Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Uitwaaieren bij lamineren gebeurt meestal wanneer afzonderlijke vellen niet als stapel worden gecontroleerd. De belangrijkste oorzaken zijn braamvorming, slechte speling tussen de geleidepennen, ongelijkmatige compressie, variatie in vlakheid van de vellen, slijtage van de opspanning, onstabiele overdracht en zwakke fixatie voor het samenvoegen.
De meest betrouwbare oplossing is niet één grotere klem. Het is een gecontroleerd stapelproces:
Een goede lamineerstapel moet uitgelijnd blijven wanneer hij de opspanning verlaat, niet alleen wanneer hij erin opgesloten zit.
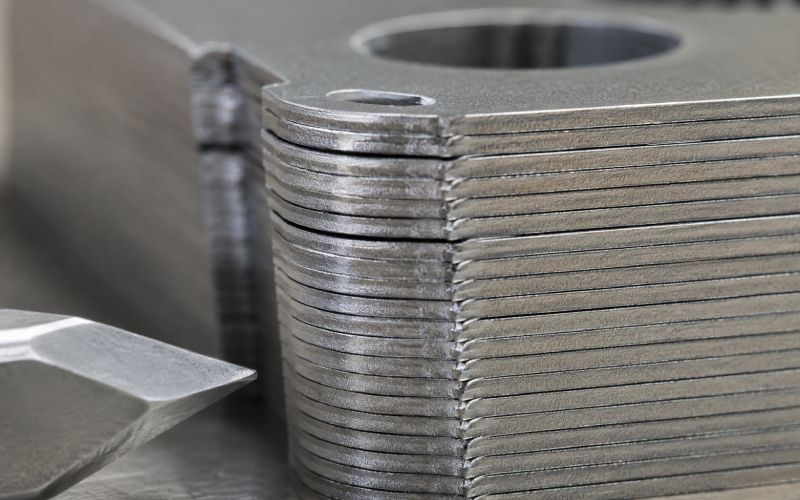
Laminerend uitwaaieren is het spreiden, openen of ongelijkmatig uitwaaieren van individuele lamellen in een gestapelde kern.
Het verschijnt vaak aan de buitenrand, binnenboring, sleufzone, tandpunten of aan één kant van de stapel. Soms is het defect duidelijk zichtbaar. Soms is het pas zichtbaar nadat de stapel is samengedrukt, losgelaten, gelast, gelijmd, getransporteerd of geassembleerd in het volgende onderdeel.
In een schone lamineerstapel gedragen de platen zich als één gecontroleerd lichaam. Bij een uitwaaierende stapel gedragen de platen zich als losse platen met hun eigen beweging.
Dat is het echte probleem.
De stapel kan nog steeds het juiste aantal laminaten bevatten. Het kan zelfs op één plaats voldoen aan de stapelhoogte. Maar als de lagen niet consistent op elkaar liggen en uitgelijnd zijn, kan het uiteindelijke onderdeel een slechte maatvastheid, onstabiele luchtspleetgeometrie, ongelijke verbindingskwaliteit of beschadigde isolatie tussen de laminaten hebben.
Gelamineerde stapels worden gebruikt omdat dunne geïsoleerde platen helpen om het magnetische gedrag onder controle te houden en ongewenste stroompaden door de kern te verminderen. De stapel moet ook voldoen aan mechanische eisen: hoogte, haaksheid, concentriciteit, uitlijning van sleuven, nauwkeurigheid van de boring en pasvorm met assen, behuizingen, wikkelingen of assemblages.
Wanneer uitwaaiering of verkeerde uitlijning optreedt, kunnen er verschillende defecten optreden:
Uitwaaieren is niet alleen een visueel probleem. Het is vaak een teken dat de stapel niet stabiel genoeg is voor het volgende proces.
