Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。

歪みが問題なら、ここから始めてください: 入熱を減らし、スタックをより均等にクランプし、継手が実際に必要とする以上の溶接を行わないようにする。. .ほとんどの場合 モーターラミネーションスタック, 寸法安定性と磁気性能が同時に重要な場合は、レーザー溶接の方がTIGよりも工程マージンが広い。接合強度が主な制約である場合、TIGはまだ理にかなっているが、通常、より大きな熱代償を求められる。その代償は、引張り、残留応力、コーティングの損傷、そして時には、後になって初めて明らかになるコアロスの静かな増加として現れます。.
これがラミネーション・スタック溶接の本当の罠だ。機械的には堅固に見える溶接でも、モーターを痛めるステップになることがある。薄い電気スチールラミネーションは、渦電流を制限するためにあります。溶接は、特にシームが長すぎたり熱すぎたりすると、層を電気的に接続し、絶縁被覆を損傷し、磁気挙動を悪化させる局所的な応力をもたらします。溶接された電磁鋼板積層に関する複数の研究では、溶接後に鉄損が増加することが報告されており、その影響は溶接領域が大きくなるにつれて大きくなる傾向がある。.
だから、目標は “最大の貫通力 ”や “可能な限り強いビード ”ではない。そうではない。目標は ぎりぎりセーフ, にある。 最も有害でない場所である。 最小のフットプリント アプリケーションが許容できる範囲内で。こうして、手直しの問題になる前に歪みを抑えることができるのです。.
プロセスの詳細に入る前に、これらは実際に最も重要なレバーである:
このリストは地味に聞こえる。その通りだ。ラミネート・スタックの歪みは通常、1つの劇的なミスによって引き起こされるものではない。小さなミスの積み重ねなのだ。溶接の長さが少し長すぎる。わずかなクランプ圧の不均一。ハウジング・フィットが許さない場所に置かれた継ぎ目。そして、スタックが引っ張られる。.

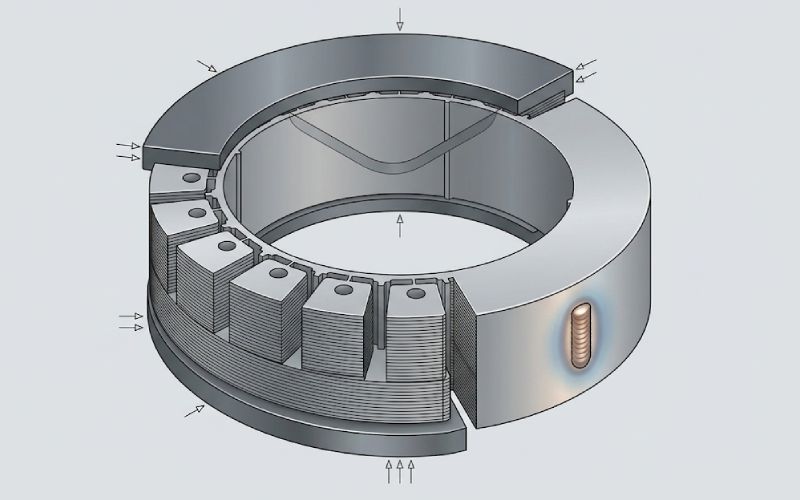
ラミネーション・スタックは、ソリッドなリングやソリッドなバーではありません。小さな界面、小さな隙間、コーティングの厚みのばらつき、バリ、シートごとの局所的な剛性の変化など、層状構造のように振る舞う。一端を加熱すると、スタックは一つのきれいなブロックとして反応しません。ある積層は動く。ブリッジするものもある。隣接する層が冷却中に異なる収縮をする一方で、ある層は固定具によって固定されたままである。その結果、通常、局所的な引っ張り、外径のシーム高さの増加、反り、振れ、ねじれが生じます。残留応力もその一部であり、電磁鋼板の場合、それは2度問題になります。.
