Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Cómo evitar el abanico de laminación durante el apilado: Causas, soluciones y controles del proceso
Principales conclusiones
El abanico de laminación suele producirse cuando las hojas individuales no se controlan como una pila. Las principales causas son la acumulación de rebabas, la escasa holgura de los pasadores guía, la compresión desigual, la variación de la planitud de la lámina, el desgaste de la fijación, la transferencia inestable y una sujeción débil antes de la unión.
La fijación más fiable no es una abrazadera más grande. Es un proceso de apilamiento controlado:
Inspeccione las rebabas, la planitud, el estado del revestimiento y la orientación antes de apilar.
Utilice pasadores guía que se coloquen sin raspar ni forzar las hojas.
Asiente la pila por etapas en lugar de confiar únicamente en la compresión final.
Comprimir a escuadra con presión y tiempo de permanencia controlados.
Unir o restringir la pila antes de que pueda relajarse.
Inspeccionar la alineación después de soltar la fijación y de nuevo después de la transferencia.
Una buena pila de laminación debe permanecer alineada cuando sale de la fijación, no sólo mientras está atrapada dentro de ella.
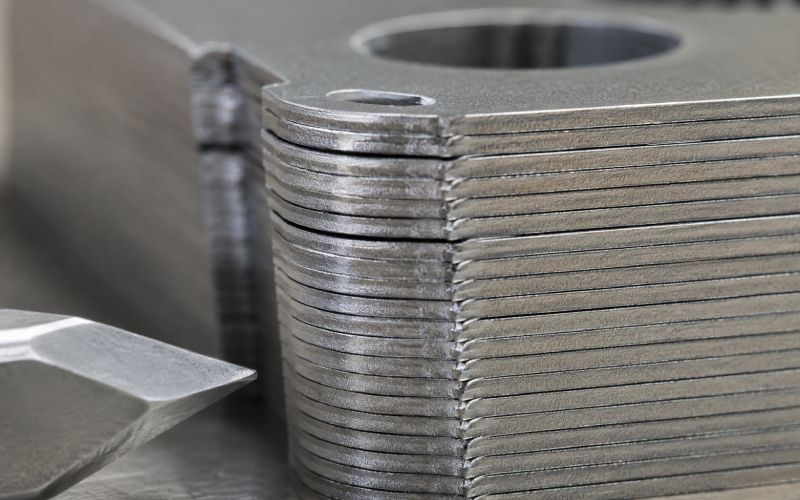
Suele aparecer en el borde exterior, el orificio interior, la zona de la ranura, las puntas de los dientes o un lado de la pila. A veces el defecto es evidente. A veces sólo es visible después de comprimir, soltar, soldar, pegar, transportar o ensamblar la pila en el siguiente componente.
En una pila de laminación limpia, las láminas se comportan como un cuerpo controlado. En una pila en abanico, las láminas se comportan como placas sueltas con movimiento propio.
Ese es el verdadero problema.
La pila puede seguir conteniendo el número correcto de láminas. Incluso puede cumplir la altura de la pila en un punto. Pero si las capas no están asentadas y alineadas de forma coherente, la pieza final puede tener una repetibilidad dimensional deficiente, una geometría inestable del entrehierro, una calidad de unión desigual o un aislamiento dañado entre las laminaciones.
Por qué es importante la desalineación de la pila de laminación
Las pilas de laminación se utilizan porque las finas láminas aislantes ayudan a controlar el comportamiento magnético y reducen las vías de corriente no deseadas a través del núcleo. La pila también tiene que cumplir requisitos mecánicos: altura, cuadratura, concentricidad, alineación de ranuras, precisión de perforación y ajuste con ejes, carcasas, bobinados o conjuntos de acoplamiento.
Cuando se produce un abanico o una desalineación, pueden producirse varios defectos:
Altura desigual de la pila en toda la circunferencia
Desviación del diámetro interior o exterior
Desviación de la ranura o desajuste del diente
Soldadura, unión, remachado o enclavamiento poco consistentes
Mayor riesgo de daños en el aislamiento
Contacto entre capas
Mal ajuste del montaje
Tensión localizada durante el prensado
Clasificación adicional, reelaboración o desechos
El abanico no es sólo un problema visual. A menudo es señal de que la pila no es lo bastante estable para el siguiente proceso.
Una pila que parece recta sólo dentro de la fijación aún no es una pila estable.