Een stapel die er alleen binnen de armatuur recht uitziet, is nog geen stabiele stapel.
| Oorzaak | Wat je kunt zien | Waarom het uitwaaiert | Beste controlemethode |
|---|---|---|---|
| Braamvorming | Eén rand gaat open of stapelhoogte varieert | Bramen werken als kleine wiggen tussen de platen | Controleer slijtage van stempelgereedschap en inspecteer de braamhoogte |
| Gemengde braamrichting | Willekeurige openingen of onvoorspelbare kanteling | Vellen zitten verschillend van laag tot laag | Lamineeroriëntatie definiëren en regelen |
| Slechte passing van geleidepennen | Rotatiedrift of gatkrassen | Te veel speling laat beweging toe; te weinig speling veroorzaakt binding | Valideer pinontruiming door valgedrag en uitlijning na vrijgave |
| Bevestigingsslijtage | Defect verschijnt na vele goede batches | Versleten geleiders lokaliseren niet meer herhaalbaar | Inspectie-intervallen van opspanningen en slijtagelimieten instellen |
| Ongelijke compressie | De ene kant zit voor de andere | Niet-parallelle kracht creëert wigvormige stapels | Parallelliteit van de platen en vlakheid van het steunvlak controleren |
| Variatie in vlakheid van de plaat | Stapel golven, rotsen of open | Vervormde vellen zitten niet gelijkmatig | Controleer vlakheid voor het stapelen |
| Puin of olie | Willekeurige lokale gaten | Deeltjes of films veranderen het contact tussen lagen | Laminaten, pennen, trays en opspanbakken reinigen |
| Hoge stapelsnelheid | Bovenste lagen roteren of stuiteren | Schokken en trillingen laten vellen lopen | Verminder de valhoogte en regel de invoerbeweging |
| Zwakke transferondersteuning | Stapel fans na het verlaten van de wedstrijd | Lagen bewegen voor de uiteindelijke verbinding of assemblage | Gebruik trays, hoezen, zijsteunen of tijdelijke compressie |
| Deelnemen terwijl je instabiel bent | Gelaste, gelijmde of geklonken stapelsloten in het defect | Uitlijnfouten worden in de uiteindelijke kern gefixeerd | Alleen verbinden terwijl de stapel volledig is vastgezet |
Veel lamineerstapelfouten beginnen al voordat het eerste vel de stapelopstelling raakt.
Als de inkomende laminaten niet consistent zijn, moet het stapelproces bramen, golvingen, coatingbeschadigingen, dimensionale variatie en vervuiling bestrijden. Soms wint het een tijdje. Dan komt het defect terug.
Begin met het vel.
Bramen zijn een van de meest voorkomende oorzaken van het uitwaaieren van laminaten. Een braam lijkt misschien klein op één vel, maar herhaaldelijk over honderden lagen kan hij een meetbaar hoogteverschil veroorzaken.
Bramen kunnen ook isolatie afschrapen, de passing verstoren en ongewenst contact tussen aangrenzende platen veroorzaken.
Controlepunten:
Een braamprobleem is gemakkelijker op te lossen tijdens het lamineren dan nadat de stapel al op elkaar is geperst.
De richting van de braam mag niet afhankelijk zijn van het geheugen van de operator of van willekeurige hantering van vellen.
Bij sommige stapels kunnen alle bramen in dezelfde richting wijzen. Voor andere kan een gecontroleerde afwisseling of rotatie worden gebruikt. De juiste keuze hangt af van het onderdeelontwerp, de verbindingsmethode, de magnetische vereisten en het assemblageproces.
Wat het belangrijkst is, is herhaalbaarheid.
Slechte controle ziet er als volgt uit:
Dat creëert een puinhoop voor het oplossen van problemen.
Betere controle:
Door de willekeurige oriëntatie zijn defecte patronen moeilijker te traceren omdat de richting van de braam, de kant van de coating en het zitgedrag niet langer gecontroleerde variabelen zijn.
