Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
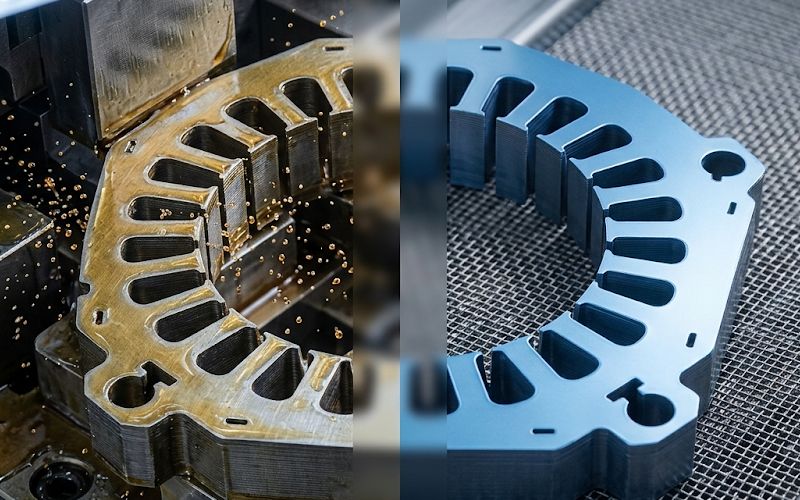
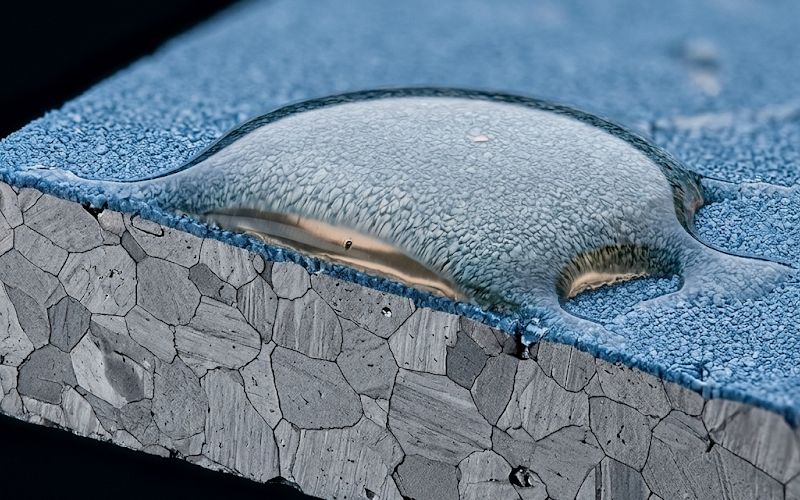
Elektrostaal is geen gewoon koolstofstaal. Het is voorzien van een isolatielaag - soms organisch, soms anorganisch, soms een hybride - die het stampen moet overleven en tussen de laminaten in de afgewerkte stapel terecht moet komen, waar het echte elektrische werk wordt gedaan. Die coating heeft een wisselwerking met het smeermiddel dat je op de strip aanbrengt. Soms helpt dat. Vaak niet.
De coatings op niet-georiënteerd elektrisch staal zijn dun. Meestal een paar micron. Ze zijn er om wervelstromen tussen de lamellen in de geassembleerde kern te beperken. Beschadig ze tijdens het stansen, vervuil ze daarna met residu of strip ze ongelijkmatig tijdens het reinigen en de stapel betaalt een prijs in kernverlies dat misschien pas zichtbaar wordt tijdens het testen - of erger nog, tijdens gebruik in de praktijk.
Je smeert dus niet alleen een stempelbewerking. Je smeert een stansbewerking op een gecoat substraat waar de coating later een taak heeft. Die beperking verandert alles aan de manier waarop je het smeermiddel kiest, aanbrengt en verwijdert.
