Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
Die Pulvermetallurgie ist sinnvoll, wenn der Magnetkern mehr sein muss als ein flacher Stapel von Stahlblechen.
Das ist die kürzeste sinnvolle Antwort.
Laminierte Stahlkerne sind immer noch die Standardwahl für viele Motoren, Transformatoren, Generatoren und Aktuatoren. Sie sind effizient, vertraut, skalierbar und kaum zu übertreffen, wenn sich der magnetische Fluss hauptsächlich in der Ebene des Blechpakets bewegt.
Die Pulvermetallurgie, in der Regel in Form von weichmagnetischen Verbundkernen, sieht immer dann besser aus, wenn das Design etwas Unangenehmes verlangt:
Aber PM ist kein direktes Upgrade von laminiertem Stahl. Es ist ein Handel.
Sie kann Wirbelstromverluste reduzieren. Sie kann komplexe Formen ermöglichen. Sie kann die Montage vereinfachen.
Sie kann auch eine geringere Permeabilität, einen höheren Magnetisierungsstrom, eine schwächere Leistung bei niedrigen Frequenzen, Dichteschwankungen, Werkzeugkosten und thermische Probleme mit sich bringen, die in einem hübschen CAD-Modell nicht zu erkennen sind.
Die eigentliche Frage ist also nicht:
“Ist Pulvermetallurgie besser als laminierter Stahl?”
Die bessere Frage ist:
“Belohnt dieser Magnetkreis einen kompakten 3D-Kern genug, um die Materialnachteile auszugleichen?”
Manchmal ja. Oft nein.
An dieser Stelle wird die Entscheidung sinnvoll.
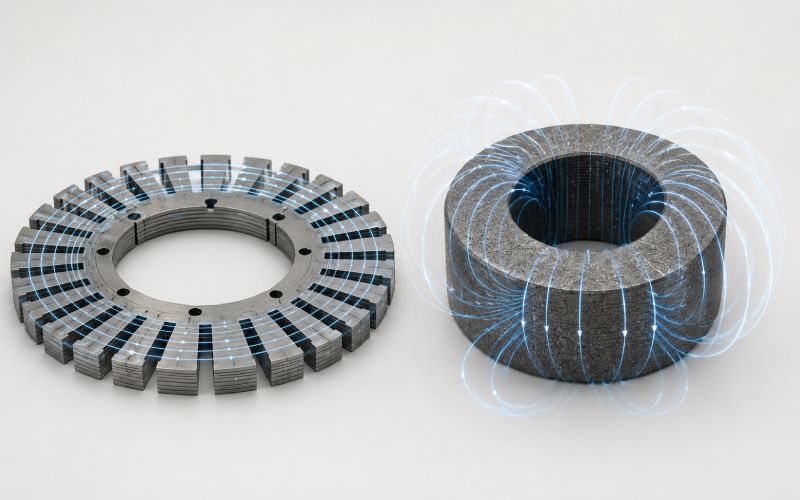
Ein laminierter Stahlkern wird aus dünnen Blechen aus Elektrostahl hergestellt. Jedes Blech ist mit dem nächsten beschichtet oder isoliert. Der Stapel leitet den magnetischen Fluss, während die Isolierung Wirbelstromschleifen durch die Dicke des Kerns unterbricht.
Einfache Idee. Trotzdem leistungsstark.
Lamellenstapel funktionieren besonders gut, wenn der magnetische Flussweg meist zweidimensional ist. In vielen Radialflussmotoren, Transformatorenkernen, Generatoren und Magnetspulen bewegt sich der Fluss hauptsächlich entlang der Ebene der einzelnen Lamellen. Das Material wird in der Richtung verwendet, die ihm gefällt.
Aus diesem Grund bleiben laminierte Stahlkerne stabil:
Die Stärke von laminiertem Stahl ist nicht nur das Material. Es ist der gesamte Prozess.
Stanzen. Stapeln. Verriegeln. Kleben. Schweißen. Glühen. Schlitzgeometrie. Dicke der Kaschierung. Qualität der Beschichtung. Gratkontrolle. Reife der Werkzeuge.
Ein guter Laminierungsstapel ist auf die beste Weise langweilig. Er funktioniert.
