Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
電気用鋼は通常の炭素鋼ではない。有機物や無機物、あるいはハイブリッドなどの絶縁被膜が施されており、プレス加工に耐え、最終的にはスタックのラミネーションの間に入り、実際の電気的な働きをする。このコーティングは、ストリップに塗られた潤滑剤と相互作用する。役に立つこともあれば、そうでないこともある。そうでないことも多い。.
無方向性電磁鋼板のコーティングは薄い。通常は数ミクロンだ。これは、組み立てられたコアの積層間の渦電流を制限するためにあります。スタンピング時に損傷したり、残留物で汚染されたり、洗浄時に不均一に剥がれたりすると、スタックはコアの損失という代償を払うことになります。.
つまり、単にスタンピング作業を潤滑するだけではないのです。コーティングされた基材にスタンピング加工を施すのです。この制約が、潤滑剤の選択、塗布、除去の方法をすべて変えてしまうのです。.
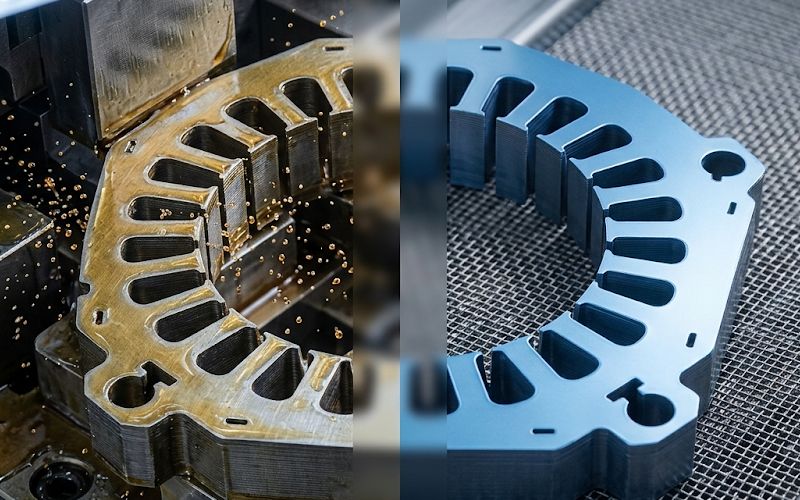
また、冶金学も考慮する必要がある。ケイ素含有量の高い鋼種(プレミアム・モーター用ラミネーションで一般的な2.5% Si以上)は、軟鋼よりも硬く脆い。工具の摩耗が速くなります。条件が適切でないと、剪断されたエッジにクラックが入りやすくなります。潤滑剤は、パンチとダイの界面における摩擦と熱を管理しなければなりませんが、同時に、多くのスタンピング・エンジニアが訓練してきたものよりも寛容性に欠ける被加工材を扱わなければなりません。.
摩擦を減らす」という漠然とした話では、その仕事の全容を把握することはできないからだ。ラミネーションをプレスする順送型では、潤滑剤は複数の場所で同時に作用する:
それぞれのゾーンは、圧力、温度、表面速度の条件がわずかに異なる。潤滑剤は、どのゾーンで使用するかを選ぶことはできない。潤滑剤は、供給システムに耐えうる膜厚と、表面エネルギーと濡れ性という点で鋼鉄に残されたコーティングに関わらず、すべてのゾーンで機能しなければならない。.
そして、すべてを終えたら、それを脱がなければならない。.
多くのスタンピング用途では、保管中に部品に少量の油が残留することは許容範囲であり、保護にさえなります。ラミネーション・スタックはそうはいきません。.
スタック缶のラミネート間に挟まった潤滑剤の残留物:
どれも仮定の話ではない。実際に起こることなのだ。問題は常に、どれだけの残留物が多すぎるかということであり、その答えは下流工程によって異なる。.
外径で溶接され、炉に入ることのないスタックは、750℃以上で完全な応力除去焼鈍を行うスタックとは異なる清浄度要求がある。熱活性化接着剤コーティングによる自己融着ラミネーションを使用するスタックは特に敏感で、接着面の汚れはコアの機械的完全性を直接弱めます。.
清浄度仕様は、潤滑剤を選択する前に設定されるべきである。その逆ではない。この発注ミスはよくある。.
