Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
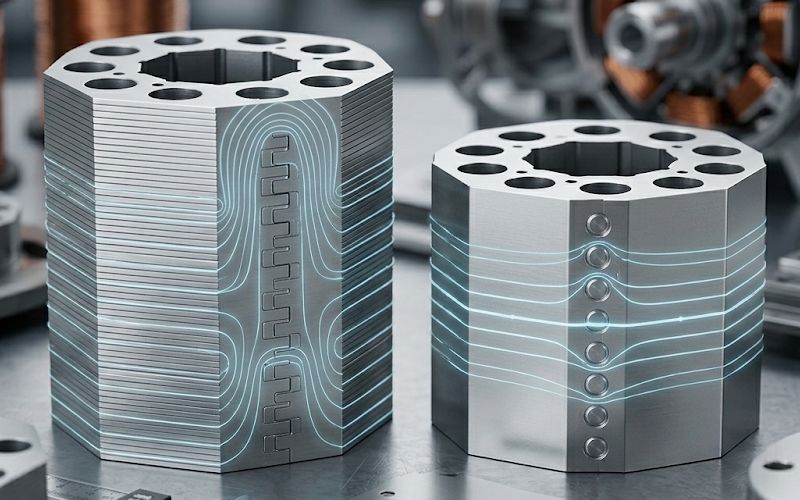
Rivettatura e chiusura delle pile di laminazione: resistenza e impatto magnetico
TL;DR
Scegliere rivettatura quando l'integrità della pila durante la manipolazione, l'avvolgimento, l'inserimento in pressa o le vibrazioni è il rischio maggiore e quando è possibile mantenere i fori nelle regioni a basso flusso.
Scegliere chiusura quando lo stampaggio ad alto volume e l'impilamento integrato contano di più, ma solo se il numero di interblocchi, la profondità, il gioco e la disposizione delle coppie sono controllati come variabili magnetiche di progettazione, non solo come dettagli degli utensili.
La penalizzazione magnetica non è vaga. In uno studio su nuclei impilati, una condizione di solo foro ha aumentato la perdita di ferro di circa 6.2% a 1,0 T, 50 Hz, la formazione dei tasselli l'ha portata a circa 9.1%, e la condizione di tassello unito ha raggiunto circa 13.1%. Nei layout di interblocco più densi dello stesso studio, l'aumento ha raggiunto 40.9%. Al contrario, uno studio con foro a spillo ha rilevato che una 6 mm buco potrebbe mantenere la perdita aggiunta sotto 1% quando le dimensioni e la posizione sono state scelte con cura.
Pile di laminazione funzionano solo perché ogni foglio è isolato dal successivo. Sembra ovvio. Ma è comunque importante. Nel momento in cui un metodo di giunzione aggiunge una tensione locale, rompe il rivestimento o crea un ponte conduttivo, la pila smette di comportarsi come la pila pulita del modello elettromagnetico. I lavori di revisione sulla produzione di acciaio elettrico continuano ad arrivare allo stesso punto: la giunzione influisce sulla permeabilità, sulla perdita per isteresi, sulla perdita per correnti parassite e sulla generazione di calore locale, a volte tutto insieme.
Quindi la vera domanda non è quale metodo è più forte. È più stretto di così. E anche più utile. Quale metodo è sufficientemente forte per il lavoro meccanico, con la più piccola penalità magnetica che si possa effettivamente mantenere in produzione?
Indice dei contenuti
La regola della decisione breve
Se la pila è soggetta a sollecitazioni meccaniche (trasporto, tensione dell'avvolgimento, inserimento dell'alloggiamento, carico della pressa, vibrazioni, sollecitazioni legate alla velocità), la rivettatura è di solito la direzione più sicura. Se la pila viene costruita in quantità e la fabbrica vuole che le laminazioni si impilino da sole all'interno dello stampo progressivo, il clinching ha un chiaro vantaggio di processo. Ma quando la velocità aumenta, il flusso aumenta o la densità dei giunti si diffonde nel percorso attivo, la clinciatura inizia a essere interessante.
Questo è l'intero commercio in una riga: La rivettatura tende ad acquistare margine meccanico; la clinciatura tende ad acquistare efficienza produttiva. Nessuno dei due è magneticamente libero.
Cosa peggiora le prestazioni magnetiche
Tre meccanismi fanno la maggior parte del danno.
Acciaio mancante nel percorso del flusso. I fori rimuovono il materiale attivo e distorcono il flusso.