Aber es gibt eine Grenze. Sobald der Fluss aus der Ebene ausbrechen, sich scharf drehen, kompakte 3D-Pole kreuzen oder durch Geometrien zurückkehren will, die nicht für gestapelte Bleche geeignet sind, beginnt laminierter Stahl Kompromisse zu erfordern.
Segmente. Fugen. Zusätzliche Luftspalte. Mehr Teile. Längere Wicklungen. Toleranzprobleme bei der Montage.
Das ist normalerweise der Punkt, an dem PM ins Gespräch kommt.
Pulvermetallurgische Weichmagnetkerne werden aus magnetischen Pulverteilchen hergestellt, die elektrisch voneinander isoliert, in Form gepresst und wärmebehandelt werden.
Der entscheidende Unterschied ist nicht nur die Form.
Es handelt sich um eine Kontrolle des elektrischen Weges.
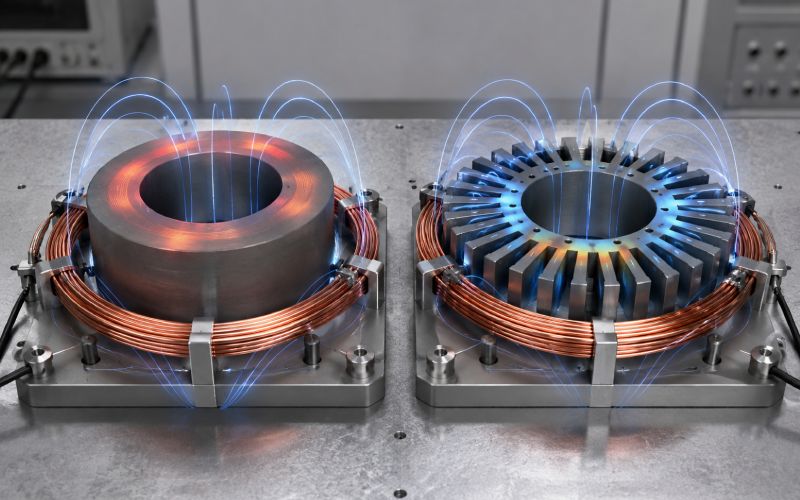
Bei laminiertem Stahl werden Wirbelströme durch das Stapeln von isolierten Blechen kontrolliert. Bei weichmagnetischen PM-Verbundwerkstoffen werden die Wirbelströme auf Partikelebene begrenzt. Das kann hilfreich sein, wenn sich Magnetfelder schnell ändern, wenn Oberschwingungen stark sind oder wenn sich der Fluss innerhalb desselben Teils in verschiedene Richtungen bewegt.
PM gibt dem Designer auch mehr geometrische Freiheit.
Anstatt zu fragen: “Wie schneide ich diesen Magnetpfad in Bleche?” kann der Konstrukteur fragen: “Kann ich diesen Magnetpfad als kompaktes 3D-Bauteil pressen?”
Diese Veränderung ist wichtig.
Nicht immer. Aber bei Axialflussmotoren, Transversalflussmotoren, Klauenpolrotoren, kompakten Aktuatoren, Hochgeschwindigkeitsmaschinen, induktiven Hochfrequenzteilen und hybriden magnetischen Baugruppen ist es wichtig.
Dennoch bringt die PM eine Steuer mit sich.
Die relative magnetische Permeabilität ist in der Regel viel geringer als bei gutem laminiertem Elektroband. Eine geringere Permeabilität kann mehr Magnetisierungsstrom bedeuten. Mehr Strom bedeutet mehr Kupferverlust. Und nun läuft die Maschine möglicherweise heißer, obwohl der Kernverlust auf dem Papier besser aussieht.
Das ist die stille Falle.
PM kann den Materialvergleich gewinnen und den Gerätevergleich verlieren.
