Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
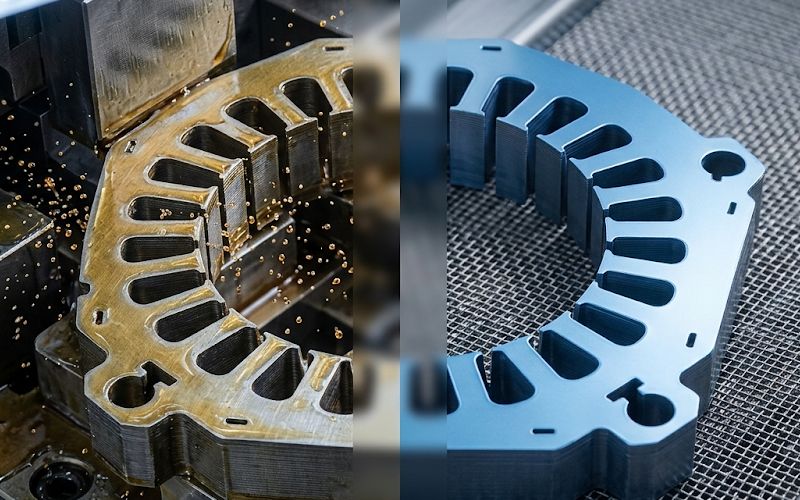
Lubrification de l'emboutissage pour l'acier électrique : Équilibrer la durée de vie des outils et la propreté
Principaux enseignements
Sélection du lubrifiant d'emboutissage pour tôles d'acier électriques doit partir de l'exigence de propreté en aval, et non de l'exigence d'outillage - la contrainte de nettoyage est plus difficile à modifier que la stratégie de protection de la matrice.
Les revêtements d'isolation sur l'acier électrique interagissent chimiquement et mécaniquement avec les lubrifiants ; les tests de compatibilité avant l'engagement de la production empêchent la dégradation du revêtement qui augmente la perte de noyau.
Les résidus de lubrifiant piégés entre les tôles d'un empilement se comportent différemment des résidus sur une surface exposée - en particulier pendant le recuit de détente, où les produits de décomposition ont des voies d'évacuation limitées.
L'usure de la matrice causée par une lubrification insuffisante ne coûte pas seulement de l'argent à l'outillage ; elle dégrade les propriétés magnétiques des arêtes de coupe, augmente la hauteur des bavures et endommage l'isolation interlaminaire - autant de facteurs qui affectent les performances du moteur.
Les lubrifiants pré-appliqués sous forme de film sec éliminent le nettoyage après l'estampage, mais augmentent le coût par kilogramme de la bande et réduisent la possibilité d'ajustement en milieu de tirage. Les huiles à évaporation réduisent la charge de nettoyage mais ne disparaissent pas toujours assez rapidement pour les lignes d'empilage à grande vitesse.
Table des matières
Pourquoi l'acier électrique nécessite une lubrification d'emboutissage spécialisée
L'acier électrique n'est pas un acier au carbone ordinaire. Il est recouvert d'un revêtement isolant - parfois organique, parfois inorganique, parfois hybride - censé survivre à l'emboutissage et se retrouver entre les tôles dans la pile finie, pour effectuer un véritable travail électrique. Ce revêtement interagit avec le lubrifiant que vous appliquez sur la bande. Parfois de manière utile. Souvent, non.
Les revêtements de l'acier électrique non orienté sont minces. Il s'agit généralement de quelques microns. Ils sont là pour limiter les courants de Foucault entre les tôles du noyau assemblé. Si vous les endommagez pendant l'emboutissage, si vous les contaminez ensuite avec des résidus ou si vous les décapez de manière irrégulière pendant le nettoyage, la pile paiera le prix d'une perte de noyau qui peut ne pas apparaître avant les essais - ou pire, avant l'exploitation sur le terrain.
Il ne s'agit donc pas simplement de lubrifier une opération d'emboutissage. Il s'agit de lubrifier une opération d'emboutissage sur un substrat revêtu où le revêtement a une tâche à accomplir ultérieurement. Cette contrainte change tout quant à la manière de choisir, d'appliquer et d'enlever le lubrifiant.
