Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
粉末冶金は、磁気コアが平らな鋼板の積み重ね以上のものである必要がある場合に理にかなっている。.
それが一番短い答えだ。.
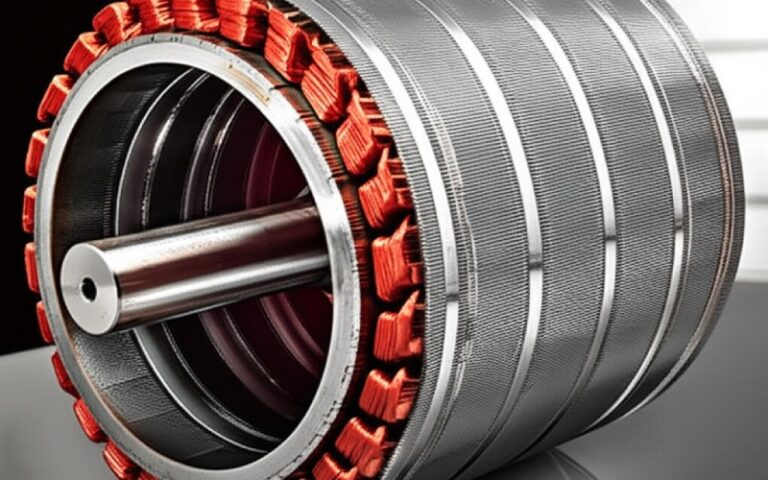
ラミネート・スチール・コア は、今でも多くのモーター、トランス、発電機、アクチュエーターのデフォルトの選択である。効率的で、使い慣れ、拡張性があり、磁束が主にラミネーション・スタックの平面内を移動する場合に勝るものはない。.
粉末冶金は、通常、軟磁性複合コアの形で、設計が厄介なものを要求したときに、よりよく見えるようになる:
しかし、PMはラミネート鋼から直接アップグレードするものではない。それはトレードなのだ。.
渦電流損失を低減できる。複雑な形状を可能にします。組み立てが簡単です。.
また、透磁率の低下、着磁電流の増加、低周波性能の低下、密度のばらつき、金型コスト、熱問題など、きれいなCADモデルには表れない問題が生じることもある。.
だから、本当の問題はそうではない:
“粉末冶金はラミネート鋼より優れているか?”
より良い質問はこうだ:
“この磁気回路は、材料のペナルティーを相殺するほど、3Dコンパクトコアに報いているのだろうか?”
時にはイエス。しばしばノーだ。.
そこで決断が役に立つ。.
ラミネート・スチール・コアは、薄い電気鋼板で作られている。各シートは次のシートからコーティングまたは絶縁されている。スタックは磁束を運び、絶縁体はコアの厚さを通して渦電流のループを分断する。.
シンプルなアイデア。それでも力強い。.
ラミネーション・スタックは、磁束経路がほとんど二次元である場合に特に効果的です。多くのラジアル磁束モーター、トランス・コア、ジェネレーター、ソレノイドでは、磁束は主に各ラミネーションの平面に沿って動きます。材料は好きな方向に使われているのです。.
これが、ラミネート加工されたスチールコアの強度が保たれている理由だ:
ラミネート鋼の強さは、素材だけではない。プロセス全体なのだ。.
スタンピング。スタッキングインターロッキング接着。溶接アニールスロット形状ラミネーションの厚さコーティング品質バリの制御ツーリングの成熟度.
良いラミネーション・スタックは良い意味で退屈だ。うまくいく。.
しかし、そこには境界線がある。磁束が平面から外れたり、急旋回したり、コンパクトな3Dポールを横切ったり、積層シートに適さないジオメトリーを通って戻ったりしようとすると、ラミネート鋼板には妥協が必要になる。.
セグメント。ジョイント。余分なエアギャップ。より多くの部品。長い巻線組立公差の問題.
通常、PMが会話に入るのはそこからだ。.
