Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
TL;DR
- Wählen Sie Nieten wenn die Unversehrtheit des Stapels während der Handhabung, des Aufwickelns, des Einpressens oder der Vibration ein größeres Risiko darstellt, und wenn Sie Löcher in Regionen mit geringerem Fluss halten können.
- Wählen Sie clinchen wenn das Stanzen von hohen Stückzahlen und die integrierte Stapelung eine größere Rolle spielen, aber nur, wenn die Anzahl der Verriegelungen, die Tiefe, der Abstand und die Anordnung der Paare wie magnetische Designvariablen gesteuert werden und nicht nur die Details der Werkzeuge.
- Der magnetische Nachteil ist nicht unklar. In einer Studie mit gestapelten Kernen wurde festgestellt, dass ein reiner Lochzustand den Eisenverlust um etwa 6.2% unter 1,0 T, 50 Hz, Durch die Verdübelung wurde sie auf etwa 9.1%, und der Zustand des verbundenen Dübels erreichte etwa 13.1%. In dichteren Stellwerkskonstruktionen aus derselben Studie erreichte der Anstieg 40.9%. Im Gegensatz dazu ergab eine Pinhole-Studie, dass eine 6 mm Loch könnte zusätzlichen Verlust behalten unter 1% wenn Größe und Position sorgfältig gewählt wurden.
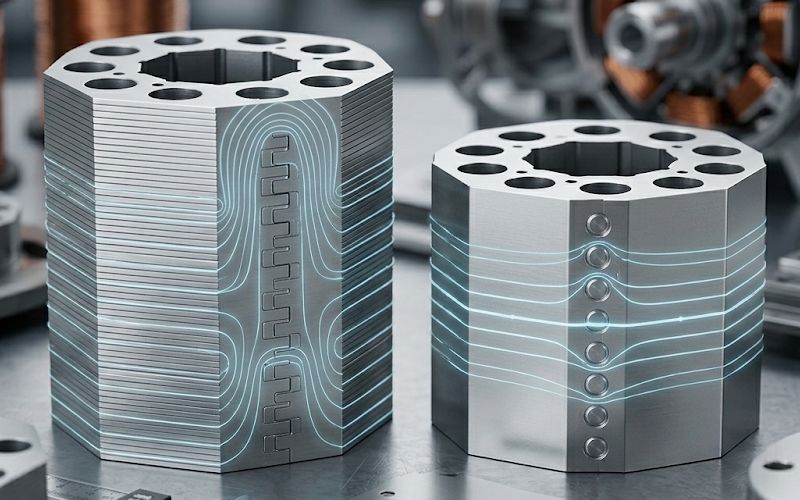
Kaschierungsstapel funktionieren nur, weil jedes Blatt vom nächsten isoliert ist. Das klingt offensichtlich. Es ist dennoch wichtig. In dem Moment, in dem eine Verbindungsmethode eine lokale Belastung hinzufügt, die Beschichtung aufbricht oder eine leitende Brücke erzeugt, verhält sich der Stapel nicht mehr wie der saubere Stapel im elektromagnetischen Modell. Bei der Überprüfung der Elektrostahlherstellung stößt man immer wieder auf dasselbe Ergebnis: Das Fügen wirkt sich auf die Permeabilität, den Hystereseverlust, den Wirbelstromverlust und die lokale Wärmeentwicklung aus, manchmal sogar gleichzeitig.
Die eigentliche Frage ist also nicht welche Methode stärker ist. Es ist schmaler als das. Und auch nützlicher. Welche Methode ist stark genug für die mechanische Arbeit, mit dem geringsten magnetischen Nachteil, den Sie in der Produktion tatsächlich halten können?
Wenn der Stapel wahrscheinlich mechanisch belastet wird - Transport, Wickelspannung, Einsetzen des Gehäuses, Einpressen, Vibrationen, geschwindigkeitsbedingte Beanspruchung - ist das Nieten in der Regel die sicherere Richtung. Wenn der Stapel in großen Mengen hergestellt wird und das Werk möchte, dass sich die Bleche im Folgeverbundwerkzeug selbst stapeln, hat das Clinchen einen klaren Prozessvorteil. Sobald jedoch die Geschwindigkeit ansteigt, das Flussmittel zunimmt oder sich die Verbindungsdichte im aktiven Pfad ausbreitet, wird das Clinchen interessant.