Il faut également tenir compte de la métallurgie. Les nuances à forte teneur en silicium - 2.5% Si et plus, qui sont courantes dans les tôles des moteurs haut de gamme - sont plus dures et plus cassantes que l'acier doux. Elles abrasent l'outillage plus rapidement. Elles se fissurent plus facilement au niveau du bord cisaillé si les conditions ne sont pas bonnes. Le lubrifiant doit gérer le frottement et la chaleur à l'interface poinçon-matrice tout en traitant un matériau de pièce à usiner qui est moins tolérant que celui sur lequel la plupart des ingénieurs de l'emboutissage ont été formés.
Ce que fait le lubrifiant à chaque poste de découpe
Il vaut la peine d'être précis, car parler vaguement de “réduction de la friction” n'est pas une description complète du travail. Dans une matrice d'emboutissage progressif, le lubrifiant agit à plusieurs endroits simultanément :
Entre la bande et la face de la matrice pendant l'alimentation et le positionnement
A l'interface entre le poinçon et la bande pendant la tonte et le perçage
Entre la bande et la plaque de dénudage pendant la levée de la bande
Au bord de la découpe à l'endroit où le profilé de coupe se sépare du support
Sur la limace en passant par le bouton de dé
Chacune de ces zones a une pression, une température et une vitesse de surface légèrement différentes. Le lubrifiant ne peut pas choisir la zone qu'il dessert. Il doit fonctionner dans toutes les zones, avec l'épaisseur de film qui a survécu au système d'alimentation et avec l'énergie de surface et la mouillabilité que le revêtement de l'acier a laissées derrière lui.
Et puis, après avoir fait tout cela, il faut l'enlever.
Exigences de propreté après l'estampillage pour les piles de lamination
Dans de nombreuses applications d'emboutissage, un peu d'huile résiduelle sur la pièce est tolérable, voire protectrice pendant le stockage. Les piles de pelliculage ne fonctionnent pas de cette manière.
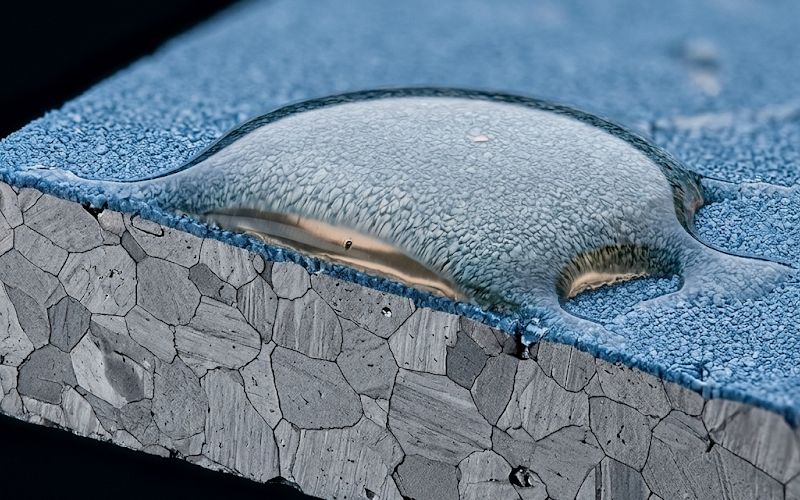
Résidu de lubrifiant piégé entre les lamelles d'une boîte de conserve :
Réduire l'efficacité du revêtement isolant en créant des voies conductrices ou semi-conductrices.
Interférer avec les adhésifs de collage si la pile est assemblée par collage.
Dégagements gazeux lors des étapes de traitement thermique, comme le recuit de détente, contaminant l'atmosphère des fours.
Laisser des dépôts carbonisés sur les surfaces de laminage après le traitement thermique, ce qui modifie la résistivité de la surface de manière imprévisible.
affecter la stabilité dimensionnelle de la pile lors de la compression si le résidu agit comme un film d'épaisseur variable.
Rien de tout cela n'est hypothétique. Ils se produisent. La question est toujours de savoir quelle quantité de résidus est trop importante, et la réponse dépend du processus en aval.