Je moet ook rekening houden met de metallurgie. Kwaliteiten met een hoger siliciumgehalte - 2,5% Si en hoger, die veel voorkomen in hoogwaardige motorlaminaten - zijn harder en brosser dan zacht staal. Ze schuren het gereedschap sneller. Ze scheuren sneller aan de afgeschuinde rand als de omstandigheden niet goed zijn. Het smeermiddel moet de wrijving en hitte op het raakvlak tussen stempel en matrijs beheersen terwijl het te maken heeft met een werkstukmateriaal dat minder vergevingsgezind is dan waar de meeste stempeltechnici op getraind zijn.
Het is de moeite waard om specifiek te zijn, want vage praatjes over “wrijving verminderen” bevatten niet de volledige taakomschrijving. Bij het progressief stansen van laminaten werkt het smeermiddel op meerdere plaatsen tegelijk:
Elk van die zones heeft een iets andere druk, temperatuur en oppervlaktesnelheid. Het smeermiddel kan niet kiezen welke zone het bedient. Het moet in al die zones werken, met welke laagdikte dan ook die het toevoersysteem heeft overleefd en wat de coating op het staal heeft achtergelaten aan oppervlakte-energie en bevochtigbaarheid.
En dan, na dat alles gedaan te hebben, moet het eraf.
In veel stempeltoepassingen is een beetje restolie op het onderdeel acceptabel of zelfs beschermend tijdens opslag. Lamineerstapels werken niet op die manier.
Smeermiddelresten tussen laminaten in een stapelblik:
Dit is allemaal niet hypothetisch. Ze gebeuren. De vraag is altijd hoeveel residu te veel is en het antwoord hangt af van het downstreamproces.
Een stapel die op de OD wordt gelast en nooit een oven ziet, heeft andere reinheidsvereisten dan een stapel die een volledige spanningsvrije gloei ondergaat bij 750°C of hoger. Een stapel die gebruik maakt van zelfhechtende laminaten met door warmte geactiveerde lijmlagen is bijzonder gevoelig - elke verontreiniging op het hechtoppervlak verzwakt direct de mechanische integriteit van de kern.
De reinheidsspecificatie moet worden vastgesteld voordat het smeermiddel wordt gekozen. Niet andersom. Deze bestelfout komt vaak voor.
Er is geen universele winnaar. De juiste keuze hangt af van de productiesnelheid, de complexiteit van de matrijs, de staalsoort, het coatingtype, de reinigingsmogelijkheden en wat er met het laminaat gebeurt na het stansen. Hier is een praktische vergelijking:
| Type smeermiddel | Filmsterkte | Reinheid na het stempelen | Coating compatibiliteit | Typische toepassingsmethode | Moeilijkheid bij verwijderen | Beste pasvorm |
|---|---|---|---|---|---|---|
| Verdwijnende oliën (op basis van lichte petroleum) | Laag tot matig | Goed - verdampt gedeeltelijk | Over het algemeen veilig met de meeste coatings | Rol of druppel | Laag - kan uit zichzelf verdampen | Laag tot middelhoog tonnage, dunnere diktes |
| Synthetische vloeistoffen (op waterbasis) | Matig | Goed, mits goed gedroogd | Varieert - sommige tasten organische coatings aan | Spuiten of rollen | Laag tot matig | Progressieve matrijzen met gemiddelde snelheid |
| Rechte stansoliën (op minerale basis) | Hoog | Slecht - vereist actieve reiniging | Risico op verweking van de coating met sommige organische stoffen | Overstroming of rol | Hoog - moet met oplosmiddel of water gewassen worden | Zware trekkracht, dikke diktes, hoge tonnage |
| Droge smeermiddelen (vooraf aangebracht) | Matig tot hoog | Uitstekend - niets te verwijderen | Moet worden afgestemd op de chemie van de coating | Voorgelakt op strip door leverancier | Niet nodig | Hoge volumes, hoge reinheidseisen |
| Gechloreerde EP-oliën | Zeer hoog | Slecht - residuen zijn agressief | Kan sommige isolatiecoatings beschadigen | Druppelen of borstelen | Hoog - bezorgdheid over milieu en coating | Zelden geschikt voor lamineerwerk |
Er vallen een paar dingen op in deze tabel. Smeermiddelen met een droge film elimineren het reinigingsprobleem na het stempelen volledig, maar ze vereisen coördinatie met de staalleverancier en brengen extra kosten met zich mee per kilogram band. Ze zijn ook niet geschikt voor elke matrijsgeometrie - complexe progressieve matrijzen met veel stations en krappe dragerbruggen kunnen extra smering nodig hebben, zelfs als de band voorgecoat aankomt.