| Gestaltungsfaktor | Laminierte Stahlkerne | PM-Weichmagnetkerne | Praktische Bedeutung |
|---|---|---|---|
| Bester Flussweg | Meistens 2D, in der Ebene | 3D, radial + axial + umlaufend | PM macht Sinn, wenn Flussmittel sich weigern, flach zu bleiben |
| Typischer Betriebskomfortbereich | 50/60 Hz bis mehrere hundert Hz | Designs im Bereich von mehreren hundert Hz bis kHz | PM wird interessanter, wenn der Wirbelstromverlust steigt |
| Bereich der relativen Durchlässigkeit | Oft Tausende, je nach Besoldungsgruppe und Fachgebiet | Oft Hunderte, manchmal niedriger oder höher je nach Formulierung | PM braucht vielleicht mehr Ampere-Turns |
| Sättigungsflussdichte | In der Regel um 1,7-2,0 T | Häufig um 1,4-1,8 T | Laminierter Stahl trägt in der Regel mehr Flussmittel vor der Sättigung |
| Wirbelstromkontrolle | Dünne isolierte Platten | Isolierte Pulverpartikel | PM kann lokale Wirbelstromschleifen in 3D-Pfaden reduzieren |
| Hysterese-Verlust | Oft stark bei niedrigen Frequenzen | Kann aufgrund von Partikelverformung und -verarbeitung höher sein | PM braucht eine sorgfältige Wärmebehandlung und Prüfung |
| Freiheit der Form | Begrenzt durch Stanzen und Stapeln | Besser für kompakte 3D-Formen | PM kann Verbindungen, Teile und Wickellängen reduzieren |
| Werkzeugkosten | Stanzwerkzeuge, Stapelwerkzeuge | Verdichtungswerkzeuge, Konstruktion der Matrize, Einrichtung der Wärmebehandlung | PM braucht eine stabile Geometrie und genügend Volumen |
| Beste Passform | Konventionelle Motoren, Transformatoren, Generatoren | Axialer Fluss, transversaler Fluss, Klauenpol, kompakte Aktuatoren | Topologie entscheidet mehr als Marketingaussagen |
| Hauptrisiko | Grate, interlaminare Kurzschlüsse, Stapelverluste, Montagespalten | Geringe Permeabilität, Dichtegradienten, thermischer Pfad, Werkzeuggrenzen | Beide brauchen Prozesskontrolle |
Dies sind typische technische Bereiche, keine endgültigen Konstruktionswerte. Die tatsächlichen Werte hängen von Zusammensetzung, Dicke, Beschichtung, Verdichtungsdruck, Wärmebehandlung, Flussdichte, Temperatur und Wellenform ab.
Das letzte Wort ist wichtig: Wellenform.
Ein sauberer Sinustest kann verbergen, was ein echter umrichtergespeister Motor mit dem Kern macht.
Dies ist der sauberste Grund, PM zu verwenden.
Wenn sich der magnetische Fluss in demselben Bauteil axial, radial und in Umfangsrichtung bewegen muss, kann ein Blechpaket die Konstruktion beeinträchtigen. Bei laminiertem Stahl soll der Magnetfluss hauptsächlich in der Blechebene bleiben. PM ist isotroper und kann daher magnetische Pfade unterstützen, die nicht genau in gestapelte Bleche passen.
Aus diesem Grund verdient PM Aufmerksamkeit:
Ein normaler Stator mit radialem Durchfluss benötigt nicht automatisch PM.
Das kann ein Transversalflussmotor sein.
Dieser Unterschied ist alles.
Bei 50/60 Hz ist laminierter Stahl in der Regel komfortabel. Bei einigen hundert Hertz kann laminierter Stahl immer noch gute Leistungen erbringen, insbesondere bei dünnerem Material. Bei höheren elektrischen Frequenzen, hohen Polzahlen, schnellen Schaltvorgängen oder starkem Oberwellengehalt sind die Wirbelstromverluste schwieriger zu handhaben.
PM kann helfen, weil die isolierten Partikel die Stromwege einschränken.
Eine grobe Übersicht über das Screening:
| Magnetischer Betriebszustand | Wahrscheinlicher Startpunkt | Warum |
|---|---|---|
| 50/60 Hz transformatorischer Fluss | Laminierter Stahl | Hohe Permeabilität und geringer Niederfrequenzverlust sind in der Regel vorteilhaft |
| 100-400 Hz Motorkern | Laminierter Stahl zuerst | Dünne Laminate können das Problem lösen |
| 400 Hz-1 kHz mit hohen Oberwellen | Vergleichen Sie beide | PM kann Wirbelströme reduzieren, aber der Kupferverlust muss überprüft werden |
| Über 1 kHz magnetische Erregung | PM wird stärkerer Kandidat | Wirbelstromkontrolle und Geometriefreiheit zählen mehr |
| Lokale Hochfrequenzwelligkeit auf niederfrequentem Hauptfluss | Testen Sie beide unter realer Wellenform | Die durchschnittliche Häufigkeit ist nicht die ganze Geschichte |
Wählen Sie nicht PM, nur weil der Wechselrichter schnell schaltet.