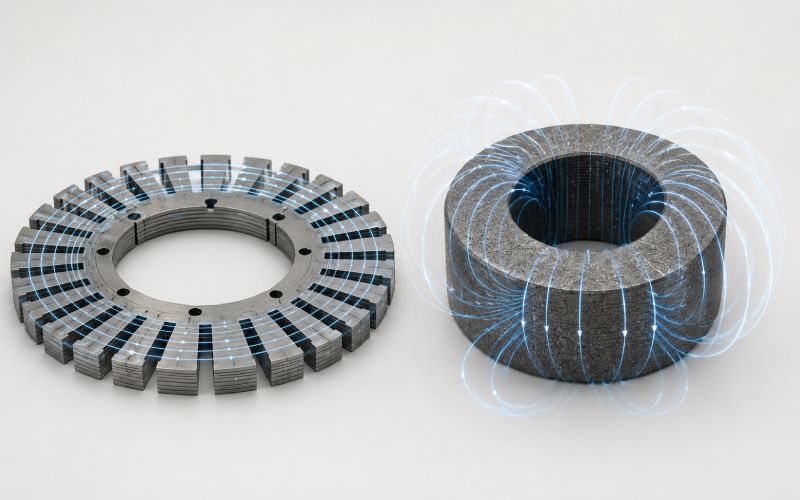
粉末冶金軟磁性コアは、互いに電気的に絶縁された磁性粉末粒子を成形し、熱処理したものです。.
重要な違いは形だけではない。.
それは電気経路の制御である。.
積層鋼板では、渦電流は絶縁シートを積層することで制御される。PM軟磁性複合材料では、渦電流は粒子レベルで制限されます。これは、磁場が素早く変化したり、高調波が強かったり、同じ部品内で磁束が複数の方向に動いたりする場合に役立ちます。.
PMはまた、デザイナーにより幾何学的な自由を与える。.
設計者は、“この磁路をどうやってシートにスライスするか?”と尋ねる代わりに、“この磁路をコンパクトな3D部品としてプレスできるか?”と尋ねることができる。”
そのシフトが重要なのだ。.
常にというわけではない。しかし、軸方向磁束モーター、横方向磁束モーター、クローポール・ローター、小型アクチュエーター、高速機械、高周波誘導部品、ハイブリッド磁気アセンブリでは重要です。.
それでも、首相は税金をもたらす。.
比透磁率は通常、良質の積層電磁鋼板よりもはるかに低い。透磁率が低いと、着磁電流が多くなります。電流が増えるということは、銅の損失が増えるということです。そして、コアの損失が紙の上では良く見えても、マシンはより熱く動作する可能性があります。.
それが静かなる罠だ。.
PMは素材の比較では勝っても、デバイスの比較では負けることがある。.
| 設計係数 | ラミネート・スチール・コア | PM軟磁性コア | 実用的な意味 |
|---|---|---|---|
| ベスト・フラックス・パス | ほとんどが2D、面内 | 3D、ラジアル+アキシャル+円周方向 | フラックスがフラットな状態を保とうとしないとき、PMは理にかなっている |
| 標準的な運転快適領域 | 50/60 Hz~ 数百 Hz | 数百HzからkHzレンジの設計 | PMは渦電流損失が増加するほど面白くなる |
| 相対透過率範囲 | 等級や分野レベルにより、数千ドルになることも多い | 数百の場合が多いが、製剤によって低くなったり高くなったりすることもある。 | PMはもっとアンペアターンが必要かもしれない |
| 飽和磁束密度 | 一般的に1.7~2.0 T前後 | 多くの場合、1.4-1.8 T前後である。 | ラミネート鋼は通常、飽和する前に、より多くのフラックスを運ぶ。 |
| 渦電流制御 | 薄い断熱シート | 断熱パウダー粒子 | PMは3D経路の局所的な渦電流ループを低減できる |
| ヒステリシス損失 | 低周波に強いことが多い | 粒子の変形や加工により高くなることがある。 | PMには慎重な熱処理とテストが必要 |
| 形状の自由 | スタンピングとスタッキングによる制限 | コンパクトな3D形状に最適 | PMはジョイント、部品、巻線の長さを削減できる |
| 金型費用 | スタンピング金型、スタッキング金型 | 成形工具、金型設計、熱処理セットアップ | PMには安定したジオメトリーと十分な体積が必要 |
| ベストフィット | 従来のモーター、変圧器、発電機 | 軸方向磁束、横方向磁束、クローポール、小型アクチュエータ | トポロジーはマーケティング上の主張以上のものを決める |
| 主なリスク | バリ、層間ショート、積層ロス、組立ギャップ | 低透過性、密度勾配、サーマルパス、工具限界 | どちらもプロセス制御が必要 |
これらは典型的な工学的範囲であり、最終的な設計値ではない。実際の値は、組成、厚さ、コーティング、成形圧力、熱処理、磁束密度、温度、波形によって異なります。.