Variatie in vlakheid kan uitwaaiering veroorzaken, zelfs als de bramen acceptabel zijn.
Een licht gebogen laminaat kan een snelle dimensionale controle doorstaan, maar gestapeld met vele andere lagen kan het veerkracht creëren binnen de stapel. Nadat de compressie wordt losgelaten, proberen die lagen zich te herstellen. De stapel gaat open.
Controleer op:
Vertrouw niet alleen op de uiteindelijke stapelhoogte. Een stapel kan aan de hoogte voldoen en toch interne spanning opslaan.
Kleine deeltjes zijn belangrijk. Een splinter, coatingvlok, stofwolk of olievlek kan lagen uit elkaar houden.
Reinheidscontroles moeten meer omvatten dan alleen het lamineren zelf:
Schone onderdelen die in een vuile armatuur worden geplaatst, zijn niet langer schone onderdelen.
Stapelen is niet gewoon vellen op elkaar leggen. Het is een gecontroleerde plaatsing.
Een stabiel proces regelt meestal drie dingen tegelijk:
Als een van deze zwak is, kan er later uitwaaiering optreden.
Het vel moet de stapel ingaan zonder te stuiteren, te schrapen of tegen de zijkant te stoten.
Veel voorkomende problemen zijn onder andere:
Een betere praktijk:
Een stapel kan gaan drijven lang voordat het defect vanaf de zijkant zichtbaar is.
Bij hogere laminaatstapels kan eindcompressie alleen kleine laagverschuivingen niet corrigeren. Het onderste deel van de stapel kan al in een slechte staat zijn.
Een gefaseerde volgorde is veiliger:
Dit is niet altijd langzamer in de echte productie. Het vermindert vaak herbewerking, sortering en klachten stroomafwaarts.
Zijwaarts laden is een stille defectmaker.
Dit gebeurt als een operator de stapel tegen een muur duwt, als een invoerapparaat tegen het bovenste vel duwt, als een pin een beetje scheef staat of als een inlegvak aan één kant te strak is.
Symptomen zijn onder andere:
Als de uitlijning afhankelijk is van het op zijn plaats tikken van de stapel, is het proces niet stabiel.
Geleidepennen zijn nuttig, maar ze kunnen een slecht proces niet redden.
Een geleidepen moet het lamineren soepel laten verlopen. Hij mag niet over het gat schrapen, de plaat niet buigen, geen lagen omhoog trekken en geen kracht nodig hebben om te laden.
Te veel speling zorgt ervoor dat elke laminaatlaag iets kan draaien of verschuiven. De fout kan klein zijn per laag, maar kan zich opstapelen.
Je kunt het zien:
Te weinig speling creëert een ander probleem. Het laminaat kan gaan hangen, schrapen of onder spanning gaan zitten.
Je kunt het zien:
De juiste speling is geen universeel getal. Het hangt af van de lamineertolerantie, coatingtoestand, braamhoogte, plaatdikte, stapelhoogte, nulpuntstrategie en of het laden handmatig of automatisch gebeurt.
Een praktische validatiemethode is beter dan gissen:
| Validatiecontrole | Goed teken | Waarschuwingsteken |
|---|---|---|
| Gedrag bij vellen laten vallen | Laminering valt soepel en zit vlak | Blad hangt, kantelt of moet worden aangetikt |
| Conditie gat | Geen zichtbaar schrapen | Krassen of beschadiging van de coating in de buurt van geleidingsgaten |
| Stapel na vrijgave | Uitlijning blijft stabiel | Stapel verschuift wanneer pinnen worden verwijderd |
| Herhaalbaarheid | Vergelijkbare resultaten voor alle batches | Wijzigingen in uitlijning door partij of operator |
| Inspectie van pennen | Diameter en rechtheid blijven binnen de controlegrenzen | Slijtage, verbuiging, opbouw of kerven verschijnen |
Armaturen slijten langzaam, zodat mensen ze niet meer opmerken.
