Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
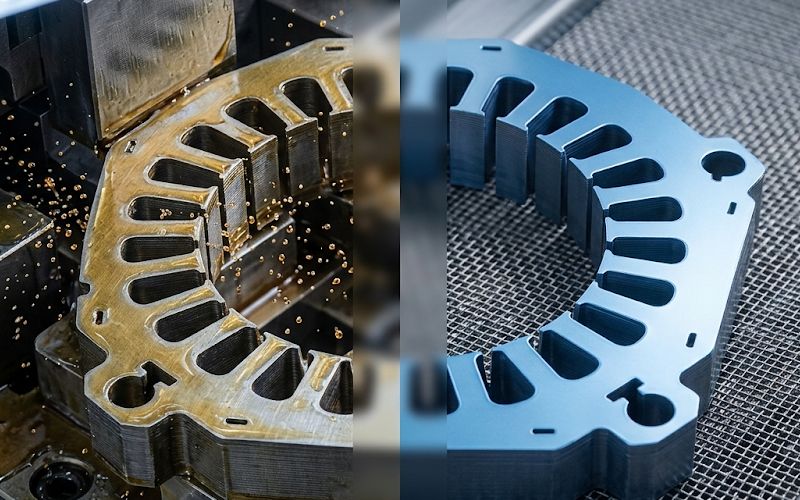
Lubrificazione per stampaggio di acciaio elettrico: Bilanciare la durata e la pulizia degli utensili
Punti di forza
Selezione del lubrificante di stampaggio per laminati elettrici in acciaio deve partire dal requisito di pulizia a valle, non dal requisito dell'utensile - il vincolo di pulizia è più difficile da modificare rispetto alla strategia di protezione dello stampo.
I rivestimenti isolanti sull'acciaio elettrico interagiscono con i lubrificanti dal punto di vista chimico e meccanico; i test di compatibilità prima dell'impegno di produzione impediscono la degradazione del rivestimento che aumenta la perdita del nucleo.
I residui di lubrificante intrappolati tra le lamelle di una pila si comportano in modo diverso rispetto ai residui su una superficie esposta, soprattutto durante la ricottura sotto sforzo, dove i prodotti di decomposizione hanno vie di fuga limitate.
L'usura degli stampi causata da una lubrificazione insufficiente non ha solo un costo, ma degrada le proprietà magnetiche del bordo di taglio, aumenta l'altezza delle bave e danneggia l'isolamento interlaminare, tutti fattori che influiscono sulle prestazioni del motore.
I lubrificanti preapplicati a film secco eliminano la pulizia post-stampa, ma aumentano il costo del nastro al chilogrammo e riducono la possibilità di regolazione a metà corsa. Gli oli vanificanti riducono l'onere della pulizia, ma non sempre svaniscono abbastanza velocemente per le linee di impilamento ad alta velocità.
Indice dei contenuti
Perché l'acciaio elettrico richiede una lubrificazione speciale per lo stampaggio
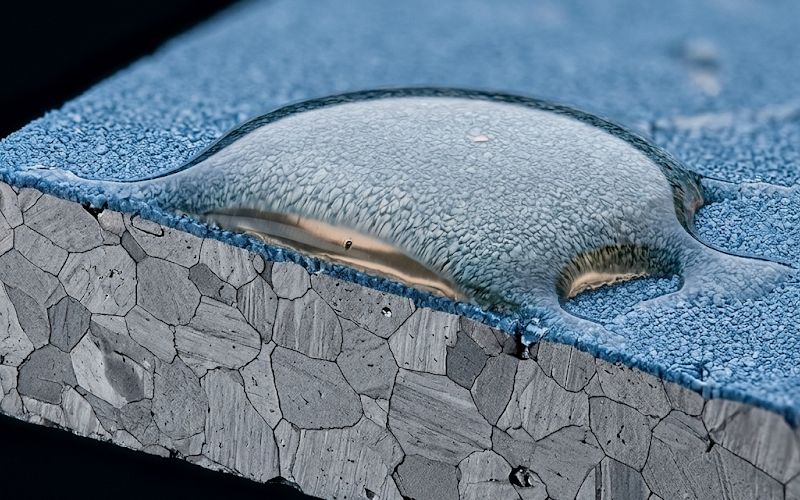
L'acciaio elettrico non è un normale acciaio al carbonio. Presenta un rivestimento isolante - a volte organico, a volte inorganico, a volte ibrido - che dovrebbe sopravvivere allo stampaggio e finire tra le lamelle della pila finita, svolgendo un vero e proprio lavoro elettrico. Questo rivestimento interagisce con il lubrificante che si mette sul nastro. A volte in modo utile. Spesso no.