最後の言葉が重要だ。.
クリーンな正弦波テストは、実際のインバーター給電モーターがコアに与える影響を隠すことができる。.
これがPMを使う最もクリーンな理由だ。.
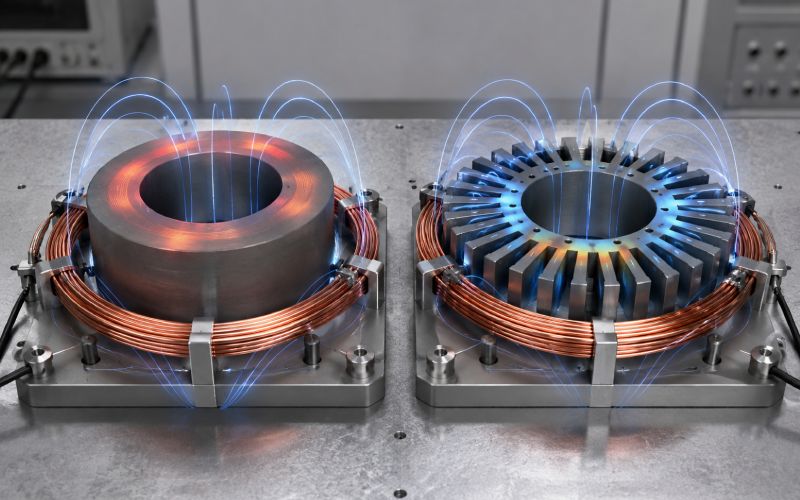
磁束が同じ部品内で軸方向、半径方向、円周方向に移動する必要がある場合、ラミネート・スタックが設計に影響することがあります。積層鋼板は、磁束がほとんど板面内に留まることを望みます。PMはより等方的なので、積層シートにきれいに収まらない磁路をサポートすることができます。.
だからこそPMは注目に値する:
通常のラジアル・フラックス・ステーターは、自動的にPMを必要としない。.
横磁束モーターはそうかもしれない。.
その違いがすべてだ。.
50/60ヘルツでは、ラミネート・スチールは通常快適です。数百ヘルツでは、ラミネート鋼板は、特に薄いゲージの材料では、まだ十分に機能することができます。電気周波数が高い場合、極数が多い場合、スイッチング速度が速い場合、高調波が強い場合、渦電流損の管理が難しくなります。.
PMが役立つのは、絶縁粒子が循環電流経路を制限するからだ。.
大まかな審査風景:
| 磁気作動状態 | おそらくスタート地点 | なぜ |
|---|---|---|
| 50/60 Hz トランス式フラックス | ラミネート鋼 | 透磁率が高く、低周波数損失が低い。 |
| 100-400 Hzモーターコア | まずラミネート鋼 | 薄いラミネーションが問題を解決するかもしれない |
| 400 Hz-1 kHz、高調波あり | 両者を比較する | PMは渦電流を減少させるかもしれないが、銅の損失をチェックする必要がある。 |
| 1kHz以上の磁気加振 | 首相が有力候補に | 渦電流制御と形状の自由度がより重要に |
| 低周波主磁束に局所的な高周波リップル | 両方を実波形でテストする | 平均回数がすべてではない |
インバーターが速く切り替わるからという理由だけでPMを選択しないでください。.
コアは常にスイッチング周波数を直接「見ている」わけではない。巻線インダクタンス、制御ストラテジー、スロット、ローターの動き、そして形状を通して生き残る磁束波形を見ているのです。.
間違った周波数の想定は、間違った素材を輝かしく見せる。.
約10分間だ。.
これがPMが勝てるシステムレベルの理由だ。.
PMコアはラミネート鋼よりも透磁率が悪いかもしれません。しかし、その形状によって、端の巻線が短くなったり、スロットフィルが大きくなったり、継ぎ目が少なくなったり、漏れ磁束が減ったり、リターン経路がきれいになったりすれば、モーター全体が改善される可能性があります。.