Causas comunes del abanico de laminación
Causa
Lo que puede ver
Por qué crea abanicos
Mejor método de control
Acumulación de rebabas
Un borde se abre o la altura de la pila varía
Las rebabas actúan como pequeñas cuñas entre las hojas
Controlar el desgaste de las herramientas de estampación e inspeccionar la altura de las rebabas
Dirección mixta de la rebaba
Huecos aleatorios o inclinación impredecible
Las hojas se asientan de forma diferente de una capa a otra
Definir y controlar la orientación de la laminación
Mal ajuste del pasador guía
Desviación rotacional o rayado del orificio
Una holgura excesiva permite el movimiento; una holgura insuficiente provoca atascos
Validar la holgura del pasador mediante el comportamiento de caída y la alineación posterior a la liberación.
Desgaste de la fijación
El defecto aparece después de muchos lotes buenos
Las guías desgastadas ya no localizan de forma repetible
Fijación de los intervalos de inspección de las fijaciones y de los límites de desgaste
Compresión desigual
Un lado se sienta antes que el otro
La fuerza no paralela crea pilas en forma de cuña
Comprobar el paralelismo de la platina y la planitud de la superficie de apoyo
Variación de la planitud de la chapa
Apila olas, rocas o abre
Las chapas deformadas no asientan uniformemente
Inspeccionar la planitud antes de apilar
Escombros o aceite
Lagunas locales aleatorias
Las partículas o películas cambian el contacto entre capas
Limpiar laminaciones, clavijas, bandejas y bolsas de fijación
Alta velocidad de apilado
Las capas superiores giran o rebotan
Los impactos y las vibraciones hacen que las hojas caminen
Reduzca la altura de caída y controle el movimiento de alimentación
Escaso apoyo a las transferencias
Amontonar a los aficionados tras abandonar el partido
Las capas se mueven antes de la unión o ensamblaje final
Utilizar bandejas, manguitos, soportes laterales o compresión temporal.
Unirse siendo inestable
Cierres de pila soldados, pegados o remachados en el defecto
La desalineación se fija en el núcleo final
Unir sólo mientras la pila está completamente sujeta
Cómo evitar el abanico de laminación antes de apilar
Muchos defectos de apilado de laminación comienzan antes de que la primera hoja toque el dispositivo de apilado.
Si las láminas entrantes no son homogéneas, el proceso de apilamiento tiene que luchar contra rebabas, ondulaciones, daños en el revestimiento, variaciones dimensionales y contaminación. A veces gana durante un tiempo. Luego vuelven los defectos.
Empieza por la hoja.
1. Control de la altura de la rebaba
Las rebabas son una de las causas más comunes del abanico de laminación. Una rebaba puede parecer pequeña en una hoja, pero repetida en cientos de capas puede crear una diferencia de altura mensurable.
Las rebabas también pueden raspar el aislamiento, interferir con el asentamiento y crear un contacto no deseado entre chapas adyacentes.
Puntos de control:
Inspeccionar la altura de las rebabas por lote o intervalo de producción.
Siga la dirección de las rebabas.
Controlar el desgaste de las herramientas de corte o punzonado.
Compruebe si las rebabas se concentran en las ranuras, los bordes del agujero, las puntas de los dientes o el diámetro exterior.
Separe los lotes sospechosos antes de que lleguen al apilamiento.
Un problema de rebabas es más fácil de resolver en la fase de laminación que cuando la pila ya se ha prensado.
2. Definir la dirección de la rebaba
La dirección de las rebabas no debe depender de la memoria del operario ni de la manipulación aleatoria de las hojas.
En algunas pilas, todas las fresas pueden estar orientadas en la misma dirección. Para otras, puede utilizarse una alternancia o rotación controlada. La elección correcta depende del diseño de la pieza, el método de unión, los requisitos magnéticos y el proceso de montaje.
Lo más importante es la repetibilidad.
Un control deficiente tiene este aspecto:
Algunas hojas rebabas
Algunas hojas rebabas
Algunas hojas giradas
Algunas hojas mezcladas de diferentes lotes
Nadie sabe cuándo se produjo el cambio
Eso crea un lío de solución de problemas.
Mejor control:
Utilice una muesca de orientación, una característica piloto, una dirección de bandeja o una marca visual.
Define la cara de apilamiento.
Formar a los operarios para que comprueben la orientación antes de cargar.
Hacer que la orientación sea difícil de invertir por error.