I rivestimenti dell'acciaio elettrico non orientato sono sottili. In genere pochi micron. Servono a limitare le correnti parassite tra le lamelle dell'anima assemblata. Se li si danneggia durante lo stampaggio, li si contamina con residui o li si spoglia in modo non uniforme durante la pulizia, lo stack pagherà un prezzo in termini di perdita di anima che potrebbe non manifestarsi fino al collaudo o, peggio, fino al funzionamento sul campo.
Quindi non si tratta solo di lubrificare un'operazione di stampaggio. Si tratta di lubrificare un'operazione di stampaggio su un substrato rivestito in cui il rivestimento ha un compito da svolgere successivamente. Questo vincolo cambia le modalità di scelta, applicazione e rimozione del lubrificante.
C'è anche da considerare la metallurgia. I gradi a più alto contenuto di silicio (2,5% Si e oltre, comuni nei laminati dei motori di alta qualità) sono più duri e più fragili dell'acciaio dolce. Abradono più velocemente gli utensili. Si rompono più facilmente sul bordo tranciato se le condizioni non sono corrette. Il lubrificante deve gestire l'attrito e il calore all'interfaccia punzone-stampo, avendo a che fare con un materiale del pezzo che è meno indulgente di quello su cui si è formata la maggior parte dei tecnici di stampaggio.
Cosa fa effettivamente il lubrificante in ogni stazione di stampaggio
Vale la pena di essere specifici, perché un discorso vago sulla “riduzione dell'attrito” non coglie la descrizione completa del lavoro. In uno stampo progressivo di laminazione, il lubrificante agisce in più punti contemporaneamente:
Tra la striscia e la superficie della matrice durante l'alimentazione e il posizionamento
All'interfaccia punzone-striscia durante la tosatura e la perforazione
Tra il nastro e la piastra di spellatura durante il sollevamento delle strisce
Sul bordo di tranciatura dove il profilo di taglio si separa dal supporto
Sulla lumaca mentre passa attraverso il pulsante del dado
Ciascuna di queste zone presenta condizioni di pressione, temperatura e velocità superficiale leggermente diverse. Il lubrificante non può scegliere quale zona servire. Deve lavorare in tutte le zone, con lo spessore del film che è riuscito a sopravvivere al sistema di alimentazione e con quello che il rivestimento dell'acciaio ha lasciato in termini di energia superficiale e bagnabilità.
E poi, dopo aver fatto tutto questo, deve essere tolto.
Requisiti di pulizia post-stampa per le pile di laminazione
In molte applicazioni di stampaggio, un po' di olio residuo sul pezzo è tollerabile o addirittura protettivo durante lo stoccaggio. Le pile di laminazione non funzionano in questo modo.
Residui di lubrificante intrappolati tra le lamelle di una pila:
Ridurre l'efficacia del rivestimento isolante creando percorsi conduttivi o semiconduttivi.
Interferire con gli adesivi di incollaggio se la pila utilizza un assemblaggio a colla
I gas in uscita durante le fasi di lavorazione termica, come la ricottura sotto sforzo, contaminano le atmosfere dei forni.
Lasciano depositi carbonizzati sulle superfici di laminazione dopo il trattamento termico, modificando la resistività superficiale in modo imprevedibile
influire sulla stabilità dimensionale della pila durante la compressione se il residuo agisce come una pellicola a spessore variabile
Nessuno di questi casi è ipotetico. Si verificano. La domanda da porsi è sempre quanto residuo è troppo, e la risposta dipende dal processo a valle.
Una pila che viene saldata sull'OD e non vede mai un forno ha requisiti di pulizia diversi rispetto a una pila che viene sottoposta a una ricottura completa di distensione a 750°C o più. Una pila che utilizza laminazioni autocollanti con rivestimenti adesivi attivati dal calore è particolarmente sensibile: qualsiasi contaminazione sulla superficie di incollaggio indebolisce direttamente l'integrità meccanica dell'anima.
