Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
TL;DR
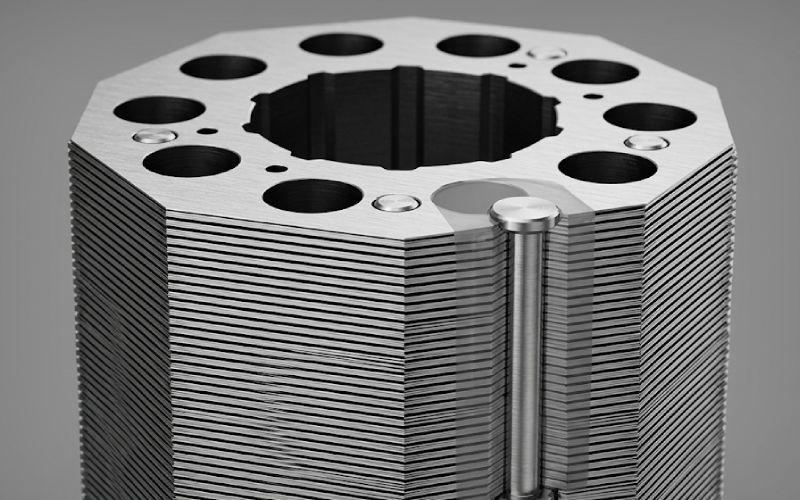
- 選ぶ リベッティング ハンドリング、巻取り、圧入、振動の際のスタックの完全性がより大きなリスクであり、低フラックス領域に穴を開けておくことができる場合。.
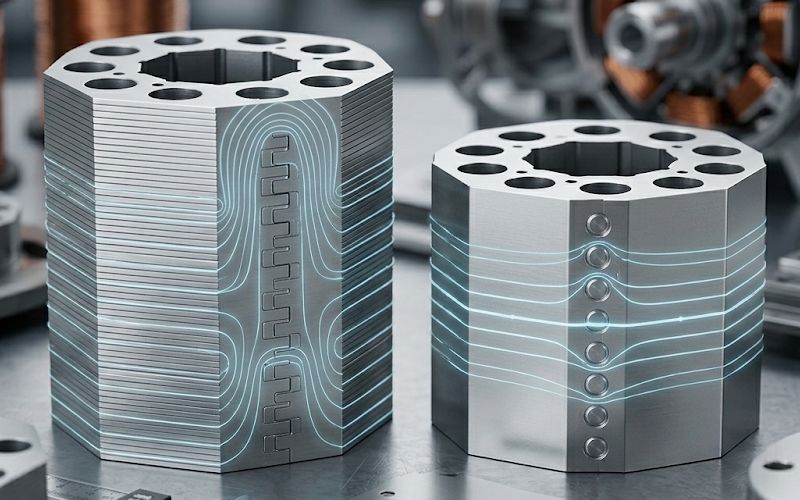
- 選ぶ クリンチング ただし、インターロックの数、深さ、クリアランス、ペアレイアウトが、単なる金型の詳細ではなく、磁気設計変数のように制御されている場合に限る。.
- 磁気的なペナルティは曖昧ではない。あるスタックドコアの研究では、ホールのみの条件で鉄損が約 6.2% で 1.0 T、50 Hz, ダボが形成されることで、その高さは約 9.1%, そして、ダボとダボが接合された状態は、次のようになった。 13.1%. .同じ研究による高密度のインターロックのレイアウトでは、その増加率は次のようになった。 40.9%. .対照的に、あるピンホール研究では 6 mm 穴があれば、損失が増えることはない 1%以下 サイズと位置を慎重に選んだ場合.
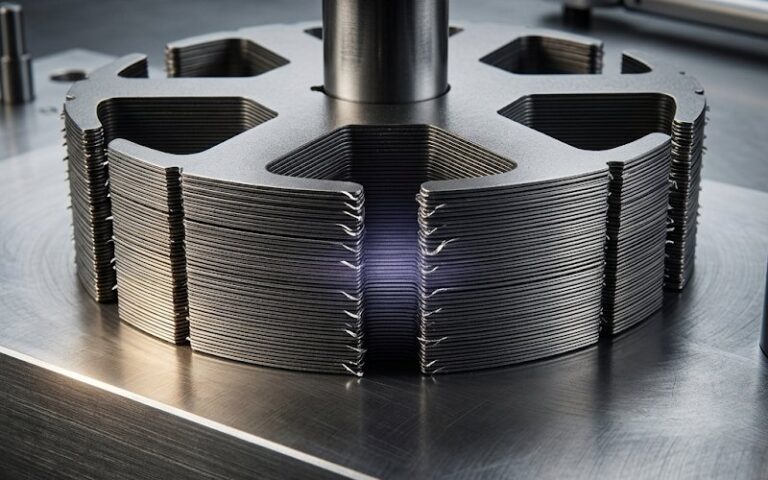
積層スタック 各シートが次のシートから絶縁されているからこそ機能するのだ。当たり前のように聞こえる。いずれにしても重要なことだ。接合方法が局所的なひずみを加えたり、コーティングを破ったり、導電性のブリッジを作ったりした瞬間に、スタックは電磁気モデルのクリーンスタックのような振る舞いをしなくなる。接合は、透磁率、ヒステリシス損失、渦電流損失、局所的な発熱に影響を及ぼし、時にはすべてが同時に発生する。.