Registra las reglas de orientación en la hoja de proceso.
La orientación aleatoria hace que los patrones de defectos sean más difíciles de trazar porque la dirección de la rebaba, el lado del revestimiento y el comportamiento del asiento ya no son variables controladas.
3. Comprobar la planitud de la laminación
La variación de la planeidad puede provocar abanicamientos incluso cuando las rebabas son aceptables.
Una laminación ligeramente doblada puede pasar una comprobación dimensional rápida, pero apilada con muchas otras, puede crear una fuerza de resorte dentro de la pila. Cuando se libera la compresión, esas capas intentan recuperarse. La pila se abre.
Compruébalo:
Arco
Giro
Bordes ondulados
Distorsión local cerca de las ranuras
Alabeo tras procesos térmicos o de revestimiento
Daños por manipulación durante el almacenamiento
No se fíe sólo de la altura final de la pila. Una pila puede alcanzar la altura y seguir almacenando tensiones internas.
4. Mantenga limpias las láminas
Las partículas pequeñas importan. Una viruta, una escama de revestimiento, un cúmulo de polvo o una mancha de aceite pueden separar las capas.
Los controles de limpieza deben abarcar algo más que la propia laminación:
Bandejas de almacenamiento
Clavijas guía
Bolsillos de fijación
Nidos de transferencia
Guantes de operario o herramientas de manipulación
Operaciones cercanas de recorte, amolado o corte
Las piezas limpias colocadas en una fijación sucia ya no son piezas limpias.
Cómo controlar la alineación durante el apilamiento
Apilar no es simplemente colocar hojas una sobre otra. Es una operación de asiento controlado.
Un proceso estable suele controlar tres cosas al mismo tiempo:
Ubicación - donde se asienta cada laminación.
Asientos - cómo cada laminación entra en contacto con la capa anterior.
Retención - cómo se mantiene alineada la pila antes de la unión final.
Si uno de ellos es débil, el abanico puede aparecer más tarde.
Utilizar un método de carga poco perturbador
La hoja debe entrar en la pila sin rebotar, raspar ni sufrir impactos laterales.
Los problemas más comunes son:
Altura de caída demasiado alta
La chapa se desliza en ángulo por los pasadores guía
Operario golpeando la pila lateralmente
Vibración automática del alimentador
Movimiento brusco de arranque-parada
Aterrizaje de láminas sobre aire atrapado o película de aceite
Mejor práctica:
Reducir la altura de caída.
Apoye la hoja cerca del punto de referencia.
Utilice guías de avance que centren sin forzar.
Mantenga el movimiento de carga suave.
Aplique una ligera presión de asiento a intervalos.
Vigile las capas superiores durante la producción, no sólo en la inspección final.
Una pila puede empezar a desviarse mucho antes de que el defecto sea visible desde el lateral.
Asentar pilas altas por etapas
Para las pilas de laminación más altas, la compresión final por sí sola puede no corregir los pequeños desplazamientos de capa. La parte inferior de la pila puede estar ya asentada en malas condiciones.
Una secuencia por etapas es más segura:
Cargar un número controlado de laminaciones.
Aplique una ligera presión de asentamiento.
Verificar la posición de la capa superior.
Continúa apilando.
Aplicar compresión intermedia.
Compruebe la altura o la alineación lateral.
Completa la pila.
Aplique la compresión final.
Unir o sujetar antes de liberar.
Esto no siempre es más lento en la producción real. A menudo reduce las repeticiones, la clasificación y las reclamaciones.
Evitar la carga lateral
La carga lateral es un silencioso fabricante de defectos.
Ocurre cuando un operario empuja la pila contra una pared, cuando un alimentador empuja la hoja superior, cuando un pasador está ligeramente inclinado o cuando una cavidad de fijación está demasiado apretada en un lado.
Los síntomas incluyen:
Abanicarse siempre del mismo lado
Arañazos cerca de los orificios de fijación
Borde de pila irregular
Las capas superiores se desplazaron más que las inferiores
Mejora del resultado cuando el operador cambia el estilo de carga
Si la alineación depende de golpear la pila en su sitio, el proceso no es estable.
Holgura del pasador guía y control de la fijación
Los pasadores guía son útiles, pero no pueden salvar un proceso deficiente.
Un pasador guía debe ubicar la lámina suavemente. No debe raspar el orificio, doblar la lámina, tirar de las capas hacia arriba ni requerir fuerza para cargarla.