Le specifiche di pulizia devono essere stabilite prima di scegliere il lubrificante. Non il contrario. Questo errore di ordinazione è comune.
Tipi di lubrificanti per stampaggio per acciaio elettrico a confronto
Non esiste un vincitore universale. La scelta giusta dipende dalla velocità di produzione, dalla complessità dello stampo, dal tipo di acciaio, dal tipo di rivestimento, dalla capacità di pulizia e da ciò che accade alla laminazione dopo lo stampaggio. Ecco un confronto pratico:
Tipo di lubrificante
Forza del film
Pulizia dopo lo stampaggio
Compatibilità del rivestimento
Metodo di applicazione tipico
Difficoltà di rimozione
La migliore vestibilità
Olii sbiaditi (a base di petrolio leggero)
Da basso a moderato
Buono - evapora parzialmente
Generalmente sicuro con la maggior parte dei rivestimenti
Rullo o gocciolatore
Basso - può autoevaporare
Basso-moderato tonnellaggio, spessori più sottili
Fluidi sintetici (a base d'acqua)
Moderato
Buono se asciugato correttamente
Varia - alcuni attaccano i rivestimenti organici
A spruzzo o a rullo
Da basso a moderato
Stampi progressivi a media velocità
Oli per stampaggio diritti (a base minerale)
Alto
Scarso - richiede una pulizia attiva
Rischio di ammorbidimento del rivestimento con alcuni prodotti organici
Alluvione o rullo
Alto - necessita di un lavaggio con solvente o acquoso
Trazioni pesanti, spessori elevati, operazioni ad alto tonnellaggio
Lubrificanti a film secco (preapplicati)
Da moderato a elevato
Eccellente - nulla da rimuovere
Deve essere abbinato alla chimica del rivestimento
Pre-rivestito su striscia dal fornitore
Non è necessario
Requisiti di alto volume e alta pulizia
Oli EP clorurati
Molto alto
Scarso - i residui sono aggressivi
Può danneggiare alcuni rivestimenti isolanti
Goccia o spazzola
Alto - preoccupazioni ambientali e di rivestimento
Raramente appropriato per lavori di laminazione
Da questa tabella emergono alcuni elementi. I lubrificanti a film secco eliminano completamente il problema della pulizia post-stampaggio, ma richiedono un coordinamento con il fornitore di acciaio e aggiungono costi per chilogrammo di nastro. Inoltre, non sono adatti a tutte le geometrie degli stampi: gli stampi progressivi complessi con molte stazioni e ponti portanti stretti possono richiedere una lubrificazione supplementare anche quando il nastro arriva pre-rivestito.
Gli olii vanitosi sono popolari perché semplificano il processo. Ma “svanire” è un termine relativo. Questi oli si volatilizzano con il calore e il tempo. La loro effettiva scomparsa prima dell'impilaggio dipende dalla temperatura ambiente, dalla circolazione dell'aria, dal tempo trascorso tra lo stampaggio e l'assemblaggio e dalla quantità di olio applicato. In una linea ad alta velocità in cui le laminazioni passano dallo stampo alla pila in pochi secondi, la “scomparsa” non è ancora avvenuta.
Come la lubrificazione dello stampaggio influisce sulla durata dello stampo e sulla qualità del bordo di laminazione
La connessione tra lubrificazione e durata degli stampi è ben nota nella tranciatura generale. Ciò che è meno apprezzato è il modo in cui l'usura dello stampo si ripercuote sulla qualità della laminazione.
Quando un punzone si usura, il gioco effettivo tra punzone e matrice aumenta. Questa variazione del gioco influisce su:
Altezza della fresa sul bordo di taglio
Il rapporto tra zona di taglio e zona di frattura sulla faccia di taglio
Tensioni residue nel materiale vicino al taglio
Stato dei bordi del rivestimento isolante
La crescita delle bave è il sintomo visibile. Ma quelli invisibili sono più importanti per le prestazioni del motore. L'aumento dell'indurimento sul bordo tagliato degrada localmente la permeabilità magnetica. Il danneggiamento del rivestimento sul bordo tagliato può creare ponti elettrici tra le lamelle quando sono impilate sotto compressione.