Geleidepennen, pockets, aanslagen, zijplaten en basisoppervlakken moeten met vaste inspectie-intervallen worden geïnspecteerd. Niet alleen “controleren als er slechte onderdelen verschijnen”. Dat is te laat.
Bevestigingsslijtage is vaak zichtbaar als:
De schoorsteen krijgt de schuld. De armatuur heeft het gedaan.
Niet altijd. Vaak genoeg.
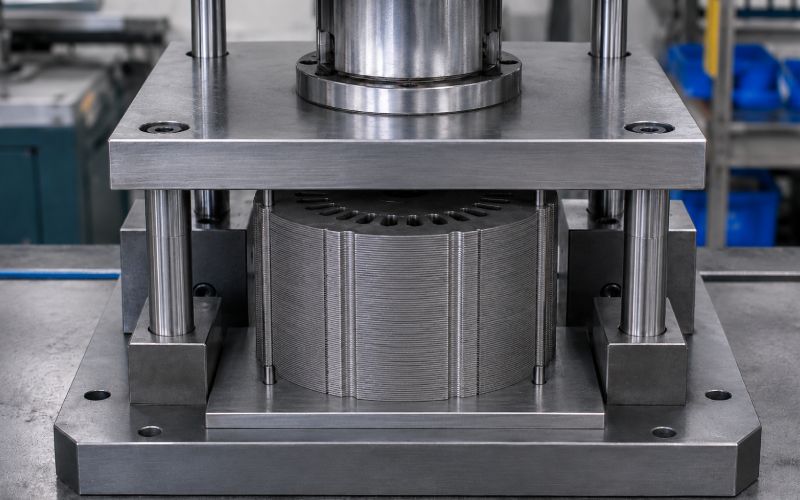
De compressie moet de stapel gelijkmatig op zijn plaats houden. Het mag de stapel niet verpletteren tot tijdelijke gehoorzaamheid.
Drie variabelen zijn het belangrijkst:
Te weinig druk zorgt ervoor dat er gaten blijven zitten. Te veel druk kan de isolatie beschadigen, het contact met de braam vergroten, dunne vormen vervormen of spanning insluiten.
De juiste druk moet worden gevalideerd door het gedrag van de stapel:
Een niet-parallel persvlak kan uitwaaiering veroorzaken, zelfs als de druk hoog is.
Als de ene kant van de stapel het eerst vastzit, kan de andere kant open blijven staan. Meer druk kan de zichtbare opening verkleinen, maar de stapel kan nog steeds terugveren na het loslaten.
Controleren:
Een enkele hoogtemeting is niet genoeg. Meet rond de stapel.
Sommige stapels hebben een korte wachttijd onder druk nodig om zich te zetten voordat ze samengevoegd of losgelaten worden. Dit is vooral het geval als de stapel veel dunne laminaten, coatingvariaties of bindmateriaal bevat.
Stilstandtijd moet worden gedefinieerd, niet geraden.
Te kort en de stapel kan ontspannen. Te lang en de productie vertraagt zonder voordeel. Het antwoord komt van herhaalbaarheidscontroles.
De verbindingsmethode bepaalt of de stapel uitgelijnd blijft na compressie.
Verschillende methoden creëren verschillende risico's.