¿Qué ocurre cuando la holgura del bulón guía es demasiado reducida?
Demasiada holgura permite que cada laminación gire o se desplace ligeramente. El error puede ser pequeño por capa, pero puede acumularse.
Ya lo verás:
Deriva rotacional
Desajuste de ranuras
Variación de la alineación del orificio
Paso de bordes
Alineación diferente tras la compresión
Alineación diferente tras la liberación de la fijación
¿Qué ocurre cuando la holgura del bulón guía es demasiado reducida?
Una holgura demasiado pequeña crea otro problema. El laminado puede colgarse, rasparse o asentarse bajo tensión.
Ya lo verás:
Arañazos en los agujeros
Las sábanas no caen libremente
Operarios prensando hojas a mano
La pila parece alineada en la fijación, pero se abre al soltarla
Secciones finas dobladas o deformadas
Marcas de desgaste de los pasadores
La holgura correcta no es un número universal. Depende de la tolerancia del laminado, el estado del revestimiento, la altura de las rebabas, el grosor de la chapa, la altura de la pila, la estrategia de referencia y si la carga es manual o automática.
Un método de validación práctico es mejor que una suposición:
Comprobación de validación
Buena señal
Señal de advertencia
Comportamiento de la caída de hojas
La laminación cae suavemente y se asienta plana
La chapa cuelga, se inclina o necesita golpes
Estado del agujero
Sin raspaduras visibles
Arañazos o daños en el revestimiento cerca de los orificios guía
Pila después de la liberación
La alineación se mantiene estable
La pila se desplaza al retirar las clavijas
Repetibilidad
Resultados similares en todos los lotes
Cambios de alineación por lote u operador
Inspección de pasadores
El diámetro y la rectitud se mantienen dentro de los límites de control
Aparece desgaste, dobleces, acumulaciones o estrías.
Inspeccionar el desgaste de la fijación
Las instalaciones se desgastan lentamente, por lo que la gente deja de notarlo.
Los pasadores guía, las bolsas, los topes, las placas laterales y las superficies de la base deben tener intervalos de inspección definidos. No sólo “comprobar cuando aparezcan piezas defectuosas”. Eso llega tarde.
El desgaste de la fijación suele manifestarse como:
Un defecto que aparece después de muchas carreras buenas
Cambio de alineación por cavidad o estación
Se necesitan más golpes o ajustes
Mayor variación tras la liberación
En abanico en la misma dirección
La culpa es de la pila. El aparato lo hizo.
No siempre. Con bastante frecuencia.
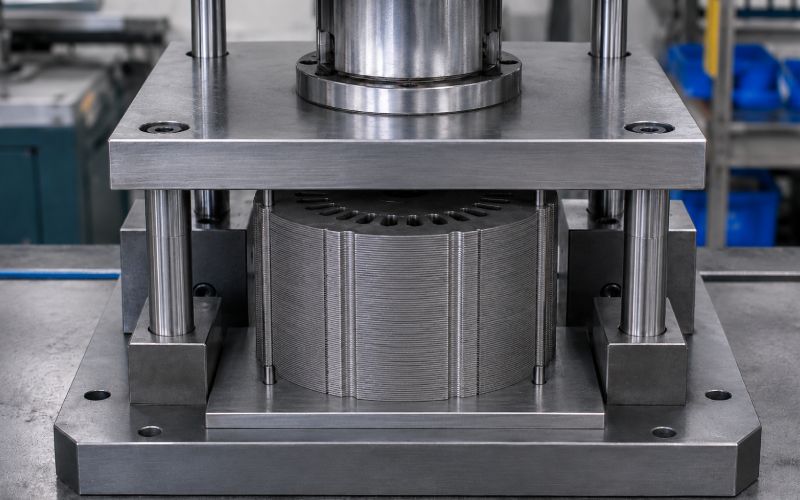
Control de la compresión: Presión, paralelismo y tiempo de permanencia
La compresión debe asentar la pila uniformemente. No debe aplastar la pila para que obedezca temporalmente.
Tres variables son las más importantes:
Presión
Paralelismo
Tiempo de permanencia
Presión
Una presión demasiado baja permite que queden huecos. Demasiada presión puede dañar el aislamiento, aumentar el contacto de las rebabas, distorsionar los rasgos finos o bloquear la tensión.
La presión correcta debe ser validada por el comportamiento de la pila:
¿Se estabiliza la altura de la pila?
