Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
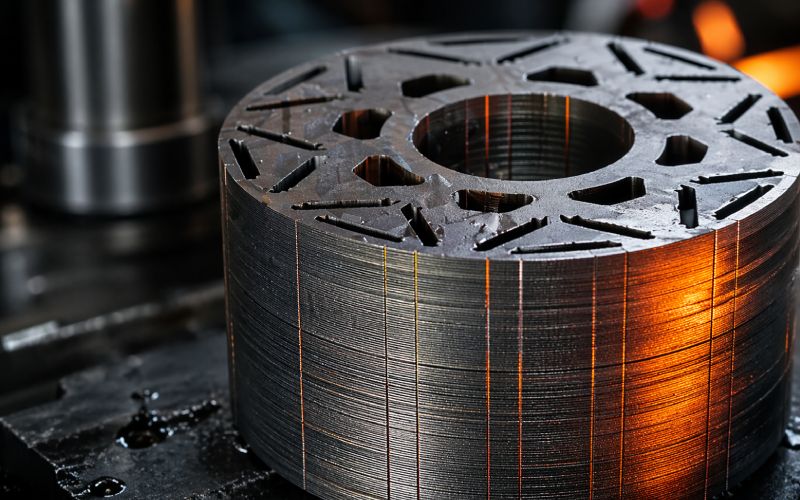
Wenn ein Laminierstapel heiß laufen, Öl sehen und zyklischen Belastungen ausgesetzt sind, sollte der Klebstoff nach den Stack-Hotspot-Temperatur, Ölexpositionsprofilund Ermüdungsrisiko-nicht nur gegen die Scherfestigkeit bei Raumtemperatur. Bei Verklebungen Elektrostahlbleche, Diese Unterscheidung ist wichtig, weil die Klebelinie zwei Aufgaben auf einmal erfüllt: Sie hält den Stapel zusammen und trägt dazu bei, die elektrische Trennung zwischen den Blechen zu erhalten. Veröffentlichte Forschungsergebnisse zeigen auch, dass die magnetische Leistung beim Kleben besser erhalten werden kann als beim Schweißen, da die Isolierschicht nicht auf die gleiche Weise beschädigt wird.
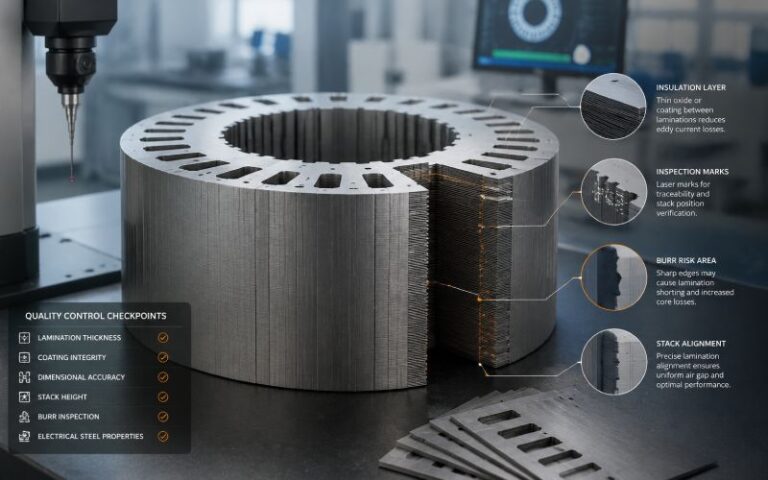
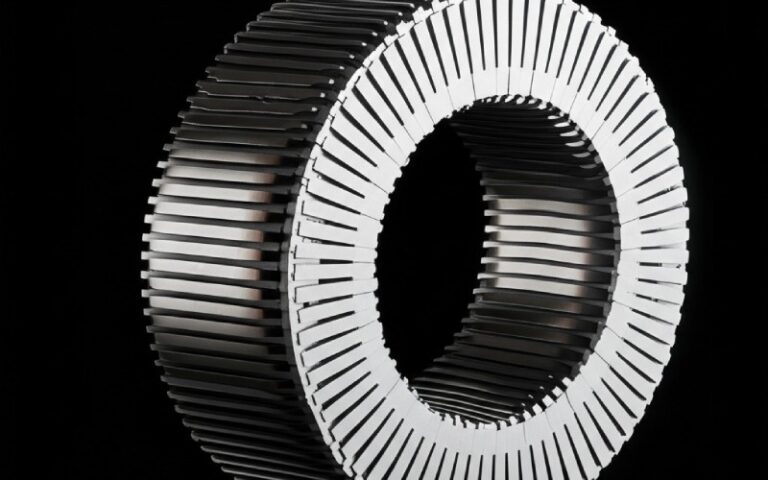
Bei Stator- und Rotorblechen von Motoren wird das Kleben verwendet, weil es einen ganzen Stapel zusammenhalten kann, ohne dass die Isolierschicht auf den einzelnen Elektroblechen durchtrennt oder überhitzt wird. Das ist kein kleines Detail. Die Isolierbeschichtung ist dazu da, um interlaminare Wirbelströme zu reduzieren. In der Fachliteratur über laminierte Elektrobleche wird festgestellt, dass die Klebeverbindung weniger Schäden durch Eisenverlust und Erregerstrom als das Schweißen, während Schweißen und andere Fügeverfahren die magnetischen Eigenschaften durch Beschädigung der Beschichtung, mikrostrukturelle Veränderungen und Eigenspannungen verschlechtern können.
Aus diesem Grund ist die Wahl des Klebstoffs für die Laminierung von Stapeln nicht nur eine Frage der mechanischen Festigkeit. Es ist eine Systementscheidung. Ein geklebter Stapel, der zwar eine gute statische Festigkeit aufweist, aber die elektrische oder magnetische Funktion schwächt, ist nicht wirklich ein besserer Stapel. Er ist nur einfacher zu montieren.