Der Kern “sieht” die Schaltfrequenz nicht immer direkt. Er sieht die Flusswellenform, die durch die Wicklungsinduktivität, die Regelungsstrategie, die Schlitzung, die Rotorbewegung und die Geometrie erhalten bleibt.
Die falsche Frequenzannahme kann das falsche Material glänzend aussehen lassen.
Etwa zehn Minuten lang.
Dies ist der Grund, warum PM auf Systemebene gewinnen kann.
Ein PM-Kern kann eine schlechtere magnetische Permeabilität haben als laminierter Stahl. Aber wenn seine Form kürzere Endwicklungen, größere Schlitzfüllungen, weniger Verbindungen, weniger Streufluss oder einen saubereren Rücklauf ermöglicht, kann der gesamte Motor besser werden.
Das ist der Teil, auf den es ankommt.
Einem Motor ist es egal, ob die Wärme aus Eisen- oder Kupferverlusten stammt. Wärme ist Wärme. Drehmoment ist Drehmoment. Temperaturanstieg ist Temperaturanstieg.
Die PM-Frage sollte also wie folgt formuliert werden:
Reduziert die PM-Geometrie die Gesamtverluste, die Größe, die Masse oder die Montagekosten der Maschine so stark, dass eine geringere Permeabilität gerechtfertigt ist?
Nein:
Hat PM einen geringeren Wirbelstromverlust in einem Probenring?
Ein Probenring ist kein Motor.
Manchmal verrät Ihnen die Zeichnung die Antwort, bevor die Simulation sie gibt.
Wenn die laminierte Lösung mehrere Kernsegmente, schwierige Stapelung, sekundäre Bearbeitung, Schweißnahtkontrolle, Reparatur der Isolierung, enge Montageausrichtung und zusätzliche magnetische Verbindungen erfordert, kann PM eine ernsthafte Prüfung wert sein.
Durch endkonturnahes Pressen kann die Anzahl der Teile reduziert werden.
Das heißt aber nicht, dass sie kostenlos ist. Die Verdichtung von Pulver hat ihre eigenen Regeln:
PM ist keine Abkürzung. Es ist eine andere Fertigungssprache.
Wenn das Design diese Sprache spricht, kann PM stark sein.
Ist dies nicht der Fall, kann laminierter Stahl die sauberere Lösung sein.
Laminierter Stahl sollte die Basis bleiben, wenn das magnetische Design bereits planar, effizient und herstellbar ist.
Verwenden Sie Laminierungsstapel zuerst, wenn:
Dies gilt für eine Vielzahl von Motoren.
Insbesondere konventionelle Radialflussstatoren.
Ein gutes Blechpaket mit der richtigen Elektroblechdicke kann PM übertreffen, da es eine höhere Permeabilität, eine höhere Sättigungsfähigkeit und ein ausgereiftes Verlustverhalten aufweist. PM kann Wirbelströme reduzieren, ja. Wenn jedoch mehr Strom benötigt wird, um denselben Luftspaltfluss zu erzeugen, kann der Kupferverlust den Gewinn wieder aufzehren.
Kein Drama. Nur Mathe.
Die nachstehende Tabelle ist kein Ersatz für Datenblätter oder Prototypentests. Sie ist ein Weg, um schlechte erste Entscheidungen zu vermeiden.
| Familie der Materialien | Typische Form | Typische Dicke oder Struktur | Besser für | Achten Sie auf |
|---|---|---|---|---|
| Standard-Elektroband nicht orientiert | Kaschierungen | 0,35-0,65 mm Blätter | 50/60-Hz- bis Mittelfrequenz-Motoren | Wirbelstromverluste nehmen mit der Frequenz zu |
| Dünnwandiges Elektroband | Kaschierungen | 0,10-0,30 mm Blätter | Motoren mit hoher Drehzahl oder höherer Frequenz | Teurere Verarbeitung, Handhabung, Stapelung |
| Weichmagnetischer Verbundwerkstoff auf Fe-Basis | Gepresster PM-Kern | Isolierte Pulverpartikel | 3D-Fluss, kompakte Formen, Mittel-/Hochfrequenzeffekte | Geringere Durchlässigkeit, Dichtegradienten |
| Fe-Si oder legierter Pulververbundstoff | Gepresster PM-Kern | Isoliertes Legierungspulver | Bessere Abstimmung des Widerstandes oder der Verluste | Kosten, Verdichtungsverhalten, Wärmebehandlungsempfindlichkeit |
| Hybridlaminat + PM-Kern | Gemischte Konstruktion | Bleche plus Pressprofile | Lokaler 3D-Fluss oder komplexe Rückwege | Schnittstellenabstände, Montagetoleranz, Modellierungskomplexität |
Eine einfache Regel:
Handelt es sich bei dem Kern um eine flache Magnetbahn, sollten Sie Bleche verwenden.
