Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
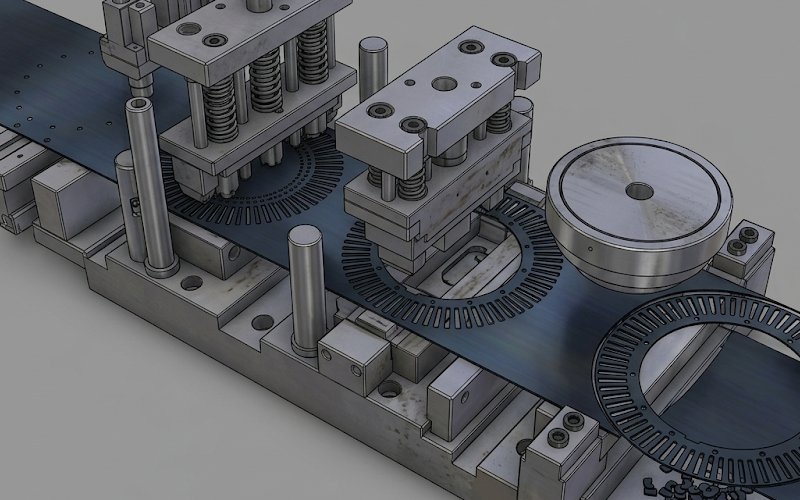
Cómo diseñar una matriz de estampación para acero eléctrico fino sin arrugas
Acero eléctrico fino se utiliza por una razón por encima de las demás: el menor grosor ayuda a reducir las pérdidas de hierro a alta frecuencia. En los datos publicados sobre motores, pasar de 0,35 mm a 0,30, 0,25 y 0,20 mm pueden reducir la pérdida de hierro de alta frecuencia en aproximadamente 20% a 40%, dependiendo del grado y de las condiciones de la prueba. Esa ganancia es real. También es fácil ceder en el troquelado si éste magulla el borde, levanta la banda o deja que se doblen los puentes estrechos. Los daños en el troquelado se han relacionado con una mayor pérdida de núcleo y una pérdida de rendimiento apreciable tras el corte.
El acero eléctrico fino no se arruga porque es débil. No exactamente. Se arruga porque el troquel pierde el control de la banda en el momento equivocado: antes del corte, en el avance o durante la retirada. Así que el objetivo de diseño es sencillo de decir y más difícil de ejecutar. Mantener la tira plana. Mantenerla guiada. Mantener el desprendimiento silencioso.
Índice
Respuesta rápida: lo que realmente previene las arrugas
Un troquel de laminación fina suele ser estable cuando sigue seis reglas:
Pierce y localiza pronto. Utilice pilotos y elementos de localización temprana antes de que la franja se debilite.
Deja el perfil exterior para más tarde. Mantener la masa de material el mayor tiempo posible.
Empezar las pruebas de holgura alrededor de 3% a 5% por lado. A continuación, ajuste de rebabas, planitud, firma de fuerza y calidad de los bordes.
Utilice un decapante de muelle rígido, no uno de cara blanda que deje flotar la tira.
Acortar los puentes no soportados y dividir las ranuras largas a través de las estaciones.
Escalonar la perforación para que la banda no reciba todo el impacto de golpe.
Esa es la versión corta. El resto es cuando el troquel funciona o empieza a hacer chatarra cara.
1) ¿Cuál es la causa de las arrugas en las láminas finas de acero eléctrico?
En producción, el “arrugamiento” suele ser un síntoma mixto, no un modo de fallo limpio. Puede aparecer como:
pandeo local en una banda estrecha
ondulación después de que la tira se despegue del punzón
cúpula alrededor de ranuras largas
torsión en un perfil exterior casi acabado
pérdida de planitud de la pila que comienza en la matriz, no en el apilamiento
Las causas suelen ser la tensión por compresión, un apoyo deficiente, una liberación desigual o las tres cosas a la vez.
Esto se agrava a medida que disminuye el espesor. En trabajos experimentales con acero al silicio de poco espesor, la deformación por pandeo sólo se observó en los espesores de chapa más bajos, y la altura máxima de pandeo comunicada alcanzó unos 164 μm en determinadas condiciones de corte. Una vez que la chapa es lo suficientemente fina, la planitud deja de ser un control de calidad secundario. Se convierte en una restricción principal del diseño de la matriz.