Les exigences en matière de propreté ne sont pas les mêmes pour une pile soudée sur le diamètre extérieur et qui ne passe jamais dans un four que pour une pile qui subit un recuit complet de détente à 750°C ou plus. Une pile qui utilise des laminés auto-adhésifs avec des revêtements adhésifs activés par la chaleur est particulièrement sensible - toute contamination sur la surface de collage affaiblit directement l'intégrité mécanique de l'âme.
La spécification de propreté doit être définie avant la sélection du lubrifiant. Et non l'inverse. Cette erreur de commande est fréquente.
Comparaison des types de lubrifiants pour l'emboutissage de l'acier électrique
Il n'y a pas de gagnant universel. Le bon choix dépend de la vitesse de production, de la complexité de la matrice, de la qualité de l'acier, du type de revêtement, de la capacité de nettoyage et de ce qu'il advient du pelliculage après l'estampage. Voici une comparaison pratique :
Type de lubrifiant
Résistance du film
Propreté après le marquage
Compatibilité des revêtements
Méthode d'application typique
Difficulté d'enlèvement
Meilleur ajustement
Huiles de dissimulation (à base de pétrole léger)
Faible à modéré
Bon - s'évapore partiellement
Généralement sans danger pour la plupart des revêtements
Rouleau ou goutte à goutte
Faible - peut s'auto-évaporer
Tonnage faible à modéré, gabarits plus fins
Fluides synthétiques (à base d'eau)
Modéré
Bon s'il est bien séché
Variable - certains attaquent les revêtements organiques
Vaporisateur ou rouleau
Faible à modéré
Matrices progressives à vitesse moyenne
Huiles d'estampage droites (à base minérale)
Haut
Médiocre - nécessite un nettoyage actif
Risque de ramollissement du revêtement avec certains produits organiques
Inondation ou rouleau compresseur
Élevé - nécessite un lavage au solvant ou à l'eau
Tirages lourds, gabarits épais, opérations à fort tonnage
Lubrifiants à film sec (pré-appliqués)
Modéré à élevé
Excellent - rien à enlever
Doit être adapté à la chimie du revêtement
Pré-enduit sur bande par le fournisseur
Aucun besoin
Exigences élevées en matière de volume et de propreté
Huiles EP chlorées
Très élevé
Médiocre - les résidus sont agressifs
Peut endommager certains revêtements isolants
Goutte à goutte ou brosse
Élevée - préoccupations en matière d'environnement et de revêtement
Rarement approprié pour les travaux de laminage
Quelques éléments ressortent de ce tableau. Les lubrifiants à film sec éliminent totalement le problème du nettoyage après l'emboutissage, mais ils nécessitent une coordination avec le fournisseur d'acier et augmentent le coût par kilogramme de bande. Ils ne conviennent pas non plus à toutes les géométries d'outils - les outils progressifs complexes avec de nombreuses stations et des ponts de support étroits peuvent nécessiter une lubrification supplémentaire même lorsque la bande arrive pré-revêtue.
Les huiles volatiles sont populaires parce qu'elles simplifient le processus. Mais “disparaître” est un terme relatif. Ces huiles se volatilisent sous l'effet de la chaleur et du temps. Leur disparition avant l'empilage dépend de la température ambiante, de la circulation de l'air, du temps écoulé entre l'estampage et l'assemblage, et de la quantité d'huile appliquée au départ. Dans une chaîne de production rapide où les laminés passent de la matrice à la pile en quelques secondes, la “disparition” n'a pas encore eu lieu.
Comment la lubrification de l'emboutissage affecte la durée de vie des matrices et la qualité des bords de laminage
Le lien entre la lubrification et la durée de vie des outils est bien compris dans l'emboutissage général. Ce qui est moins apprécié, c'est la façon dont l'usure des outils se répercute sur la qualité du laminage.