| Verbindingsmethode | Uitlijning Voordeel | Belangrijkste risico | Aanbeveling voor controle |
|---|---|---|---|
| In elkaar grijpende | Snel en herhaalbaar als het gereedschap stabiel is | Progressieve drift of lokale spanning | Bewaak de positie van de vergrendeling en de haaksheid van de stapel |
| Lassen | Sterke mechanische retentie | Hittevervorming, trekken aan de randen of plaatselijke impact op de isolatie | Klem dicht bij het lasgebied en controleer de lasvolgorde |
| Lijmverbinding | Ondersteunt vele lagen over een groter gebied | Slippen voor uitharding of ongelijkmatige hechtdikte | Beperken tijdens uitharden en hoeveelheid coating of lijm controleren |
| Klinkend | Eenvoudige mechanische retentie | Klinknagelkracht kan lagen verschuiven | Oefen symmetrische kracht uit en controleer de uitlijning van de gaten |
| Klieven of klemmen | Nuttig voor bepaalde kernstijlen | Stapel kan ontspannen wanneer de beperking verandert | Klembelasting bepalen en opnieuw controleren na loslaten |
| Losse stapel voor eindassemblage | Flexibel voor sommige processen | Hoog risico op overdracht en verwerking | Sleeves, trays of tijdelijke compressie gebruiken |
De verbindingsmethode moet niet alleen gekozen worden omdat ze gemakkelijk te maken is. Het moet passen bij stapelhoogte, laminaatdikte, maattolerantie, magnetische vereisten en stroomafwaartse assemblage.
Een stapel moet worden samengevoegd terwijl deze nog correct is vastgezet. Eerst loslaten en later proberen de uitlijning te herstellen is vragen om variatie.
Veel lamineerstapels zijn goed bij het stapelstation en slecht bij het volgende.
Dat betekent dat het defect niet alleen een stapeldefect is. Het is een defect in de overdracht.
Het risico is het grootst wanneer:
Transfercontroles kunnen eenvoudig zijn:
Als er uitwaaiering optreedt na een beweging, moet u de stapelopstelling niet blijven aanpassen. Let op de handbeweging.
| Symptoom | Meest waarschijnlijke oorzaak | Wat eerst controleren | Corrigerende maatregelen |
|---|---|---|---|
| Eén kant opent na het losmaken van de armatuur | Ongelijkmatige compressie, opbouw van bramen of slepen van opspanningen | Parallelliteit van de platen, braamrichting, pinvrijgave | Compressie-instelling aanpassen en braamcontrole inspecteren |
| De uitlijning van de sleuf verschuift terwijl de boring er acceptabel uitziet | Verkeerd referentiepunt of te grote draaispeling | Nulpuntstrategie en geleidepinpassing | Uitlijnen op basis van functionele kenmerken, niet alleen op basis van handige gaten |
| Bovenste lagen draaien tijdens het stapelen | Hoge laadsnelheid, losse pennen of trillingen | Valhoogte, toevoerbeweging, pinafstand | Impact verminderen en procesbeheersing aanscherpen |
| Stapelhoogte varieert rond de omtrek | Bramen, puin, niet-parallel persen, kromgetrokken platen | Meerpunts hoogtemeting | Proces reinigen, bramen inspecteren, persinstelling corrigeren |
| Fanning verschijnt pas na overdracht | Zwakke afhandelingsondersteuning | Transferplaat, liftmethode, tijdelijke fixatie | Zijdelingse ondersteuning toevoegen of compressie behouden |
| Toename defecten tijdens productie | Armatuur- of gereedschapsslijtage | Stiftdiameter, slijtage van de kamer, staat van de snijkant | Versleten onderdelen vervangen en inspectie-interval opnieuw instellen |
| Er verschijnen willekeurige openingen tussen lagen | Vuil, olie, gemengde platen of variatie in vlakheid | Reinheid en inspectie bij binnenkomst | Opslag, reiniging en scheiding van partijen verbeteren |
| Stapelverschuivingen tijdens lassen of hechten | Samenvoegen begint voordat de stapel stabiel is | Klemlocatie en verbindingsvolgorde | Verbinden terwijl je vastgebonden bent en warmte of beweging van de kuur onder controle houden |
| Vellen schrapen tijdens laden | Pennen te strak, vuil of verkeerd uitgelijnd | Schone pennen, rechtheid, oppervlaktegesteldheid | Pennen reinigen, polijsten, vervangen of de grootte ervan aanpassen |
| Stapel slaagt voor hoogtecontrole maar niet voor assemblage | Verkeerde meetlocatie of verborgen kanteling | Hoogte op meerdere punten en functioneel referentiepunt | Controles op concentriciteit, haaksheid of sleufpositie toevoegen |
Een stabiel proces moet deze vragen duidelijk beantwoorden:
Als deze antwoorden per dienst, operator, batch of opstelling veranderen, is het proces nog niet gestandaardiseerd.