Wenn der Kern eher eine kompakte magnetische Verbindung ist, prüfen Sie PM.
Im Mittelpunkt der Diskussionen über PM steht häufig der Eisenverlust.
Das ist zu eng.
Ein PM-Weichmagnetkern kann die Wirbelstromverluste bei höheren Frequenzen verringern. Eine geringere Permeabilität kann jedoch eine stärkere Magnetisierungskraft erfordern. Eine stärkere Magnetisierungskraft bedeutet in der Regel mehr Strom. Mehr Strom erhöht den Kupferverlust.
Der eigentliche Vergleich lautet also:
Reduzierung der PM-Kernverluste minus zusätzlicher Kupferverlust durch geringere Permeabilität plus oder minus Geometriegewinn durch kürzere Wicklungen oder weniger Verbindungen
Das ist die eigentliche Gleichung.
Ein laminierter Kern verliert möglicherweise mehr Eisen, benötigt aber weniger Strom. Ein PM-Kern verliert vielleicht weniger an Wirbelströmen, benötigt aber mehr Kupferanregung. Beide können gewinnen.
Sie werden es nicht aus einer einzigen Materialtabelle ersehen können.
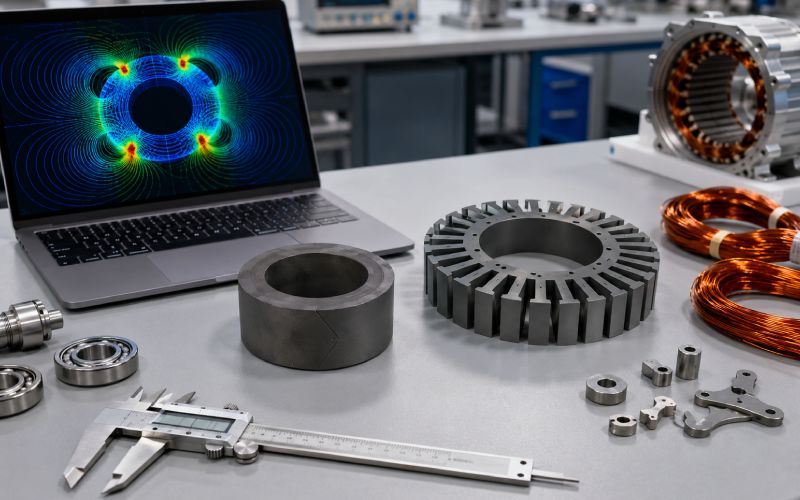
Sie benötigen das vollständige elektromagnetische und thermische Modell.
Dann brauchen Sie einen Prototyp.
Das ist ärgerlich, aber wahr.
Die Kosten sind nicht nur der Preis pro Kilogramm.
Die Kosten für laminierten Stahl umfassen das Blechmaterial, die Beschichtung, das Stanzen, den Werkzeugverschleiß, den Ausschuss, das Stapeln, das Kleben oder Schweißen, das Glühen, falls erforderlich, die Inspektion und die Montage.
Zu den PM-Kosten gehören Pulver, Isolierbehandlung, Mischen, Verdichtungswerkzeuge, Presszeit, Dichtheitskontrolle, Wärmebehandlung, Endbearbeitung, Beschichtung, Inspektion und Ausschuss durch gerissene oder nicht dichte Teile.
Die Kostenfrage sollte lauten:
Was kostet jede Option pro fertige magnetische Funktion?
Nicht pro Kilogramm.
Nicht für jedes Teil für sich genommen.