もうひとつ問題がある。溶接は単に積層を機械的に接合するだけではない。シーム付近の電気的、冶金的状態も変化させる。コーティングは劣化する。層間抵抗は低下する。シームは電気的に接続されたエッジのように作用する可能性がある。ステーターコアの接合に関する最近のレビューでは、溶接シームは外径側に配置されることが多く、シーム形状が後のハウジングへの圧入や収縮嵌め組立に干渉する可能性があるため、凹部が必要な場合さえあることが指摘されている。これは美観上の問題ではない。生産上の問題なのだ。.
主なリスクが歪み、コーティングの損傷、磁気特性の損失である場合、レーザー溶接は通常、ラミネーション・スタックのためのより安全なデフォルトです。その理由は単純で、エネルギーが集中し、熱影響部が小さく、継ぎ目を狭く保てるからである。ラミネート加工された電気鋼の比較研究によると、TIG溶接の方が接合強度が高い場合でも、一般的にレーザー溶接の方がTIG溶接よりも磁気特性が維持されることが判明している。また、パルスレーザーは、パラメーターが安定したウィンドウ内に収まる限り、より熱侵食性の高い連続レーザー条件と比較して、鉄損の増加を抑えることができる。.
だからといって、レーザーが自動的に安全というわけではない。レーザーシームが深すぎたり、長すぎたり、連続しすぎたり、重要なフィット面に近すぎたりしても、スタックを引っ張り、特大のダメージゾーンができる可能性がある。加工マージンは広くなります。しかし無限ではありません。.
TIG溶接は、継手強度の要求が高く、生産 量が少ない場合、または工程ルートがすでに確立さ れ、十分に管理されている場合に有効である。しかし、ラミネート・スタックでは、TIGの方が入熱量が大きく、溶融帯が局所的でないため、通常、歪みの制御が難しくなる。無方向性電気鋼のレーザーとTIGを比較した研究では、溶接継手強度が高い場合でも、TIGの方が磁気性能の低下が大きいことが示されている。このトレードオフは重要である。スタックの組立てが難しくなったり、使用時の効率が悪くなったりすれば、接合部の強度が高いだけでは十分ではありません。.
そのため、プロセスの選択は単純なことが多い:
多くの技術記事が曖昧になるのはここだ。彼らは “パラメーターの最適化 ”について語り、そのままにしている。それだけでは十分ではない。ラミネーション・スタック溶接に有用なプロセス・ウィンドウは、次の4つを結びつけるものでなければならない: 部品状態、溶接変数、形状ターゲット、リリース・チェック.
溶接設定を選択する前に、これらの入力をロッ クダウンしてください:
これがないと、いわゆるパラメータ・ウィンドウは当てずっぽうになる。短くて厚いスタックでは無害な溶接レイアウトでも、薄いラミネーションを持つ背の高いスタックでは攻撃的になりすぎることがある。.
ディストーション(歪み)に関しては、優先順位の変数は不思議なものではない:
電気鋼のレーザー・スポット溶接とシーム溶接に関する研究も、同じ方向を支持している。加熱ゾーンを小さくし、エネルギー入力をより制御することで、機械的歪みと磁気的損傷の両方を低減する傾向がある一方、過度のビード面積や積極的な連続溶接は、鉄損と応力効果を増大させる傾向がある。.
歪み制御のプロセス・ウィンドウは、溶接後の受入 目標が含まれていなければ不完全である。実際のところ、これは次のような制限を 定義することを意味する:
これは、2つの部品が同じように見える溶接部を持っていても、組み立て時の動作がまったく異なることがあるためだ。一方はハウジングにスリップする。一方は継ぎ目に引っかかり、二次加工を強いられる。.