Hay otra parte que los diseñadores a veces subestiman: el borde de corte afecta más que el borde. Los estudios de tensiones residuales en acero eléctrico punzonado no orientado informaron de una zona afectada alrededor de 0,4 a 0,5 mm del borde. Es una distancia grande cuando la pieza contiene dientes estrechos, puentes o esquinas de ranuras. Si el troquel daña esas zonas, el laminado puede pasar la inspección dimensional y seguir comportándose mal en cuanto a apilamiento y rendimiento magnético.
2) Elegir la arquitectura de la matriz en función de la estabilidad de la banda, no sólo de la velocidad de salida
En el caso del acero eléctrico fino, el tipo de matriz debe elegirse planteándose primero una pregunta:
¿En qué momento la tira se vuelve demasiado débil para mantenerse plana por sí sola?
Esa pregunta suele conducir a una de estas tres direcciones.
Troquel progresivo
Utilice una disposición progresiva cuando necesite volumen, repetibilidad y una secuencia controlada de características internas. Esta suele ser la mejor ruta para laminaciones con ranuras, ventanas, dientes estrechos y pilotos, ya que puede mantener más material conectado mientras las primeras estaciones construyen la ubicación y distribuyen la tensión.
Troquel compuesto o combinado
Utilícelo cuando la concentricidad y el control del perímetro de un golpe sean más importantes que la progresión del avance. Puede funcionar bien para laminaciones más simples, pero para material muy delgado el evento de liberación puede ser más duro porque se produce más corte a la vez. Esto significa una mayor exigencia en el desaislado y el apoyo.
Troquelado simple o de prueba
Utilícelo para desarrollo, estudios de bordes, estudios de rebabas y pruebas de holgura. A menudo es la forma más rápida de encontrar la ventana de holgura real antes de bloquear un diseño de producción.
Una regla práctica, quizá la más práctica de todo este artículo: Cuanto más fina sea la chapa, menos se debe confiar en un trazado que elimine demasiado apoyo antes de tiempo.
3) Construir el trazado de la banda para que la pieza se mantenga fuerte hasta la última estación posible.
La mayoría de los problemas de arrugado en laminados finos comienzan como problemas de disposición.
Una secuencia más segura suele tener este aspecto:
Coloque los pilotos y los orificios de localización con antelación
La tira necesita una ubicación positiva antes de que varios punzones intenten compartir la carga. El enganche del piloto debe producirse antes de que entren los punzones de perforación principales. La guía general de estampación señala lo mismo: los pilotos se colocan primero, el expulsor se sujeta después y el corte se realiza a continuación.
Cortar las características internas antes que el perfil externo
Por lo general, las ranuras, ventanas y agujeros deben hacerse mientras la tira aún tiene pleno soporte exterior. Una vez que el perfil exterior está casi libre, los cortes internos largos pueden convertir un listón estable en un marco flexible. Es entonces cuando los puentes empiezan a ondular.
Dividir las franjas horarias largas entre estaciones
No perfore una ranura larga y estrecha en una estación si esa ranura crea una cinta débil de material a su lado. Divídala en dos o tres estaciones, o escenifique los extremos y el centro por separado. El objetivo no es la elegancia. El objetivo es evitar la creación de una larga tira de compresión sin soporte.
Mantener los puentes portadores lo suficientemente anchos y cerca de las regiones rígidas.
En el caso de los dientes finos, la colocación del puente importa más que el número de puentes. Un puente estrecho colocado junto a una ranura larga suele ser peor que un puente menos colocado junto a una raíz dental o sección de yugo más ancha.
Deje el exterior en blanco hasta tarde
Merece la pena repetirlo. El perfil exterior es tu última gran fuente de rigidez. Gástalo tarde.
4) Establecer la holgura de la matriz como una ventana de validación, no como un número fijo copiado de un gráfico.
Para el acero eléctrico fino, la holgura no es sólo un ajuste de rebaba. Afecta a los daños en los bordes, el endurecimiento por deformación, la tensión residual, la planitud y la pérdida magnética.
Trabajos recientes sobre 0,50 mm En un estudio realizado en acero eléctrico no orientado se observó que, a medida que aumentaba la holgura, aumentaban la profundidad y la gravedad de la capa endurecida por deformación y se degradaban las propiedades magnéticas. En ese estudio, una holgura lateral de aproximadamente 5% produjo una sección de cizalladura completa y lisa. Otro estudio sobre acero punzonado no orientado informó de la respuesta más eficaz a la pérdida de hierro tras el recocido en torno a 3% holgura de corte. En conjunto, estos resultados respaldan un punto de partida muy práctico para las laminaciones finas: comenzar las pruebas con 3% a 5% de espesor de material por lado, y, a continuación, ajustarlo a partir de los resultados reales y no de la costumbre.