¿Se mantiene la alineación tras la liberación?
¿Hay signos de daños en el revestimiento?
¿Vuelve el abanico después de la transferencia?
¿La pila alcanza la altura en varios puntos, no sólo en uno?
Paralelismo
Una cara de prensado no paralela puede crear abanicos incluso cuando la presión es alta.
Si un lado de la pila se asienta primero, el lado opuesto puede quedar abierto. Una mayor presión puede reducir el hueco visible, pero la pila puede volver a saltar después de soltarse.
Compruébalo:
Paralelismo de la platina de la prensa
Planitud de la base de fijación
Estado de la superficie de apoyo
Escombros desiguales bajo la pila
Sujeción lateral durante el prensado
Altura de pila en varios puntos
Una sola medición de la altura no es suficiente. Mida alrededor de la pila.
Tiempo de permanencia
Algunas pilas necesitan un breve periodo de tiempo bajo presión para asentarse antes de unirse o liberarse. Esto es especialmente cierto cuando la pila incluye muchas laminaciones finas, variación de revestimiento o material de unión.
El tiempo de permanencia debe definirse, no adivinarse.
Demasiado corto, y la pila puede relajarse. Demasiado larga, y la producción se ralentiza sin beneficios. La respuesta está en los controles de repetibilidad.
Cómo afecta el método de unión a la alineación de la pila
El método de unión determina si la pila permanece alineada tras la compresión.
Los distintos métodos generan riesgos diferentes.
Método de unión
Beneficio de alineación
Riesgo principal
Recomendación de control
Enclavamiento
Rápido y repetible cuando el utillaje es estable
Deriva progresiva o tensión local
Supervisar la posición del enclavamiento y la cuadratura de la pila
Soldadura
Fuerte retención mecánica
Distorsión por calor, tirón del borde o impacto local del aislamiento
Sujeción cerca de la zona de soldadura y control de la secuencia de soldadura
Adhesión adhesiva
Admite muchas capas en una superficie mayor
Deslizamiento antes del curado o grosor de adherencia desigual
Sujeción durante el curado y control de la cantidad de revestimiento o adhesivo
Remachando
Retención mecánica simple
La fuerza del remache puede desplazar las capas
Aplique la fuerza simétricamente y verifique la alineación de los orificios
Compensación o sujeción
Útil para determinados estilos básicos
La pila puede relajarse cuando cambia la sujeción
Definir la carga de la pinza y volver a comprobar después de la liberación
Pila suelta antes del montaje final
Flexible para algunos procesos
Alto riesgo de transferencia y manipulación
Utilizar manguitos, bandejas o compresión temporal
El método de unión no debe seleccionarse sólo porque sea fácil de realizar. Tiene que coincidir con la altura de la pila, el grosor del laminado, la tolerancia dimensional, los requisitos magnéticos y el montaje posterior.
Una pila debe unirse mientras está correctamente sujeta. Soltarla primero e intentar recuperar la alineación después es pedir una variación.
Manipulación de transferencias: La causa oculta del abanico
Muchas pilas de laminación están bien en la estación de apilado y mal en la siguiente.
Eso significa que el defecto no es sólo un defecto de apilamiento. Es un defecto de transferencia.
El riesgo es mayor cuando:
La pila es alta
Las láminas son finas
El revestimiento es liso
La pila no se ha unido
Sólo se utilizó una ligera compresión
El operador levanta desde un lado
La vía de transferencia presenta vibraciones o impactos
La siguiente fijación no admite el mismo dato
Los controles de transferencia pueden ser sencillos:
Utilizar placas de apoyo laterales.
Utiliza una bandeja nido.
Añade una placa superior temporal.
Utilice un manguito alrededor de la pila.
Mantenga la pila comprimida hasta el momento de la unión.
Reducir la distancia de viaje.
Definir puntos de elevación.
Inspeccione después de la transferencia, no sólo antes.
Si aparece un abanico después del movimiento, no siga ajustando el dispositivo de apilamiento. Vigile el traspaso.