それが重要な部分だ。.
モーターは、熱が鉄の損失によるものであろうと銅の損失によるものであろうと気にしない。熱は熱である。トルクはトルク。温度上昇は温度上昇である。.
だから、首相の質問はこう組み立てられるべきだ:
PMの形状は、透磁率を下げることを正当化できるほど、マシンの総損失、サイズ、質量、組み立てコストを低減するのか?
違う:
PMの方がサンプルリングの渦電流損失は少ないのですか?
サンプルリングはモーターではない。.
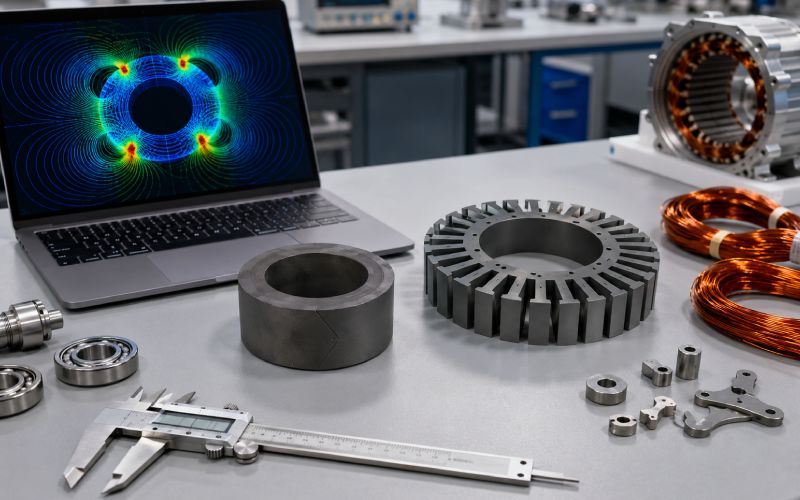
シミュレーションより先に図面が答えを教えてくれることもある。.
ラミネート・ソリューションが、複数のコア・セグメント、困難なスタッキング、二次加工、溶接管理、絶縁補修、厳しいアセンブリ・アライメント、余分な磁気接合を必要とする場合、PMは真剣にテストする価値があるかもしれない。.
ニアネットシェイププレスは部品点数を減らすことができる。.
だからといってタダというわけではない。パウダーコンパクションには独自のルールがある:
PMは近道ではない。別の製造言語なのだ。.
デザインがその言語を話せば、PMは強くなれる。.
そうでない場合は、ラミネート・スチールがよりクリーンな答えになるかもしれない。.
磁気設計がすでに平面的で、効率的で、製造可能である場合、ラミネート鋼が基本であり続けるべきである。.
ラミネーション・スタックを最初に使用する:
これは多くのモーターをカバーしている。.
特に従来のラジアルフラックス式ステーターはそうだ。.
適切な電気鋼板の厚みを持つ優れたラミネーション・スタックは、透磁率が高く、飽和能力が高く、損失挙動が成熟しているため、PMを上回ることができる。PMは渦電流を減らすかもしれない。しかし、同じエアギャップ磁束を発生させるためにより多くの電流を必要とする場合、銅の損失はその利得を食ってしまう可能性があります。.
ドラマはない。数学だけだ。.
以下の表は、データシートや試作品テストに代わるものではありません。最初の選択を誤らないための方法です。.
| 素材ファミリー | 典型的な形 | 一般的な厚みまたは構造 | より良い | 気をつけよう |
|---|---|---|---|---|
| 標準無方向性電磁鋼板 | ラミネーション | 0.35~0.65mmシート | 50/60 Hz ~ 中周波モーター | 渦電流損失は周波数とともに上昇する |
| 薄板電気鋼板 | ラミネーション | 0.10~0.30mmシート | 高速または高周波モーター | 加工、ハンドリング、積み重ねにコストがかかる |
| 鉄系軟磁性複合材料 | プレスPMコア | 断熱パウダー粒子 | 3Dフラックス、コンパクトな形状、中・高周波効果 | 低透過性、密度勾配 |
| Fe-Siまたは合金粉末複合材 | プレスPMコア | 絶縁合金粉末 | より良い抵抗率または損失チューニング | コスト、圧縮挙動、熱処理感受性 |
| ハイブリッドラミネート+PMコア | 混合建築 | シート+プレス部分 | ローカル3Dフラックスまたは複雑なリターンパス | インターフェースギャップ、アセンブリ公差、モデリングの複雑さ |
シンプルなルールだ:
コアのほとんどが平らな磁気ハイウェイの場合は、ラミネーションを使用する。.