だから、本当の問題は どちらが強いか. .それよりも狭い。もっと役に立つ。. どの方法が機械的な作業に十分な強度を持ち、実際に生産現場で保持できる最小の磁気ペナルティで済むのか?
輸送、巻取り張力、ハウジング挿入、圧入荷重、振動、速度関連応力など、スタックに機械的な負荷がかかる可能性がある場合、通常はリベッティングの方が安全です。スタックが大量に製造され、工場がラミネーションを順送金型内でセルフスタックさせたい場合、クリンチングには明確な工程上の利点がある。しかし、ひとたび速度が上がり、フラックスが上昇し、あるいは接合密度がアクティブ・パスに広がると、クリンチングが興味を持ち始める。.
これがトレードのすべてだ: リベッティングは機械的な余裕を買い、クリンチは製造効率を買う傾向がある。. どちらも磁気的には自由ではない。.
3つのメカニズムがダメージの大半を占める。.
リベッティングとクリンチは同じ税金を払っているわけではない。.
この記事で, リベッティング とは、スタックが穴のパターンを通して個別のファスナーで固定されていることを意味する。機械的には、理解しやすく、監査しやすい。穴の大きさが見える。クランプ荷重が見える。ジョイント数が見える。より大きなスタックやよりラフなアセンブリー条件では、このような明確な保持はまだ多くの利点がある。.
エンジニアがつまづくのは磁気面だ。穴そのものがすでに障害なのだ。変圧器コアのピンホール研究では、穴の直径を大きくするとコア損失が目に見えて上昇することが判明した。 6 mm の増加をもたらした。 1%以下, に移籍した。 10 mm に変更された。 6.39% その場合同じ研究では、磁束分布がより低い場所に穴を配置することで、ペナルティが減少することも判明している。積層コアの軸方向クランピングに関する別のレビューでも、同じ配置が指摘されている。.
第二の層がある。穴開けとダボ形成および接合とを分離したスタックド・コア研究では、次のような結果が出た。 ホールオンリー この条件では、鉄の損失が約 6.2% で 1.0 T、50 Hz. .で 1.5 T、50 Hz, 同じ穴の効果はまだ残っていたが、幅は狭かった。 6.3%. .つまり、リベッティングはインターロック・ナブを避けるというだけで、「磁気的にニュートラル」ではないのだ。穴はまだ何かを要する。通常、悪いクリンチ・パターンよりは少ない。良いクリンチ・パターンより安いとは限りません。.
小さな穴、低フラックスの配置、限られた数。リベッティングが理に適っているように見えるのはそこからだ。.
クリンチング, インターロックが魅力的なのは、スタンピングルートに組み込むことができるからです。打ち抜き金型に関する最近の製造研究では、インターロックされたコアが最終ステーションで直接位置決めされ、結合されるのに対し、インターロックされていないルートでは、しばしばオフラインでの収集、計数、成形、後の結合が必要であることが説明されている。ラミネーション金型に関する別のコスト研究では、金型側と同様の結論に達しています。金型コストは、ラミネーションサイズ、部品の複雑さ、生産シナリオ、特に順送り金型ステーションの数に比例します。.
クリンチングがボリューム・プログラムに登場し続けるのはそのためだ。タッチポイントが少ない。下流のハンドリングが少ない。別個のファスナー金具がない。プロセスがすっきりしている。.
そして磁気請求書が届く。.
接合方法のレビューによれば、インターロッキングはプロセスとしては非常に効率的だが、接合方法としては次のような問題がある。 弱い を吸収するだけである。 低い機械力. .同総説は、透磁率の逆数と鉄損はともにインターロックの数とともに直線的に増加し、放射状のインターロックは円周方向のインターロックよりも有害であるという測定証拠をまとめている。ダボの幅も重要で、幅の狭いダボほど損失が減少する傾向がある。.
