Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

Ein Auffächern der Kaschierung tritt in der Regel auf, wenn die einzelnen Bogen nicht als Stapel kontrolliert werden. Die Hauptursachen sind Gratbildung, schlechtes Spiel der Führungsstifte, ungleichmäßiger Druck, unterschiedliche Ebenheit der Bleche, Abnutzung der Halterung, instabile Übergabe und unzureichende Fixierung vor dem Zusammenfügen.
Die zuverlässigste Lösung ist nicht eine größere Klammer. Es ist ein kontrollierter Stapelungsprozess:
Ein guter Laminierstapel sollte ausgerichtet bleiben, wenn er die Vorrichtung verlässt, und nicht nur, wenn er darin eingeschlossen ist.
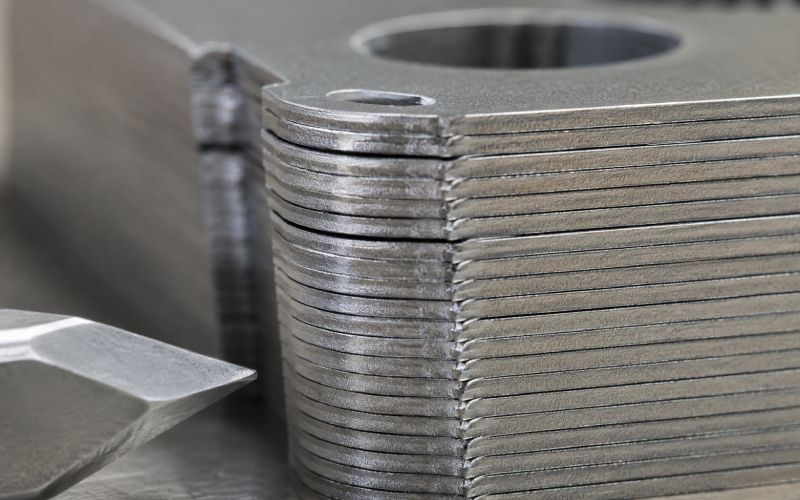
Lamination Fanning ist das Ausbreiten, Öffnen oder ungleichmäßige Treten von einzelne Lamellen in einem gestapelten Kern.
Er tritt häufig an der Außenkante, der Innenbohrung, dem Schlitzbereich, den Zahnspitzen oder an einer Seite des Stapels auf. Manchmal ist der Fehler offensichtlich. Manchmal ist er erst sichtbar, nachdem der Stapel gestaucht, gelöst, geschweißt, geklebt, transportiert oder in das nächste Bauteil eingebaut wurde.
Bei einem sauberen Laminatstapel verhalten sich die Blätter wie ein kontrollierter Körper. Bei einem aufgefächerten Stapel verhalten sich die Bleche wie lose Platten mit eigener Bewegung.
Das ist das eigentliche Problem.
Der Stapel kann immer noch die richtige Anzahl von Lamellen enthalten. Er kann sogar an einer Stelle die Stapelhöhe einhalten. Wenn die Lagen jedoch nicht gleichmäßig sitzen und ausgerichtet sind, kann das fertige Teil eine schlechte Maßwiederholbarkeit, eine instabile Luftspaltgeometrie, eine ungleichmäßige Verbindungsqualität oder eine beschädigte Isolierung zwischen den Lamellen aufweisen.