モーター設計がステーター損失の影響を受けやすい場合、溶接後のリリースは形状だけに依存すべきではない。以下のようなチェックを加える:
電気鋼の溶接研究では、継ぎ目面積、熱的厳しさ、残留応力が鉄損を測定可能なほど変化させることが一貫して示されている。目視で許容できる継ぎ目だけでは不十分なのはそのためである。.
| 溶接後の症状 | 最も可能性の高いドライバー | 通常の意味 | 最初の修正 |
|---|---|---|---|
| 弓や引き手を片側に重ねる | 熱入力が高すぎるか、シーケンスがアンバランス | 収縮が一方向に蓄積している | シームの長さを短くし、溶接パターンを分割し、順序のバランスを調整する。 |
| ODシームが誇張され、組み立ての邪魔になる | 縫い目のボリュームが大きすぎるか、縫い目が重要なフィット面にある。 | ビード形状がはめあい公差を超えている | 溶接量を減らす、溶接部を凹ませる、溶接部をはめ合 わせ面から離す。 |
| 局所的な層の浮き上がりやシームの深さの不一致 | クランプ圧が不均一 | 溶接中にラミネーションが動く | フィクスチャーの接触を改善し、スタックの高さによる圧縮を均等にする。 |
| 関節の強さは良いが、体幹のパフォーマンスは悪い | 溶接部が大きすぎるか、電気的に接続されすぎている。 | 磁気的ダメージが機械的利益を上回る | ビード面積の削減、溶け込みの低減、連続 溶接をより短い分散接合に置き換える。 |
| 気孔、不規則な溶融、スパッタ | エッジの状態が悪いか、溶接部のコーティングが 汚染されている。 | 溶接が始まる前に、スタックが不安定になる。 | エッジをきれいにし、バリを減らし、スタック準備を安定させる |
| 部品はフリー状態ではまっすぐだが、ハウジングのはめ込み時にずれる | 溶接位置とシーム形状が、下流のアセンブリと互換性がない。 | 継ぎ目が組立の干渉や局所的な応力集中を引き起こしている。 | 溶接の配置、誇りの高さ、はめ込み順序を見直す |
この表はテストの代わりではない。判断の近道です。ディストーション・コントロールは通常、最初のレスポンスが約 熱、レイアウト、拘束, 化粧品の微調整ではない。.
溶接における一般的な歪み制御の指導は、長年一貫し て行われてきた:接合要件を満たす最小限の溶接 量を使用し、短い溶接で済む場合は長い溶接を避け る。ラミネーション・スタックの場合、シームが長いと収縮経路が長くなり、同時に損傷磁区も大きくなるため、このケースはさらに強くなります。.
設計上、1回の連続溶接ではなく、数回の短かい 溶接が可能な場合は、その方が良い場合が多い。スポットまたはショートシーム溶接を分散させ ることで、収縮集中を抑え、スタックエッジに沿っ た電気的接続経路を制限することができる。電気鋼材の接合研究では、この種のパター ンを特に検討し、溶接面積が大きい場合に生じる ペナルティーを軽減している。.
外径溶接が一般的なのは、活性歯領域が乱れにくく、アクセスしやすいからである。しかし、一般的と無害は同じではありません。スタックがタイトなハウジングに入る場合、外径の誇らしげな継ぎ目は、ダイレクト・フィットの問題を引き起こす可能性があります。最近の検討では、凹型溶接の配置は、まさにこのような理由で使用されることが多いことが指摘されている。.
溶接前に均一に圧縮されていないスタックは、すでに半分歪んでいる。当たり前のことのように聞こえる。それでも見逃されてしまう。.
フィクスチャーは同時に3つのことをしなければならない:
電気鋼積層板のレーザー・スポット溶接の実験によると、接合中にラメラを固定するには、適度だが安定した接触圧力で十分である。教訓は、普遍的な加圧力数ではない。教訓は 均一性 の問題である。あるゾーンでは強くクランプし、別のゾーンではほとんど触れないような治具は、シームの形成や層の移動に一貫性を欠く。.
溶接を、スタックの準備不良を修正する段階として扱わないこと。そんなことはめったにない。.
バリが多すぎる場合、コーティングが損傷してい る場合、エッジが汚れている場合、ラミネー ションの平坦度が不安定な場合、溶接プールの予 測が困難になり、層間ブリッジが発生する可能 性が高くなる。コーティングの劣化生成物は、気孔やその他の シーム欠陥の原因にもなる。このような欠陥が溶接部に現れるまでに は、根本的な原因が上流にあることが多い。.