より有用な数値は、積層コアの測定から得られる。ある研究では 1.0 T、50 Hz, 単一接合ダウエル構成では、鉄の損失が約増加した。 13.1% ダボなし基準に対してインターロックのレイアウトが密になると、その増加幅は約8倍になった。 20.6%, 23.5%, 31.9%, そして最後に 40.9% 構成による。において 1.5 T、50 Hz, 同じシークエンスはよりマイルドになったが、それでも意味がある。 7.6% まで 28.3%. .同じ接合ファミリー。パターンによって結果は大きく異なる。.
これが多くのセレクションガイドが見落としている点である。クリンチとは1つのプロセスの結果ではない。結果全体のファミリーなのだ。.
罰則は1つではなく、2つあるからだ。.
最初のペナルティは、局部的な材料損傷である。ダボの形成は鋼材を塑性変形させる。同じスタックドコアでは ダボ成型だがまだ接合していない この条件では、鉄の損失が約 9.1% で 1.0 T、50 Hz. .その後、ダボのペアを結合することで、ダボは次のように増加した。 13.1%. .その分かれ目は重要だ。ダメージの一部は特徴を作ることから、そしてそれ以上のダメージはジョイントを強要することから来る。.
つ目のペナルティは電気的なものだ。特定のインターロック・ペアが、フラックスが導電性ループをつなぐようなレイアウトに置かれると、余計な渦電流損失が発生する。同じ研究で、これは 余分な損失は、インターロッキング・ペアの密度に比例して直線的に増加する。, で、問題はより明白になる。 400 Hz よりも 50 Hz となる。言い換えれば、インターロックが密集していたり、配置が悪かったりするのは、単に低周波の厄介者というわけではない。インターロックは周波数が高くなるにつれて老朽化する。.
もしあなたのマシンが高速なら、これはもっと重要だ。それ以下ではありません。.
下の表は、さまざまな研究や形状からのデータをミックスしたもので、1対1の設計限界ではない。それでも役に立つ。ペナルティがどこから始まり、どの程度急勾配になるかを示している。.
| 決定要因 | リベッティング | クリンチング/インターロッキング | 数字が示唆するもの |
|---|---|---|---|
| プライマリー・メカニカル・ロジック | ホールパターンを通した個別のファスナー。 | 成形されたコブにより、スタンピング中またはスタンピング直後にシートがロックされる。 | リベッティングは通常、ダイの統合よりも保持マージンが重要な場合に選択される。 |
| ベースライン磁気ペナルティ | あるスタックドコア研究における穴のみの状態: +6.2% での鉄損 1.0 T、50 Hz; あるピンホール研究では 6 mm ホールステイ 1%以下 最適化された場合の追加損失 | ダボ形成のみ:約 +9.1%; 接合ダボ:約 +13.1% で 1.0 T、50 Hz | よく管理されたホールパターンは、貧弱なクリンチパターンよりも磁気的に安価になる可能性がある |
| 関節密度が高くなるとペナルティ | ほとんどの場合、穴の大きさ、数、配置に左右される | 密集したレイアウトは約 +40.9% で 1.0 T、50 Hz そして +28.3% で 1.5 T、50 Hz あるリングコア研究では | インターロックの数とレイアウトが答えを支配することもある |
| 周波数感度 | 穴が開いていたり絶縁が損傷していたりすると、渦電流のペナルティが大きくなる。 | で 400 Hz, いくつかのインターロック・レイアウトは、インターロック・ペア間に形成される導電ループのために、著しく強い余分な損失を示した。 | 高速機はクリンチ形状に寛容でない |
| プロセスウィンドウ | 穴パターンが固定されれば、機械的耐性が向上する。 | について 0.5 mm ある研究では、このシートの下に永久的な関節が形成されることはなかった。 70-75% エンボスの深さ。クリアランスがオーバーすると、スタッキング不良が発生した。 4% シート厚 | クリンチングが最も効果的に機能するのは、工程管理が緊密で安定している場合である。 |
| コストとスループットのロジック | 合流ルートを分離、より下流で扱うのが一般的 | 順送金型に組み込むことができるため、オフラインでの積み重ねや接合作業を減らすことができる。 | バイヤーは、金型の複雑さと組立工数の低さを比較する必要があります。 |
金型コストは、部品サイズ、形状の複雑さ、順送金型のステーション数に大きく左右されるため、ここに普遍的な金額はありません。ラミネーションスタンピングのコストモデリングが公表されていますが、この点は明確です。生産シナリオは金型を変え、金型はコストを変えます。.