Qué buscar durante esas pruebas:
Tendencia de la altura de la rebaba
Equilibrio bruñido/fractura
Planicie tras la retirada
Patrón de carga del punzón
Comportamiento del apilamiento
Dureza de los bordes o blanqueamiento visible si se inspecciona metalográficamente
Una holgura demasiado pequeña puede aumentar la fuerza y el desgaste. Demasiada holgura puede hacer que el desprendimiento sea áspero, profundizar los daños en los bordes y empujar la banda fuera del plano. Un gráfico no le dirá dónde su material, revestimiento y secuencia de estación cruzan esa línea. Una prueba controlada lo hará.
5) Elegir materiales para herramientas que mantengan estable el filo de corte
En el caso de los aceros eléctricos finos, el material de la herramienta no suele decidir el arrugado por sí mismo. Afecta al arrugado controlando algo justo antes de él: estabilidad de los bordes a lo largo del tiempo. A medida que el punzón y la matriz se desgastan, la holgura efectiva cambia, la zona de fractura se desplaza, la capa afectada plásticamente crece y el corte empieza a soltarse de forma menos limpia. Los trabajos sobre el corte de acero al silicio han demostrado que el desgaste de la herramienta puede ampliar la zona de cambio de microdureza y empeorar el estado del filo de corte a medida que se desplaza la holgura.
Por este motivo, la selección del material de las herramientas debe estar vinculada al modo de producción y no tratarse como una elección de compra independiente. La guía de selección de herramientas de corte y perforación sitúa la principal disyuntiva donde la mayoría de los diseñadores de troqueles ya la perciben en la práctica: resistencia al desgaste frente a tenacidad. Las calidades de trabajo en frío de alto desgaste son útiles cuando el principal problema es la retención del filo. Las calidades de mecanizado en frío más duras son más seguras cuando los punzones estrechos o los golpes de rotura aumentan el riesgo de astillado. Los aceros pulvimetalúrgicos para trabajo en frío suelen elegirse cuando la resistencia al desgaste y la tenacidad son importantes al mismo tiempo, y las plaquitas de metal duro suelen reservarse para situaciones de desgaste muy elevado en las que la duración del filo domina la decisión.
La regla útil aquí es simple. No elija el material de herramienta más duro por defecto. Elija el material que mantenga un borde limpio, resista el astillado en su geometría y mantenga la holgura real dentro de la ventana de proceso el mayor tiempo posible. Esta es la versión de la “selección del material de la herramienta” que realmente pertenece a una discusión sobre arrugado.
6) Diseñar el decapador para controlar el decapado a lo largo de todo el ciclo.
En el caso del acero eléctrico muy fino, el separador no es un componente secundario. Es la parte de la matriz que decide si la banda se comporta como chapa o como lámina.
Las directrices publicadas sobre el sellado son claras en dos puntos:
A extractor de muelles mantiene la tira de material o la pieza plana y en su sitio durante la perforación, y ayuda a evitar que se levante durante la retirada.
La fuerza de extracción puede variar desde casi cero hasta 25% de fuerza de perforación, mientras que muchas aplicaciones se quedan por debajo de 10%; la misma guía también señala que la presión del decapante debe ser al menos de 8% de la fuerza de perforación en la planificación del tonelaje.
Eso sí no significa “usar la máxima presión”. Significa esto:
Utilice una superficie de contacto rígida y plana
Una cara de expulsión rígida sujeta el material y limita el levantamiento local. Las caras blandas pueden deformarse, moverse lateralmente e interferir con la ventilación alrededor del punzón. Es una mala combinación para las laminaciones finas.
Mantener la presión uniforme
Una presión de extracción desigual se imprimirá en la pieza. Es posible que una esquina se levante primero, un puente se arquee, un diente se tuerza. La solución no suele ser más fuerza. Es un mejor soporte y un mapa de presión más plano.
Minimizar el recorrido excesivo del decapante
Un recorrido excesivo puede comprimir en exceso los muelles, dañar los tornillos y crear interferencias cerca de los radios de los punzones. También hace que el ciclo de trabajo sea menos estable.