Das ist der ganze Handel in einer Zeile: Beim Nieten geht es um den mechanischen Spielraum, beim Clinchen um die Fertigungseffizienz. Keiner von beiden ist magnetisch frei.
Drei Mechanismen richten den größten Schaden an.
Diese Aufteilung ist wichtig, weil Nieten und Clinchen nicht die gleiche Steuer zahlen.
In diesem Artikel, Nieten bedeutet, dass der Stapel mit einem diskreten Befestigungselement durch ein Lochmuster gesichert ist. Mechanisch ist das leicht zu verstehen und leicht zu überprüfen. Die Größe der Löcher ist sichtbar. Die Klammerlast ist sichtbar. Die Anzahl der Verbindungen ist sichtbar. Bei größeren Stapeln oder raueren Montagebedingungen hat diese Art der expliziten Sicherung immer noch viel für sich.
Die magnetische Seite ist der Punkt, an dem die Ingenieure stolpern. Das Loch selbst ist bereits eine Störung. In einer Studie über Transformatorenkerne wurde festgestellt, dass ein zunehmender Lochdurchmesser den Kernverlust sichtbar erhöht, wobei ein 6 mm Loch, das eine Zunahme von unter 1%, während des Umzugs nach 10 mm hat die Änderung auf etwa 6.39% in diesem Fall. In derselben Studie wurde auch festgestellt, dass die Platzierung von Löchern in Bereichen mit geringerer Flussverteilung die Nachteile verringert. Ein separater Bericht über die axiale Klemmung geschichteter Kerne kommt zu demselben Ergebnis: Löcher für die Klemmung mit Durchgangsschrauben gehören in Bereiche mit geringerer Flussverteilung.
Es gibt noch eine zweite Schicht. In einer Studie mit gestapelten Bohrkernen, bei der die Herstellung von Löchern von der Dübelherstellung und dem Zusammenfügen getrennt wurde, war die Nur-Loch Zustand den Eisenverlust um etwa 6.2% unter 1,0 T, 50 Hz. Unter 1,5 T, 50 Hz, war der gleiche Locheffekt immer noch vorhanden, aber schmaler, etwa 6.3%. Nieten ist also nicht “magnetisch neutral”, nur weil es keine Verriegelungsnoppen gibt. Löcher kosten immer noch etwas. Normalerweise weniger als ein schlechtes Clinchmuster. Nicht immer weniger als ein gutes.
Der praktische Nutzen liegt auf der Hand: kleine Löcher, Platzierung mit geringem Lichtstrom, begrenzte Anzahl. Das ist der Punkt, an dem das Nieten sinnvoll erscheint.
Clinchen, oder Verriegelung ist attraktiv, weil sie in die Stanzstrecke eingebaut werden kann. Jüngste Produktionsarbeiten zu Stanzwerkzeugen beschreiben, dass ineinandergreifende Kerne direkt an der Endstation positioniert und kombiniert werden, während bei nicht ineinandergreifenden Routen oft noch ein Offline-Sammeln, Zählen, Formen und späteres Zusammenfügen erforderlich ist. Separate Arbeiten zu den Kosten von Laminierwerkzeugen kommen zu einer ähnlichen Schlussfolgerung wie bei den Stanzwerkzeugen: Die Werkzeugkosten hängen von der Größe der Laminierung, der Komplexität der Teile, dem Produktionsszenario und insbesondere von der Anzahl der Folgeverbundwerkzeugstationen ab.
Das ist der Grund, warum das Clinchen immer wieder in Volumenprogrammen auftaucht. Weniger Berührungspunkte. Weniger nachgelagertes Handling. Kein separates Befestigungsmaterial. Der Prozess ist übersichtlich.
Dann kommt die magnetische Rechnung.
Eine Übersicht über die Fügeverfahren zeigt, dass die Verriegelung als Prozess sehr effizient ist, aber es ist nicht stark und kann nur absorbieren geringe mechanische Kräfte. Die gleiche Übersicht fasst gemessene Beweise dafür zusammen, dass die Umkehrung der Permeabilität und der Eisenverlust beide linear mit der Anzahl der Verzahnungen zunehmen und dass radiale Verzahnungen schädlicher sind als umlaufende. Auch die Dübelbreite spielt eine Rolle: schmalere Dübel verringern tendenziell den Verlust.
