Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
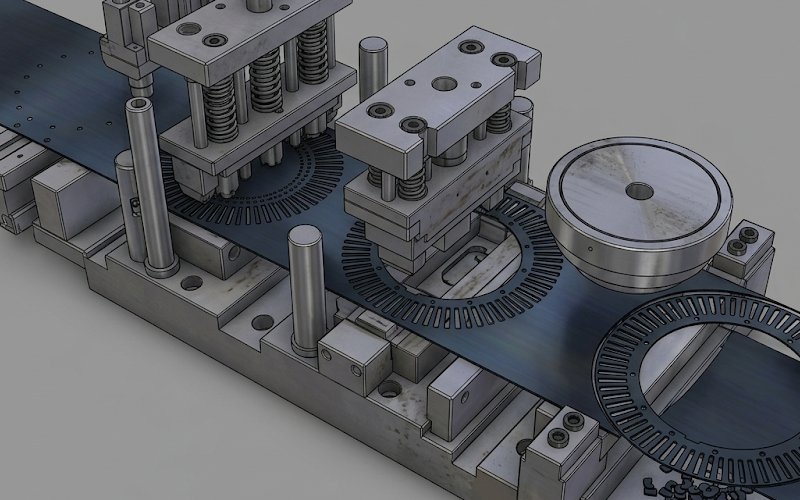
Comment concevoir une matrice d'emboutissage pour de l'acier électrique mince sans plis ?
Acier électrique mince est utilisé pour une raison primordiale : une épaisseur plus faible permet de réduire les pertes de fer à haute fréquence. Dans les données publiées sur les moteurs, le passage de 0,35 mm à 0,30, 0,25 et 0,20 mm peuvent réduire la perte de fer à haute fréquence d'environ 20% à 40%, en fonction de la qualité et de l'état du test. Ce gain est réel. Il est également facile d'en perdre lors de l'estampage si la matrice meurtrit le bord, soulève la bande ou laisse les ponts étroits se déformer. Les dommages causés par le poinçonnage ont été associés à une perte de noyau plus importante et à une perte de performance mesurable après la découpe.
L'acier électrique mince ne se plisse pas parce qu'il est faible. Ce n'est pas tout à fait le cas. Il se plisse parce que la matrice perd le contrôle de la bande au mauvais moment : avant la coupe, à la percée ou pendant le retrait. L'objectif de la conception est donc simple à dire, mais plus difficile à réaliser. Maintenir la bande à plat. Qu'elle reste guidée. Faire en sorte que le déclenchement soit silencieux.
Table des matières
Réponse rapide : qu'est-ce qui prévient réellement les rides ?
Une filière à stratification fine est généralement stable lorsqu'elle respecte six règles :
Pierce et localiser tôt. Utilisez les pilotes et les dispositifs de repérage précoce avant que la bande ne devienne faible.
Laisser le profil extérieur en retard. Maintenir la masse de matériaux aussi longtemps que possible.
Commencez les essais de dégagement autour de 3% à 5% par côté. Il est ensuite possible de régler la bavure, la planéité, la signature de la force et la qualité des arêtes.
Utilisez un décapant à ressort rigide, et non une face souple qui laisse flotter le décapant.
Raccourcir les ponts non soutenus et diviser les longs créneaux entre les stations.
Échelonner l'engagement des coups de poing afin que la bande n'encaisse pas d'un seul coup le choc de la traversée.
C'est la version courte. Pour le reste, la matrice fonctionne ou commence à produire des déchets coûteux.
1) Quelles sont les causes de la formation de plis dans les fines tôles d'acier électrique ?
En production, le “froissement” est souvent un symptôme mixte, et non un mode de défaillance unique. Il peut se manifester comme suit
le flambage local dans une bande étroite
ondulation après le décollage de la bande du poinçon
le doming autour des longs créneaux
torsion dans un profil extérieur presque fini
perte de planéité de la pile qui commence dans la filière et non dans l'empilage
Les causes profondes sont généralement une contrainte de compression, un mauvais soutien, un relâchement inégal, ou les trois à la fois.
Ce phénomène s'aggrave à mesure que l'épaisseur diminue. Dans les travaux expérimentaux sur l'acier au silicium mince, la déformation par flambage n'a été observée qu'à l'épaisseur inférieure de la tôle, et la hauteur maximale de flambage rapportée a atteint environ 164 μm dans certaines conditions de coupe. Ainsi, lorsque la feuille devient suffisamment fine, la planéité n'est plus un contrôle de qualité secondaire. Elle devient une contrainte primaire dans la conception des matrices.