Sollecitazione residua e deformazione plastica. Questi elementi riducono la permeabilità e aumentano la perdita di isteresi.
Ponti elettrici tra le laminazioni. Quando le lastre iniziano a condurre attraverso la regione di giunzione, compaiono percorsi di corrente parassita aggiuntivi. In alcuni layout di interblocco, questi percorsi diventano anelli chiusi e la penalità aumenta rapidamente.
Questa suddivisione è importante perché la rivettatura e il clinching non pagano la stessa imposta.
Rivettatura: meccanicamente tranquilla, magneticamente più pulita solo se i fori sono trattati con cura
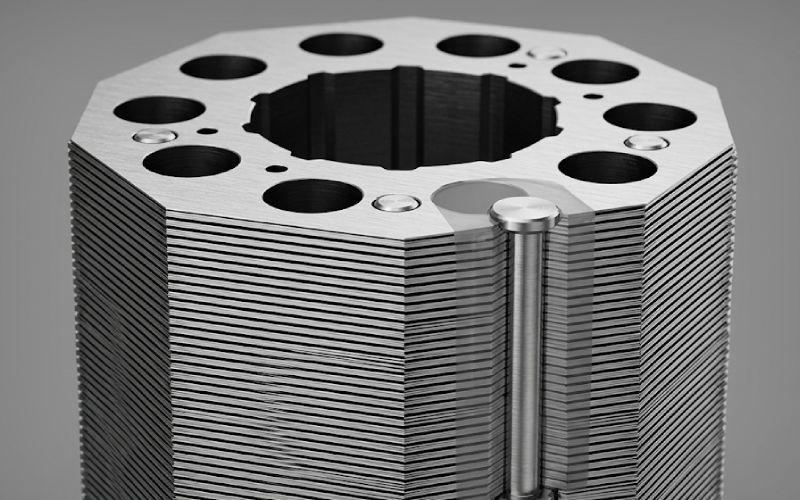
In questo articolo, rivettatura significa che la pila è fissata da un elemento di fissaggio discreto attraverso uno schema di fori. Dal punto di vista meccanico, questo è facile da capire e da verificare. La dimensione dei fori è visibile. Il carico del morsetto è visibile. Il numero di giunti è visibile. Per pile più grandi o per condizioni di assemblaggio più difficili, questo tipo di ritenzione esplicita è ancora molto utile.
Il lato magnetico è quello in cui gli ingegneri inciampano. Il foro è già di per sé un disturbo. Uno studio sui fori dei trasformatori ha riscontrato che l'aumento del diametro del foro aumenta visibilmente la perdita del nucleo, con una 6 mm foro che produce un aumento di sotto 1%, mentre si sposta a 10 mm ha spinto la modifica a circa 6.39% in quel caso. Lo stesso studio ha anche rilevato che il posizionamento dei fori dove la distribuzione del flusso è minore riduce la penalizzazione. Un'analisi separata sul serraggio assiale dei nuclei laminati sottolinea lo stesso punto: i fori per il serraggio dei bulloni passanti devono trovarsi in regioni a basso flusso.
Esiste un secondo strato. In uno studio a nuclei sovrapposti che ha separato la realizzazione dei fori dalla formazione dei tasselli e dalla giunzione, la solo foro La condizione di salute aumenta la perdita di ferro di circa 6.2% a 1,0 T, 50 Hz. A 1,5 T, 50 Hz, Lo stesso effetto di buco era ancora presente, ma più stretto, circa 6.3%. Quindi la rivettatura non è “magneticamente neutra” solo perché evita i nodi di incastro. I fori costano comunque qualcosa. Di solito meno di un cattivo modello di clinch. Non sempre meno di uno buono.
La lettura pratica è abbastanza chiara: fori piccoli, posizionamento a basso flusso, numero limitato. È qui che la rivettatura inizia a sembrare sensata.
Clinching: veloce nella produzione, stretta nella finestra di processo
Clinching, o interblocco, è interessante perché può essere integrato nel percorso di tranciatura. Recenti lavori di produzione sugli stampi di tranciatura descrivono che le anime interbloccate vengono posizionate e combinate direttamente nella stazione finale, mentre i percorsi non interbloccati spesso richiedono ancora la raccolta, il conteggio, la sagomatura e la successiva unione fuori linea. Un lavoro separato sui costi degli utensili per la laminazione giunge a una conclusione simile dal lato dello stampo: il costo degli utensili è legato alle dimensioni della laminazione, alla complessità del pezzo, allo scenario di produzione e soprattutto al numero di stazioni di stampaggio progressivo.