Die Temperatur ist normalerweise der erste Filter. Das sollte so sein.
Viele Industriemotoren werden nach Isolationsklassen eingeteilt.Klasse B 130°C, Klasse F 155°C und Klasse H 180°C-und diese Werte sind nützlich, um die thermische Umgebung einzugrenzen. Aber eine Klebstoffschicht in einem Lamellenstapel erbt nicht automatisch diese Temperaturfähigkeit, nur weil das umgebende Motorisolationssystem eine höhere Klasse aufweist. Die NEMA-Richtlinien beschreiben diese Temperaturklassen auf der Ebene des Isolationssystems; sie besagen nicht, dass jede Klebeschicht in der Maschine das gleiche mechanische Verhalten aufweist.
Veröffentlichte Arbeiten über Epoxidharzlacke auf Wasserbasis für Elektrostahl-Laminate machen die Lücke deutlich. In dieser Studie zeigten vollständig ausgehärtete Klebstoffschichten Glasübergangstemperaturen im Bereich von 81°C bis 102°C. In demselben Papier wird auch über einen starken Verlust der Rollschälfestigkeit bei 100°C und 140°C, mit einem Rückgang der Stärke um etwa 50% bei 100°C und 75% bei 140°C für die untersuchten Systeme. Das Auswahlproblem ist also nicht abstrakt. Ein Stapel kann in einer Maschine arbeiten, die für höhere Wärmeklassen gebaut wurde, und dennoch eine Klebeschicht enthalten, deren mechanische Reaktion sich viel früher stark verändert.
Das ist die praktische Regel: Prüfen Sie den Klebstoff auf den Hot Spot der Laminierung, nicht auf die Gehäusetemperatur, nicht auf die durchschnittliche Ölsumpftemperatur und nicht auf die Marketingtemperatur in einem allgemeinen Datenblatt.. Wenn die Bondlinie lange Zeit in der Nähe ihres Übergangsbereichs lebt, kann der Stapel neue Labortests bestehen und trotzdem falsch ausgelegt sein.