Ventile el utillaje
El aire tiene que ir a alguna parte. Una mala ventilación puede contribuir a que se produzcan tirones, abombamientos irregulares y desprendimientos inestables. El material fino se da cuenta de estas pequeñas cosas.
7) Reducir el choque por impacto antes de que se convierta en pandeo
Una laminación puede ser plana durante la entrada y aun así dejar la estación distorsionada porque la irrupción fue demasiado violenta.
Ahí es donde importa la secuencia de perforación.
La práctica estándar de estampación recomienda longitudes de punzón escalonadas para reducir el impacto y el choque. A menudo se pasa por alto un detalle útil de la guía de utillaje: utilizar un escalonamiento igual, o ligeramente inferior, al longitud de bruñido puede funcionar mejor que simplemente igualar el grosor de la culata, especialmente en producciones más rápidas. La idea es dejar que un grupo de punzones se enganche antes de que el grupo anterior se enganche por completo, de modo que la energía de liberación se comparta en lugar de desperdiciarse.
En las matrices de acero eléctrico fino, eso suele significar:
dividir los grandes grupos de ponches en dos o tres niveles de compromiso
evitar el corte “todo a la vez” en una sola estación en diseños frágiles
vigilar los últimos golpes que se abren paso, porque a menudo es ahí donde empieza la distorsión
comprobar las marcas de retirada; a menudo dicen la verdad más rápido que los datos de planitud.
Liberación silenciosa. Liberación aburrida. Eso es lo que quieres.
8) Proteger de forma diferente los dientes estrechos, los puentes y las ranuras largas.
No todas las geometrías de laminación fallan de la misma manera.
Dientes estrechos
El peligro es la flexión lateral y el daño local de los bordes. Mantenga el soporte cerca de la raíz del diente y evite hacer los cortes laterales finales en el mismo instante si eso deja al diente libre para desplazarse lateralmente.
Ranuras largas
El peligro es una cinta de material débil junto a la ranura. Divida la ranura, añada un soporte cercano o cambie la secuencia para que la banda no tenga que soportar esfuerzos de compresión a través de un borde libre largo.
Puentes delgados
El peligro es el pandeo durante la retirada, no siempre durante el corte. Si el puente se ve bien en el punto muerto inferior y falla después de que el pistón se eleva, el problema es a menudo la extracción, la ventilación, o la sincronización de liberación.
Perfil exterior con muchos cortes internos ya presentes
El peligro es el colapso del armazón. Retrasa el corte final todo lo que puedas y mantén el soporte en las zonas más rígidas.
9) Utilizar límites de mantenimiento basados en la tendencia de la rebaba, no en el fallo de la herramienta.
Un borde desgastado hace algo más que producir rebabas. Cambia el comportamiento de la fractura, aumenta la inestabilidad del desprendimiento y hace que la matriz se compense de formas desagradables. En el acero eléctrico, la degradación de los bordes también afecta directamente a la calidad de la pila y al comportamiento magnético. La bibliografía sobre daños por corte muestra que los efectos en los bordes inducidos por el punzonado pueden aumentar las pérdidas y degradar el rendimiento, mientras que los estudios que comparan métodos de corte siguen señalando la tensión residual, la dureza de los bordes y las rebabas como los indicadores críticos de calidad.
Así que no espere a que se produzca una catástrofe visible.
Ajustar los disparadores de reafilado alrededor:
tendencia de la altura de la rebaba
deriva de planicidad
cambio de carga de ruptura
marcas de levantamiento de la banda
variación de la altura de la pila con un número fijo de láminas
Es una forma mucho más barata de funcionar.
Práctica tabla de partida para el diseño de troqueles de laminación fina
Elemento de diseño
Punto de partida
Si está demasiado bajo / demasiado apretado
Si es demasiado alto / demasiado flojo
Qué hay que comprobar primero
Espacio libre de corte
3%-5% por cara
fuerza elevada, desgaste rápido, riesgo de gripado
zona de fractura más rugosa, más daños en los bordes, desviación de la planitud
rebaba, bruñido, planitud, fuerza
Fuerza de extracción
8%-25% de fuerza de perforación como gama de diseño; muchos trabajos se quedan 10%
elevador de tiras, colgado de punzones, mala ubicación
marcado, distorsión local, carga desperdiciada
marcas de elevación, estabilidad de retirada
Compromiso de perforación
2-3 grupos escalonados en juegos de punzones más grandes
choque concentrado a presión
complejidad temporal innecesaria
sonido, carga, patrón de distorsión
Cronometraje del perfil exterior
Última estación
franja débil demasiado pronto
ninguno, normalmente más seguro tarde
estabilidad del bastidor
Estrategia de slot largo
Reparto entre estaciones
—
sobreprocesamiento si se divide demasiado
ondulación junto a la ranura
Diseño de puentes
Corto, cerca de zonas rígidas
soporte de alimentación débil
residuos materiales
hebilla local, torsión
Regla Regrind
Por burr trend
mantenimiento prematuro
calidad de los bordes inestable si se retrasa
crecimiento de la rebaba y deriva de la pila
Las cifras exactas aún necesitan confirmación en los ensayos. Pero esta tabla es un mejor punto de partida que una tabla genérica de holguras y una conjetura.