コアがコンパクトな磁気ジャンクションのようであれば、PMをテストする。.
PMの議論では、しばしば鉄の喪失に焦点が当てられる。.
それは狭すぎる。.
PM軟磁性コアは、高周波での渦電流損失を低減できる。しかし、透磁率が低いと、より強い着磁力が必要になる場合があります。より強い磁化力は通常、より多くの電流を意味する。電流が大きいと銅損が増加します。.
だから、本当の比較はこうだ:
PMコア損失低減 マイナス 浸透率の低下による銅の余分な損失 プラスマイナス より短い巻線またはより少ないジョイントによるジオメトリーの利得
これが本当の方程式だ。.
ラミネートコアは、鉄の損失は大きいが電流は少なくてすむ。PMコアは渦電流による損失は少ないが、より多くの銅の励磁が必要である。どちらを選んでもよい。.
一枚の素材図を見てもわからない。.
完全な電磁熱モデルが必要だ。.
それならプロトタイプが必要だ。.
腹立たしいが、事実だ。.
コストとはキログラムあたりの価格だけではない。.
ラミネート鋼のコストには、板材、塗装、プレス加工、工具摩耗、スクラップ、積み重ね、接着または溶接、必要な場合の焼きなまし、検査、組み立てが含まれる。.
PMコストには、パウダー、断熱処理、配合、成形金型、プレス時間、密度管理、熱処理、仕上げ、コーティング、検査、ひび割れや密度不足の部品からのスクラップが含まれる。.
コストの問題はこうあるべきだ:
各オプションの完成品磁気機能あたりのコストは?
キログラムあたりではない。.
部品単体ではなく.
大まかな判断基準
| 生産状況 | ラミネート鋼が適合する可能性が高い | PMがフィットする可能性が高い |
|---|---|---|
| プロトタイプのみ | テストスタックの調達や切断が容易 | PMの形状がコンセプトの中心にある場合にのみ有効 |
| 少量 | 形状が複雑でない限り、通常はより安全である。 | いくつかの部品を取り外したり、難しい組み立てのステップを取り除いたりする場合は可能だ。 |
| 中量 | スタンピングツールがすでに正当なものであれば強い | 成形工具が償却され、機械加工が少なければ、より強力である。 |
| 大容量 | 従来のスタックに比べ非常に強い | 部品がコンパクトで、再現性があり、ネットシェイプに近ければ強い。 |
| 頻繁な設計変更 | ラミネーションは、レーザーやワイヤーカットのプロトタイプの方が修正しやすいかもしれない。 | PMツーリングの変更は高くつく |
| 複雑な3次元磁路 | 多くのピースとジョイントが必要な場合がある | 多くの場合、RFQとプロトタイプ・テストに真剣に取り組む価値がある。 |
固定されたボリュームのしきい値には注意が必要だ。.
小さなPMアクチュエーターと大きなモーター・コアは、同じコスト・ロジックを共有しません。単純なスタンプラミネートと、分割され、接着され、スキューされ、複数部品からなるラミネーションスタックも同じではありません。.
適切なコストモデルには以下が含まれる:
PMが単純なラミネーション・スタックを1つ外すと、負ける可能性がある。.
PMが6つの部品、2つの固定具、長い巻線の張り出し、そしてマグネット・ジョイントを取り除けば、勝てるかもしれない。.
それが正直なコストの話だ。.
これらのうち少なくとも2つが当てはまる場合、PMを本命候補として起用する:
これらのほとんどが当てはまる場合は、ラミネート・スチールに留まること:
単刀直入に言おう:
磁路が平坦な場合はラミネート鋼を使用する。磁路が空間的な場合はPMをテストする。.
完璧ではない。十分役に立つ。.
よくあることだ。.
あるチームはラミネート加工されたステーターの形状を採取し、同じ形状をPMから作り、より良い性能を期待する。.