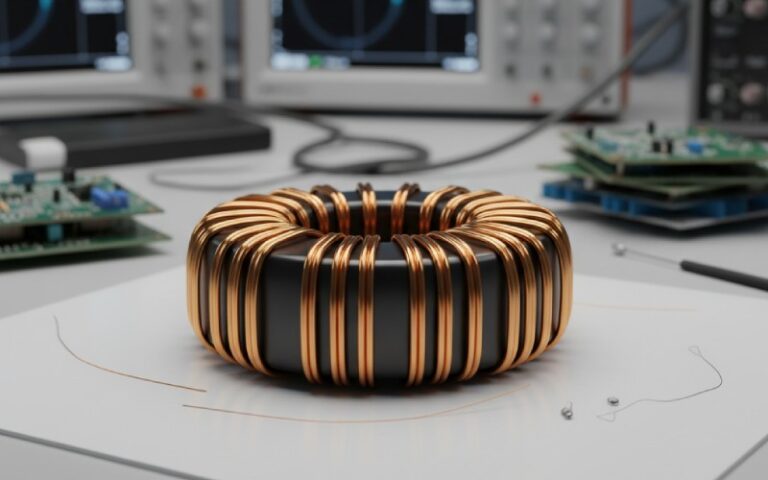
Lamellenstapel werden verwendet, weil dünne isolierte Bleche helfen, das magnetische Verhalten zu kontrollieren und unerwünschte Strompfade durch den Kern zu reduzieren. Der Stapel muss auch mechanische Anforderungen erfüllen: Höhe, Rechtwinkligkeit, Konzentrizität, Schlitzausrichtung, Bohrungsgenauigkeit und Passgenauigkeit mit Wellen, Gehäusen, Wicklungen oder Gegenbaugruppen.
Wenn es zu einer Auffächerung oder einem Versatz kommt, können mehrere Mängel auftreten:
Fächern ist nicht nur ein optisches Problem. Es ist oft ein Zeichen dafür, dass der Stapel nicht stabil genug für den nächsten Prozess ist.
Ein Stapel, der nur im Inneren der Halterung gerade aussieht, ist noch kein stabiler Stapel.
| Ursache | Was Sie sehen können | Warum es Fanning erzeugt | Beste Kontrollmethode |
|---|---|---|---|
| Gratablagerung | Eine Kante öffnet sich oder die Stapelhöhe variiert | Grate wirken wie kleine Keile zwischen den Blättern | Kontrolle der Abnutzung des Stanzwerkzeugs und Überprüfung der Grathöhe |
| Gemischte Gratrichtung | Zufällige Lücken oder unvorhersehbare Neigung | Platten sitzen von Lage zu Lage unterschiedlich | Definition und Kontrolle der Laminierungsausrichtung |
| Schlechter Sitz der Führungsstifte | Rotationsdrift oder Lochkratzen | Zu viel Spiel lässt Bewegung zu, zu wenig verursacht Bindung | Überprüfung des Stiftspiels durch Fallverhalten und Ausrichtung nach dem Loslassen |
| Abnutzung der Halterung | Defekt tritt nach vielen guten Chargen auf | Verschlissene Führungen lassen sich nicht mehr reproduzierbar lokalisieren | Festlegen von Inspektionsintervallen und Verschleißgrenzen für Vorrichtungen |
| Ungleichmäßige Kompression | Eine Seite sitzt vor der anderen | Nicht-parallele Kraft erzeugt keilförmige Stapel | Überprüfung der Plattenparallelität und der Ebenheit der Auflagefläche |
| Variation der Ebenheit des Blechs | Wellen, Felsen oder Öffnungen stapeln | Verzerrte Platten sitzen nicht gleichmäßig | Vor dem Stapeln die Ebenheit prüfen |
| Trümmer oder Öl | Zufällige lokale Lücken | Partikel oder Filme verändern den Kontakt von Schicht zu Schicht | Reinigen von Laminaten, Stiften, Tabletts und Einbautaschen |
| Hohe Stapelgeschwindigkeit | Obere Schichten rotieren oder hüpfen | Stöße und Erschütterungen lassen Blätter laufen | Verringerung der Fallhöhe und Kontrolle der Vorschubbewegung |
| Schwache Unterstützung bei der Übertragung | Stapeln der Fans nach Verlassen des Spielfelds | Schichten bewegen sich vor der endgültigen Verbindung oder Montage | Verwendung von Schalen, Hülsen, Seitenstützen oder vorübergehender Kompression |
| Beitritt bei Instabilität | Geschweißte, geklebte oder genietete Stapelschlösser im Defekt | Versatz wird im endgültigen Kern fixiert | Fügen Sie nur, wenn der Stapel vollständig eingespannt ist. |
Viele Fehler beim Laminieren von Stapeln beginnen, bevor der erste Bogen die Stapelvorrichtung berührt.