Errores de diseño comunes que provocan arrugas
1. Cortar el perfil exterior demasiado pronto
La banda pierde rigidez y cada estación posterior se vuelve más difícil de controlar.
2. Tratar la presión del separador como un único número
Lo que importa es el patrón de contacto y el momento, no sólo la fuerza.
3. Utilización de grandes luces sin apoyo entre los cortes
Las acciones delgadas no perdonan esto.
4. Perforar ranuras largas de un solo golpe
La ranura parece eficiente sobre el papel. La tira puede no estar de acuerdo.
5. Esperar demasiado para volver a moler
Para cuando las rebabas son evidentes, la planitud ya suele haberse desviado.
6. Resolver un problema de liberación con más tonelaje
Eso suele ocultar el verdadero problema durante un tiempo, y luego empeora el desgaste.
PREGUNTAS FRECUENTES
¿Qué holgura de matriz debo probar primero para acero eléctrico fino?
Una buena ventana de prueba inicial es 3% a 5% de espesor de material por lado. Utilícelo como una ventana de proceso, no como una respuesta definitiva. A continuación, valídelo con datos sobre rebabas, planitud, calidad de los bordes y fuerza. Los estudios publicados sobre acero eléctrico no orientado apoyan este rango como un comienzo sensato, con 5% dando una sección lisa en un estudio y 3% dando la mejor respuesta post-pérdida canina en otro.
¿Debo utilizar un extractor de muelles para láminas finas?
En la mayoría de los casos, sí. Un separador de muelle proporciona un soporte rígido, mantiene la banda plana durante la perforación y ayuda a evitar que el material se levante o cuelgue de los punzones durante la retirada. Esa combinación es exactamente lo que necesita el acero eléctrico fino.
¿Por qué los laminados se arrugan después de que salga el punzón y no durante el corte?
Porque el problema suele estar en retirada, no de entrada. Los golpes de liberación, el levantamiento de la banda, una ventilación deficiente o una presión de desencofrado desigual pueden deformar una pieza que parecía estable en el punto muerto inferior.
¿Las rebabas son principalmente un problema de apilamiento o un problema magnético?
Ambas cosas. Las rebabas reducen la calidad de la pila y pueden modificar la altura efectiva de la pila, mientras que los daños por corte cerca del borde también pueden aumentar las pérdidas y reducir el rendimiento de la máquina.
¿Puede el recocido salvar un mal diseño de troquel?
No. El recocido puede reducir algunos efectos de tensión inducidos por el punzonado, pero no soluciona el soporte deficiente de la banda, el mal orden de las estaciones, los puentes débiles o la liberación inestable. Si la matriz hace que la banda se mueva cuando no debería, el problema empieza en el utillaje.
¿Cuál es la forma más rápida de mejorar un troquel de arrugado que ya está en producción?
Normalmente este orden funciona: compruebe el contacto del separador y la distribución de la presión revisar la secuencia de la estación en torno a las ranuras largas y la sincronización de la pieza en bruto exterior realizar una prueba de despeje estrecho golpes escalonados que se abren paso juntos endurecer los límites de reafilado
Conclusión
Un buen troquel de laminación fina no depende de la fuerza para mantener las piezas planas. Se basa en la secuencia, el apoyo y la liberación controlada.
Esa es la lógica del diseño:
mantener la franja fuerte hasta las últimas estaciones
utilice 3%-5% holgura por lado como ventana inicial
mantenga la culata plana con un extractor de muelles rígidos
acortar los vanos no soportados
avance escalonado
reafilar antes de que la rebaba se convierta en un argumento visible
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.