普遍的な勝者はいない。正しい選択は、生産速度、金型の複雑さ、鋼種、コーティングの種類、洗浄能力、スタンピング後のラミネーションの状態によって異なります。以下は実用的な比較です:
| 潤滑油タイプ | フィルム強度 | スタンピング後の清浄度 | コーティング適合性 | 典型的な適用方法 | 取り外し難易度 | ベスト・フィット |
|---|---|---|---|---|---|---|
| バニシングオイル(軽質石油系) | 低~中程度 | 良好 - 部分的に蒸発する | ほとんどのコーティングで一般的に安全 | ローラーまたはドリップ | 低い - 自己蒸発する可能性がある | 低~中程度のトン数、薄いゲージ |
| 合成油(水性) | 中程度 | 適切に乾燥させれば良い | さまざま - 有機コーティングを侵すものもある | スプレーまたはローラー | 低~中程度 | 中速順送金型 |
| ストレートスタンピングオイル(鉱物系) | 高い | 不良 - 積極的なクリーニングが必要 | 有機物によるコーティング軟化のリスク | 洪水またはローラー | 高 - 溶剤または水性洗浄が必要 | ヘビードロー、厚いゲージ、高いトネージオペレーション |
| ドライフィルム潤滑剤(塗布済み) | 中~高 | 素晴らしい - 取り除くものは何もない | コーティングの化学的性質に合わせる必要がある | サプライヤーがストリップにプレコート | 必要なし | 大量かつ高清浄度の要求 |
| 塩素化EPオイル | 非常に高い | 悪い - 残留物が攻撃的 | 一部の絶縁コーティングを損傷する可能性がある | ドリップまたはブラシ | 高い - 環境とコーティングへの懸念 | ラミネート加工にはほとんど適さない |
この表からいくつかのことがわかる。ドライフィルム潤滑剤は、スタンピング後のクリーニングの問題を完全に解消しますが、鋼材サプライヤーとの調整が必要で、ストリップのキログラムあたりのコストが増加します。また、すべてのダイ形状に同じように適合するわけではありません。多くのステーションとタイトなキャリアブリッジを持つ複雑な順送型ダイでは、ストリップがプレコートされて到着した場合でも、補足潤滑が必要な場合があります。.
バニシングオイルが人気なのは、プロセスを簡略化できるからだ。しかし、「消える」というのは相対的な言葉である。これらのオイルは熱と時間によって揮発する。スタッキング前にオイルがなくなるかどうかは、周囲温度、空気循環、スタンピングからアセンブリーまでの時間、最初に塗布したオイルの量に左右される。ラミネーションが金型からスタックまで数秒で進む高速ラインでは、「消失」はまだ起こっていない。.
潤滑と金型寿命の関係は、一般的なプレス加工ではよく理解されています。あまり理解されていないのは、金型の摩耗がどのようにラミネーション品質にフィードバックされるかということです。.
パンチが摩耗すると、パンチとダイの間の有効なクリアランスが大きくなります。このクリアランスの変化が影響する:
バリの成長は目に見える症状だ。しかし、モーター性能には目に見えないものの方が重要なのだ。切断端での加工硬化の増加は、局所的に透磁率を低下させる。剪断されたエッジでのコーティングの損傷は、圧縮下で積層された場合に積層間に電気的ブリッジを生じさせる可能性がある。.
つまり、再研磨前にパンチの寿命を15-20%でも延ばす潤滑は、単なる工具コストの話ではない。それはラミネーション品質の話です。摩耗が少ないということは、バリの高さがより安定し、エッジの状態がより安定し、メンテナンスの中断間隔がより長くなり、そして-これは見逃されがちな部分ですが-生産バッチ全体でより均一な磁気挙動が得られるということです。.
裏を返せば、より重く、よりアグレッシブな潤滑剤を使用することで、金型寿命の最大化を追い求めれば、金型製作では勝てても、清浄度、コーティングの適合性、あるいはスタンピング後のハンドリングでは負けるかもしれない。これがこの記事のタイトルにあるバランスであり、それだけでは解決しない。一回一回管理する必要がある。.
潤滑は、電気鋼のスタンピングのすべての問題に対する答えとして扱われる誘惑があります。そうではない。.
パンチとダイのクリアランスが材料グレードと厚さに対して間違っている場合、潤滑剤をいくら使ってもきれいなエッジは得られません。プレス速度が、送りシステムが正確に追従できる速度を超えている場合、ストリップはわずかに間違った位置でステーションに到着し、潤滑剤はその問題に対して何の役にも立たない。金型設計が、短すぎるストリップ進行に多くのステーションを密集させ、キャリアが機械的に不安定であれば、潤滑システムはそれを安定させることができない。.
潤滑はプロセス変数である。重要なものだ。しかし、それはシステム内部で機能するものであり、そのシステムには、クリアランス設計、ストリップレイアウト、プレスダイナミクス、ダイメンテナンススケジュール、スタック準備作業などが含まれる。チームが潤滑を、物事がうまくいかないときに回すべきノブとして扱うと、多くの場合、過剰潤滑に陥り、問題を別の問題にすり替えてしまう。.
塗布方法と均一性は、通常よりももっと話題にされるべきだ。.