Wenn die eingehenden Laminate uneinheitlich sind, muss der Stapelprozess mit Graten, Welligkeit, Beschichtungsschäden, Maßabweichungen und Verunreinigungen kämpfen. Manchmal gelingt das eine Zeit lang. Dann kehrt der Fehler zurück.
Beginnen Sie mit dem Blatt.
Grate sind eine der häufigsten Ursachen für das Auffächern von Laminaten. Ein Grat mag auf einem Blatt klein aussehen, aber über Hunderte von Schichten hinweg kann er einen messbaren Höhenunterschied erzeugen.
Grate können auch die Isolierung zerkratzen, den Sitz beeinträchtigen und unerwünschten Kontakt zwischen benachbarten Blechen herstellen.
Kontrollpunkte:
Ein Gratproblem ist in der Laminierungsphase leichter zu lösen als nach dem Zusammenpressen des Stapels.
Die Richtung des Grats sollte nicht von der Erinnerung des Bedieners oder der zufälligen Handhabung des Bogens abhängen.
Bei einigen Stapeln können alle Grate in dieselbe Richtung zeigen. Bei anderen kann eine kontrollierte Abwechslung oder Rotation verwendet werden. Die richtige Wahl hängt von der Konstruktion des Teils, der Verbindungsmethode, den magnetischen Anforderungen und dem Montageverfahren ab.
Das Wichtigste ist die Wiederholbarkeit.
Eine schlechte Kontrolle sieht so aus:
Das führt zu einem Chaos bei der Fehlersuche.
Bessere Kontrolle:
Die zufällige Ausrichtung erschwert die Verfolgung von Defektmustern, da Gratrichtung, Beschichtungsseite und Sitzverhalten nicht mehr kontrollierbare Variablen sind.
Schwankungen in der Ebenheit können zu Fächern führen, selbst wenn die Grate akzeptabel sind.
Eine leicht verbogene Schicht mag eine schnelle Maßkontrolle bestehen, aber mit vielen anderen gestapelt, kann sie eine Federkraft innerhalb des Stapels erzeugen. Nachdem die Kompression aufgehoben wurde, versuchen diese Schichten, sich zu erholen. Der Stapel öffnet sich.
Prüfen Sie auf:
Verlassen Sie sich nicht nur auf die endgültige Stapelhöhe. Ein Stapel kann die Höhe einhalten und trotzdem Eigenspannung speichern.
Kleine Partikel sind wichtig. Ein Span, eine Beschichtungsflocke, ein Staubklumpen oder ein Ölfleck kann Schichten auseinanderhalten.
Reinheitskontrollen sollten mehr als nur die Laminierung selbst betreffen:
Saubere Teile, die in eine verschmutzte Halterung eingelegt werden, sind keine sauberen Teile mehr.
Beim Stapeln werden nicht einfach nur Blätter aufeinander gelegt. Es ist ein kontrollierter Sitzvorgang.
Ein stabiler Prozess kontrolliert normalerweise drei Dinge gleichzeitig:
Ist eine davon schwach, kann es später zu Fächern kommen.
Der Bogen sollte in den Stapel einlaufen, ohne dass er abprallt, schabt oder seitlich anstößt.
Häufige Probleme sind:
Bessere Praxis:
Ein Stapel kann zu driften beginnen, lange bevor der Defekt von der Seite sichtbar ist.
Bei größeren Stapeln kann die Endverdichtung allein kleine Lagenverschiebungen nicht ausgleichen. Der untere Teil des Stapels kann sich bereits in einem schlechten Zustand befinden.
Ein gestaffelter Ablauf ist sicherer:
Dies ist in der realen Produktion nicht immer langsamer. Es reduziert oft Nacharbeit, Sortierung und nachgelagerte Reklamationen.
Das Seitenladen ist ein leiser Fehlerverursacher.