Vanishing oliën zijn populair omdat ze het proces vereenvoudigen. Maar “verdwijnen” is een relatief begrip. Deze oliën vervliegen onder invloed van warmte en tijd. Of ze echt verdwenen zijn voor het stapelen hangt af van de omgevingstemperatuur, de luchtcirculatie, de tijd tussen het stempelen en het assembleren en hoeveel olie er in eerste instantie werd aangebracht. In een snel lopende lijn waar laminaten in enkele seconden van matrijs naar stapel gaan, is “verdwijnen” nog niet gebeurd.
Het verband tussen smering en levensduur van matrijzen wordt goed begrepen bij algemeen stempelen. Minder bekend is hoe slijtage van de matrijs doorwerkt in de lamineerkwaliteit.
Als een stempel slijt, neemt de effectieve speling tussen stempel en matrijs toe. Die spelingverandering beïnvloedt:
Braamvorming is het zichtbare symptoom. Maar de onzichtbare zijn belangrijker voor de motorprestaties. Verhoogde werkharding aan de snijrand degradeert de magnetische permeabiliteit plaatselijk. Beschadiging van de coating aan de afgeschuinde rand kan elektrische bruggen creëren tussen laminaten wanneer ze onder druk worden gestapeld.
Dus een smering die de levensduur van stempels zelfs met 15-20% verlengt voordat ze opnieuw moeten worden geslepen, is niet alleen een kwestie van gereedschapskosten. Het is een kwestie van lamineerkwaliteit. Minder slijtage betekent een stabielere braamhoogte, consistentere randconditie, langere productieruns tussen onderhoudsonderbrekingen en - dit is het deel dat over het hoofd wordt gezien - een uniformer magnetisch gedrag in een productiebatch.
De keerzijde: als je een maximale levensduur nastreeft door een zwaarder, agressiever smeermiddel te gebruiken, win je misschien op het gebied van gereedschap, maar verlies je op het gebied van reinheid, coatingcompatibiliteit of verwerking na het stempelen. Dat is de balans in de titel van dit artikel en die lost zichzelf niet op. Je moet het stap voor stap doen.
De verleiding is groot om smering te beschouwen als het antwoord op alle stempelproblemen met elektrisch staal. Dat is het niet.
Als de speling tussen pons en matrijs verkeerd is voor de materiaalsoort en -dikte, zal geen enkele hoeveelheid smeermiddel een zuivere rand produceren. Als de perssnelheid hoger ligt dan wat het aanvoersysteem nauwkeurig kan volgen, dan komt de strook in een iets verkeerde positie bij het station aan en heeft het smeermiddel niets nuttigs om aan dat probleem bij te dragen. Als het matrijsontwerp te veel stations in een te kort strookverloop verdringt en de drager mechanisch instabiel is, kan het smeersysteem hem niet stabiliseren.
Smering is een procesvariabele. Een belangrijke. Maar het werkt binnen een systeem en dat systeem omvat het ontwerp van de speling, de lay-out van de strip, de dynamica van de pers, de onderhoudsschema's voor de matrijzen en de manier waarop de stapels worden voorbereid. Als teams smering behandelen als de knop waaraan ze moeten draaien als er iets misgaat, dan oversmeren ze vaak, waardoor ze het ene probleem inruilen voor het andere.