Quindi la lubrificazione che allunga la vita del punzone anche di 15-20% prima della riaffilatura non è solo una questione di costi degli utensili. È una questione di qualità della laminazione. Una minore usura significa un'altezza della bava più stabile, condizioni dei bordi più uniformi, cicli più lunghi tra le interruzioni della manutenzione e - questa è la parte che sfugge - un comportamento magnetico più uniforme in un lotto di produzione.
Il rovescio della medaglia: se si cerca di ottenere la massima durata dello stampo utilizzando un lubrificante più pesante e più aggressivo, si può vincere in termini di utensili, ma si perde in termini di pulizia, compatibilità del rivestimento o gestione post-stampaggio. Questo è l'equilibrio del titolo di questo articolo e non si risolve da solo. È necessario gestirlo man mano che si procede.
Gioco tra punzone e stampo, velocità della pressa e limiti della lubrificazione
C'è la tentazione di considerare la lubrificazione come la risposta a tutti i problemi di stampaggio sull'acciaio elettrico. Non è così.
Se il gioco tra punzone e stampo è sbagliato per il tipo e lo spessore del materiale, nessuna quantità di lubrificante produrrà un bordo pulito. Se la velocità della pressa supera quella che il sistema di alimentazione è in grado di tracciare con precisione, il nastro arriva alla stazione in una posizione leggermente sbagliata e il lubrificante non ha nulla di utile da apportare al problema. Se il progetto dello stampo affolla troppe stazioni in una progressione del nastro troppo breve e il supporto è meccanicamente instabile, il sistema di lubrificazione non può stabilizzarlo.
La lubrificazione è una variabile di processo. Una variabile importante. Ma funziona all'interno di un sistema, che comprende la progettazione del gioco, la disposizione dei nastri, la dinamica della pressa, i programmi di manutenzione degli stampi e le pratiche di preparazione della pila. Quando i team trattano la lubrificazione come una manopola da girare quando le cose vanno male, spesso finiscono per sovra-lubrificare, scambiando un problema con un altro.
Metodi di applicazione del lubrificante: Rullo, spruzzo, gocciolamento e film secco
Il metodo di applicazione e l'uniformità meritano di essere discussi più di quanto non avvenga di solito.
Applicazione del rullo offre un controllo ragionevole dello spessore del film ed è comune nelle operazioni di stampaggio progressivo con alimentazione a bobina. Ma le condizioni dei rulli si degradano. La superficie del rullo raccoglie i residui del rivestimento del nastro. Lo spessore del film varia al variare della pressione del rullo o al variare della viscosità del lubrificante con la temperatura dell'impianto. Senza una verifica periodica, quello che era un film ben controllato diventa una variabile incontrollata.
Applicazione a spruzzo può ottenere film più sottili e uniformi se si mantengono la geometria e la pressione dell'ugello. Inoltre, il lubrificante viene sprecato per l'overspray e la nebulizzazione, con conseguenti problemi di pulizia e controllo ambientale nelle aree di stampa chiuse.
Sistemi a goccia sono semplici ed economici. Ma sono anche incoerenti. Su uno stampo progressivo a funzionamento rapido, la lubrificazione a goccia è spesso un'impostazione ereditata che nessuno ha rivisitato perché “funziona”. Funziona, nel senso che lo stampo non si grippa. Se funziona nel senso di ottimizzare l'equilibrio tra protezione dell'utensile e pulizia è una questione completamente diversa.
Pellicole secche preapplicate ignorare tutto questo. La pellicola c'è, è uniforme ed è stata applicata in condizioni controllate presso lo stabilimento di lavorazione dell'acciaio. L'operazione di stampaggio non deve applicare nulla. Il compromesso è rappresentato dai costi, dai tempi di consegna e dalla minore flessibilità di regolazione della lubrificazione a metà del processo.
Come pulire le laminazioni stampate prima dell'impilamento e della ricottura
Se il lubrificante non è di tipo svanente e il processo a valle richiede una superficie pulita, qualcuno deve pulire le laminazioni. Questa fase costa denaro, tempo, spazio e sforzi di conformità ambientale.