Das passiert, wenn ein Bediener den Stapel gegen eine Wand stößt, wenn ein Anleger das oberste Blatt anstößt, wenn ein Stift leicht angewinkelt ist oder wenn eine Einhängetasche auf einer Seite zu eng ist.
Zu den Symptomen gehören:
Wenn die Ausrichtung vom Einklopfen des Stapels abhängt, ist der Prozess nicht stabil.
Führungsstifte sind nützlich, aber sie können ein schlechtes Verfahren nicht retten.
Ein Führungsstift sollte die Laminierung leichtgängig positionieren. Er sollte nicht am Loch kratzen, das Blech nicht verbiegen, die Schichten nicht nach oben ziehen und keine Kraft zum Laden erfordern.
Bei zu viel Spiel kann sich jede Schicht leicht drehen oder verschieben. Der Fehler kann pro Schicht gering sein, aber er kann sich summieren.
Sie können sehen:
Ein zu geringer Abstand schafft ein weiteres Problem. Die Kaschierung kann sich aufhängen, abkratzen oder sich unter Belastung setzen.
Sie können sehen:
Für den richtigen Abstand gibt es keine allgemeingültige Zahl. Er hängt von der Toleranz der Laminierungsmerkmale, dem Zustand der Beschichtung, der Grathöhe, der Blechdicke, der Stapelhöhe, der Bezugsstrategie und davon ab, ob die Beladung manuell oder automatisch erfolgt.
Eine praktische Validierungsmethode ist besser als eine Vermutung:
| Validierungsprüfung | Gutes Zeichen | Warnzeichen |
|---|---|---|
| Verhalten beim Fallenlassen von Blättern | Die Kaschierung fällt sanft ab und sitzt flach | Die Platte hängt, kippt oder muss geklopft werden |
| Zustand des Lochs | Keine sichtbaren Kratzer | Kratzer oder Beschichtungsschäden in der Nähe der Führungslöcher |
| Stapel nach der Freigabe | Ausrichtung bleibt stabil | Stapel verschiebt sich, wenn Stifte entfernt werden |
| Reproduzierbarkeit | Ähnliche Ergebnisse in allen Chargen | Ausrichtungsänderungen nach Partie oder Bediener |
| Pin-Inspektion | Durchmesser und Geradheit bleiben innerhalb der Kontrollgrenzen | Abnutzung, Verbiegung, Anhäufung oder Riefenbildung erscheinen |
Das Inventar nutzt sich langsam ab, so dass die Leute es nicht mehr bemerken.
Für Führungsstifte, Taschen, Anschläge, Seitenplatten und Grundflächen sollten definierte Prüfintervalle gelten. Nicht nur “prüfen, wenn schlechte Teile auftauchen”. Das ist zu spät.
Die Abnutzung von Vorrichtungen zeigt sich oft als:
Der Stapel ist schuld. Die Halterung hat es getan.
Nicht immer. Oft genug.
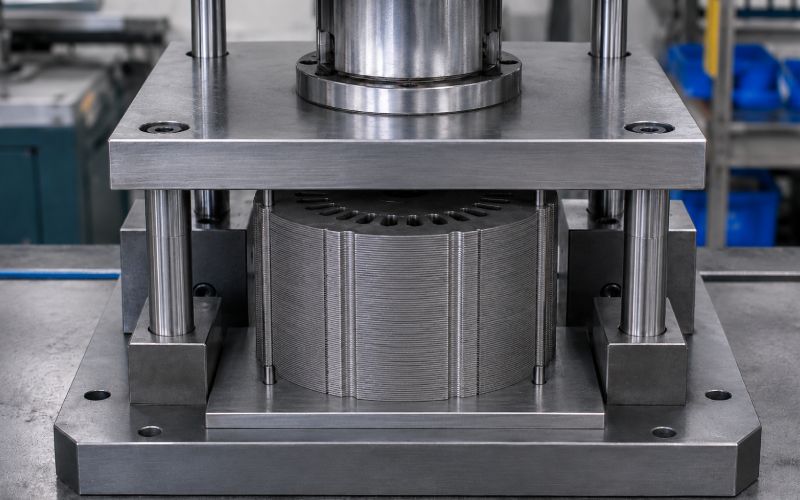
Die Kompression sollte den Stapel gleichmäßig zusammenpressen. Sie sollte den Stapel nicht bis zum vorübergehenden Gehorsam quetschen.
