si guastano allo stesso modo.
Denti stretti
Il pericolo è la flessione laterale e il danneggiamento locale del bordo. Mantenere il supporto vicino alla radice del dente ed evitare di eseguire i tagli laterali finali nello stesso istante, se ciò lascia il dente libero di muoversi lateralmente.
Slot lunghi
Il pericolo è una striscia di materiale debole accanto alla scanalatura. Dividete la scanalatura, aggiungete un supporto vicino o cambiate la sequenza in modo che il nastro non debba sopportare sollecitazioni di compressione attraverso un lungo bordo libero.
Ponti sottili
Il pericolo è la deformazione durante il ritiro, non sempre durante il taglio. Se il ponte sembra a posto al punto morto inferiore e cede dopo l'innalzamento del pistone, il problema è spesso la spellatura, lo sfiato o la tempistica di rilascio.
Profilo esterno con molti tagli interni già presenti
Il pericolo è il collasso del telaio. Ritardate il più possibile il taglio finale e mantenete il supporto nelle zone più rigide.
9) Utilizzare limiti di manutenzione basati sull'andamento della bava, non sul guasto dell'utensile.
Un bordo usurato fa molto di più di una bava. Cambia il comportamento della frattura, aumenta l'instabilità del distacco e fa sì che lo stampo si compensi in modo negativo. Nell'acciaio elettrico, il degrado dei bordi si ripercuote direttamente sulla qualità della pila e sul comportamento magnetico. La letteratura sui danni da taglio mostra che gli effetti dei bordi indotti dalla punzonatura possono aumentare le perdite e degradare le prestazioni, mentre gli studi che confrontano i metodi di taglio continuano a indicare la tensione residua, la durezza del bordo e la bava come indicatori critici di qualità.
Non aspettate quindi un disastro visibile.
Impostare gli inneschi di riaffilatura intorno:
tendenza dell'altezza della fresa
deriva di planarità
Variazione del carico di rottura
segni di sollevamento della striscia
variazione dell'altezza della pila su un numero fisso di laminazioni
È un modo molto più economico di correre.
Pratica tabella di partenza per la progettazione di stampi per laminazione sottile
Articolo di design
Punto di partenza
Se troppo basso / troppo stretto
Se troppo alto / troppo largo
Cosa controllare per primo
Spazio di taglio
3%-5% per lato
forza elevata, usura rapida, rischio di gallerie
zona di frattura più ruvida, maggiore danno ai bordi, deriva di planarità
sbavatura, brunitura, planarità, forza
Forza della spogliarellista
8%-25% di forza di perforazione come gamma di progettazione; molti lavori rimangono sotto 10%
ascensore a strisce, appeso ai pugni, posizione inadeguata
marcatura, distorsione locale, spreco di carico
segni di sollevamento, stabilità di ritiro
Impegno di punzonatura
2-3 gruppi sfalsati su set di punzoni più grandi
shock concentrato a scatto
complessità temporale non necessaria
suono, carico, modello di distorsione
Tempistica del profilo esterno
Stazione in ritardo
striscia debole troppo presto
nessuno, di solito più sicuro in ritardo
stabilità del telaio
Strategia long slot
Diviso tra le stazioni
—
eccessiva lavorazione se divisa troppo
ondulazione accanto alla fessura
Progettazione del ponte
Breve, vicino alle zone rigide
supporto di alimentazione debole
rifiuti di materiale
fibbia locale, torsione
Regola del regrind
Per tendenza di bava
manutenzione prematura
qualità dei bordi instabile se ritardata
crescita della bava e deriva della pila
I numeri esatti devono ancora essere confermati dalla sperimentazione. Ma questa tabella è un punto di partenza migliore rispetto a una generica tabella di liquidazione e a un'ipotesi.
Errori di progettazione comuni che causano la formazione di grinze
1. Taglio troppo precoce del profilo esterno
La striscia perde rigidità e ogni stazione successiva diventa più difficile da controllare.
2. Trattare la pressione dello stripper come un singolo numero
Ciò che conta è il modello di contatto e il tempismo, non solo la forza.
3. Utilizzo di lunghe campate non sostenute tra un taglio e l'altro
Le scorte sottili non perdonano questa situazione.
4. Punzonatura di fessure lunghe in un colpo solo
La slot sembra efficiente sulla carta. La striscia potrebbe non essere d'accordo.
5. Attendere troppo a lungo per la rimacinazione
Quando la bava è evidente, di solito la planarità si è già allontanata.
6. Risolvere un problema di rilascio con più tonnellaggio
Spesso questo nasconde il vero problema per un po', poi peggiora l'usura.
FAQ
Quale distanza tra gli stampi dovrei provare per prima cosa per l'acciaio elettrico sottile?
Una buona finestra di prova iniziale è Da 3% a 5% di spessore di magazzino per lato. Utilizzatelo come finestra di processo, non come risposta definitiva. Quindi convalidare con i dati relativi a bava, planarità, qualità dei bordi e forza. Gli studi pubblicati sull'acciaio elettrico non orientato supportano questo intervallo come un inizio ragionevole, con 5% che dà una sezione liscia in uno studio e 3% che dà la migliore risposta dopo la perdita di annaffiatura in un altro.
Devo usare uno spelacavi per laminati sottili?
Nella maggior parte dei casi, sì. Una spelatrice a molla offre un supporto rigido, mantiene il nastro piatto durante la perforazione e aiuta a evitare che il materiale si sollevi o rimanga appeso ai punzoni durante il prelievo. Questa combinazione è esattamente ciò di cui ha bisogno l'acciaio elettrico sottile.
Perché le laminazioni si raggrinziscono dopo l'uscita del punzone e non durante il taglio?
Perché il problema è spesso in ritiro, non l'ingresso. Shock di rilascio, sollevamento del nastro, scarso sfiato o pressione di spellatura non uniforme possono distorcere un pezzo che sembrava stabile al punto morto inferiore.
La bava è principalmente un problema di impilamento o un problema magnetico?
Entrambi. La bava riduce la qualità della pila e può modificare l'altezza effettiva della pila, mentre i danni da taglio vicino al bordo possono aumentare le perdite e ridurre le prestazioni della macchina.
La ricottura può salvare un cattivo progetto di stampo?
No. La ricottura può ridurre alcuni effetti di stress indotti dalla punzonatura, ma non risolve il problema del cattivo supporto del nastro, del cattivo ordine delle stazioni, dei ponti deboli o del rilascio instabile. Se la matrice fa muovere il nastro quando non dovrebbe, il problema inizia nell'attrezzaggio.
Qual è il modo più rapido per migliorare uno stampo antipiega già in produzione?
Di solito questo ordine funziona: controllare il contatto con lo stripper e la distribuzione della pressione rivedere la sequenza delle stazioni intorno alle scanalature lunghe e alla tempistica del fustellato esterno Eseguire una prova di spazio ristretto pugni che sfondano insieme inasprire i limiti di rimacinazione
Considerazioni finali
Un buon stampo per la laminazione sottile non si basa sulla forza per mantenere i pezzi piatti. Si basa sulla sequenza, sul supporto e sul rilascio controllato.
Questa è la logica di progettazione:
mantenere la striscia forte fino alle stazioni tardive
utilizzo 3%-5% gioco per lato come finestra di partenza
tenere il calcio in piano con un spelacavi rigido
accorciare le campate non sostenute
sfalsare la svolta
riaffilare prima che la bava diventi un argomento visibile
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.