Lorsqu'un poinçon s'use, le jeu effectif entre le poinçon et la matrice augmente. Ce changement de jeu affecte :
Hauteur de la bavure sur le bord de coupe
Le rapport entre la zone de cisaillement et la zone de fracture sur le front de taille
Contrainte résiduelle dans le matériau à proximité de la coupe
État des bords du revêtement isolant
La formation de bavures est le symptôme visible. Mais les symptômes invisibles sont plus importants pour les performances du moteur. L'augmentation de l'écrouissage au niveau du bord de coupe dégrade localement la perméabilité magnétique. L'endommagement du revêtement au niveau du bord cisaillé peut créer des ponts électriques entre les tôles lorsqu'elles sont empilées sous compression.
Ainsi, une lubrification qui prolonge la durée de vie des poinçons de 15-20% avant réaffûtage n'est pas seulement une question de coût d'outillage. C'est une question de qualité de laminage. Moins d'usure signifie une hauteur de bavure plus stable, un état des bords plus cohérent, des cycles plus longs entre les interruptions de maintenance et - c'est la partie qui est oubliée - un comportement magnétique plus uniforme sur l'ensemble d'un lot de production.
Le revers de la médaille : si vous cherchez à maximiser la durée de vie des outils en utilisant un lubrifiant plus lourd et plus agressif, vous pouvez gagner sur l'outillage mais perdre sur la propreté, la compatibilité des revêtements ou la manipulation après l'estampage. C'est l'équilibre dont il est question dans le titre de cet article, et il ne se résout pas tout seul. Vous devez le gérer au fur et à mesure.
Jeu entre poinçon et matrice, vitesse de la presse et limites de la lubrification
Il est tentant de considérer la lubrification comme la réponse à tous les problèmes d'emboutissage sur l'acier électrique. Ce n'est pas le cas.
Si le jeu entre le poinçon et la matrice n'est pas adapté à la qualité et à l'épaisseur du matériau, aucune quantité de lubrifiant ne permettra d'obtenir un bord propre. Si la vitesse de la presse dépasse ce que le système d'alimentation peut suivre avec précision, la bande arrive à la station dans une position légèrement erronée et le lubrifiant n'a rien d'utile à apporter à ce problème. Si la conception de la matrice concentre trop de stations sur une progression trop courte de la bande et que le support est mécaniquement instable, le système de lubrification ne peut pas le stabiliser.
La lubrification est une variable du processus. Une variable importante. Mais elle fonctionne à l'intérieur d'un système, et ce système comprend la conception du jeu, la disposition des bandes, la dynamique de la presse, les programmes d'entretien des outils et les pratiques de préparation des piles. Lorsque les équipes considèrent la lubrification comme le bouton à tourner lorsque les choses vont mal, elles finissent souvent par surlubrifier, ce qui remplace un problème par un autre.
Méthodes d'application du lubrifiant : Rouleau, pulvérisation, goutte à goutte et film sec
La méthode d'application et l'uniformité méritent plus d'attention qu'elles n'en ont habituellement.
Application du rouleau permet un contrôle raisonnable de l'épaisseur du film et est courant dans les opérations d'emboutissage progressif alimentées par bobine. Mais l'état des rouleaux se dégrade. La surface du rouleau absorbe les particules fines du revêtement de la bande. L'épaisseur du film dérive lorsque la pression du rouleau change ou lorsque la viscosité du lubrifiant varie en fonction de la température de l'atelier. Sans vérification périodique, ce qui était un film bien contrôlé devient une variable incontrôlée.
Application par pulvérisation permet d'obtenir des films plus fins et plus uniformes si la géométrie et la pression de la buse sont maintenues. Elle gaspille également plus de lubrifiant en pulvérisation et en brouillard, ce qui pose des problèmes d'entretien et de contrôle de l'environnement dans les zones fermées des presses.
Systèmes de goutte à goutte sont simples et bon marché. Elles sont également incohérentes. Sur une filière progressive à rotation rapide, la lubrification au goutte-à-goutte est souvent une configuration ancienne que personne n'a revue parce qu'elle “fonctionne”. Elle fonctionne en effet - dans le sens où l'outil ne se bloque pas. La question de savoir s'il s'agit d'optimiser l'équilibre entre la protection de l'outil et la propreté est tout à fait différente.
Films secs pré-appliqués contourner tout cela. Le film est là, il est uniforme et il a été appliqué dans des conditions contrôlées dans l'installation de traitement de l'acier. L'opération d'emboutissage n'a pas besoin d'appliquer quoi que ce soit. Le compromis est le coût, le délai et une flexibilité réduite pour ajuster la lubrification à mi-parcours.