Drei Variablen sind am wichtigsten:
Bei zu geringem Druck können Lücken bleiben. Zu viel Druck kann die Isolierung beschädigen, den Gratkontakt verstärken, dünne Teile verformen oder Spannungen einschließen.
Der richtige Druck sollte durch das Stapelverhalten bestätigt werden:
Eine nicht parallele Pressfläche kann auch bei hohem Druck eine Auffächerung erzeugen.
Wenn eine Seite des Stapels zuerst sitzt, kann die gegenüberliegende Seite offen bleiben. Mehr Druck kann den sichtbaren Spalt verringern, aber der Stapel kann nach dem Loslassen immer noch zurückspringen.
Prüfen:
Eine einzelne Höhenmessung ist nicht ausreichend. Messen Sie rund um den Stapel.
Einige Stapel benötigen eine kurze Verweilzeit unter Druck, um sich vor dem Fügen oder Lösen zu beruhigen. Dies gilt insbesondere, wenn der Stapel viele dünne Schichten, Beschichtungsvariationen oder Klebematerialien enthält.
Die Verweilzeit sollte definiert und nicht geschätzt werden.
Zu kurz, und der Stapel kann sich entspannen. Ist er zu lang, verlangsamt sich die Produktion ohne Nutzen. Die Antwort liegt in der Überprüfung der Wiederholbarkeit.
Die Verbindungsmethode bestimmt, ob der Stapel nach der Komprimierung ausgerichtet bleibt.
Unterschiedliche Methoden bergen unterschiedliche Risiken.
| Verfahren zum Verbinden | Ausrichtung Nutzen | Hauptrisiko | Kontrolle Empfehlung |
|---|---|---|---|
| Interlocking | Schnell und wiederholbar, wenn das Werkzeug stabil ist | Progressive Drift oder lokale Belastung | Überwachung der Verriegelungsposition und der Rechtwinkligkeit des Stapels |
| Schweißen | Starker mechanischer Halt | Wärmeverformung, Kantenzug oder örtliche Einwirkung auf die Isolierung | Spannen Sie nahe am Schweißbereich und kontrollieren Sie die Schweißfolge |
| Verkleben | Unterstützt viele Schichten über eine größere Fläche | Schlupf vor der Aushärtung oder ungleichmäßige Klebedicke | Zurückhaltung während der Aushärtung und Kontrolle der Beschichtungs- oder Klebstoffmenge |
| Nieten | Einfache mechanische Rückhaltung | Nietkraft kann Schichten verschieben | Die Kraft symmetrisch aufbringen und die Ausrichtung der Löcher überprüfen |
| Stanzen oder Klemmen | Nützlich für bestimmte Kernstile | Der Stapel kann sich entspannen, wenn sich die Zurückhaltung ändert | Vorspannkraft festlegen und nach Freigabe erneut prüfen |
| Lose Stapel vor der Endmontage | Flexibel für einige Prozesse | Hohes Transfer- und Handhabungsrisiko | Verwendung von Ärmeln, Schalen oder vorübergehender Kompression |
Die Verbindungsmethode sollte nicht nur deshalb gewählt werden, weil sie einfach zu machen ist. Sie muss der Stapelhöhe, der Laminatdicke, den Maßtoleranzen, den magnetischen Anforderungen und der nachfolgenden Montage entsprechen.
Ein Stapel sollte zusammengefügt werden, solange er noch korrekt eingespannt ist. Ihn erst freizugeben und dann zu versuchen, die Ausrichtung wiederherzustellen, birgt die Gefahr von Abweichungen.
Viele Laminatstapel sind an der Stapelstation in Ordnung und an der nächsten Station schlecht.
Das heißt, der Fehler ist nicht nur ein Stapelfehler. Es ist ein Übertragungsfehler.