Tabla de resolución de problemas de abanico de laminación
Síntoma
Causa más probable
Qué comprobar primero
Medidas correctoras
Un lado se abre tras la liberación de la fijación
Compresión desigual, acumulación de rebabas o arrastre de la fijación
Paralelismo de la platina, dirección de la rebaba, liberación del pasador
Ajustar la configuración de compresión e inspeccionar el control de rebabas
La alineación de las ranuras se desvía mientras que el orificio parece aceptable
Dato erróneo o exceso de juego rotacional
Estrategia del punto de referencia y ajuste del pasador guía
Alinear a partir de características funcionales, no sólo agujeros convenientes
Las capas superiores giran durante el apilamiento
Alta velocidad de carga, pasadores sueltos o vibración
Altura de caída, movimiento de avance, holgura del pasador
Reducir el impacto y reforzar el control del proceso
La altura de la pila varía alrededor de la circunferencia
Rebabas, restos, prensado no paralelo, chapas alabeadas
Medición de altura multipunto
Limpiar el proceso, inspeccionar las rebabas, corregir la configuración de la prensa
Fanning aparece sólo después de la transferencia
Soporte de manipulación débil
Bandeja de transferencia, método de elevación, sujeción temporal
Añadir soporte lateral o mantener la compresión
Aumento de los defectos durante la producción
Desgaste de la fijación o de la herramienta
Diámetro del pasador, desgaste de la cajera, estado del filo de corte
Sustituir los componentes desgastados y restablecer el intervalo de inspección
Aparecen huecos aleatorios entre las capas
Suciedad, aceite, hojas mezcladas o variación de planitud
Limpieza e inspección de entrada
Mejorar el almacenamiento, la limpieza y la separación de lotes
Desplazamientos de la pila durante la soldadura o el pegado
La unión comienza antes de que la pila sea estable
Ubicación de las abrazaderas y secuencia de unión
Unir mientras se sujeta y controlar el calor o curar el movimiento
Las hojas se raspan durante la carga
Clavijas demasiado apretadas, sucias o desalineadas
Limpieza, rectitud y estado de la superficie de los pasadores
Limpiar, pulir, sustituir o cambiar el tamaño de los pasadores
La pila pasa la comprobación de altura pero falla el montaje
Lugar de medición incorrecto o inclinación oculta
Altura en múltiples puntos y datum funcional
Añadir comprobación de concentricidad, cuadratura o posición de ranura
Lista de comprobación del proceso para pilas de laminación estables
Antes de apilar
Confirme el lote de laminación, el grosor y el recuento.
Inspeccionar la altura de las rebabas.
Verificar la dirección de la rebaba.
Comprobar el estado del revestimiento.
Confirmar la planitud de la chapa.
Elimine restos, escamas y manchas de aceite.
Confirme la orientación de la laminación.
Separar los pliegos mixtos o sospechosos.
Limpiar los pasadores guía y las bolsas de fijación.
Confirmar el estado de inspección de la fijación.
Durante el apilamiento
Mantenga baja la altura de caída.
Evite los empujones o golpes laterales.
Vigilar la rotación en capas tempranas.
Utilice asientos escalonados para las pilas altas.
Confirme que las hojas caen libremente sobre los pasadores guía.
Compruebe si hay raspaduras en los orificios.
Aplique compresión intermedia cuando sea necesario.
Verificar la posición de la capa superior antes de la compresión final.
Durante la compresión
Confirme el paralelismo de la cara de la prensa.
Apoye la pila uniformemente.
Utilizar una presión y un tiempo de permanencia definidos.
Mida la altura de la pila en varios puntos.
Vigilar la recuperación tras la liberación.
Evite aplicar una fuerza excesiva que dañe el aislamiento o los elementos finos.
Durante la adhesión
Mantenga la pila sujeta.
Únete antes de que la pila se relaje.
Controlar la secuencia de soldadura, remachado, enclavamiento, sujeción o unión.
Evitar la carga asimétrica.
Vuelva a comprobar la alineación después de la unión.
Después de apilar
Inspeccionar inmediatamente después de la liberación de la fijación.
Inspeccione de nuevo después de la transferencia.
Registrar dónde aparece el abanico.
Realice un seguimiento de los defectos por lote, accesorio, estación, operario y método de unión.
Guarde muestras de defectos para compararlas.
Revise el proceso antes de cambiar el diseño.
Estandarización del proceso de apilado de la laminación para evitar el abanico
Un proceso estable debe responder claramente a estas preguntas:
¿Qué función controla la alineación?
¿Qué lado mira hacia arriba?
¿En qué dirección están orientadas las fresas?
¿Cuántas hojas se cargan antes de la colocación intermedia?
¿Qué presión se utiliza?