En ja, sommige uitwaaierproblemen verdwijnen als mensen het wat rustiger aan doen en telkens dezelfde methode volgen. Dat klinkt te eenvoudig. Het gebeurt nog steeds.
Soms is uitwaaieren niet alleen een productiekwestie. Het stapelontwerp of de inkooproute kunnen het proces te gevoelig maken.
Een beoordeling van het ontwerp- of leveranciersproces is nuttig wanneer:
Voor op maat gemaakte lamineerstapels, prototypebouw of terugkerende uitlijnfouten moet de beoordeling lamineergeometrie, braamrichting, nulpuntselectie, stapelhoogte, opspanconcept, compressiemethode, verbindingsvolgorde en overdrachtsbeperking samen omvatten.
Slechts één item repareren kan helpen. De verkeerde repareren verspilt tijd.
| Procesfase | Kritische controle | Inspectiemethode | Reactie Plan |
|---|---|---|---|
| Gestempeld of gesneden laminaat | Braamhoogte en vlakheid | Afbraming, visuele randcontrole, vlakheidscontrole | Verdachte partij vasthouden en gereedschap inspecteren |
| Voorbereiding voor het stapelen | Oriëntatie en netheid | Trayrichting controleren, onderdelen afvegen, opspanningen reinigen | Onderdelen opnieuw sorteren en armatuur reinigen |
| Laden | Gladde plaatzitting | Observatie of controle van het gezichtsvermogen van de operator | Stop als de lakens hangen, stuiteren of schrapen |
| Tussentijds stapelen | Vroegtijdige driftdetectie | Uitlijningscontrole bovenste laag | Opnieuw gebruiken voordat de volledige stapel is gebouwd |
| Compressie | Hoogte en parallellisme | Hoogtecontrole op meerdere punten | Pas de druk, dwell of afdrukinstelling aan |
| Aansluiten bij | Stabiliteit onder controle | Controle van de uitlijning na de verbinding | Klem- en verbindingsvolgorde controleren |
| Wedstrijdversie | Terugveer- of ontgrendelingssleep | Onmiddellijke zijwaartse controle | Inspecteer pennen, loslaatpad en braamrichting |
| Overdracht | Stabiliteit bij het hanteren | Inspectie na overdracht | Dienblad, hoes of tijdelijke compressie toevoegen |
| Eindinspectie | Functionele afstemming | Controle van boring, sleuf, OD, haaksheid of uitloop | De hoofdoorzaak sorteren, indammen en opsporen |
Het uitwaaieren van een lamineerstapel is het openen, spreiden of ongelijkmatig verschuiven van individuele vellen in een lamineerstapel. Dit gebeurt meestal aan de rand van de stapel, bij de boring, in het gleufgebied of nadat de stapel uit de opspanning is gehaald.
De meest voorkomende oorzaken zijn braamvorming, gemengde braamrichting, slechte speling tussen geleiderpennen, versleten opspanmiddelen, ongelijkmatige compressie, variatie in vlakheid van de plaat, vervuiling, hoge laadsnelheid en zwakke ondersteuning tijdens de transfer.
Bramen creëren hoge plekken tussen lagen. Bij veel laminaten kunnen deze hoge plekken als wiggen werken en kanteling, ongelijke hoogte, randopening en slechte plaatsing veroorzaken. Bramen kunnen ook de isolatie tussen de lagen beschadigen.