Applicatiemethode en uniformiteit verdienen meer aandacht dan ze gewoonlijk krijgen.
Toepassing van rollen geeft een redelijke controle over de laagdikte en is gebruikelijk in coil-fed progressive die operaties. Maar de toestand van de rollen verslechtert. Het walsoppervlak neemt fijne deeltjes op van de stripcoating. De laagdikte verschuift als de walsdruk verandert of als de viscositeit van het smeermiddel verandert door de temperatuur in de werkplaats. Zonder periodieke controle wordt wat eerst een goed gecontroleerde film was, een ongecontroleerde variabele.
Spuitapplicatie kan dunnere, meer uniforme films bereiken als de geometrie en druk van de spuitmond behouden blijven. Er gaat ook meer smeermiddel verloren aan overspray en nevel, wat problemen oplevert op het gebied van huishouding en omgevingscontrole in gesloten persruimten.
Druppelsystemen zijn eenvoudig en goedkoop. Ze zijn ook inconsistent. Op een progressieve matrijs die snel loopt, is druppelsmering vaak een oude methode die niemand nog heeft onderzocht omdat het “werkt”. Het werkt, in de zin dat de matrijs niet vastloopt. Of het werkt om de balans tussen gereedschapbescherming en reinheid te optimaliseren, is een heel andere vraag.
Vooraf aangebrachte droge films om dit allemaal te omzeilen. De film is er, hij is uniform en hij is onder gecontroleerde omstandigheden aangebracht in de staalverwerkende fabriek. De stansoperatie hoeft niets aan te brengen. De afweging is de kosten, de doorlooptijd en de verminderde flexibiliteit om de smering tussentijds aan te passen.
Als het smeermiddel geen verdwijnend type is en het downstreamproces een schoon oppervlak vereist, moet iemand de laminaten reinigen. Die stap kost geld, tijd, vloeroppervlak en moeite om aan de milieuvoorschriften te voldoen.
Gebruikelijke reinigingsmethoden zijn onder andere:
De keuze hangt af van het volume, het specifieke smeermiddel dat gebruikt wordt, de verbindingsmethode voor de stapel en of de stapel gegloeid wordt. Voor interlocked stapels die rechtstreeks naar een wikkelmachine gaan zonder enige warmtebehandeling, is de residutolerantie vaak relatief hoog. Voor gelijmde stapels of gegloeide stapels is het veel krapper.
Spanningsarm gloeien is gebruikelijk voor laminaatstapels die magnetische eigenschappen moeten terugkrijgen die door het stansproces zijn aangetast. Het gloeien gebeurt meestal bij 700-800 °C in een gecontroleerde atmosfeer - vaak droge stikstof, stikstof-waterstofmengsels of in sommige gevallen een lichte exotherme atmosfeer.
Bij deze temperaturen worden organische smeermiddelresten afgebroken. Waarin ze ontleden hangt af van de chemie van het smeermiddel, de atmosfeer en het temperatuurprofiel. In het beste geval vervliegen ze netjes en voert de atmosfeer ze mee. In het slechtste geval carboniseren ze op het lamineeroppervlak, reageren ze met de isolatiecoating of produceren ze genoeg afbraakproducten om de ovenatmosfeer te overweldigen en lokaal reducerende of carbonerende omstandigheden te creëren.
Het probleem wordt versterkt in een stapel omdat het residu tussen de lamellen opgesloten zit. Er is geen vrij oppervlak voor gemakkelijke vervluchtiging. De ontledingsproducten moeten via de randen van de stapel naar buiten migreren, wat in een hoge, strak samengedrukte stapel een echt traag diffusiepad kan zijn. Dus de lamellen in het midden van de stapel kunnen langer blootgesteld worden aan ontledingsproducten dan de lamellen aan de randen.