Gli approcci di pulizia più comuni includono:
Lavaggio acquoso con detergenti alcalini o neutri, talvolta con ultrasuoni. Efficace sui prodotti sintetici idrosolubili e sugli oli leggeri. Meno efficace sugli oli minerali pesanti. Richiede un'asciugatura successiva - un'ulteriore fase e un'altra potenziale fonte di ossidazione se non viene controllata.
Pulizia con solvente con idrocarburi o solventi alcolici modificati. Efficace sugli oli semplici. Le normative ambientali e sulla sicurezza dei lavoratori hanno reso questa strada sempre più difficile da giustificare in molte regioni.
Sgrassaggio termico integrato nel ciclo di ricottura sotto sforzo. L'atmosfera del forno brucia o volatilizza il lubrificante residuo durante le prime fasi del ciclo termico. Questo metodo può funzionare, ma richiede un attento controllo dell'atmosfera per evitare la deposizione di carbonio sulle superfici di laminazione e per evitare un'ossidazione incontrollata. Inoltre, il forno svolge una doppia funzione: pulizia e ricottura, il che complica la gestione dell'atmosfera.
Affidarsi alla sola evaporazione - e accettando tracce di residui. Questo è più comune di quanto si ammetta pubblicamente. Funziona fino a quando non funziona.
La scelta dipende dal volume, dal lubrificante specifico utilizzato, dal metodo di giunzione della pila e dall'eventuale ricottura della pila. Per le pile interbloccate che passano direttamente all'operazione di avvolgimento senza alcun trattamento termico, la tolleranza sui residui è spesso relativamente alta. Per le pile incollate o ricotte, la tolleranza è molto più stretta.
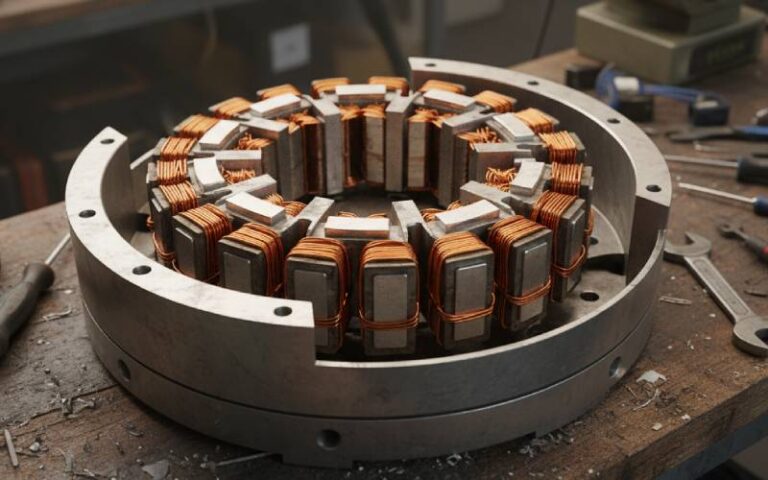
Comportamento dei residui di lubrificante durante la ricottura sotto sforzo delle pile di laminazione
La ricottura sotto sforzo è comune per le pile di laminazione che devono recuperare le proprietà magnetiche degradate dal processo di stampaggio. La ricottura avviene in genere a 700-800°C in un'atmosfera controllata, spesso azoto secco, miscele di azoto e idrogeno o, in alcuni casi, una leggera atmosfera esotermica.
A queste temperature, i residui organici di lubrificante si decompongono. La decomposizione dipende dalla chimica del lubrificante, dall'atmosfera e dal profilo di temperatura. Nel migliore dei casi, i residui volatilizzano senza problemi e l'atmosfera li trasporta via. Nel peggiore dei casi, si carbonizzano sulla superficie della laminazione, reagiscono con il rivestimento isolante o producono un numero sufficiente di prodotti di decomposizione per invadere l'atmosfera del forno e creare condizioni di riduzione o di carburazione locale.
Il problema è amplificato in una pila perché il residuo è intrappolato tra le lamelle. Non c'è superficie libera per una facile volatilizzazione. I prodotti della decomposizione devono migrare attraverso i bordi della pila, che in una pila alta e strettamente compressa può essere un percorso di diffusione veramente lento. Quindi le lamelle al centro della pila possono essere esposte ai prodotti della decomposizione più a lungo delle lamelle ai bordi.