Eine grobe Entscheidungshilfe:
| Situation der Produktion | Laminierter Stahl passt wahrscheinlich | PM wahrscheinlich fit |
|---|---|---|
| Nur Prototyp | Einfachere Beschaffung oder Zuschneidung von Teststapeln | Nützlich nur, wenn die PM-Form im Mittelpunkt des Konzepts steht |
| Geringe Lautstärke | Normalerweise sicherer, es sei denn, die Geometrie ist komplex | Kann funktionieren, wenn mehrere Teile oder ein schwieriger Montageschritt entfernt werden |
| Mittleres Volumen | Stark, wenn Stanzwerkzeuge bereits gerechtfertigt sind | Stärker, wenn die Verdichtungswerkzeuge amortisiert sind und die Bearbeitung gering ist |
| Hohe Lautstärke | Sehr stark für konventionelle Stapel | Stark, wenn das Teil kompakt, wiederholbar und nahezu endkonturiert ist |
| Häufige Designänderungen | Laminierungen können durch Laser- oder Drahtschneideprototypen leichter überarbeitet werden | PM-Werkzeugwechsel können teuer sein |
| Komplexer 3D-Magnetpfad | Kann viele Teile und Verbindungen benötigen | Oft lohnt sich eine ernsthafte Anfrage und die Prüfung von Prototypen |
Seien Sie vorsichtig mit festen Mengenschwellen.
Ein winziger PM-Aktuator und ein großer Motorkern haben nicht dieselbe Kostenlogik. Ein einfaches gestanztes Blech und ein segmentiertes, verklebtes, schiefes, mehrteiliges Blechpaket haben auch nicht dieselbe Logik.
Das richtige Kostenmodell beinhaltet:
Wenn PM einen einfachen Laminierungsstapel entfernt, kann es verlieren.
Wenn PM sechs Teile, zwei Halterungen, einen langen Wicklungsüberhang und eine magnetische Verbindung entfernt, kann es gewinnen.
Das ist die Wahrheit über die Kosten.
Verwenden Sie PM als ernsthaften Kandidaten, wenn mindestens zwei dieser Punkte zutreffen:
Bleiben Sie bei laminiertem Stahl, wenn die meisten der genannten Punkte zutreffen:
Eine unverblümte Version:
Verwenden Sie laminierten Stahl, wenn der magnetische Pfad flach ist. Testen Sie PM, wenn der Magnetpfad räumlich ist.
Nicht perfekt. Nützlich genug.
Das kommt häufig vor.
Ein Team nimmt eine laminierte Statorform, stellt die gleiche Form aus PM her und erwartet dann eine bessere Leistung.
Normalerweise ist das eine Verschwendung von PM.
PM sollte verwendet werden, um die magnetische Architektur zu ändern, nicht nur das Materialetikett. Wenn die Form eine 2D-Laminatform bleibt, behält laminierter Stahl oft seinen Vorteil.
Der Kernverlust ist nicht die Maschine.
Vergleichen Sie:
Ein PM-Kern kann geringere Wirbelstromverluste aufweisen und den Motor dennoch weniger effizient machen.
Das fühlt sich falsch an, bis sich der Kupferverlust zeigt.
PM-Materialien benötigen oft eine höhere Magnetisierungskraft. Das bedeutet einen höheren Strom für den gleichen Zielfluss, es sei denn, die Geometrie kompensiert dies.
Aus diesem Grund funktioniert PM am besten, wenn die Freiheit der Form etwas zurückgibt.
Kürzere Flusswege. Weniger Streuverluste. Kürzere Wicklung. Weniger Verbindungen. Bessere Verpackung.
Ohne einen dieser Vorteile ist eine geringere Durchlässigkeit schwer zu verteidigen.
“Eine ”hohe Frequenz" reicht nicht aus.
Fragen Sie, welche Frequenz wichtig ist:
Der Kern kann mehrere davon auf einmal sehen.
Ein sauberer 1-kHz-Materialtest ist nicht für jeden Hochgeschwindigkeitsmotor geeignet.
Ein geringerer Wirbelstromverlust bedeutet nicht automatisch eine niedrigere Temperatur.
Die PM-Dichte, die Isolierschichten, das Bindemittelsystem, die Beschichtung, die Bauteildicke und die Montagemethode beeinflussen den Wärmefluss. Ein kompaktes PM-Teil kann Wärme dort einschließen, wo ein laminierter Stapel sie verteilen würde.
Die thermische Modellierung sollte nicht erst nach dem elektromagnetischen Entwurf erfolgen.
Sie gehört in den ersten Vergleich.