Il y a un autre aspect que les concepteurs sous-estiment parfois : l'arête de coupe n'affecte pas seulement l'arête. Des études sur les contraintes résiduelles de l'acier électrique non orienté découpé par poinçonnage ont révélé une zone affectée autour de 0,4 à 0,5 mm du bord. Cette distance est importante lorsque la pièce contient des dents étroites, des ponts ou des coins de fente. Si la matrice endommage ces zones, le laminage peut tout de même passer le contrôle dimensionnel, mais se comporter mal en termes d'empilage et de performances magnétiques.
2) Choisir l'architecture de la puce en fonction de la stabilité de la bande, et pas seulement du débit de sortie
Pour les aciers électriques minces, le type de filière doit être choisi en se posant d'abord une question :
À quel moment la bande devient-elle trop faible pour rester plate d'elle-même ?
Cette question conduit généralement à l'une des trois directions suivantes.
Filière progressive
Utilisez une disposition progressive lorsque vous avez besoin de volume, de répétabilité et d'un séquençage contrôlé des caractéristiques internes. C'est souvent la meilleure solution pour les laminés comportant des fentes, des fenêtres, des dents étroites et des pilotes, car vous pouvez garder plus de matière connectée tandis que les premières stations construisent l'emplacement et répartissent les contraintes.
Filière composée ou combinée
Utilisez cette méthode lorsque la concentricité et le contrôle du périmètre en un seul coup sont plus importants que la progression de l'avance. Cette méthode peut donner de bons résultats pour les laminages simples, mais pour les matériaux très fins, le déclenchement peut être plus brutal, car il y a plus de coupe en même temps. Cela signifie que les exigences en matière de dénudage et de soutien sont plus élevées.
Simple découpage ou matrice d'essai
Utilisez-le pour le développement, les études de bords, les études de bavures et les essais de dégagement. C'est souvent le moyen le plus rapide de trouver la véritable fenêtre de dégagement avant de verrouiller une mise en page de production.
Une règle pratique, peut-être la plus pratique de tout cet article : plus la feuille est fine, moins vous devez faire confiance à une disposition qui supprime trop de soutien trop tôt.
3) Construire l'agencement de la bande de manière à ce que la pièce reste solide jusqu'à la dernière station possible.
La plupart des problèmes de plissement dans les laminés minces commencent par des problèmes d'agencement.
Une séquence plus sûre se présente généralement comme suit :
Mettre en place les pilotes et les trous de positionnement plus tôt
La bande doit être bien positionnée avant que plusieurs poinçons n'essaient de partager la charge. L'engagement du pilote doit se faire avant l'entrée des principaux poinçons de perforation. Les directives générales en matière d'estampage vont dans le même sens : les pilotes se positionnent d'abord, le stripper se tient ensuite, la découpe se fait ensuite.
Découper les caractéristiques internes avant le profil extérieur
Les fentes, les fenêtres et les trous doivent généralement être réalisés lorsque la bande dispose encore d'un support extérieur complet. Une fois que le profil extérieur est en grande partie libre, de longues coupes internes peuvent transformer une bande stable en un cadre flexible. C'est à ce moment-là que les ponts commencent à onduler.
Répartir les longs créneaux horaires entre les stations
Ne perforez pas une fente longue et étroite dans une station si cette fente crée un ruban de matière faible à côté d'elle. Divisez-la en deux ou trois stations, ou mettez en scène les extrémités et le centre séparément. L'objectif n'est pas l'élégance. Il s'agit d'éviter de créer une longue bande de compression non soutenue.
Garder les ponts porteurs suffisamment larges et proches des régions rigides
Dans le cas d'une armature mince, l'emplacement du bridge est plus important que le nombre de bridges. Un bridge étroit placé à côté d'une longue fente est souvent pire qu'un bridge moins important placé à côté d'une racine de dent plus large ou d'une section d'arcade.
Laisser l'extérieur vierge en retard
Cela vaut la peine de le répéter. Le profil extérieur est votre dernière grande source de rigidité. Dépensez-la tardivement.
4) Définir le jeu des matrices comme une fenêtre de validation, et non comme un nombre fixe copié à partir d'un tableau.
Pour les aciers électriques minces, le jeu n'est pas seulement une question de réglage de la bavure. Il a une incidence sur l'endommagement des arêtes, l'écrouissage, les contraintes résiduelles, la planéité et la perte magnétique.