Öl verändert das Problem, aber nicht immer auf die einfache Art und Weise, die man erwartet.
Für ölgekühlte Motoren oder andere Lamellenpakete, die Spritzern, Nebel oder ständigem Ölkontakt ausgesetzt sind, ist die chemische Beständigkeit von Bedeutung. Öl ist jedoch nur ein Teil der tatsächlichen Betriebsbedingungen. In einer kürzlich durchgeführten Studie über Elektrostahl-Laminate auf Epoxidbasis wurde die Delaminierung bei erhöhten Temperaturen, zyklischer Belastung und in verschiedenen Umgebungen untersucht. Sie ergab, dass die getesteten Laminate Folgendes zeigten ähnliches Risswachstumsverhalten in heißer Luft und in einem Kühlmittel auf Ölbasis, während der Übergang im Ermüdungsschwellenverhalten den Klebstoffübergangsbereich verfolgte. Das weist auf etwas Nützliches hin: Wärme und viskoelastische Veränderungen können genauso wichtig sein wie der Kontakt mit Flüssigkeiten, manchmal sogar noch wichtiger.
Die richtige Frage lautet also nicht: “Ist dieser Klebstoff ölbeständig?” Das ist zu dünn. Die bessere Frage ist: Hält dieser Klebstoff nach der Ölalterung bei der tatsächlichen Betriebstemperatur und unter der tatsächlichen Belastung? Ein dünner Verbundstapel versagt unter zyklischer Belastung anders als eine dicke strukturelle Verbundlinie in einem einfachen Überlappungs-Scherprobenstück. Es ist die Kombination aus Temperatur, Grenzfläche, Öl und Ermüdung, die über das Ergebnis entscheidet.
Die Dicke der Klebelinie verdient mehr Aufmerksamkeit, als ihr normalerweise in Diskussionen über Laminierungsstapel zuteil wird.
In einer Studie aus dem Jahr 2022 über Elektrostahl-Laminate mit Epoxidschichten aus 7 bis 48 μm, erhöht sich die Rollschälfestigkeit auf etwa 20 μm und pendelte sich dann ein. In derselben Studie wurde berichtet, dass die auf der Bruchmechanik basierende Prüfung empfindlicher war als die monotone Roll-Peel-Prüfung und dass die Temperatur die Einstufung bei 60°C als bei 23°C weil sich die Reaktion des Klebstoffs verschob, als sich der Test dem Übergangsbereich näherte. Das ist nützlich, denn es zeigt zwei Dinge auf einmal: Erstens ist “mehr Klebstoff” keine verlässliche Strategie; zweitens erfasst eine statische Ablösezahl nicht das gesamte Versagensbild.
Auch die Oberflächenbeschaffenheit spielt eine Rolle. In der Studie zur Ermüdung durch Umwelteinflüsse 2024 wurden Laminate mit Vorbehandelte Bleche und Katalysator erreichte Schwellenwerte für die Dehnungs-Energie-Freisetzungsrate von 16 bis 62 J/m² Die vorbehandelten Versionen wiesen höhere Schwellenwerte und eine langsamere Rissausbreitung bei stabilem Wachstum auf. Das bedeutet, dass es bei der Auswahl des Klebstoffs nicht nur um die Harzchemie geht. Die Stahloberfläche, die Vorbehandlung und der Aushärtungsprozess sind Teil des Klebstoffsystems, unabhängig davon, ob die Spezifikation dies zulässt oder nicht.
Im Folgenden wird ein praktischer Weg aufgezeigt, wie man die Wahl treffen kann, ohne in die allgemeine Klebstoffsprache abzugleiten.