Ecco perché il clinching continua a comparire nei programmi a volume. Meno punti di contatto. Meno manipolazioni a valle. Nessun hardware di fissaggio separato. Il processo è pulito.
Poi arriva la fattura magnetica.
Una rassegna dei metodi di giunzione riporta che l'incastro è altamente efficiente come processo, ma è non forte e può assorbire solo basse forze meccaniche. La stessa rassegna riassume le prove misurate che l'inverso della permeabilità e la perdita di ferro aumentano entrambi linearmente con il numero di incastri e che gli incastri radiali sono più dannosi di quelli circonferenziali. Anche la larghezza dei tasselli è importante: i tasselli più stretti tendono a ridurre la perdita.
I numeri più utili provengono dalle misurazioni dei nuclei impilati. In uno studio, a 1,0 T, 50 Hz, una singola configurazione a tasselli uniti ha aumentato la perdita di ferro di circa 13.1% rispetto al riferimento senza tasselli. Quando il layout dell'interblocco è diventato più fitto, l'aumento è salito a circa 20.6%, 23.5%, 31.9%, e infine 40.9% a seconda della configurazione. A 1,5 T, 50 Hz, la stessa sequenza era più blanda ma comunque significativa: circa 7.6% fino a 28.3%. Stessa famiglia di giunzioni. Risultato molto diverso, a seconda del modello.
Questo è il punto che sfugge a molte guide alla selezione. Il clinch non è il risultato di un unico processo. È un'intera famiglia di risultati.
Perché alcuni stack clinici si deteriorano molto rapidamente
Perché le sanzioni sono due, non una.
La prima penalizzazione è il danno locale al materiale. La formazione dei tasselli deforma plasticamente l'acciaio. Nello stesso lavoro a nuclei sovrapposti, la formato a tasselli ma non ancora unito La condizione di salute ha aumentato la perdita di ferro di circa 9.1% a 1,0 T, 50 Hz. Poi, unendo le coppie di tasselli, l'aumento è stato spinto a 13.1%. Questa divisione è importante: una parte del danno deriva dalla realizzazione dell'elemento, un'altra parte deriva dalla forzatura dell'articolazione.
La seconda penalizzazione è di tipo elettrico. Una volta che alcune coppie di interblocchi si trovano in una disposizione che permette al flusso di collegare un anello conduttivo, si verifica una perdita extra di corrente parassita. Lo stesso studio ha rilevato che questa la perdita extra aumenta linearmente con la densità delle coppie di interruttori, e che il problema diventa molto più evidente a 400 Hz che a 50 Hz per i layout interessati. In altre parole, gli interblocchi densi o mal posizionati non sono solo un fastidio a bassa frequenza. Invecchiano male all'aumentare della frequenza.
Se la macchina è ad alta velocità, questo aspetto è più importante. Non meno.
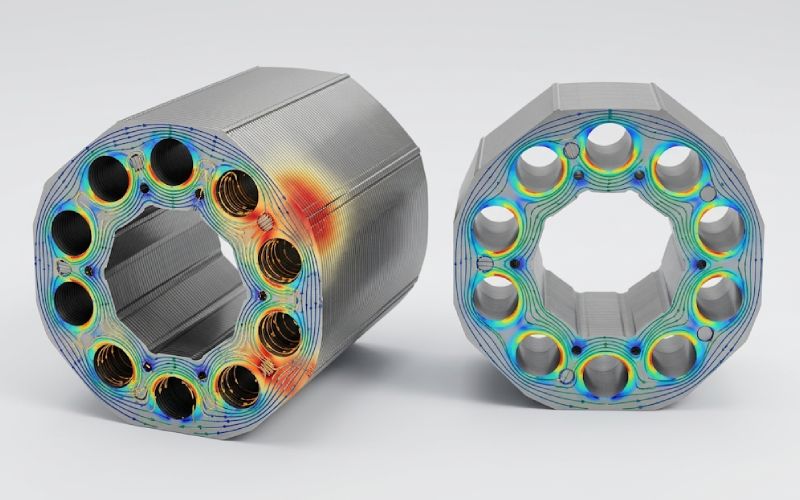
Confronto quantitativo per le decisioni ingegneristiche
La tabella seguente mescola i dati di diversi studi e geometrie, quindi non rappresenta un limite di progettazione univoco. È comunque utile. Mostra dove inizia la penalizzazione e quanto può crescere.