Travaux récents sur 0,50 mm L'étude de l'acier électrique non orienté a montré qu'à mesure que le jeu augmentait, la profondeur et la gravité de la couche d'écrouissage augmentaient et les propriétés magnétiques se dégradaient. Dans cette étude, un jeu latéral d'environ 5% a produit une section de cisaillement complète et lisse. Une autre étude sur de l'acier non orienté poinçonné a rapporté la réponse la plus efficace en termes de perte de fer après un recuit à une température d'environ 3% le jeu de coupe. Dans l'ensemble, ces résultats constituent un point de départ très pratique pour les laminations minces : commencer les essais à 3% à 5% d'épaisseur de stock par côté, puis d'ajuster en fonction des résultats réels plutôt que de l'habitude.
Ce qu'il faut observer lors de ces essais :
Évolution de la hauteur des fraises
Équilibre entre le brunissement et la fracture
Planéité après le retrait
Modèle de charge de poinçon
Comportement d'empilage
Dureté des arêtes ou blanchiment visible en cas d'inspection métallographique
Un jeu trop faible peut augmenter la force et l'usure. Un jeu trop important peut rendre le décollage rugueux, aggraver les dommages sur les bords et faire sortir la bande de son plan. Un tableau ne vous dira pas où votre matériau, votre revêtement et votre séquence de stations franchissent cette ligne. Un essai contrôlé le fera.
5) Choisir des matériaux d'outils qui maintiennent l'arête de coupe stable
Pour les aciers électriques minces, le matériau de l'outil ne détermine généralement pas à lui seul la formation des plis. Il influe sur le plissage en contrôlant un élément situé juste en amont : stabilité des bords dans le temps. Avec l'usure du poinçon et de la matrice, le jeu effectif change, la zone de rupture se déplace, la couche plastiquement affectée s'agrandit et la coupe commence à se détacher moins proprement. Des travaux sur le découpage de l'acier au silicium ont montré que l'usure de l'outil peut élargir la zone de changement de microdureté et aggraver l'état de l'arête de coupe à mesure que le jeu dérive.
C'est pourquoi la sélection du matériau de l'outil doit être liée au mode de production, et non traitée comme un choix d'achat distinct. Les conseils de sélection pour les outils de découpage et de perçage placent le principal compromis là où la plupart des concepteurs d'outils le ressentent déjà dans la pratique : la résistance à l'usure par rapport à la ténacité. Les qualités de travail à froid à forte usure sont utiles lorsque la conservation des arêtes est le principal problème. Les nuances plus dures pour l'usinage à froid sont plus sûres lorsque des poinçons étroits ou des chocs de rupture augmentent le risque d'écaillage. Les aciers pour travail à froid issus de la métallurgie des poudres sont souvent choisis lorsque la résistance à l'usure et la ténacité sont importantes en même temps, et les plaquettes à base de carbure sont généralement réservées aux situations d'usure très importante où la durée de vie des arêtes domine la décision.
La règle à suivre est simple. Ne choisissez pas par défaut le matériau d'outil le plus dur. Choisissez le matériau qui conserve une arête nette, résiste à l'écaillage de votre géométrie et maintient le plus longtemps possible le jeu de fonctionnement réel à l'intérieur de la fenêtre de processus. C'est la version de la “sélection du matériau de l'outil” qui a sa place dans une discussion sur le plissage.
6) Concevoir le stripper pour contrôler le stripping sur l'ensemble du cycle.
Pour l'acier électrique très fin, le dénudeur n'est pas un élément secondaire. C'est la partie de la filière qui décide si la bande se comporte comme une tôle ou comme une feuille.
Les orientations publiées en matière d'estampillage sont claires sur deux points :
A dénudeur de ressorts maintient la bande ou la pièce à plat et en place pendant la perforation, et aide à prévenir le soulèvement pendant le retrait.
La force d'arrachage peut varier de presque zéro jusqu'à 25% de la force de perforation, alors que de nombreuses applications restent en dessous de 10%; Le même guide indique également que la pression du stripper doit être d'au moins 1,5 bar. 8% de la force de perforation dans la planification du tonnage.
C'est le cas pas signifie “utiliser la pression maximale”. Cela signifie ceci :
Utiliser une surface de contact rigide et plane
Une face de décoffrage rigide soutient la pièce et limite le soulèvement local. Les faces souples peuvent se déformer, se déplacer latéralement et gêner la ventilation autour du poinçon. C'est un mauvais mélange pour les laminés minces.
Maintenir une pression uniforme
Une pression de dénudage inégale s'imprimera dans la pièce. Il se peut qu'un coin se soulève en premier, qu'un pont s'incline, qu'une dent se torde. La solution n'est généralement pas d'augmenter la force. Il s'agit d'un meilleur support et d'une carte de pression plus plate.
Minimiser les déplacements excessifs du stripper
Une course trop importante peut entraîner une surcompression des ressorts, endommager les vis et créer des interférences à proximité des rayons de poinçonnage. Elle rend également le cycle de travail moins stable.