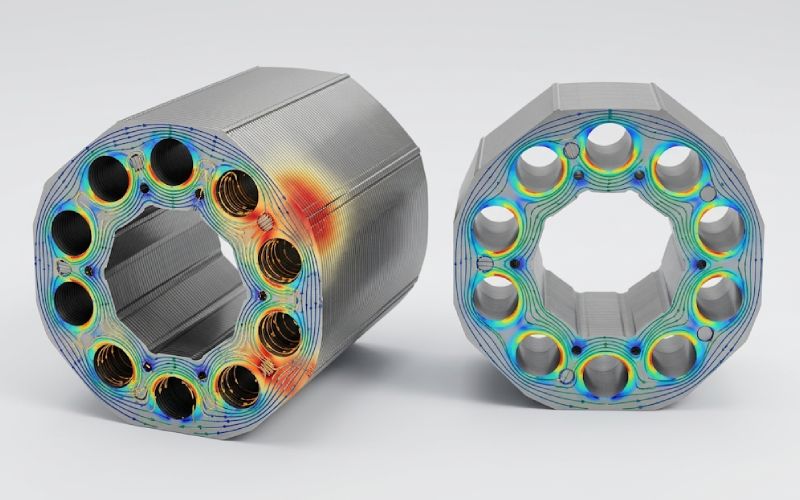
Die aussagekräftigeren Zahlen stammen aus Messungen mit gestapelten Kernen. In einer Studie wurden bei 1,0 T, 50 Hz, Bei einer Konfiguration mit nur einem Dübel erhöht sich der Eisenverlust um etwa 13.1% im Vergleich zur Referenz ohne Stützen. Als die Verriegelungsanordnung dichter wurde, stieg der Anstieg auf etwa 20.6%, 23.5%, 31.9%, und schließlich 40.9% je nach Konfiguration. Unter 1,5 T, 50 Hz, war die gleiche Sequenz milder, aber immer noch aussagekräftig: etwa 7.6% bis zu 28.3%. Dieselbe Verbindungsfamilie. Sehr unterschiedliche Ergebnisse, je nach Muster.
Das ist der Punkt, den viele Auswahlhilfen übersehen. Clinchen ist kein einzelnes Prozessergebnis. Es ist eine ganze Familie von Resultaten.
Denn es gibt zwei Strafen, nicht nur eine.
Der erste Nachteil ist die lokale Materialschädigung. Durch die Bildung von Dübeln wird der Stahl plastisch verformt. Bei der gleichen Arbeit mit gestapelten Kernen werden die gedübelt, aber noch nicht verbunden Zustand erhöhte den Eisenverlust um etwa 9.1% unter 1,0 T, 50 Hz. Dann schob das Zusammenfügen der Dübelpaare die Erhöhung auf 13.1%. Diese Aufteilung ist wichtig: Ein Teil des Schadens entsteht durch die Herstellung des Merkmals, ein weiterer durch das Erzwingen der Verbindung.
Der zweite Nachteil ist elektrischer Natur. Sobald sich bestimmte Verriegelungspaare in einer Anordnung befinden, bei der der Fluss eine leitende Schleife verbindet, treten zusätzliche Wirbelstromverluste auf. In derselben Studie wurde festgestellt, dass dieser der zusätzliche Verlust steigt linear mit der Dichte der Verriegelungspaare, und dass das Problem viel deutlicher wird, wenn 400 Hz als bei 50 Hz für die betroffenen Layouts. Mit anderen Worten, dichte oder schlecht platzierte Verriegelungen sind nicht nur ein Ärgernis bei niedrigen Frequenzen. Sie altern schlecht, wenn die Frequenz steigt.
Wenn Ihre Maschine eine hohe Geschwindigkeit aufweist, ist dies von größerer Bedeutung. Nicht weniger.