Questo è uno di quei problemi che non si manifesta in un test su una singola cedola di laminazione. Si manifesta solo in una pila di produzione in un forno di produzione. E a quel punto, di solito si cerca il problema da qualche altra parte.
Linee guida pratiche di processo per la lubrificazione dello stampaggio su acciaio elettrico
Non esiste una formula che permetta di scegliere il lubrificante perfetto. Esistono però dei principi decisionali che tendono a produrre risultati migliori:
Partite dal requisito della pulizia, non da quello degli utensili. Scoprite cosa può tollerare il processo a valle, quindi trovate un lubrificante che soddisfi questo vincolo e protegga lo stampo. L'approccio opposto - scegliere il miglior lubrificante per stampi e poi cercare di pulirlo - di solito comporta un costo totale maggiore.
Abbinare il lubrificante al rivestimento isolante. Non tutti i rivestimenti reagiscono allo stesso modo a tutti i lubrificanti. I rivestimenti organici possono ammorbidirsi o dissolversi in alcuni prodotti a base di petrolio. I rivestimenti inorganici (a base di fosfati o ossidi) sono generalmente più resistenti dal punto di vista chimico, ma possono essere danneggiati meccanicamente se il film di lubrificante non è abbastanza spesso da attutire le forze di stampaggio. Prima di scegliere un lubrificante di produzione, è bene informarsi sulla sua compatibilità.
Monitorare lo spessore del film, non solo la velocità di applicazione. Sapere quanti millilitri al minuto applica il vostro rullo vi dice cosa sta facendo il sistema. Sapere che cosa c'è effettivamente sulla striscia significa sapere che cosa sta sperimentando il pezzo. Sono numeri diversi e si allontanano nel tempo.
Tracciare l'andamento delle bave e correlarlo alle modifiche della lubrificazione. L'altezza della bava risponde contemporaneamente al gioco, alla velocità e alle condizioni del film di lubrificante. Quando l'altezza della bava cambia e non si verifica nessun altro movimento, il lubrificante è di solito parte della storia.
Non saltate la convalida della pulizia. Se il vostro processo prevede una fase di pulizia, verificate che funzioni davvero. Non una volta durante la messa in servizio, ma periodicamente durante la produzione. I test sui residui sulle superfici di laminazione, anche semplici come il test di rottura dell'acqua o la misurazione dell'angolo di contatto, consentono di individuare le derive prima che diventino un problema di prestazioni dello stack.
Mantenere la discussione sul lubrificante di stampaggio collegata alla discussione sulla pila. Non si tratta di problemi ingegneristici separati. Una decisione presa sulla pressa influisce su ciò che accade nell'impilaggio, nell'incollaggio, nella saldatura, nella ricottura e nell'assemblaggio finale. Trattando la lubrificazione come un'isola, i team finiscono per avere una grande durata degli stampi e motori scadenti.
FAQ
Il rivestimento isolante dell'acciaio elettrico fornisce una lubrificazione autonoma?
Alcuni rivestimenti contribuiscono a una modesta riduzione dell'attrito durante lo stampaggio. Alcuni rivestimenti ibridi organici-inorganici sono specificamente formulati per offrire un grado di protezione dello stampo oltre alla loro funzione elettrica. Tuttavia, affidarsi al solo rivestimento per la lubrificazione non è generalmente fattibile per la lavorazione di stampi progressivi ad alta velocità, specialmente ad alto tonnellaggio o con geometrie di stampo complesse. Il rivestimento è troppo sottile e troppo variabile nelle prestazioni di attrito per sostituire un lubrificante dedicato nella maggior parte degli scenari di produzione. Tuttavia, può influenzare la quantità di lubrificante supplementare necessario.
Posso usare per l'acciaio elettrico lo stesso lubrificante per stampaggio che uso per l'acciaio al carbonio laminato a freddo?
A volte, ma non è un'ipotesi sicura. Il rivestimento isolante dell'acciaio elettrico comporta problemi di compatibilità che il semplice acciaio al carbonio non presenta. Gli additivi clorurati a pressione estrema, ad esempio, possono essere perfettamente accettabili sull'acciaio al carbonio non rivestito, ma possono attaccare alcuni rivestimenti di laminazione. Inoltre, i requisiti di pulizia sono in genere molto più severi per le pile di laminazione che per i pezzi stampati in generale. Il lubrificante che funziona bene su staffe e alloggiamenti può essere completamente sbagliato per le laminazioni del motore.