Das Risiko ist am höchsten, wenn:
Übertragungskontrollen können einfach sein:
Wenn nach der Bewegung eine Auffächerung auftritt, verstellen Sie die Stapelvorrichtung nicht weiter. Beobachten Sie die Übergabe.
| Symptom | Wahrscheinlichste Ursache | Was ist zuerst zu prüfen? | Abhilfemaßnahmen |
|---|---|---|---|
| Eine Seite öffnet sich nach dem Auslösen der Vorrichtung | Ungleichmäßige Kompression, Gratbildung oder Widerstand beim Lösen der Halterung | Plattenparallelität, Gratrichtung, Stiftentriegelung | Einstellung der Kompression und Überprüfung der Gratkontrolle |
| Schlitzausrichtung driftet, während die Bohrung akzeptabel aussieht | Falscher Bezugspunkt oder zu großes Verdrehspiel | Bezugsstrategie und Führungszapfenpassung | Richten Sie sich nach funktionalen Merkmalen aus, nicht nur nach praktischen Löchern |
| Obere Schichten drehen sich beim Stapeln | Hohe Ladegeschwindigkeit, lose Stifte oder Vibrationen | Fallhöhe, Vorschubbewegung, Stiftspiel | Geringere Auswirkungen und strengere Prozesskontrolle |
| Stapelhöhe variiert um den Umfang | Grate, Verunreinigungen, nicht paralleles Pressen, verzogene Bleche | Multi-Punkt-Höhenmessung | Prozess reinigen, Grate prüfen, Presse richtig einstellen |
| Fanning erscheint erst nach der Übertragung | Schwache Unterstützung bei der Handhabung | Transfertablett, Hebemethode, vorübergehende Rückhaltung | Seitenstütze hinzufügen oder Kompression beibehalten |
| Fehlerzunahme über den Produktionslauf | Verschleiß der Spannvorrichtung oder des Werkzeugs | Stiftdurchmesser, Taschenverschleiß, Zustand der Schneide | Verschlissene Komponenten austauschen und Inspektionsintervall zurücksetzen |
| Zwischen den Schichten entstehen zufällige Lücken | Schmutz, Öl, gemischte Blätter oder Abweichungen in der Ebenheit | Sauberkeit und Eingangskontrolle | Bessere Lagerung, Reinigung und Trennung der Partien |
| Stapelverschiebungen beim Schweißen oder Kleben | Der Zusammenschluss beginnt, bevor der Stapel stabil ist | Lage der Klammern und Reihenfolge der Verbindungen | Verbinden Sie sich, während Sie gefesselt sind, und kontrollieren Sie die Wärme- oder Heilungsbewegung |
| Bleche kratzen beim Laden | Stifte zu fest, verschmutzt oder falsch ausgerichtet | Sauberkeit der Stifte, Geradheit, Oberflächenbeschaffenheit | Stifte reinigen, polieren, ersetzen oder in der Größe anpassen |
| Stapel besteht die Höhenprüfung, aber die Montage schlägt fehl | Falscher Messort oder verdeckte Neigung | Höhe an mehreren Punkten und funktionaler Bezugspunkt | Rundlauf-, Rechtwinkligkeits- oder Schlitzpositionsprüfung hinzufügen |
Ein stabiler Prozess sollte diese Fragen eindeutig beantworten:
Wenn sich diese Antworten je nach Schicht, Bediener, Charge oder Vorrichtung ändern, ist der Prozess noch nicht standardisiert.
Und ja, einige Probleme mit dem Auffächern verschwinden, wenn man langsam vorgeht und jedes Mal die gleiche Methode anwendet. Das klingt zu einfach. Es passiert trotzdem.
Manchmal ist das Auffächern nicht nur ein Produktionsproblem. Das Design des Stapels oder der Beschaffungsweg können den Prozess zu empfindlich machen.
Eine Überprüfung des Design- oder Lieferantenprozesses ist sinnvoll, wenn:
Bei kundenspezifischen Blechpaketen, Prototypen oder wiederkehrenden Ausrichtungsfehlern sollte die Überprüfung die Blechgeometrie, die Gratrichtung, die Auswahl der Bezugspunkte, die Stapelhöhe, das Vorrichtungskonzept, die Verdichtungsmethode, die Fügefolge und die Transfersicherung umfassen.