通常、それはPMを無駄にする。.
PMは、材料ラベルだけでなく、磁気アーキテクチャを変更するために使用されるべきである。形状が2Dラミネーション形状のままであれば、ラミネート鋼はその優位性を保つことが多い。.
コアロスはマシンではない。.
比較せよ:
PMコアは、渦電流損失を低く示すことができるが、それでもモーターの効率は低くなる。.
銅の損失が現れるまでは、それは間違っていると感じる。.
PM材は多くの場合、より大きな着磁力を必要とする。つまり、形状が補正しない限り、同じ磁束ターゲットに対してより高い電流が必要となります。.
だからこそ、PMは自由な形が何かを返してくれるときに最もうまく機能するのだ。.
フラックス経路が短い。リークが少ない。巻線が短い。ジョイントが少ない。より良いパッケージング。.
そのどちらかが得られなければ、浸透率の低さを守ることは難しくなる。.
“「高頻度」だけでは十分ではない。.
どの周波数が重要かを尋ねる:
コアはこれらのいくつかを同時に見ることができる。.
クリーンな1kHzの材料テストは、すべての高速モーターを説明するものではない。.
渦電流損失が低いからといって、自動的に温度が下がるわけではない。.
PMの密度、断熱層、バインダーシステム、コーティング、部品の厚さ、取り付け方法は、熱の流れに影響を与えます。コンパクトなPM部品は、積層スタックが熱を拡散するような場所でも熱を閉じ込めることができます。.
熱モデリングは電磁気設計の後に加えるべきではありません。.
それは最初の比較に属する。.
軸流モータは、コンパクトな磁路と短い軸方向リターン構造を必要とすることが多い。PMは、平らなシートから作るのが容易でないティース、ポール、またはステータ部分の形成に役立ちます。.
軸方向磁束ではPMが常に良いとは限らない。しかし、モデル化する価値はある。.
横磁束機は、磁路が3次元であることが多いため、最も明確なPM候補の一つである。ラミネートされたソリューションは、分割され、アセンブリが重くなる可能性があります。.
単に平らなステーター・スタックを横切るのではなく、巻線の周囲を磁束が移動する設計であれば、PMは注目に値する。.
爪状のポールは、従来のラミネーション・スタックでは厄介です。PMは、より自然に爪とポールの特徴を形成することができます。.
そのメリットは電磁気的なものだけではない。組み立ての簡素化にもつながる。.
小型のアクチュエータは、実装スペースが限られ、複雑な磁束が戻ってくることがよくあります。PMは、特に応答速度やAC励磁が重要な場合に、磁路をより少ない部品に統合するのに役立つ可能性があります。.
インダクター、チョーク、および高周波で動作する小型磁気部品では、PMは渦電流の影響を低減すると同時に、形状の整った磁路を可能にします。.
この取引は、透過性と熱挙動を維持したままである。.
いつもそうだ。.
時には、PMやラミネート・スチールが最良の答えではないこともある。.
その両方だ。.
ラミネート・セクションは強力な平面磁束を運ぶことができる。PMセクションは、3Dリターンパス、局所的な歯の特徴、または複雑なエンド領域のフラックスを扱うことができます。.
ハイブリッドコアは説明するのが面倒だ。だからといって弱いわけではない。.
実際のマシンは、しばしばミックス・ソリューションに報いる。.
ラミネート鋼板よりもPMを選ぶ前に、実機に近い条件で両方の選択肢をテストしてください。.
このチェックリストを使ってください:
| テスト項目 | なぜそれが重要なのか |
|---|---|
| 実電流波形 | 正弦波試験はインバータの高調波を見逃す可能性がある |
| 全周波数スペクトル | コアの損失は、小さなループやリップルから生じる可能性がある。 |
| フラックス密度マッピング | 地元の飽和度が勝敗を決める |
| 温度上昇 | 損失は、熱が逃げてこそ意味がある |
| 着磁電流 | PMは同じフラックスでより多くの電流を必要とするかもしれない。 |
| トルクまたは力の出力 | マテリアル・ゲインはデバイス・ゲインにならなければならない |
| 巻線抵抗 | より短い巻線はPMを正当化するかもしれない。 |
| 組立ギャップ感度 | ラミネートセグメントとPMジョイントの両方がリスクを生む |
| 密度と寸法チェック | PMの特性はプロセス制御に依存する |
| サンプル間の再現性 | 良好なPMサンプルが1つあったとしても、生産安定性の証明にはならない |
優れたプロトタイプの比較は、“どちらのコア材がより低損失か?”と問うべきものではない。”
より低温で、より低コストで、より小型で、必要な出力が得られる完全な装置はどれか?“
それこそが信頼に値する結果だ。.