¿Cuál es el tiempo de permanencia?
¿Cuándo se une la pila?
¿Cómo se transfiere la pila?
¿Dónde se comprueba la alineación?
¿Cuál es el plan de reacción cuando aparece el abanico?
Si estas respuestas cambian según el turno, el operario, el lote o la instalación, el proceso aún no está normalizado.
Y sí, algunos problemas de abanico desaparecen cuando la gente va más despacio y sigue siempre el mismo método. Eso suena demasiado simple. Pero sigue ocurriendo.
Cuándo revisar el diseño de la pila o el proceso del proveedor
A veces, el abanico no es sólo un problema de producción. El diseño de la pila o la ruta de abastecimiento pueden estar haciendo que el proceso sea demasiado delicado.
Una revisión del proceso de diseño o del proveedor es útil cuando:
El mismo defecto vuelve a aparecer tras el ajuste del aparato.
La tolerancia de altura de la pila es difícil de mantener.
El control de rebabas varía según el lote.
El método de unión provoca distorsiones.
La alineación es aceptable antes de la transferencia, pero no después.
Las secciones delgadas se doblan durante la carga.
El dato funcional no está claro.
Las pilas prototipo se comportan de forma diferente a las pilas de producción en serie.
La pila requiere repetidos repasos antes del montaje.
En el caso de pilas de laminación personalizadas, prototipos o defectos de alineación recurrentes, la revisión debe abarcar la geometría de la laminación, la dirección de las rebabas, la selección del punto de referencia, la altura de la pila, el concepto de fijación, el método de compresión, la secuencia de unión y la restricción de transferencia conjunta.
Arreglar sólo un elemento puede ayudar. Arreglar el incorrecto hace perder tiempo.
Plan de control recomendado para el abanico de laminación
Etapa del proceso
Control crítico
Método de inspección
Plan de reacción
Laminados estampados o cortados
Altura y planitud de la rebaba
Calibre de rebabas, control visual de bordes, control de planitud
Retención del lote sospechoso e inspección del utillaje
Preparación previa al apilamiento
Orientación y limpieza
Comprobación de la dirección de la bandeja, limpieza de piezas, limpieza de utillaje
Vuelva a clasificar las piezas y limpie la fijación
Cargando
Asiento de chapa lisa
Observación del operador o control de la visión
Deténgase si las sábanas cuelgan, rebotan o se raspan
Apilamiento intermedio
Detección precoz de la deriva
Comprobación de la alineación de la capa superior
Vuelva a colocar antes de construir la pila completa
Compresión
Altura y paralelismo
Control de altura multipunto
Ajustar la presión, el tiempo de espera o la configuración de la platina
Únase a
Estabilidad bajo retención
Comprobación de la alineación posterior a la unión
Revisar la secuencia de sujeción y unión
Lanzamiento de la fijación
Retroceso por muelle o arrastre de liberación
Comprobación inmediata de la separación lateral
Inspeccionar los pasadores, la trayectoria de liberación y la dirección de las rebabas.
Transferencia
Estabilidad en el manejo
Inspección posterior a la transferencia
Añadir bandeja, manguito o compresión temporal
Inspección final
Alineación funcional
Comprobación de diámetro interior, ranura, diámetro exterior, cuadratura o excentricidad
Clasificar, contener y rastrear la causa raíz
PREGUNTAS FRECUENTES
¿Qué es el abanico de laminación?
El abanico de laminación es la apertura, extensión o escalonamiento irregular de las hojas individuales de una pila de laminación. Suele aparecer en el borde de la pila, el orificio, la zona de la ranura o después de que la pila se suelte de la fijación.
¿Cuál es la causa del abanico de laminación durante el apilamiento?
Las causas más comunes son la acumulación de rebabas, la dirección mixta de las rebabas, la escasa holgura de los pasadores guía, el desgaste de los útiles, la compresión desigual, la variación de la planitud de la chapa, la contaminación, la alta velocidad de carga y la debilidad del soporte durante la transferencia.
¿Cómo provocan las rebabas la desalineación de la pila de laminación?
Las rebabas crean puntos altos entre las capas. En muchas laminaciones, estos puntos altos pueden actuar como cuñas, causando inclinación, altura desigual, apertura de bordes y mal asiento. Las rebabas también pueden dañar el aislamiento entre capas.
¿Deben estar todas las rebabas de laminación orientadas en la misma dirección?