Es kann hilfreich sein, nur einen Punkt zu reparieren. Wenn Sie das Falsche reparieren, verschwenden Sie Zeit.
| Prozessphase | Kritische Kontrolle | Inspektionsmethode | Reaktionsplan |
|---|---|---|---|
| Gestanzte oder geschnittene Laminate | Grathöhe und Ebenheit | Gratlehre, visuelle Kantenkontrolle, Ebenheitskontrolle | Verdächtiges Los halten und Werkzeuge prüfen |
| Vorbereitung auf das Stapeln | Orientierung und Sauberkeit | Kontrolle der Tragrichtung, Abwischen der Teile, Reinigung der Vorrichtungen | Teile neu sortieren und Halterung reinigen |
| Laden | Glatter Sitz des Blechs | Beobachtung des Bedieners oder Sichtprüfung | Stoppen Sie, wenn die Blätter hängen, hüpfen oder kratzen |
| Zwischenstapeln | Frühzeitige Erkennung von Drift | Kontrolle der Ausrichtung der oberen Schicht | Erneuter Versuch, bevor der komplette Stack gebaut ist |
| Komprimierung | Höhe und Parallelität | Mehrpunkt-Höhenkontrolle | Druck, Verweilzeit oder Walzeneinstellung anpassen |
| Beitritt zu | Stabilität unter Zurückhaltung | Kontrolle der Ausrichtung nach dem Zusammenfügen | Überprüfung der Klammer- und Verbindungsreihenfolge |
| Spielplan-Freigabe | Rückfederung oder Freigabewiderstand | Sofortige Kontrolle des Seitenspaltes | Prüfen Sie die Stifte, den Auslöseweg und die Richtung des Grats. |
| Übertragung | Stabilität der Handhabung | Kontrolle nach der Übergabe | Tablett, Hülse oder temporäre Kompression hinzufügen |
| Endkontrolle | Funktionelle Ausrichtung | Prüfung von Bohrung, Schlitz, Außendurchmesser, Rechtwinkligkeit oder Rundlauf | Sortieren, eindämmen und Ursachen aufspüren |
Unter Auffächern versteht man das Öffnen, Spreizen oder ungleichmäßige Abstufen einzelner Blätter in einem Laminierstapel. Es tritt in der Regel an der Stapelkante, in der Bohrung, im Schlitzbereich oder nach dem Lösen des Stapels aus der Halterung auf.
Die häufigsten Ursachen sind Gratbildung, ungleiche Gratrichtung, schlechtes Spiel der Führungsstifte, verschlissene Spannvorrichtungen, ungleichmäßiger Druck, unterschiedliche Ebenheit des Blechs, Verunreinigungen, hohe Ladegeschwindigkeit und schwache Unterstützung während des Transfers.
Grate erzeugen hohe Stellen zwischen den Schichten. Bei vielen Lagen können diese Erhebungen wie Keile wirken und zu Neigung, ungleicher Höhe, Kantenöffnung und schlechtem Sitz führen. Grate können auch die Isolierung zwischen den Lagen beschädigen.
Nicht immer. Die richtige Gratrichtung hängt von der Stapelkonstruktion und dem Verfahren ab. Bei einigen Stapeln wird eine einzige kontrollierte Richtung verwendet, bei anderen wird ein wechselndes oder gedrehtes Muster verwendet. Wichtig ist, dass die Ausrichtung definiert und wiederholt werden muss.
Führungsstifte helfen bei der Kontrolle der Position, aber sie können nicht alle Probleme lösen. Bei hohen Graten, verzogenen Blechen, abgenutzten Stiften, falschem Abstand oder ungleichmäßiger Kompression kann es immer noch zu Fächern kommen.