Comment nettoyer les stratifiés estampés avant l'empilage et le recuit ?
Si le lubrifiant n'est pas de type rémanent et que le processus en aval exige une surface propre, quelqu'un doit nettoyer les laminés. Cette étape coûte de l'argent, du temps, de l'espace et des efforts en matière de respect de l'environnement.
Les méthodes de nettoyage les plus courantes sont les suivantes
Lavage aqueux avec des détergents alcalins ou neutres, parfois avec des ultrasons. Efficace sur les produits synthétiques solubles dans l'eau et les huiles légères. Moins efficace sur les huiles minérales lourdes. Nécessite un séchage par la suite - une autre étape et une autre source potentielle d'oxydation si elle n'est pas contrôlée.
Nettoyage au solvant avec des solvants à base d'hydrocarbures ou d'alcools modifiés. Efficace sur les huiles simples. Les réglementations relatives à l'environnement et à la sécurité des travailleurs ont rendu cette voie de plus en plus difficile à justifier dans de nombreuses régions.
Dégraissage thermique intégré dans le cycle de recuit de détente. L'atmosphère du four brûle ou volatilise le lubrifiant résiduel au cours des premières étapes du cycle thermique. Cette méthode peut fonctionner, mais elle nécessite un contrôle minutieux de l'atmosphère afin d'éviter le dépôt de carbone sur les surfaces de laminage et d'éviter une oxydation incontrôlée. Cela signifie également que le four a une double fonction - nettoyage et recuit - ce qui complique la gestion de l'atmosphère.
Se fier uniquement à l'évaporation - et accepter des traces de résidus. Cette situation est plus fréquente qu'on ne l'admet publiquement. Cela fonctionne jusqu'à ce que cela ne fonctionne plus.
Le choix dépend du volume, du lubrifiant spécifique utilisé, de la méthode d'assemblage de la pile et du recuit éventuel de la pile. Pour les piles imbriquées qui passent directement à l'enroulement sans traitement thermique, la tolérance aux résidus est souvent relativement élevée. Pour les piles collées ou recuites, elle est beaucoup plus étroite.
Comportement des résidus de lubrifiant pendant le recuit de détente des empilements de laminage
Le recuit de détente est courant pour les empilements de tôles qui doivent récupérer les propriétés magnétiques dégradées par le processus d'emboutissage. Le recuit est généralement effectué à 700-800°C dans une atmosphère contrôlée - souvent de l'azote sec, des mélanges azote-hydrogène ou, dans certains cas, une atmosphère exothermique légère.
À ces températures, les résidus organiques du lubrifiant se décomposent. La nature de cette décomposition dépend de la chimie du lubrifiant, de l'atmosphère et du profil de température. Dans le meilleur des cas, ils se volatilisent proprement et l'atmosphère les emporte. Dans le pire des cas, ils se carbonisent à la surface de la stratification, réagissent avec le revêtement isolant ou produisent suffisamment de produits de décomposition pour envahir l'atmosphère du four et créer des conditions localement réductrices ou carburantes.
Le problème est amplifié dans une pile parce que le résidu est piégé entre les lamelles. Il n'y a pas de surface libre pour une volatilisation facile. Les produits de décomposition doivent migrer par les bords de la pile, ce qui, dans une pile haute et fortement comprimée, peut constituer une voie de diffusion véritablement lente. Ainsi, les laminés situés au centre de la pile peuvent être exposés aux produits de décomposition plus longtemps que les laminés situés sur les bords.
Il s'agit d'un de ces problèmes qui n'apparaît pas lors d'un test sur un coupon de laminage unique. Il n'apparaît que dans une pile de production dans un four de production. Et à ce moment-là, les gens cherchent généralement le problème ailleurs.