In der nachstehenden Tabelle sind Daten aus verschiedenen Studien und Geometrien gemischt, so dass es sich nicht um eine eineindeutige Bemessungsgrenze handelt. Sie ist dennoch nützlich. Sie zeigt, wo der Nachteil beginnt und wie stark er ansteigen kann.
| Entscheidungsfaktor | Nieten | Einklinken / Verriegeln | Was die Zahlen nahelegen |
|---|---|---|---|
| Primäre mechanische Logik | Diskreter Verschluss durch ein Lochmuster; Rückhaltung ist eindeutig | Geformte Noppen halten die Bleche während oder direkt nach dem Stanzen zusammen | Das Nieten wird in der Regel gewählt, wenn der Rückhalteraum wichtiger ist als die Formintegration. |
| Grundlegende magnetische Strafe | Nur-Loch-Bedingung in einer Studie mit gestapelten Bohrkernen: +6.2% Eisenverlust bei 1,0 T, 50 Hz; In einer Pinhole-Studie wurde ein 6 mm Loch geblieben unter 1% zusätzlicher Verlust bei Optimierung | Dübelbildung allein: etwa +9.1%; verbundener Dübel: etwa +13.1% unter 1,0 T, 50 Hz | Ein gut gemanagtes Lochmuster kann magnetisch billiger sein als ein schlechtes Clinchmuster |
| Strafe bei höherer Fugendichte | Hauptsächlich durch Größe, Anzahl und Platzierung der Löcher bestimmt | Die dichten Layouts erreichten etwa +40.9% unter 1,0 T, 50 Hz und +28.3% unter 1,5 T, 50 Hz in einer Ringkernstudie | Anzahl und Anordnung der Schlösser können die Antwort bestimmen |
| Frequenz-Empfindlichkeit | Wenn Löcher oder eine beschädigte Isolierung den Pfad stören, erhöht sich die Wirbelstrombelastung | Unter 400 Hz, Einige Interlock-Layouts wiesen deutlich stärkere Zusatzverluste auf, weil sich zwischen den Interlock-Paaren leitende Schleifen bildeten. | Hochgeschwindigkeitsmaschinen sind weniger tolerant gegenüber der Clinch-Geometrie |
| Prozess-Fenster | Mechanisch toleranter, sobald das Lochmuster festgelegt ist | Für 0,5 mm In einer Studie bildete sich keine dauerhafte Verbindung unterhalb von etwa 70-75% Prägetiefe; schlechte Stapelung, wenn der Abstand überschritten wird 4% der Blechdicke | Clinchen funktioniert am besten, wenn die Prozesssteuerung eng und stabil ist |
| Kosten- und Durchsatzlogik | Getrennter Verbindungsweg; mehr nachgelagerte Bearbeitung ist üblich | Kann in das Folgeverbundwerkzeug integriert werden; das reduziert Offline-Stapel- und Fügearbeiten | Käufer sollten die höhere Komplexität des Werkzeugs gegen den geringeren Arbeitsaufwand bei der Montage abwägen |
Hier gibt es keine allgemeingültige Dollarzahl, da die Werkzeugkosten stark von der Größe des Teils, der Komplexität der Geometrie und der Anzahl der Stationen im Folgeverbundwerkzeug abhängen. Die veröffentlichte Kostenmodellierung für das Laminierprägen ist in diesem Punkt eindeutig. Das Produktionsszenario ändert das Werkzeug, und das Werkzeug ändert die Kosten.
Dennoch ist der kommerzielle Anteil ziemlich stabil.
Clinchen ist in der Regel dann sinnvoll, wenn die Anlage die Teile im Werkzeug selbst stapeln und den Durchsatz schützen will. Nieten ist in der Regel sinnvoller, wenn der Käufer bereit ist, einen separaten Verbindungsweg im Austausch für eine stärkere Rückhaltung und eine konservativere mechanische Verbindungsstrategie zu akzeptieren. Die eigentliche Einkaufsfrage lautet also nicht “Was ist billiger?”. Es ist diese:
Wo sollen die Kosten ansetzen - im Werkzeug und in der Prozesssteuerung oder nachgelagert in Hardware, Handhabung und Montage?
Auf diese Weise lassen sich Sitzungen schneller beenden.
Einige wenige Regeln tauchen in der Literatur oft genug auf, um ernst genommen zu werden.
Dies gilt explizit für das Klemmen von Löchern, und dieselbe Logik hilft in der Regel auch bei der Platzierung von Clinchs. Wenn eine Verbindung in einem ruhigeren magnetischen Bereich sitzt, ist der Nachteil leichter zu verkraften.