これが現実的な決定方法だ。.
デザインはオーソドックスで、平面的で、すでに効率的だ。.
つまり、通常のラジアル・フラックス、トランス・スタイルのフラックス、適度な周波数、高いフラックス密度、そしてラミネーション・スタックによる大きな組み立ての痛みがないということだ。.
ラミネート鋼は、そのような状況では古い技術ではない。.
それは正しいツールだ。.
設計は、コンパクト、空間的、高周波、または組み立てに制約がある。.
つまり、3次元磁束、軸方向または横方向の経路、クローポール、短い巻線機会、困難なラミネート分割、あるいは高調波やリップルによるコア損失を意味する。.
ジオメトリーが価値を生み出すとき、PMはその地位を獲得する。.
単にラミネート形状の部品に入れ替えただけではダメだ。.
ある地域は高透磁率の平面鋼を求め、別の地域は3Dフラックスの自由度を求めている。.
多くの機械は純粋な教科書的形状ではない。混合磁性コアは、1つの材料にすべての仕事をさせるよりも実用的である。.
ラミネート・スチール・コアは、積層された絶縁シートから作られる。PM軟磁性コアは、絶縁された磁性粉末粒子をプレスして作られる。積層鋼板はシート間の渦電流を制御する。PMは粒子レベルで渦電流を制御する。.
特定の設計においてのみ。PMは、磁路が3次元で、コンパクトで、渦電流制御と形状の自由度が重要な高周波の場合に適している。従来の平面的な磁路には、通常、積層鋼板の方が適している。.
PMは、3Dフラックスパス、より短いエンドワインディング、より少ない磁気ジョイント、より少ないアセンブリ、より優れた高周波損失挙動など、設計上の実際の利点が得られる場合に使用してください。PMの方が先進的に聞こえるからといって、PMを使わないでください。.
可能性がある。PMは、モータの電気周波数が高い場合、高調波が強い場合、またはラミネーションの渦電流損失が大きくなる局所的な磁束リップルがある場合に、より魅力的になります。しかし、透磁率が低いと電流が増加する可能性があるため、モータの全損失をチェックする必要があります。.
カットオフは一つではない。数百ヘルツ以下では、多くの場合、積層鋼板は強力なままです。数百ヘルツからキロヘルツの範囲では、特に磁束経路が3Dであったり、波形に強い高調波があったりすると、PMはより興味深いものになります。.
透磁率が低いということは、同じ磁束密度に達するために、コアがより大きな磁化力を必要とすることを意味する。これは電流と銅損を増加させます。PMが巻線の長さ、リーク、部品点数を減らさない場合、このペナルティは渦電流の利点を上回ります。.
時々ですが、それ自体を証明しなければなりません。標準的なラジアル・フラックス・ステーターは、通常、ラミネーション・スタックにうまく適合します。PMが意味を持つのは、ジオメトリ、高周波動作、アセンブリの削減、またはパッケージングによって設計全体が改善される場合だけです。.
PMは、コンパクトで多方向の磁束経路を含むことができる形状であるため、軸流磁束モーターで評価する価値がある場合が多い。それでも、磁束密度、冷却、コスト、製造方法によっては、ラミネートやハイブリッドのソリューションが勝つかもしれない。.
それは可能だが、自動的にそうなるわけではない。PMによって部品が取り除かれ、組立工程が削減され、機械加工が減り、巻線が短くなれば、コストが下がるかもしれません。金型が高価であったり、数量が少なかったり、PM部品が設計を単純化しなかったりする場合は、コストが増加する可能性があります。.
実波形のコアロス、着磁電流、銅損、磁束密度、温度上昇、トルクまたは力出力、寸法再現性、製造可能密度をテストする。最終的な決定は、材料データだけでなく、完全なデバイス性能に基づいて行う必要があります。.