Niet altijd. De juiste braamrichting hangt af van het stapelontwerp en het proces. Sommige stapels gebruiken één gecontroleerde richting; andere gebruiken een afwisselend of gedraaid patroon. Het belangrijkste punt is dat de oriëntatie gedefinieerd en herhaald moet worden.
Geleidepennen helpen om de locatie te bepalen, maar lossen niet elk probleem op. Als de bramen hoog zijn, de platen kromgetrokken zijn, de pennen versleten zijn, de speling verkeerd is of de compressie ongelijkmatig is, kan er nog steeds uitwaaiering optreden.
Er is geen universele spelingwaarde. De speling van de geleidepen moet gebaseerd zijn op lamineringstolerantie, braamhoogte, coatingtoestand, plaatdikte, stapelhoogte, laadmethode en functioneel nulpunt. De pin moet de plaat soepel geleiden zonder te schrapen, te hangen of de positie van het gat te forceren.
Dit betekent meestal dat de stapel op zijn plaats werd gehouden door de opspanning, maar zelf niet stabiel was. Mogelijke oorzaken zijn onder andere terugvering, braamvorming, ongelijkmatige compressie, pin drag, slechte verbindingsvolgorde of onvoldoende fixatie voor de overdracht.
Gebruik gefaseerd stapelen. Laad een bepaald aantal vellen, oefen lichte druk uit, controleer de uitlijning en herhaal. Wacht niet tot de volledige stapel is opgebouwd voordat u de controle toepast.
De stapel kan verschoven zijn voor het verbinden of het verbindingsproces kan warmte, kracht, krimp of slip hebben geïntroduceerd. De stapel moet op zijn plaats blijven tijdens het lassen, hechten, klinken of in elkaar grijpen.
Gebruik het functionele nulpunt van de stapel. Afhankelijk van het ontwerp kan dit de boring, sleuven, buitendiameter, geleidingsgaten, tandpositie of stapgeometrie zijn. Inspectie kan bestaan uit go/no-go-meters, vision-systemen, meetklokken, controles op uitloop, controles op haaksheid of meerpuntshoogtemetingen.
Begin met vijf controles: braamhoogte, braamrichting, toestand van de geleidepennen, parallellisme van de pers en transferbehandeling. Deze gebieden brengen veel voorkomende oorzaken snel aan het licht.
Overweeg veranderingen in de opspanning als defecten zich aan dezelfde kant herhalen, de uitlijning per station verschilt, platen schrapen tijdens het laden, pinnen slijtage vertonen of stapels verschuiven na het loslaten, zelfs als de inkomende laminaten stabiel zijn.
Compressie kan zichtbare gaten verminderen, maar kan niet altijd de hoofdoorzaken verhelpen. Als het probleem komt door bramen, vervuiling, slechte oriëntatie, versleten geleiders of verplaatsing van de transfer, kan meer druk het defect tijdelijk verbergen en andere schade veroorzaken.
Een bekwame leverancier moet het volledige proces herzien: de kwaliteit van het lamineren, de braamcontrole, de oriëntatiemethode, het ontwerp van de opspanning, de compressievolgorde, de verbindingsmethode en de behandeling tussen de bewerkingen. Voor op maat gemaakte stapels is deze controle vaak nuttiger dan het afzonderlijk aanpassen van één tolerantie.
Laminerend uitwaaieren is zelden een enkel defect probleem. Het is meestal een controleprobleem.
De stapel heeft consistente vellen, een duidelijk referentiepunt, schone geleiding, vierkante compressie, stabiele verbinding en beschermde overdracht nodig. Als je één van deze punten mist, kan de stapel nog steeds door één inspectiepunt komen. Misschien overleeft hij het volgende proces niet.
Bij terugkerende uitwaaiering, verkeerde uitlijning of onstabiele stapelhoogte moet je de hele keten van de kwaliteit van de lamineerrand tot de uiteindelijke verwerking bekijken. Daar ligt meestal de oorzaak.