Der Verlust durch Verriegelung stieg mit der Anzahl der Dübel und der Dichte der Verriegelungspaare. Mehr Punkte können die Retention verbessern. Sie können aber auch eine überschaubare Verlustzunahme in eine schlechte verwandeln.
Bei der Verzahnung beeinflussen die Prägetiefe, der Abstand und die Beschaffenheit der Werkzeugkanten das Ergebnis. In einer Studie mit 0,5 mm variierte die richtige Prägetiefe von 0,36 mm zu 0,39 mm je nach Blatt, und die Stapelqualität verschlechtert sich, wenn der Abstand überschritten wird 4% der Blechdicke. Das ist keine geringe Empfindlichkeit.
In einer Übersichtsarbeit wird berichtet, dass das Glühen nach dem Fügen die Kernverluste verringert und die magnetische Leistung verbessert. Es beseitigt nicht alle geometrischen Nachteile. Es kann den spannungsbedingten Teil des Nachteils so weit reduzieren, dass er ins Gewicht fällt.
Wenn Sie eine Ausschreibung, eine Prozess-FMEA oder eine Checkliste für die Entwurfsprüfung schreiben, fragen Sie nach diesen Punkten:
Dieser letzte Punkt ist der Grund, warum viele schlechte Entscheidungen länger überleben, als sie sollten.
Nicht immer, aber in der Regel ist es die konservativere Wahl, wenn der Stapel Handhabung, Aufwickeln, Einlegen oder Vibrationen überstehen muss, ohne sich auf ein enges Umformfenster zu verlassen. In einer Übersichtsarbeit über Verbindungsmethoden wird die Verriegelung als effizient, aber auf eine geringe mechanische Kraftaufnahme beschränkt beschrieben.
Nein. Ein spärliches, gut platziertes Interlock-Muster kann ein schlechtes Lochlayout übertreffen. Sobald jedoch die Interlockdichte zunimmt oder die Paargeometrie leitende Schleifen erzeugt, kann der Verlust viel schneller wachsen, als viele Ingenieure erwarten. In einer Studie erreichten dichte Interlock-Layouts +40.9% Eisenverlust bei 1,0 T, 50 Hz.
Beides ist nicht sauber. Die reine Lochbefestigung in einer Studie mit gestapelten Kernen fügte etwa 6.2% Eisenverlust bei 1,0 T, 50 Hz. Die Dübelbildung allein hat etwa 9.1%, und ein zusammengesetzter Dübel über 13.1%. Das macht das Nieten nicht generell besser. Es zeigt aber, warum kleine Löcher mit geringem Fluss oft leichter magnetisch zu kontrollieren sind als dichte Verriegelungen in aktiven Bereichen.
Sehr. Für 0,5 mm In einer Studie bildete sich keine dauerhafte Verbindung unterhalb von etwa 70-75% Prägetiefe, und die Stapelqualität wurde schlecht, wenn der Abstand überschritten wurde 4% der Blechdicke. Der Werkzeugverschleiß veränderte auch das nutzbare Tiefenfenster.
So weit vom High-Flux-Pfad entfernt, wie es das mechanische Design erlaubt. Sowohl die Studien zur Klemmführung als auch die zu den Pinhole-Verlusten weisen in dieselbe Richtung: Eine Platzierung mit geringerem Fluss verringert die Verluste.
Sie kann einen Teil der spannungsbedingten Schäden beheben, ja. Es kann eine schlechte Geometrie oder einen leitenden Kurzschluss, den die Verbindung selbst verursacht hat, nicht vollständig beseitigen. Betrachten Sie das Glühen als Schadensminderung, nicht als Schadensbeseitigung.
Wenn Ihr Programm begrenzt ist durch mechanisches Risiko, ist das Nieten in der Regel die sicherere Lösung.
Wenn Ihr Programm begrenzt ist durch Durchsatz und integrierte Fertigung, ist das Clinchen oft die bessere Lösung.
Wenn Ihr Programm begrenzt ist durch Effizienz bei höherer Frequenz, Achten Sie auf die Durchsetzungsdichte und die Anordnung der Paare, bevor Sie dem Prozess vertrauen, nur weil er auf der Zeichnung elegant aussieht.
Das ist der eigentliche Handel. Nicht Stärke gegen Verlust im Abstrakten. Rückhaltespanne gegenüber magnetischer Beschädigung unter realen Produktionsbedingungen.