Mise à l'air libre de l'outillage
L'air doit aller quelque part. Une mauvaise ventilation peut contribuer à l'arrachement des limaces, à un gonflement irrégulier et à une libération instable. Thin stock s'intéresse à ces petits détails.
7) Réduire les chocs de rupture avant qu'ils ne se transforment en flambage
Un laminage peut être plat lors de l'entrée et laisser la station déformée parce que la percée a été trop violente.
C'est là que la séquence des coups de poing est importante.
La pratique courante de l'estampillage recommande des longueurs de poinçon stupéfiantes pour réduire les impacts et les chocs. Un détail utile du guide de l'outillage est souvent omis : l'utilisation d'un décalage égal, ou légèrement inférieur, à l'épaisseur de l'outil. longueur du brunissage peut s'avérer plus efficace que la simple adaptation de l'épaisseur de la crosse, en particulier dans le cas d'une production plus rapide. L'idée est de laisser un groupe de poinçons s'engager avant que le groupe précédent ne s'enclenche complètement, de sorte que l'énergie de déclenchement soit partagée au lieu d'être déversée.
Dans les filières électriques minces en acier, cela signifie généralement :
diviser les grands groupes d'amateurs de punch en deux ou trois niveaux d'engagement
éviter les coupes en une seule fois sur les plans fragiles
surveiller les derniers coups de poing à percer, car c'est souvent là que commence la distorsion
vérifier les marques de retrait ; elles indiquent souvent la vérité plus rapidement que les données de planéité
Libération silencieuse. Une libération ennuyeuse. C'est ce que vous voulez.
8) Protéger différemment les dents étroites, les bridges et les longues fentes
Toutes les géométries de laminage n'échouent pas de la même manière.
Dents étroites
Le danger est la flexion latérale et l'endommagement local des bords. Maintenez le support près de la racine de la dent et évitez de faire les coupes latérales finales au même moment si cela laisse la dent libre de basculer sur le côté.
Créneaux longs
Le danger réside dans la présence d'une bande de matériau faible à côté de la fente. Fendez la fente, ajoutez un support à proximité ou modifiez la séquence de manière à ce que la bande ne doive pas supporter un effort de compression sur un long bord libre.
Ponts minces
Le danger est le flambage pendant le retrait, pas toujours pendant la coupe. Si le pont semble parfait au point mort bas et qu'il cède après la montée du coulisseau, le problème se situe souvent au niveau de l'effeuillage, de l'aération ou de la synchronisation du déclenchement.
Profil extérieur avec de nombreuses coupes internes déjà présentes
Le danger est l'effondrement du cadre. Retardez l'ébauche finale aussi longtemps que possible et maintenez le support dans les zones les plus rigides.
9) Utiliser des limites de maintenance basées sur l'évolution de la bavure et non sur la défaillance de l'outil.
Une arête usée ne se contente pas de produire des bavures. Elle modifie le comportement à la rupture, accroît l'instabilité des rejets et oblige la filière à compenser de manière peu esthétique. Dans l'acier électrique, la dégradation des arêtes se répercute directement sur la qualité de l'empilage et le comportement magnétique. L'analyse de la littérature sur les dommages causés par la coupe montre que les effets d'arête induits par le poinçonnage peuvent augmenter les pertes et dégrader les performances, tandis que les études comparant les méthodes de coupe reviennent sans cesse sur la contrainte résiduelle, la dureté de l'arête et la bavure en tant qu'indicateurs de qualité critiques.
N'attendez donc pas une catastrophe visible.
Régler les déclencheurs de rebroyage :
tendance de la hauteur des bavures
dérive de la planéité
changement de charge de rupture
marques de soulèvement de la bande
variation de la hauteur de la pile pour un nombre fixe de laminages
C'est un mode de fonctionnement beaucoup moins coûteux.