ローラーアプリケーション は、膜厚を適度にコントロールすることができ、コイルフィード順送型では一般的である。しかし、ローラーの状態は悪化する。ローラー表面はストリップコーティングから微粉を拾います。膜厚は、ローラーの圧力が変化したり、潤滑油の粘度が工場の温度によって変化したりすると変化します。定期的な検証を行わないと、うまく制御されていたフィルムが制御不能な変数になってしまいます。.
スプレー塗布 は、ノズルの形状と圧力が維持されていれば、より薄く均一な膜を得ることができる。また、オーバースプレーやミストによる潤滑油の無駄が多くなり、密閉されたプレスエリアではハウスキーピングや環境制御の問題が生じる。.
ドリップシステム はシンプルで安い。また、一貫性がない。高速回転する順送金型では、滴下給油は多くの場合、レガシーなセットアップである。金型が焼き付かないという意味では、それは機能する。工具の保護と清浄度のバランスを最適化するという意味で機能するかどうかは、まったく別の問題である。.
ドライフィルム このすべてを回避する。フィルムはそこにあり、均一で、鉄鋼加工施設で管理された条件下で塗布されている。プレス加工は何も塗布する必要がない。そのトレードオフは、コストとリードタイム、そして中間潤滑の調整における柔軟性の低下である。.
潤滑剤が消えるタイプでなく、下流工程がきれいな表面を要求する場合、誰かがラミネーションをきれいにしなければならない。このステップには、コスト、時間、床面積、環境コンプライアンスへの取り組みがかかる。.
一般的な洗浄方法には以下のようなものがある:
その選択は、体積、使用する特定の潤滑剤、スタックの接合方法、スタックの焼鈍の有無によって異なる。熱処理を行わず、そのまま巻取り工程に進むインターロック・スタックの場合、残留物許容度は比較的高いことが多い。接合されたスタックやアニールされたスタックの場合、それははるかに厳しい。.
応力除去アニールは、スタンピング工程で劣化した磁気特性を回復させる必要のあるラミネーション・スタックによく行われる。アニールは通常、乾燥窒素、窒素と水素の混合雰囲気、場合によっては軽い発熱雰囲気など、制御された雰囲気中で700~800℃で行われる。.
その温度で、有機潤滑剤の残留物は分解する。何が分解されるかは、潤滑油の化学的性質、大気、温度プロファイルに依存する。最良の場合:きれいに揮発し、大気がそれらを運び去る。最悪の場合:ラミネーション表面で炭化したり、絶縁コーティングと反応したり、炉内雰囲気を圧倒するほどの分解生成物を生成して局所的に還元または浸炭条件を作り出す。.
スタックでは、残留物がラミネーションの間に閉じ込められるため、問題はさらに大きくなる。揮発しやすい自由表面はない。分解生成物はスタックの端から移動しなければならないが、背が高く、きつく圧縮されたスタックでは、拡散経路が非常に遅くなる。そのため、スタックの中央にある積層は、端にある積層よりも長い間分解生成物にさらされる可能性がある。.
これは、単一のラミネーション・クーポンでのテストでは現れない問題のひとつです。生産炉でのスタックでしか現れない。そして、そのときまでに、人々は通常、どこか別の場所で問題を探している。.

完璧な潤滑油の選択を導き出す公式はない。しかし、より良い結果を生む傾向のある決定原則はある:
工具の要件ではなく、清浄度の要件から始める。. 下流工程の許容範囲を把握し、その制約を満たし、なおかつ金型を保護する潤滑剤を見つける。逆に、最適な工具用潤滑剤を選び、それを洗浄しようとすると、通常、総コストが高くなる。.
潤滑剤を絶縁被覆に合わせる。. すべてのコーティングがすべての潤滑油に同じように反応するわけではありません。有機系コーティングは、特定の石油系製品では軟化したり溶解したりすることがある。無機コーティング(リン酸塩系または酸化物系)は、一般的に化学的に強いが、潤滑油の膜厚が十分でない場合、スタンピング力を緩和するために機械的に損傷する可能性がある。生産用潤滑油の使用を決定する前に、適合性データを入手すること。.
塗布量だけでなく、膜厚をモニターする。. ローラーが毎分何ミリリットル塗布しているかを知ることは、システムが何をしているかを知ることになる。ストリップ上の実際の状態を知ることで、部品が何を経験しているかがわかる。これらは異なる数値であり、時間の経過とともに離れていく。.
バリの傾向を追跡し、潤滑の変化と関連付ける。. バリの高さは、クリアランス、速度、潤滑油膜の状態に同時に反応する。バリの高さが変化し、他には何も動きがない場合、通常は潤滑剤が原因の一部です。.
クリーニングの検証をサボらないこと。. プロセスに洗浄ステップが含まれている場合、それが実際に機能しているかどうかを検証する。試運転中に一度だけでなく、生産中に定期的に行う。ラミネート表面の残留物テストは、ウォーターブレイクテストや接触角測定といった簡単なものであっても、スタック性能の問題になる前にドリフトを検出します。.