Fattore decisionale
Rivincita
Incastro / incastro
Cosa suggeriscono i numeri
Logica meccanica primaria
Fissaggio discreto attraverso uno schema di fori; la ritenzione è esplicita
I nodi formati bloccano i fogli durante o subito dopo la timbratura
La rivettatura viene solitamente scelta quando il margine di ritenzione è più importante dell'integrazione della matrice.
Penalità magnetica di base
Condizione di solo foro in uno studio a carotaggi sovrapposti: +6.2% perdita di ferro a 1,0 T, 50 Hz; In uno studio pin-hole, un 6 mm il foro è rimasto sotto 1% perdita aggiunta quando ottimizzata
Formazione dei tasselli da sola: circa +9.1%; tassello unito: circa +13.1% a 1,0 T, 50 Hz
Un modello di fori ben gestito può essere più conveniente dal punto di vista magnetico di un modello di clinch scadente.
Penalità in caso di densità di articolazione più elevata
La maggior parte è determinata dalla dimensione, dal numero e dal posizionamento dei fori.
I layout densi hanno raggiunto circa +40.9% a 1,0 T, 50 Hz e +28.3% a 1,5 T, 50 Hz in uno studio ring-core
Il numero e la disposizione degli interblocchi possono dominare la risposta
Sensibilità alla frequenza
La penalizzazione per correnti parassite aumenta se i fori o l'isolamento danneggiato disturbano il percorso
A 400 Hz, alcuni layout di interblocco hanno mostrato una perdita aggiuntiva nettamente superiore perché si sono formati dei loop conduttivi tra le coppie di interblocco.
Le macchine ad alta velocità sono meno tolleranti nei confronti della geometria della clinica
Finestra di processo
Più tollerante dal punto di vista meccanico una volta fissata la disposizione dei fori
Per 0,5 mm in uno studio, non si è formata alcuna articolazione permanente al di sotto di circa 70-75% Profondità di goffratura; l'impilamento è stato scarso quando il gioco ha superato il limite di 4% dello spessore della lastra
Il clinching funziona meglio quando il controllo del processo è stretto e stabile.
Logica dei costi e del rendimento
Percorso di giunzione separato; è comune una gestione più a valle
Può essere integrato nello stampo progressivo; ciò riduce il lavoro di impilamento e giunzione fuori linea.
Gli acquirenti devono confrontare la maggiore complessità dello stampo con la minore manodopera per l'assemblaggio.
Costi e capacità: è qui che l'approvvigionamento inizia a porsi domande migliori.
Non esiste una cifra universale in dollari, perché il costo degli utensili dipende fortemente dalle dimensioni del pezzo, dalla complessità della geometria e dal numero di stazioni dello stampo progressivo. La modellazione dei costi pubblicata per lo stampaggio per laminazione è esplicita su questo punto. Lo scenario di produzione cambia lo stampo e lo stampo cambia il costo.
Tuttavia, la divisione commerciale è piuttosto stabile.
La clinciatura ha solitamente senso quando la linea vuole autoimpilare i pezzi nello stampo e proteggere la produttività. La rivettatura ha di solito più senso quando l'acquirente è disposto ad accettare un percorso di giunzione separato in cambio di una ritenzione più forte e di una strategia di giunzione meccanica più conservativa. La vera domanda d'acquisto non è quindi “qual è il più economico?”. È questa:
Dove volete che si collochi il costo: all'interno dello stampo e dell'onere di controllo del processo, o a valle nell'hardware, nella movimentazione e nell'assemblaggio?
Questo tende a far terminare le riunioni più velocemente.
Regole di progettazione che reggono meglio degli slogan
Alcune regole compaiono nella letteratura abbastanza spesso da essere trattate seriamente.
1. Collocare i giunti nelle regioni a flusso debole
Questo è esplicito per il serraggio basato sui fori, e la stessa logica di solito è utile anche per il posizionamento dei morsetti. Se un giunto si trova in un'area magnetica più tranquilla, la penalizzazione è più facile da sopportare.
2. Contare le articolazioni come se costassero. Perché è così.
La perdita legata all'incastro è aumentata con il numero di tasselli e con la densità delle coppie di incastri. Un maggior numero di punti può migliorare la ritenzione. Ma possono anche trasformare un aumento di perdita gestibile in un aumento negativo.
3. I parametri di processo fanno parte della progettazione magnetica
Per l'incastro, la profondità di goffratura, il gioco e le condizioni del bordo dell'utensile influenzano il risultato. In uno studio da 0,5 mm, la profondità di goffratura corretta variava da 0,36 mm a 0,39 mm a seconda del foglio, e la qualità dell'impilamento si degradava quando la distanza superava 4% dello spessore della lastra. Non è una sensibilità da poco.