No siempre. La dirección correcta de las rebabas depende del diseño de la pila y del proceso. Algunas pilas utilizan una dirección controlada; otras utilizan un patrón alternado o girado. Lo importante es que la orientación debe definirse y repetirse.
¿Pueden los pasadores guía detener el abanico de laminación?
Los pasadores guía ayudan a controlar la ubicación, pero no pueden resolver todos los problemas. Si hay muchas rebabas, las chapas están alabeadas, los pasadores están desgastados, la holgura es incorrecta o la compresión es desigual, el abanico puede seguir abriéndose.
¿Cómo de apretados deben estar los pasadores guía para el apilado de laminados?
No existe un valor de holgura universal. La holgura del pasador guía debe basarse en la tolerancia de la característica de laminación, la altura de la rebaba, el estado del revestimiento, el grosor de la chapa, la altura de la pila, el método de carga y el punto de referencia funcional. El pasador debe guiar la chapa suavemente sin raspar, colgar o forzar la posición del agujero.
¿Por qué la pila parece alineada en la fijación pero abanicada tras la liberación?
Esto suele significar que la pila estaba siendo mantenida en su posición por la fijación, pero no era estable por sí misma. Entre las posibles causas se incluyen el retroceso por muelle, la acumulación de rebabas, la compresión desigual, el arrastre de clavijas, una secuencia de unión deficiente o una sujeción insuficiente antes de la transferencia.
¿Cómo puedo reducir el abanico en pilas de laminación altas?
Utilice el apilado por etapas. Cargue un número definido de hojas, aplique una ligera presión de asentamiento, compruebe la alineación y repita la operación. No espere a apilar toda la pila antes de aplicar el control.
¿Por qué aparece el abanico de laminación después de soldar o pegar?
La pila puede haberse desplazado antes de la unión, o el proceso de unión puede haber introducido calor, fuerza, contracción o deslizamiento. La pila debe permanecer sujeta durante la soldadura, unión, remachado o enclavamiento.
¿Cómo inspecciono la alineación de la pila de laminación?
Utilice el punto de referencia funcional de la pila. En función del diseño, puede tratarse del agujero, las ranuras, el diámetro exterior, los orificios piloto, la posición del diente o la geometría del escalón. La inspección puede incluir calibradores go/no-go, sistemas de visión, relojes comparadores, comprobaciones de concentricidad, comprobaciones de cuadratura o mediciones de altura multipunto.
¿Cuál es la forma más rápida de solucionar un problema de abanico de laminación?
Empiece con cinco comprobaciones: altura de la rebaba, dirección de la rebaba, estado del pasador guía, paralelismo de la prensa y manipulación del transfer. Estas áreas revelan rápidamente muchas causas comunes.
¿Cuándo debo cambiar el dispositivo de apilamiento?
Considere la posibilidad de cambiar las fijaciones cuando los defectos se repitan en la misma cara, la alineación varíe según la estación, las chapas se raspen durante la carga, los pasadores muestren desgaste o las pilas se desplacen después de la liberación incluso cuando las laminaciones entrantes sean estables.
¿Puede la presión de compresión arreglar el abanico?
La compresión puede reducir las holguras visibles, pero no siempre puede solucionar las causas profundas. Si el problema proviene de rebabas, contaminación, mala orientación, guías desgastadas o movimiento de transferencia, más presión puede ocultar el defecto temporalmente y crear otros daños.
¿Cómo puede un proveedor ayudar a evitar la desalineación de la pila de laminación?
Un proveedor capaz debe revisar el proceso completo: calidad del corte de laminación, control de rebabas, método de orientación, diseño de la fijación, secuencia de compresión, método de unión y manipulación entre operaciones. En el caso de las pilas personalizadas, esta revisión suele ser más útil que ajustar una tolerancia de forma aislada.
Nota final para los equipos de ingeniería y aprovisionamiento
El abanico de laminación rara vez es un problema de un solo defecto. Suele ser un problema de control.
La pila necesita hojas consistentes, un punto de referencia claro, un guiado limpio, una compresión cuadrada, una unión estable y una transferencia protegida. Si se omite uno de estos puntos, la pila puede pasar un punto de inspección. Puede que no sobreviva al siguiente proceso.
En caso de abanico recurrente, desalineación o altura inestable de la pila, revise toda la cadena, desde la calidad del borde de laminación hasta la manipulación final. Ahí es donde suele aparecer la verdadera causa.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.