Axialflussmotoren benötigen oft kompakte Magnetpfade und kurze axiale Rücklaufstrukturen. PM kann helfen, Zähne, Pole oder Statorabschnitte zu formen, die sich nicht einfach aus flachen Blechen herstellen lassen.
PM ist bei axialem Fluss nicht immer besser. Aber es lohnt sich oft, sie zu modellieren.
Transversalflussmaschinen sind einer der klarsten PM-Kandidaten, da ihre magnetischen Pfade oft dreidimensional sind. Laminierte Lösungen können segmentiert und montageintensiv werden.
Wenn sich der Fluss um die Wicklung herum bewegt und nicht nur über einen flachen Statorstapel, verdient PM Aufmerksamkeit.
Krallenförmige Pole sind für herkömmliche Lamellenstapel ungünstig. PM kann Krallen- und Polmerkmale natürlicher und mit weniger separaten Magnetteilen bilden.
Der Nutzen ist nicht nur elektromagnetisch. Er kann auch eine Vereinfachung der Montage sein.
Kleine Aktuatoren haben oft einen begrenzten Bauraum und komplexe Flussrückführungen. PM kann dazu beitragen, den magnetischen Pfad in weniger Teile zu integrieren, insbesondere wenn die Reaktionsgeschwindigkeit oder die Wechselstromerregung wichtig sind.
Bei Induktoren, Drosseln und kompakten magnetischen Komponenten, die bei höheren Frequenzen arbeiten, kann PM Wirbelstromeffekte reduzieren und gleichzeitig geformte magnetische Pfade ermöglichen.
Der Handel bleibt Durchlässigkeit und thermisches Verhalten.
Immer.
Manchmal ist die beste Antwort nicht PM oder laminierter Stahl.
Es ist beides.
Ein laminiertes Profil kann starken planaren Fluss aufnehmen. Ein PM-Profil kann einen 3D-Rücklaufpfad, ein lokales Zahnmerkmal oder einen komplexen Fluss in der Endregion aufnehmen.
Hybride Kerne sind weniger ordentlich zu beschreiben. Das bedeutet nicht, dass sie schwach sind.
Echte Maschinen belohnen oft gemischte Lösungen.
Bevor Sie sich für PM statt für laminierten Stahl entscheiden, sollten Sie beide Optionen unter Bedingungen testen, die dem realen Gerät nahe kommen.
Verwenden Sie diese Checkliste:
| Prüfling | Warum das wichtig ist |
|---|---|
| Reale Stromwellenform | Sinusförmige Prüfungen können Oberschwingungen des Wechselrichters übersehen |
| Vollständiges Frequenzspektrum | Kernverluste können durch kleinere Schleifen und Restwelligkeit entstehen |
| Flussdichtekartierung | Lokale Sättigung kann den Sieger bestimmen |
| Temperaturanstieg | Verlust ist nur sinnvoll, wenn Wärme entweichen kann |
| Magnetisierungsstrom | PM benötigt möglicherweise mehr Strom für den gleichen Fluss |
| Drehmoment- oder Kraftausgabe | Materieller Gewinn muss zu Gerätegewinn werden |
| Wicklungswiderstand | Kürzere Wicklungen können PM rechtfertigen |
| Empfindlichkeit des Montagespalts | Laminierte Segmente und PM-Verbindungen bergen Risiken |
| Dichte- und Maßkontrollen | PM-Eigenschaften hängen von der Prozesssteuerung ab |
| Reproduzierbarkeit über Proben | Eine gute PM-Probe ist kein Beweis für Produktionsstabilität |
Ein guter Prototypenvergleich sollte nicht die Frage stellen: “Welches Kernmaterial hat den geringeren Verlust?”
Die Frage sollte lauten: “Welches komplette Gerät liefert die erforderliche Leistung bei niedrigerer Temperatur, geringeren Kosten oder geringerer Größe?”
Das ist das Ergebnis, dem man vertrauen kann.
Hier ist der praktische Weg zu entscheiden.
Das Design ist konventionell, planar und bereits effizient.
Das bedeutet einen gewöhnlichen Radialfluss, einen transformatorähnlichen Fluss, eine moderate Frequenz, eine hohe Flussdichte und keine größeren Montageprobleme aufgrund des Blechpakets.
Laminierter Stahl ist in dieser Situation keine alte Technologie.
Es ist das richtige Werkzeug.