それでも、商業的な分裂はかなり安定している。.
クリンチングが理にかなっているのは、通常、生産ラインが金型内で部品を自力で積み重ね、スループットを確保したい場合である。リベッティングは通常、買い手がより強力な保持力とより保守的な機械的接合戦略と引き換えに、別個の接合ルートを受け入れることをいとわない場合に、より理にかなっている。つまり、本当の購買の問題は、“どちらが安いか?”ではない。それはこうである:
ダイの内部やプロセス制御の負担、あるいはハードウェアやハンドリング、アセンブリといった下流工程など、どこにコストをかけたいのか。
その方が早く会議が終わる傾向にある。.
いくつかのルールは、真面目に扱われるのに十分なほど頻繁に文献に登場する。.
これはホールベースのクランピングでは明確なことで、クリンチの配置でも通常同じ理屈が役立ちます。もしジョイントがより静かな磁気エリアにあれば、そのペナルティは我慢しやすくなります。.
インターロックに関連した損失は、ダボの数、インターロッキング・ペアの密度とともに増加した。ポイントが増えれば、保持力が向上するかもしれない。また、管理可能なロスの増加が悪いロスに変わることもある。.
インターロッキングでは、エンボスの深さ、クリアランス、ツールエッジの状態が結果を左右する。ある0.5mmの研究では、適切なエンボスの深さは、以下のように変化した。 0.36 mm への 0.39 mm を超えると積層品質が低下した。 4% シートの厚さのこれは決して小さな感度ではない。.
レビューでは、接合後のアニーリングがコアロスを低減し、磁気性能を向上させることが報告されている。全ての形状ペナルティを取り除くことはできない。応力に起因するペナルティは十分に低減できる。.
RFQ、プロセスFMEA、設計レビューチェックリストを作成する場合は、これらの項目を求めてください:
最後のポイントは、多くの悪い選択が必要以上に長く生き残るところだ。.
常にというわけではないが、狭い成形枠に頼ることなく、スタックの取り扱い、巻き取り、挿入、振動に耐える必要がある場合は、通常より保守的な選択となる。接合方法に関するレビューでは、インターロックは効率的であるが、機械的な力の吸収が少ないという制限があるとされている。.
まばらでうまく配置されたインターロック・パターンは、貧弱なホール配置を凌駕することができます。しかし、インターロックの密度が高くなったり、ペア形状が導電ループを形成したりすると、損失ペナルティは多くのエンジニアが予想するよりもはるかに速く増大する可能性があります。ある研究では、高密度のインターロック・レイアウトが +40.9% での鉄損 1.0 T、50 Hz.
どちらもクリーンではない。あるスタックド・コアの研究では、穴のみのファスナー締めで、次のことが追加された。 6.2% での鉄損 1.0 T、50 Hz. .ダウエル形成だけで 9.1%, そして、約 13.1%. .だからといって、リベッティングが万能に良くなるわけではない。しかし、なぜ小さくて磁束の少ない穴の方が、活性領域にある高密度のインターロックよりも磁気的にコントロールしやすいのか、その理由を示している。.
とても。とても 0.5 mm ある研究では、このシートの下に永久的な関節が形成されることはなかった。 70-75% クリアランスが大きくなると、エンボスの深さやスタッキングの質が悪くなる。 4% シートの厚さの工具の摩耗によって、使用可能な深さのウィンドウも変化した。.
機械的設計が許す限り、高フラックス経路から遠ざける。クランピング・ガイダンスとピンホール損失研究の両方が同じ方向を示している:低フラックス配置は損失ペナルティーを軽減する。.
応力に関連した損傷の一部を回復することはできる。不完全な形状や、接合部自体が作り出した導電性の短絡経路を完全に消し去ることはできません。アニーリングはダメージの軽減であって、解消ではない。.
あなたのプログラムが 機械的リスク, 通常、リベッティングの方が安全だ。.
あなたのプログラムが スループットと統合製造, クリンチの方が良い場合が多い。.
あなたのプログラムが 高周波での効率, 金型図面上でエレガントに見えるからといって、そのプロセスを信用する前に、クリンチング密度とペアレイアウトに注意すること。.
それが本当のトレードだ。抽象的な強さ対損失ではない。. 実際の生産条件下での、磁気損傷に対する保持マージン。.