Dit is een van die problemen die niet naar voren komen in een test op een enkele lamineercoupon. Het komt pas aan het licht bij een productiestapel in een productieoven. En tegen die tijd zoeken mensen het probleem meestal ergens anders.

Er bestaat geen formule die de perfecte keuze voor een smeermiddel uitspuugt. Maar er zijn wel beslissingsprincipes die betere resultaten opleveren:
Ga uit van de reinheidseis, niet van de gereedschapseis. Zoek uit wat het downstreamproces kan verdragen en zoek dan een smeermiddel dat aan die beperking voldoet en toch de matrijs beschermt. De andere kant opgaan - het beste smeermiddel voor gereedschap kiezen en het vervolgens proberen schoon te maken - kost in totaal meestal meer.
Stem het smeermiddel af op de isolatiecoating. Niet alle coatings reageren hetzelfde op alle smeermiddelen. Organische coatings kunnen zacht worden of oplossen in bepaalde producten op basis van aardolie. Anorganische coatings (types op basis van fosfaten of oxiden) zijn over het algemeen chemisch sterker, maar kunnen mechanisch beschadigd raken als de smeerfilm niet dik genoeg is om de stempelkrachten op te vangen. Vraag compatibiliteitsgegevens op voordat je een productiesmeermiddel kiest.
Controleer de laagdikte, niet alleen de toedieningssnelheid. Als je weet hoeveel milliliter je roller per minuut aanbrengt, weet je wat het systeem doet. Als je weet wat er daadwerkelijk op de strip zit, weet je wat het onderdeel ervaart. Dat zijn verschillende getallen, die na verloop van tijd uit elkaar drijven.
Volg de bramentrend en correleer deze met smeerveranderingen. De braamhoogte reageert gelijktijdig op speling, snelheid en smeermiddeltoestand. Als de braamhoogte verandert en er verder niets beweegt, is het smeermiddel meestal een deel van het verhaal.
Sla de reinigingsvalidatie niet over. Als je proces een reinigingsstap bevat, controleer dan of deze ook echt werkt. Niet één keer tijdens de inbedrijfstelling, maar periodiek tijdens de productie. Door restanten op lamineeroppervlakken te testen - zelfs zoiets eenvoudigs als een waterbreuktest of een contacthoekmeting - kunt u drift opsporen voordat het een probleem met de stapelprestaties wordt.
Houd de discussie over het stempelsmeermiddel verbonden met de discussie over de stapel. Dit zijn geen afzonderlijke technische problemen. Een beslissing aan de pers heeft invloed op wat er gebeurt bij het stapelen, hechten, lassen, gloeien en de uiteindelijke assemblage. Door smering als een eilandje te behandelen, krijgen teams een lange levensduur en slechte motoren.
Sommige coatings dragen bij aan een bescheiden vermindering van de wrijving tijdens het stansen. Bepaalde organisch-anorganische hybride coatings zijn speciaal geformuleerd om naast hun elektrische functie ook een zekere mate van matrijsbescherming te bieden. Maar vertrouwen op de coating alleen voor smering is over het algemeen niet haalbaar voor progressief matrijswerk op hoge snelheid, vooral bij hoge tonnages of met complexe matrijsgeometrieën. De coating is te dun en de wrijvingsprestaties zijn te variabel om in de meeste productiescenario's een specifiek smeermiddel te vervangen. Het kan echter wel invloed hebben op de hoeveelheid extra smeermiddel die je nodig hebt.
Soms, maar het is geen veilige veronderstelling. De isolatiecoating op elektrisch staal introduceert compatibiliteitsproblemen die gewoon koolstofstaal niet heeft. Gechloreerde extreme-drukadditieven zijn bijvoorbeeld perfect aanvaardbaar op ongecoat koolstofstaal, maar kunnen bepaalde lamineercoatings aantasten. De reinheidseisen zijn doorgaans ook veel strenger voor laminaatstapels dan voor algemene gestanste onderdelen. Het smeermiddel dat prima werkt op beugels en behuizingen kan helemaal verkeerd zijn voor motorlamineringen.