Table de départ pratique pour la conception d'une filière de laminage fin
Objet de la conception
Point de départ
Si trop bas / trop serré
Si trop haut / trop lâche
Ce qu'il faut vérifier en premier
Jeu de coupe
3%-5% par côté
force élevée, usure rapide, risque de grippage
zone de rupture plus rugueuse, dommages plus importants sur les bords, dérive de la planéité
bavure, brunissage, planéité, force
La force du strip-teaseur
8%-25% de la force de perforation en tant que gamme de conception ; de nombreux emplois restent sous 10%
ascenseur à lanières, accrochage des poinçons, mauvais emplacement
marquage, distorsion locale, charge perdue
marques de levage, stabilité du retrait
Engagement du poinçon
2-3 groupes décalés sur les jeux de poinçons plus importants
chocs concentrés et encliquetables
complexité inutile du calendrier
son, charge, modèle de distorsion
Profil extérieur timing
Station tardive
bande faible trop tôt
aucun, généralement plus sûr tard
stabilité du cadre
Stratégie de la longue fente
Répartition entre les stations
—
surtraitement en cas de fractionnement excessif
ondulation à côté de la fente
Conception des ponts
Courte, proche des zones raides
faible soutien à l'alimentation
déchets de matériaux
boucle locale, torsion
Règle du rebroyage
Par burr trend
l'entretien prématuré
qualité instable des bords en cas de retard
la croissance des bavures et la dérive des piles
Les chiffres exacts doivent encore être confirmés par des essais. Mais ce tableau est un meilleur point de départ qu'un tableau générique de dégagement et qu'une supposition.
Erreurs de conception courantes à l'origine des plis
1. Couper le profil extérieur trop tôt
La bande perd de sa rigidité et chaque station ultérieure devient plus difficile à contrôler.
2. Traiter la pression du stripper comme un seul chiffre
Ce qui compte, c'est le schéma et le moment du contact, et pas seulement la force.
3. Utilisation de longues portées non soutenues entre les coupes
Un stock mince ne pardonne pas cela.
4. Poinçonner de longues fentes en un seul coup
La fente semble efficace sur le papier. La bande n'est pas forcément du même avis.
5. Attente trop longue pour le rebroyage
Lorsque les bavures sont évidentes, la planéité a généralement déjà dérivé.
6. Résoudre un problème de rejet avec plus de tonnage
Cela masque souvent le vrai problème pendant un certain temps, puis aggrave l'usure.
FAQ
Quel jeu de matrice dois-je essayer en premier pour l'acier électrique fin ?
Une bonne fenêtre d'essai de départ est 3% à 5% d'épaisseur de stock par côté. Il s'agit d'une fenêtre de processus et non d'une réponse définitive. Validez ensuite avec les données relatives aux bavures, à la planéité, à la qualité des arêtes et à la force. Les études publiées sur l'acier électrique non orienté confirment que cette fourchette est un bon point de départ, avec 5% en donnant une section lisse dans une étude et 3% donnant la meilleure réponse post-perte de calibre dans un autre.
Dois-je utiliser un décapant à ressort pour les laminés minces ?
Dans la plupart des cas, oui. Un dévêtisseur à ressort offre un support rigide, maintient la bande à plat pendant la perforation et empêche le matériau de se soulever ou de rester accroché aux poinçons pendant le retrait. Cette combinaison est exactement ce dont l'acier électrique fin a besoin.
Pourquoi les laminés se plissent-ils après la sortie du poinçon et non pendant la coupe ?
Parce que le problème se situe souvent dans retrait, mais pas l'entrée. Un choc de décollement, un soulèvement de la bande, une mauvaise ventilation ou une pression de décollement inégale peuvent déformer une pièce qui paraissait stable au point mort bas.
Les bavures sont-elles principalement un problème d'empilage ou un problème magnétique ?
Les deux. Les bavures réduisent la qualité de la pile et peuvent modifier la hauteur effective de la pile, tandis que les dommages causés par la coupe près du bord peuvent également augmenter les pertes et réduire les performances de la machine.
Le recuit peut-il sauver une mauvaise conception de filière ?
Non. Le recuit peut réduire certains effets de stress induits par le poinçonnage, mais il ne règle pas le problème du mauvais support de la bande, du mauvais ordre des stations, des ponts faibles ou de la libération instable. Si la matrice fait bouger la bande alors qu'elle ne le devrait pas, le problème commence au niveau de l'outillage.
Quel est le moyen le plus rapide d'améliorer une filière de plissage déjà en production ?
En général, cet ordre fonctionne : vérifier le contact du stripper et la répartition de la pression revoir la séquence des stations en ce qui concerne les fentes longues et la synchronisation de la découpe extérieure effectuer un essai de dépollution étroit des coups de poing décalés qui se brisent en même temps renforcer les limites du rebroyage
Dernier point à retenir
Une bonne filière de laminage fin ne s'appuie pas sur la force pour maintenir les pièces à plat. Elle s'appuie sur la séquence, le soutien et le relâchement contrôlé.
C'est la logique de conception :
maintenir la bande forte jusqu'à la fin des stations
utiliser 3%-5% dégagement latéral comme fenêtre de départ
maintenir la crosse à plat à l'aide d'un dénudeur de ressort rigide
raccourcir les travées non soutenues
percer en décalé
rebroyage avant que la bavure ne devienne un argument visible
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.