よりクリーンなルールはこうだ: 安定した溶接は安定したスタックから始まる. .つまり、アークやビームが始まる前に、入射ラミネーションの品質、スタックのアライメント、バリの方向、溶接前の圧縮を制御することです。.
ラミネーション・スタック溶接は、“きれいに見える ”という理由だけで解放されるべきではない。それはあまりにも弱い基準だ。.
より強力な検査ルーチンは、4層の証拠をチェックする:
平坦度、振れ、積み重ねの直角度、外径シーム の誇らしげな高さ、溶接部付近の局部的な引っ張り を測定する。.
承認されたサンプルのセクションを見直し、実際の浸透深さ、影響を受けたゾーンのサイズ、融着が意図したものより大きいかどうかを確認する。.
性能に敏感な場合は、層間絶縁の状態を確認し、コアの損失を基準状態または対照サンプルと比較する。.
溶接の実作業に基づき、実用的なサンプリング頻度で、定義された破壊試験または保持検査を実施する。.
これは多くのチームがスキップするポイントである。そして、「組み立てのばらつき」や「予期せぬ効率の低下」を、あたかも別の問題であるかのように解決することに時間を費やしてしまう。それらはまったく別個の問題ではないこともある。溶接部から始まっているのだ。.
その理屈は多くの加工部品に通用する。ここではあまりうまくいかない。.
設定だけでは部品は保護されない。.
頑丈に見えることが多い。また、収縮を集中させ、ダメージゾーンを拡大させる。.
溶接には耐えられるが、挿入時に衝突するような継ぎ目は、良い継ぎ目とは言えない。.
そうではない。熱挙動が異なり、歪みのリスクも異なる。.
常にというわけではない。しかし、主なリスクが歪み、残留応力、磁気特性損失である場合、エネルギーをより効果的に局在化させ、影響を受ける領域を減らすことができるため、通常はレーザーの方が良い出発点となる。電気鋼板の積層に関する比較研究では、TIGの方が磁気劣化が大きい一方で、より強固な接合部を形成できることが判明している。.
ラミネーショ ン・スタックでは、溶接部が大きかったり、厳し かったりすると、ダメージ・ゾーンが拡大し、ラミネーショ ン間の絶縁性が低下し、鉄損が増加する可能性があ る。溶接部が多けれ ば多いほど良いというわけではない。溶接が多ければ多いほど良いというわけではあり ません。.
設計上可能であれば、1本の長い連続シームよ りも、数本の短い溶接や分散した溶接点の方が、 歪み制御の点で優れていることが多い。その理由は単純で、収縮が集中せず、エッジの損傷が少なく、冷却中のスタックの動きを制御しやすいからである。.
はい。均等でないクランプは、溶接中にシートの 局所的な動きを許し、一貫性のない溶け込み、シーム の不規則さ、溶接後の引きつれを引き起こす可能 性がある。安定した均一な圧縮は、歪みが発生する前 に歪みを抑える、最も安価で効果的な方法の 一つである。.
寸法を改善することができる。しかし、損傷した絶縁体を修復したり、すでに磁気性能に影響を及ぼしている可能性のある残留応力の影響を取り除くことはできません。そのため、矯正は有用ですが、電磁鋼板スタックの溶接損傷の完全な修復にはなりません。.
最低限、形状、シームの高さ、振れ、融合の大きさ、保持力、関連する場合は電気絶縁の状態、あるいは基準に対するコアロスの挙動。見栄えの良いビードだけでは十分ではありません。.
モーター・ラミネーション・スタック溶接の歪みを 避けるには、溶接ビードから始めないこと。スタック、固定具、ヒート・バジェットから 始めてください。.
用途 デフォルトでレーザー より小さなフットプリントが必要な場合使用方法 慎重にTIG その接合特性が本当に必要で、部品がより大きな熱影響を吸収できる場合。継ぎ目は短く。可能な限り継ぎ目を広げる。スタックを均等にクランプする。重要な合わせ面を保護する。そして、外観だけでなく、形状と性能のチェックで結果を検証する。.
これが、ほとんどのラミネーション・スタック溶接の成功の裏にある現実的なルールである。最も大きな溶接ではありません。最も制御された溶接なのだ。.