Direct verandert het smeermiddel het kernverlies niet - het bevindt zich tijdens bedrijf niet in het magnetische circuit (of zou dat niet moeten zijn). Indirect kunnen de effecten veelzeggend zijn. Smeermiddel dat het gereedschap niet beschermt, leidt tot snellere braamgroei en slechtere snijrandconditie, die beide het ijzerverlies verhogen. Smeermiddelresten die de isolatielaag tussen de lamellen beschadigen of vervuilen, kunnen wervelstroomverliezen verhogen. En smeermiddel dat een spanningsontlastende gloeicyclus vervuilt, kan het volledige herstel van de magnetische eigenschappen die het gloeien had moeten opleveren, verhinderen. De keten van effecten is indirect maar reëel.
Het elimineert het reinigingsprobleem en zorgt voor een consistente laagdikte, wat belangrijke voordelen zijn. Maar het is niet altijd praktisch. Droge folies brengen extra kosten met zich mee, vereisen een overeenkomst met de materiaalleverancier, verminderen de mogelijkheid om de smering tussentijds aan te passen en bieden mogelijk onvoldoende bescherming voor de meest veeleisende matrijsgeometrieën of de zwaarste tonnagebewerkingen. Voor de productie van grote volumes van een stabiel ontwerp met strenge reinheidseisen zijn droge films vaak de beste optie. Voor lagere volumes, frequente wijzigingen in het ontwerp of zeer agressieve matrijscondities kan een goed beheerd nat smeermiddel nog steeds de beste oplossing zijn.
Er is geen universeel interval, maar één keer per dienst is een redelijk uitgangspunt voor hoog-volume productie. De werkelijke frequentie moet worden bepaald door hoe snel je applicatiesysteem afwijkt. Smeermiddelen die met rollen worden aangebracht hebben de neiging om sneller te verschuiven dan sproeisystemen vanwege slijtage van de rollen en vervuiling. Als je tussen de onderhoudsbeurten een onverklaarbare variatie in braamhoogte of intermitterende wrijving ziet, is een onvoldoende of inconsistente smeermiddelfilm een van de eerste dingen die je moet onderzoeken.
Hogere perssnelheden verhogen over het algemeen de thermische belasting op het grensvlak tussen stempel en matrijs en verminderen de tijd die beschikbaar is voor het smeermiddel om zich te herverdelen tussen de slagen. Beide effecten leiden ertoe dat een robuustere smeermiddelfilm of een smeermiddel met een betere stabiliteit bij hoge temperaturen nodig is. Maar de relatie is niet strikt lineair - de geometrie van de matrijs, de speling, de materiaalsoort en de dikte van de band bepalen samen met de snelheid hoeveel smering er eigenlijk nodig is. Het verhogen van de hoeveelheid smeermiddel om de snelheid te verhogen is een gebruikelijke reactie, maar wel een grove. Het is beter om te begrijpen waar in de matrijs de smering eigenlijk marginaal is en die zone specifiek aan te pakken.
Elektrische storingen door smeermiddelresten alleen zijn zeldzaam. Wat vaker voorkomt is een meetbare verslechtering van de interlaminaire weerstand - het vermogen van de lamineringsstapel om wervelstroom tussen de afzonderlijke platen te weerstaan. Als residu de isolatiecoating gedeeltelijk aantast of tijdens het gloeien geleidende verkoolde afzettingen creëert, daalt de effectieve weerstand van de stapel. In de meeste gevallen zal dit geen kortsluiting veroorzaken, maar het zal de wervelstroomverliezen verhogen, de efficiëntie verminderen en in sommige bedrijfsomstandigheden bijdragen aan plaatselijke verhitting die de levensduur van het isolatiesysteem na verloop van tijd verkort. De schade is chronisch, niet acuut.