Lignes directrices pratiques pour la lubrification de l'emboutissage sur l'acier électrique
Il n'existe pas de formule qui permette de choisir le lubrifiant idéal. Mais il existe des principes de décision qui tendent à produire de meilleurs résultats :
Partez de l'exigence de propreté, et non de l'exigence d'outillage. Déterminez ce que le processus en aval peut tolérer, puis trouvez un lubrifiant qui réponde à cette contrainte tout en protégeant la matrice. L'inverse - choisir le meilleur lubrifiant d'outillage et essayer ensuite de le nettoyer - coûte généralement plus cher au total.
Adapter le lubrifiant au revêtement de l'isolant. Tous les revêtements ne réagissent pas de la même manière à tous les lubrifiants. Les revêtements organiques peuvent se ramollir ou se dissoudre dans certains produits à base de pétrole. Les revêtements inorganiques (à base de phosphate ou d'oxyde) sont généralement plus résistants chimiquement, mais peuvent être endommagés mécaniquement si le film de lubrifiant n'est pas assez épais pour amortir les forces d'emboutissage. Obtenez des informations sur la compatibilité avant d'opter pour un lubrifiant de production.
Contrôler l'épaisseur du film, et pas seulement le taux d'application. Savoir combien de millilitres par minute votre rouleau applique vous indique ce que fait le système. Savoir ce qui se trouve sur la bande vous indique ce que la pièce subit. Il s'agit de chiffres différents, qui s'éloignent les uns des autres au fil du temps.
Suivi de l'évolution des bavures et corrélation avec les changements de lubrification. La hauteur de la bavure réagit simultanément au jeu, à la vitesse et à l'état du film de lubrifiant. Lorsque la hauteur de la bavure change sans que rien d'autre ne bouge, le lubrifiant est généralement en cause.
Ne sautez pas la validation du nettoyage. Si votre processus comprend une étape de nettoyage, vérifiez qu'elle fonctionne réellement. Non pas une fois pendant la mise en service, mais périodiquement pendant la production. Les tests de résidus sur les surfaces de laminage - même quelque chose d'aussi simple qu'un test de rupture à l'eau ou une mesure de l'angle de contact - permettent de détecter les dérives avant qu'elles ne deviennent un problème de performance de la pile.
Gardez la discussion sur le lubrifiant d'estampage liée à la discussion sur la pile. Il ne s'agit pas de problèmes d'ingénierie distincts. Une décision prise sur la presse affecte ce qui se passe au niveau de l'empilage, du collage, du soudage, du recuit et de l'assemblage final. C'est en traitant la lubrification comme un îlot que les équipes finissent par obtenir une grande longévité des matrices et de mauvais moteurs.
FAQ
Le revêtement isolant de l'acier électrique assure-t-il à lui seul la lubrification ?
Certains revêtements contribuent à une réduction modeste de la friction pendant l'emboutissage. Certains revêtements hybrides organiques-inorganiques sont spécifiquement formulés pour offrir un degré de protection de la matrice en plus de leur fonction électrique. Cependant, il n'est généralement pas possible de se fier uniquement au revêtement pour la lubrification dans le cadre d'un travail à grande vitesse avec des matrices progressives, en particulier à des tonnages élevés ou avec des géométries de matrices complexes. Le revêtement est trop fin et ses performances de frottement sont trop variables pour remplacer un lubrifiant spécifique dans la plupart des scénarios de production. Il peut cependant influencer la quantité de lubrifiant supplémentaire nécessaire.
Puis-je utiliser pour l'acier électrique le même lubrifiant d'emboutissage que pour l'acier au carbone laminé à froid ?
Parfois, mais ce n'est pas une hypothèse sûre. Le revêtement isolant de l'acier électrique pose des problèmes de compatibilité que l'acier au carbone ordinaire ne connaît pas. Les additifs chlorés extrême-pression, par exemple, peuvent être parfaitement acceptables sur de l'acier au carbone non revêtu, mais peuvent attaquer certains revêtements de laminage. En outre, les exigences en matière de propreté sont généralement beaucoup plus strictes pour les empilages de tôles que pour les pièces estampées en général. Le lubrifiant qui fonctionne bien sur les supports et les boîtiers peut être tout à fait inadapté aux tôles de moteur.
Dans quelle mesure le choix du lubrifiant affecte-t-il réellement la perte à cœur dans le moteur fini ?