Verwenden Sie die ungünstigste Stapeltemperatur, einschließlich lokaler Hot Spots und Verweilzeit. Kurze Spitzen und langes Eintauchen sind nicht gleichwertig. Wenn Ihr Entwurf in der Nähe von Betriebsbereichen der Klasse F oder H angesiedelt ist, sollten Sie nicht davon ausgehen, dass die Klebefuge eine vergleichbare Bruchfestigkeit aufweist, es sei denn, die Klebstoffdaten sagen dies unter vergleichbaren Bedingungen aus.
Die Festigkeit bei Raumtemperatur ist ein Screening, kein Auslösekriterium. Bei Laminatstapeln sind Daten über Schälung, Delaminierung oder Bruch bei erhöhter Temperatur aussagekräftiger als eine einzelne Scherzahl bei Raumtemperatur.
Wenn der Stapel mit Öl in Berührung kommt, ist der Test nach der Ölalterung bei Betriebstemperatur durchzuführen. Nicht nur nach dem Eintauchen bei Raumtemperatur. Nicht nur nach einer kurzen Einwirkung. Die Zulassungsbedingungen sollten den Feldbedingungen entsprechen.
Eine dünne, gleichmäßige Verbindungslinie ist Teil der Leistung. Sobald die Dicke nach oben wandert, steigt die Festigkeit nicht mehr linear an, und das Ermüdungsverhalten kann sich je nach Versagensart ändern.
Vorbehandlung, partielle Aushärtung, endgültige Aushärtung der Laminierung und Oberflächenchemie können das Schwellenverhalten und das Risswachstum verändern. Wenn diese Faktoren in der Produktion instabil sind, verhält sich der “gleiche Klebstoff” möglicherweise nicht mehr wie der gleiche Klebstoff.
Tabelle: Eine praktische Auswahlmatrix für Stapelklebstoffe unter Hitze- und Öleinwirkung
| Zustand des Lamellenstapels | Welche Prioritäten sind zu setzen? | Was vor der Freigabe zu prüfen ist | Häufiger Fehler |
|---|---|---|---|
| Trockenlauf, mäßige thermische Belastung | Elektrische Isolierung, kontrollierte dünne Klebefuge, stabile Schälfestigkeit | Daten zu Schälung oder Delaminierung bei erhöhter Temperatur, Wiederholbarkeit der Aushärtung | Zulassung nur für die Festigkeit bei Raumtemperatur |
| Ölnebel oder stoßweises Spritzen | Retention nach Ölalterung, Grenzflächenstabilität, Temperaturspanne | Prüfung von ölgealterten Bindungen bei Betriebstemperatur, Überprüfung der Ausfallart | Behandlung von “ölbeständig” als vollständige Antwort |
| Kontinuierliche Heißöleinwirkung | Haftfestigkeit bei hohen Temperaturen, chemische Stabilität, Ermüdungsfestigkeit | Daten zu Delaminationen oder Brüchen durch Ölalterung nach langer Verweildauer | Verwendung der Isolationsklasse als Ersatz für Angaben zur Haltbarkeit von Klebstoffen |
| Hohe zyklische Belastung oder Vibration | Risswachstumsresistenz, Qualität der Oberflächenvorbereitung, kohäsives vs. grenzflächiges Versagensverhalten | Ermüdungsrisswachstumsprüfung, Schwellenwertdaten, Kontrolle der Oberflächenvorbehandlung | Optimierung nur der statischen Schälung oder Scherung |
| Strenge Abmessungskontrolle und Anforderungen an den thermischen Pfad | Gleichmäßige Dicke der Klebelinie, vollflächige Verklebungsbeständigkeit | Dickenverteilung der Bondlinien, Ebenheit, Prozessfähigkeit | Verlagerung der Klebstoffdicke über den Stapel |
Diese Tabelle folgt demselben Muster wie die veröffentlichten Arbeiten: Die Haltbarkeit von Laminierstapeln hängt weniger von einer bestimmten Kopfstärke ab als vielmehr davon, wie sich der Klebstoff, das Substrat und die Umgebung im Laufe von Temperatur und Zeit verhalten.