Das Design ist kompakt, räumlich, hochfrequent oder in der Montage eingeschränkt.
Das bedeutet 3D-Fluss, axiale oder transversale Pfade, Klauenpole, kurze Wicklungsmöglichkeiten, schwierige Blechsegmentierung oder Kernverluste durch Oberwellen und Welligkeit.
PM verdient seinen Platz, wenn die Geometrie Werte schafft.
Nicht, wenn es einfach in ein lamellenförmiges Teil umgewandelt wird.
Eine Region wünscht sich hochdurchlässigen, ebenen Stahl, eine andere Region möchte 3D-Flussfreiheit.
Viele Maschinen sind nicht rein lehrbuchmäßig geformt. Ein gemischter Magnetkern kann praktischer sein, als ein einziges Material für jede Aufgabe zu erzwingen.
Laminierte Stahlkerne werden aus gestapelten isolierten Blechen hergestellt. PM-Weichmagnetkerne werden aus isolierten, in Form gepressten Magnetpulverteilchen hergestellt. Bei laminiertem Stahl werden Wirbelströme zwischen den Blechen kontrolliert. PM steuert sie auf Partikelebene.
Nur bei bestimmten Konstruktionen. PM ist besser, wenn der magnetische Pfad dreidimensional, kompakt oder hochfrequent genug ist, dass Wirbelstromkontrolle und Formfreiheit wichtig sind. Laminierter Stahl ist in der Regel besser für konventionelle planare Flusspfade geeignet.
Verwenden Sie PM, wenn es einen echten Designvorteil bietet: 3D-Flusspfade, kürzere Endwicklungen, weniger Magnetverbindungen, weniger Montageaufwand oder ein besseres Hochfrequenz-Verlustverhalten. Verwenden Sie PM nicht, nur weil es fortschrittlicher klingt.
Das kann sein. PM wird attraktiver, wenn der Motor eine hohe elektrische Frequenz, starke Oberwellen oder eine lokale Flusswelligkeit aufweist, die hohe Wirbelstromverluste in den Lamellen verursacht. Eine geringere Permeabilität kann jedoch den Strom erhöhen, so dass der gesamte Motorverlust überprüft werden muss.
Es gibt keinen einheitlichen Grenzwert. Unterhalb von ein paar hundert Hertz bleibt laminierter Stahl oft stabil. Ab mehreren hundert Hertz bis in den Kilohertz-Bereich wird PM interessanter, insbesondere wenn der Flusspfad dreidimensional ist oder die Wellenform starke Oberwellen aufweist.
Eine geringere Permeabilität bedeutet, dass der Kern möglicherweise mehr Magnetisierungskraft benötigt, um die gleiche Flussdichte zu erreichen. Das kann den Strom und den Kupferverlust erhöhen. Wenn PM die Länge der Wicklung, die Leckage oder die Anzahl der Teile nicht reduziert, kann dieser Nachteil den Vorteil des Wirbelstroms überwiegen.
Manchmal, aber er muss sich bewähren. Ein Standard-Radialfluss-Stator ist in der Regel gut auf Lamellenpakete abgestimmt. PM ist nur dann sinnvoll, wenn es das Gesamtdesign durch Geometrie, Hochfrequenzverhalten, Reduzierung der Baugruppe oder Verpackung verbessert.
PM ist bei Axialflussmotoren oft eine Überlegung wert, da die Geometrie kompakte und multidirektionale Flusspfade beinhalten kann. Abhängig von der Flussdichte, der Kühlung, den Kosten und der Produktionsmethode können laminierte oder hybride Lösungen jedoch den Vorzug erhalten.
Sie kann, aber nicht automatisch. PM kann die Kosten senken, wenn Teile wegfallen, Montageschritte eingespart werden, die Bearbeitung reduziert oder Wicklungen verkürzt werden. Es kann die Kosten erhöhen, wenn die Werkzeuge teuer sind, das Volumen gering ist oder das PM-Teil das Design nicht vereinfacht.
Testen Sie Kernverluste, Magnetisierungsstrom, Kupferverluste, Flussdichte, Temperaturanstieg, Drehmoment- oder Kraftleistung, Wiederholbarkeit der Abmessungen und herstellbare Dichte. Die endgültige Entscheidung sollte auf der Gesamtleistung des Geräts beruhen, nicht nur auf den Materialdaten.