Quanto influisce la scelta del lubrificante sulla perdita di nucleo nel motore finito?
Direttamente, il lubrificante non modifica la perdita del nucleo - non è nel circuito magnetico durante il funzionamento (o non dovrebbe esserlo). Indirettamente, gli effetti possono essere significativi. Un lubrificante che non protegge l'utensile porta a una crescita più rapida delle bave e a un peggioramento delle condizioni del bordo di taglio, entrambi fattori che aumentano la perdita di ferro. I residui di lubrificante che danneggiano o contaminano il rivestimento isolante tra le lamine possono aumentare le perdite per correnti parassite. Inoltre, il lubrificante che contamina un ciclo di ricottura di distensione può impedire il pieno recupero delle proprietà magnetiche che la ricottura avrebbe dovuto garantire. La catena di effetti è indiretta ma reale.
Il lubrificante a film secco è sempre l'opzione migliore per la laminazione?
Elimina il problema della pulizia e garantisce uno spessore costante del film, vantaggi significativi. Ma non è sempre pratico. I film a secco aggiungono costi al nastro, richiedono un accordo con il fornitore del materiale, riducono la possibilità di regolare la lubrificazione a metà corsa e potrebbero non fornire una protezione sufficiente per le geometrie degli stampi più impegnative o per le operazioni di tonnellaggio più elevate. Per la produzione di alti volumi di un progetto stabile con requisiti di pulizia rigorosi, i film a secco sono spesso l'opzione migliore. Per volumi inferiori, frequenti cambiamenti di progetto o condizioni di stampo molto aggressive, un lubrificante umido ben gestito può essere la soluzione migliore.
Con quale frequenza devo verificare lo spessore del film di lubrificante sulla striscia?
Non esiste un intervallo universale, ma una volta per turno è un punto di partenza ragionevole per la produzione di grandi volumi. La frequenza effettiva deve essere determinata dalla velocità di deriva del sistema di applicazione. I lubrificanti applicati a rullo tendono a spostarsi più rapidamente dei sistemi a spruzzo a causa dell'usura dei rulli e dell'accumulo di contaminazione. Se si riscontrano variazioni inspiegabili dell'altezza della bava o gallerie intermittenti tra un intervallo di manutenzione e l'altro, una delle prime cose da verificare è la presenza di un film di lubrificante inadeguato o incoerente.
Qual è la relazione tra la velocità di stampaggio e la richiesta di lubrificante?
Le velocità di pressatura più elevate aumentano generalmente il carico termico all'interfaccia punzone-stampo e riducono il tempo disponibile per la ridistribuzione del lubrificante tra le corse. Entrambi gli effetti spingono a richiedere un film di lubrificante più robusto o un lubrificante con una migliore stabilità alle alte temperature. Ma la relazione non è strettamente lineare: la geometria dello stampo, il gioco, il tipo di materiale e lo spessore del nastro interagiscono con la velocità per determinare la quantità di lubrificazione effettivamente necessaria. Aumentare il tasso di applicazione del lubrificante per adeguarlo all'aumento della velocità è una reazione comune, ma grossolana. L'approccio migliore consiste nel capire in quale punto dello stampo la lubrificazione è effettivamente marginale e intervenire in modo specifico in quella zona.
I residui di lubrificante possono causare guasti elettrici nei nuclei motore assemblati?
Il vero e proprio guasto elettrico dovuto ai soli residui di lubrificante è raro. Ciò che è più comune è un degrado misurabile della resistenza interlaminare, ovvero la capacità della pila di laminazione di resistere al flusso di correnti parassite tra i singoli fogli. Se i residui compromettono parzialmente il rivestimento isolante o creano depositi carbonizzati conduttivi durante la ricottura, la resistenza effettiva della pila diminuisce. Nella maggior parte dei casi questo non provoca un cortocircuito, ma aumenta le perdite per correnti parassite, riduce l'efficienza e, in alcune condizioni operative, contribuisce al riscaldamento localizzato che riduce la durata del sistema di isolamento nel tempo. Il danno è cronico, non acuto.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.