Directement, le lubrifiant ne modifie pas la perte du noyau - il n'est pas dans le circuit magnétique pendant le fonctionnement (ou ne devrait pas l'être). Indirectement, les effets peuvent être significatifs. Un lubrifiant qui ne protège pas l'outillage entraîne une croissance plus rapide des bavures et une détérioration de l'état des arêtes de coupe, ce qui augmente la perte de fer. Les résidus de lubrifiant qui endommagent ou contaminent le revêtement isolant entre les tôles peuvent augmenter les pertes par courants de Foucault. Et le lubrifiant qui contamine un cycle de recuit de détente peut empêcher la récupération complète des propriétés magnétiques que le recuit était censé apporter. La chaîne des effets est indirecte mais réelle.
Le lubrifiant à film sec est-il toujours la meilleure option pour l'estampage par pelliculage ?
Elle élimine le problème du nettoyage et permet d'obtenir une épaisseur de film constante, ce qui constitue des avantages considérables. Mais ce n'est pas toujours pratique. Les films secs augmentent le coût de la bande, nécessitent un accord avec le fournisseur de matériaux, réduisent votre capacité à ajuster la lubrification en cours de production et peuvent ne pas fournir une protection suffisante pour les géométries d'outils les plus exigeantes ou les opérations à plus fort tonnage. Pour la production de gros volumes d'une conception stable avec des exigences de propreté strictes, les films secs sont souvent l'option la plus solide. Pour des volumes plus faibles, des changements de conception fréquents ou des conditions d'outillage très agressives, un lubrifiant humide bien géré peut s'avérer être la meilleure solution.
À quelle fréquence dois-je vérifier l'épaisseur du film de lubrifiant sur la bande ?
Il n'y a pas d'intervalle universel, mais une fois par équipe est un point de départ raisonnable pour une production en grande quantité. La fréquence réelle doit être déterminée par la vitesse de dérive de votre système d'application. Les lubrifiants appliqués par rouleaux ont tendance à dériver plus rapidement que les systèmes de pulvérisation en raison de l'usure des rouleaux et de l'accumulation de contaminants. Si vous constatez une variation inexpliquée de la hauteur de la bavure ou un grippage intermittent de la matrice entre les intervalles de maintenance, un film de lubrifiant inadéquat ou incohérent est l'un des premiers éléments à examiner.
Quelle est la relation entre la vitesse d'emboutissage et la demande de lubrifiant ?
Des vitesses de presse plus élevées augmentent généralement la charge thermique à l'interface poinçon-matrice et réduisent le temps dont dispose le lubrifiant pour se redistribuer entre les frappes. Ces deux effets poussent à la nécessité d'un film lubrifiant plus robuste ou d'un lubrifiant ayant une meilleure stabilité à haute température. Mais la relation n'est pas strictement linéaire - la géométrie de la matrice, le jeu, la qualité du matériau et l'épaisseur de la bande interagissent avec la vitesse pour déterminer la quantité de lubrifiant réellement nécessaire. Augmenter le taux d'application du lubrifiant en fonction de l'augmentation de la vitesse est une réaction courante, mais c'est une réaction grossière. La meilleure approche consiste à comprendre à quel endroit de la matrice la lubrification est réellement marginale et à traiter cette zone de manière spécifique.
Les résidus de lubrifiant peuvent-ils provoquer des défaillances électriques dans les noyaux de moteur assemblés ?
Il est rare que des résidus de lubrifiant provoquent une défaillance électrique pure et simple. Ce qui est plus courant, c'est une dégradation mesurable de la résistance interlaminaire, c'est-à-dire la capacité de la pile de laminage à résister à la circulation des courants de Foucault entre les feuilles individuelles. Si les résidus compromettent partiellement le revêtement isolant ou créent des dépôts carbonisés conducteurs pendant le recuit, la résistance effective de l'empilement diminue. Dans la plupart des cas, cela ne provoque pas de court-circuit, mais augmente les pertes par courants de Foucault, réduit l'efficacité et, dans certaines conditions de fonctionnement, contribue à un échauffement localisé qui réduit la durée de vie du système d'isolation au fil du temps. Les dommages sont chroniques et non aigus.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.