4. La ricottura può recuperare parte del danno
I lavori di revisione riportano che la ricottura post-giunzione riduce la perdita del nucleo e migliora le prestazioni magnetiche. Non elimina tutte le penalizzazioni della geometria. Può ridurre la parte della penalizzazione dovuta alle sollecitazioni in misura sufficiente da essere importante.
Cosa chiedere prima di approvare uno dei due metodi
Se state scrivendo un RFQ, una FMEA di processo o una lista di controllo per la revisione del progetto, chiedete questi elementi:
a mappa congiunta sulla mappa del flusso, non solo un disegno CAD della pila;
misurato delta di perdita del nucleo rispetto a una pila di riferimento allentata o minimamente unita;
per la chiusura, il convalidato finestra di profondità, finestra di distanza e piano di compensazione dell'usura dell'utensile;
per la rivettatura, il numero di fori, diametro dei fori e prova che i fori si trovano in regioni a basso flusso;
dati meccanici indicati come caso di carico più modalità di guasto, non una generica nota “abbastanza forte”.
È su quest'ultimo punto che molte scelte sbagliate sopravvivono più a lungo del dovuto.
FAQ
La rivettatura è sempre migliore per la resistenza meccanica?
Non sempre, ma di solito è la scelta più conservativa quando la pila deve sopravvivere alla manipolazione, all'avvolgimento, all'inserimento o alle vibrazioni senza fare affidamento su una finestra di formatura stretta. I lavori di revisione sui metodi di giunzione descrivono l'incastro come efficiente ma limitato al basso assorbimento di forza meccanica.
Il clinching danneggia sempre le prestazioni magnetiche più del riveting?
No. Uno schema di interlock rado e ben posizionato può superare una disposizione dei fori inadeguata. Ma quando la densità degli incastri aumenta o la geometria della coppia crea dei loop conduttivi, la penalizzazione in termini di perdita può crescere molto più rapidamente di quanto molti ingegneri si aspettino. In uno studio, i layout di interblocco densi hanno raggiunto +40.9% perdita di ferro a 1,0 T, 50 Hz.
Qual è la scelta magnetica più pulita: foro o incastro?
Nessuno dei due è pulito. Il fissaggio con soli fori in uno studio su nuclei impilati ha aggiunto circa 6.2% perdita di ferro a 1,0 T, 50 Hz. La sola formazione dei tasselli ha aggiunto circa 9.1%, e un tassello unito di circa 13.1%. Questo non rende la rivettatura universalmente migliore. Ma dimostra perché i fori piccoli e a basso flusso sono spesso più facili da controllare magneticamente rispetto agli incastri densi nelle regioni attive.
Quanto è sensibile la clinciatura all'attrezzaggio e all'impostazione?
Molto. Per 0,5 mm in uno studio, non si è formata alcuna articolazione permanente al di sotto di circa 70-75% La profondità di goffratura e la qualità dell'impilamento sono diventate scarse quando il gioco ha superato la soglia di sicurezza. 4% dello spessore della lamiera. L'usura degli utensili ha modificato anche la finestra di profondità utilizzabile.
Dove devono essere posizionati i rivetti o i fori?
Il più lontano possibile dal percorso ad alto flusso, come consentito dal progetto meccanico. Sia la guida al serraggio che gli studi sulla perdita dei pin-hole indicano la stessa strada: il posizionamento a basso flusso riduce la penalizzazione della perdita.
La ricottura post-processuale può salvare una cattiva scelta di giunzione?
Può recuperare parte del danno dovuto alle sollecitazioni, certo. Non può cancellare completamente una geometria scadente o un percorso di cortocircuito conduttivo creato dal giunto stesso. Considerate la ricottura come una riduzione del danno, non come un'assoluzione.
La risposta finale, senza la copertura
Se il programma è limitato da rischio meccanico, La rivettatura è di solito la risposta più sicura.
Se il programma è limitato da produttività e produzione integrata, La soluzione migliore è spesso il clinching.
Se il programma è limitato da efficienza ad alta frequenza, Prima di fidarsi del processo solo perché sembra elegante sul disegno della matrice, è bene prestare attenzione alla densità di clinciatura e alla disposizione delle coppie.
Questo è il vero scambio. Non la forza contro la perdita in astratto. Margine di ritenzione rispetto al danno magnetico, in condizioni di produzione reali.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.