Ein sinnvoller Qualifizierungsplan für das Laminatstapelkleben sollte Folgendes beinhalten:
Dieser letzte Punkt wird übersehen. Mechanischer Halt ist notwendig, ja. Aber für Elektrostahlbleche ist sie nicht ausreichend. Eine Verbindung, die mechanisch überlebt und gleichzeitig die interlaminare Isolierung oder das magnetische Verhalten beeinträchtigt, ist keine erfolgreiche Wahl.

Der beste Klebstoff für die Laminierung von Stapeln ist selten derjenige mit der höchsten veröffentlichten Raumtemperaturfestigkeit. In der Praxis ist in der Regel das Klebstoffsystem die bessere Wahl, das die Anforderungen erfüllen kann:
Das kann ein Epoxid-Haftlack sein. Oft ist es das auch. Aber die wirkliche Antwort hängt vom thermischen Profil, der Art des Ölkontakts, der Art der Oberflächenvorbereitung und der Art und Weise ab, wie das Versagen im Stapel am wahrscheinlichsten beginnt. Vielleicht eine etwas umständliche Antwort. Dennoch ist sie nützlich.
Es gibt nicht den einen besten Klebstoff für jedes Blechpaket. Für Elektroblechkaschierungen werden häufig Klebelacke auf Epoxidharzbasis verwendet, da sie eine dünne vollflächige Verklebung ermöglichen und die Isolierung zwischen den Blechen erhalten. Die richtige Wahl hängt von der Hot-Spot-Temperatur, der Ölexposition, der Kontrolle der Klebestellendicke und dem Ermüdungsrisiko ab.
Nicht von selbst. Die Festigkeit bei Raumtemperatur ist für ein Screening nützlich, aber veröffentlichte Arbeiten über Elektrostahl-Laminate zeigen, dass die Temperatur, die Dicke der Verbindungslinie und der Zustand der Grenzfläche das Schäl- und Ermüdungsverhalten stark beeinflussen.
Sehr viel. In einer Studie über Elektrostahl-Laminate zeigten vollständig ausgehärtete Epoxid-Klebstoffschichten Glasübergangstemperaturen von 81°C bis 102°C, und die Roll-Peel-Festigkeit nahm stark ab bei 100°C und 140°C. Deshalb ist die Hot-Spot-Temperatur von größerer Bedeutung als die nominalen Umgebungsbedingungen.
Nicht immer. In einer Ermüdungsstudie aus dem Jahr 2024 wurde für die untersuchten Laminate ein ähnliches Risswachstumsverhalten in heißer Luft und einem Kühlmittel auf Ölbasis festgestellt, was darauf hindeutet, dass die Temperatur in Bezug auf den Klebstoffübergangsbereich und die Grenzflächenqualität ebenso wichtig sein können wie die Flüssigkeit selbst.
Nicht unbedingt. In einer Studie aus dem Jahr 2022 wurde festgestellt, dass die Schälfestigkeit von Rollen bis zu etwa 20 μm Dicke der Klebestelle und flachte dann ab. Jenseits dieses Punktes verbesserte sich die Leistung der Verbindung durch eine höhere Dicke nicht weiter.
Durch das Kleben kann die Isolierschicht intakt bleiben und die mit dem Schweißen verbundenen Schäden an den magnetischen Eigenschaften verringert werden. Die Fachliteratur berichtet über eine geringere Verschlechterung der Eisenverluste und des Erregerstroms beim Kleben als beim Schweißen in Studien über Motorkerne.
Prüfen Sie die Leistung nach dem tatsächlichen Aushärtungszyklus, bei der tatsächlichen Betriebstemperatur und nach der Ölalterung, falls Öl vorhanden ist. Prüfen Sie dann das Ermüdungs- oder Delaminationsverhalten, nicht nur die statische Festigkeit. Bei Laminatstapeln sollte der Zulassungsplan genau auf die Betriebsumgebung abgestimmt sein.