Es gibt keinen allgemeingültigen Abstandswert. Das Spiel des Führungsstiftes sollte auf der Toleranz der Laminierungsmerkmale, der Grathöhe, dem Zustand der Beschichtung, der Blechdicke, der Stapelhöhe, der Beladungsmethode und dem funktionalen Bezugspunkt basieren. Der Stift sollte das Blech gleichmäßig führen, ohne zu kratzen, zu hängen oder die Lochposition zu erzwingen.
Dies bedeutet in der Regel, dass der Stapel zwar von der Vorrichtung in Position gehalten wurde, aber nicht von selbst stabil war. Mögliche Ursachen sind Rückfederung, Gratbildung, ungleichmäßige Kompression, Ziehen der Stifte, schlechte Fügefolge oder unzureichende Fixierung vor dem Transfer.
Verwenden Sie gestaffeltes Stapeln. Legen Sie eine bestimmte Anzahl von Bögen ein, üben Sie einen leichten Anpressdruck aus, überprüfen Sie die Ausrichtung und wiederholen Sie den Vorgang. Warten Sie nicht, bis der gesamte Stapel aufgebaut ist, bevor Sie die Kontrolle anwenden.
Der Stapel kann sich vor dem Fügen verschoben haben, oder der Fügeprozess kann Hitze, Kraft, Schrumpfung oder Schlupf verursacht haben. Der Stapel sollte während des Schweißens, Klebens, Nietens oder Verriegelns eingespannt bleiben.
Verwenden Sie den Funktionsnullpunkt des Stapels. Je nach Konstruktion kann dies die Bohrung, die Schlitze, der Außendurchmesser, die Vorbohrungen, die Zahnposition oder die Stufengeometrie sein. Die Inspektion kann Gut/Schlecht-Messgeräte, Bildverarbeitungssysteme, Messuhren, Rundlauf- und Rechtwinkligkeitsprüfungen oder Mehrpunkt-Höhenmessungen umfassen.
Beginnen Sie mit fünf Prüfungen: Grathöhe, Gratrichtung, Zustand der Führungsstifte, Parallelität der Presse und Handhabung des Transfers. In diesen Bereichen lassen sich viele häufige Ursachen schnell aufdecken.
Ziehen Sie einen Wechsel der Spannvorrichtung in Betracht, wenn sich Fehler auf derselben Seite wiederholen, die Ausrichtung je nach Station variiert, Bleche beim Laden kratzen, Stifte Verschleiß aufweisen oder sich Stapel nach der Freigabe verschieben, selbst wenn die eingehenden Laminate stabil sind.
Die Kompression kann sichtbare Lücken verringern, aber sie kann nicht immer die Ursachen beheben. Wenn das Problem von Graten, Verunreinigungen, schlechter Ausrichtung, verschlissenen Führungen oder Übertragungsbewegungen herrührt, kann mehr Druck den Defekt vorübergehend verdecken und andere Schäden verursachen.
Ein fähiger Lieferant sollte den gesamten Prozess überprüfen: Qualität des Laminierschnitts, Gratkontrolle, Ausrichtungsmethode, Konstruktion der Spannvorrichtung, Pressreihenfolge, Fügeverfahren und Handhabung zwischen den Arbeitsgängen. Bei kundenspezifischen Stapeln ist diese Überprüfung oft sinnvoller als die isolierte Anpassung einer Toleranz.
Das Auffächern von Lamellen ist selten ein Einzelfehlerproblem. In der Regel handelt es sich um ein Kontrollproblem.
Der Stapel benötigt konsistente Bögen, einen klaren Bezugspunkt, eine saubere Führung, eine rechtwinklige Komprimierung, eine stabile Verbindung und eine geschützte Übertragung. Wenn eines dieser Kriterien nicht erfüllt ist, wird der Stapel vielleicht noch einen Prüfpunkt bestehen. Den nächsten Prozess überlebt er möglicherweise nicht.
Bei wiederholtem Auffächern, falscher Ausrichtung oder instabiler Stapelhöhe ist die gesamte Kette von der Qualität der Laminierkanten bis zur Endverarbeitung zu überprüfen. Dort zeigt sich in der Regel die wahre Ursache.