スタンピング潤滑油の議論は、スタックの議論と結びつけておくこと。. これらは別々のエンジニアリングの問題ではない。プレス工程での決定が、積層、接合、溶接、アニール、そして最終組立に影響を及ぼす。潤滑を孤島として扱うと、金型の寿命が長くてもモーターが悪くなってしまうのです。.
一部のコーティングは、スタンピング時の摩擦を適度に減少させる。ある種の有機-無機ハイブリッドコーティングは、電気的機能に加え、金型保護機能を提供するよう特別に配合されています。しかし、高速順送金型加工、特に高トン数や複雑な金型形状では、潤滑をコーティングだけに頼ることは一般的に不可能である。コーティングは薄すぎ、摩擦性能にばらつきがありすぎるため、ほとんどの生産シナリオで専用の潤滑油に取って代わることはできません。しかし、補助潤滑剤の必要量に影響を与えることはできます。.
しかし、それは安全な仮定ではありません。電気用鋼の絶縁被覆には、普通の炭素鋼にはない相溶性の問題がある。例えば、塩素系の極圧添加剤は、無塗装の炭素鋼では完全に許容できても、特定のラミネーションコーティングを侵す可能性があります。また、一般的なプレス部品よりも、ラミネーション・スタックの方が、清浄度の要求が厳しくなります。ブラケットやハウジングには問題なく使用できる潤滑剤でも、モーターのラミネーションにはまったく適さない場合があります。.
直接的には、潤滑剤はコアロスを変化させません。潤滑剤は運転中、磁気回路には存在しません(あるいは存在すべきではありません)。間接的には、その影響は意味のあるものとなる。工具の保護に失敗した潤滑剤は、バリの成長を早め、刃先の状態を悪化させ、どちらも鉄損を増加させる。積層間の絶縁被覆を損傷または汚染する潤滑油の残留物は、渦電流損失を増加させる可能性がある。また、応力除去アニールサイクルを汚染する潤滑剤は、アニールによって得られるはずの磁気特性の完全な回復を妨げる可能性がある。このような影響の連鎖は間接的ではあるが、実際に起こっている。.
洗浄の問題がなくなり、安定した膜厚が得られるという大きな利点がある。しかし、常に実用的というわけではない。ドライフィルムは、ストリップにコストを追加し、材料サプライヤーとの合意を必要とし、中間潤滑を調整する能力を低下させ、最も要求の厳しいダイ形状や最も重いトン数のオペレーションには十分な保護を提供できない可能性があります。クリーン度が厳しく要求される安定した設計の大量生産では、ドライフィルムが最も強力な選択肢となることが多い。少量生産、頻繁な設計変更、または非常にアグレッシブな金型条件では、ウェット潤滑剤を使用した方が良い場合もあります。.
普遍的な間隔はないが、大量生産ではシフトごとに1回が妥当な出発点である。実際の頻度は、塗布システムのドリフト速度によって決定されるべきである。ローラー塗布の潤滑剤は、ローラーの摩耗や汚れの蓄積のため、スプレーシステムよりも速くドリフトする傾向があります。メンテナンス間隔の間に、原因不明のバリ高さのばらつきや断続的な金型のかじりが見られる場合、潤滑油の膜が不十分であったり、一貫性がないことが、最初に調査すべきことの一つです。.
プレス速度が速くなると、一般的にパンチとダイの界面での熱負荷が増加し、潤滑剤がストローク間で再分散する時間が短くなる。どちらの効果も、より強固な潤滑油膜か、より高温安定性に優れた潤滑油を必要とする方向に向かわせます。しかし、この関係は厳密には直線的ではありません。ダイの形状、クリアランス、材料グレード、ストリップの厚さなど、すべてが速度と相互作用し、実際に必要な潤滑剤の量を決定します。速度の上昇に合わせて潤滑剤の塗布量を増やすことは一般的な反応ですが、それは粗雑なものです。より良いアプローチは、ダイのどこで潤滑が実際に限界なのかを理解し、そのゾーンに特別に対処することである。.
潤滑油の残留だけによる明らかな電気的故障はまれである。より一般的なのは、個々のシート間の渦電流の流れに抵抗するラミネーション・スタックの能力である層間抵抗の測定可能な低下です。残渣が部分的に絶縁被覆を損なったり、アニール中に導電性の炭化堆積物を生成したりすると、スタックの実効抵抗が低下する。ほとんどの場合、これは短絡の原因にはなりませんが、渦電流損失を増加させ、効率を低下させ、一部の動作条件では局所的な加熱の原因となり、長期的に絶縁システムの寿命を縮めます。ダメージは慢性的で、急性のものではありません。.