Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Come prevenire lo sventagliamento della laminazione durante l'impilaggio: Cause, soluzioni e controlli di processo
Punti di forza
Lo sventagliamento della laminazione si verifica di solito quando i singoli fogli non sono controllati come una pila. Le cause principali sono l'accumulo di bave, lo scarso gioco dei perni di guida, la compressione non uniforme, la variazione della planarità del foglio, l'usura del dispositivo, il trasferimento instabile e la debolezza del vincolo prima della giunzione.
La soluzione più affidabile non è una pinza più grande. È un processo di impilamento controllato:
Prima dell'impilamento, controllare le bave, la planarità, le condizioni del rivestimento e l'orientamento.
Utilizzare perni di guida che si posizionino senza raschiare o forzare i fogli.
Posizionare la pila in più fasi invece di affidarsi solo alla compressione finale.
Comprimere in modo uniforme con una pressione e un tempo di permanenza controllati.
Unirsi o trattenere la pila prima che possa rilassarsi.
Controllare l'allineamento dopo il rilascio del dispositivo e di nuovo dopo il trasferimento.
Una buona pila di laminazione deve rimanere allineata quando lascia l'attrezzatura, non solo quando è intrappolata al suo interno.
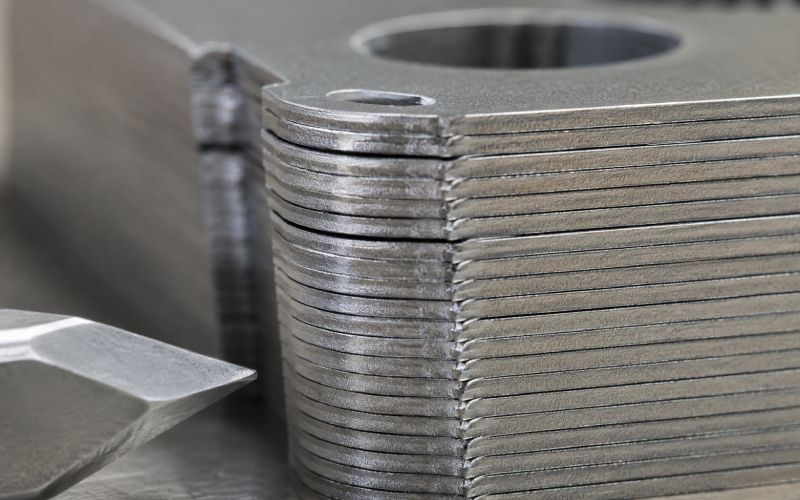
Spesso compare sul bordo esterno, sul foro interno, sull'area della scanalatura, sulle punte dei denti o su un lato della pila. A volte il difetto è evidente. A volte è visibile solo dopo che lo stack è stato compresso, rilasciato, saldato, incollato, trasportato o assemblato nel componente successivo.
In una pila di laminazione pulita, i fogli si comportano come un corpo unico controllato. In una pila a ventaglio, i fogli si comportano come lastre sciolte che si muovono autonomamente.
Questo è il vero problema.
La pila può ancora contenere il numero corretto di laminazioni. Può persino rispettare l'altezza della pila in un punto. Ma se gli strati non sono posizionati e allineati in modo coerente, il pezzo finale può presentare una scarsa ripetibilità dimensionale, una geometria instabile del traferro, una qualità di giunzione non uniforme o un isolamento danneggiato tra le laminazioni.
Perché il disallineamento della pila di laminazione è importante
Le pile di laminazione sono utilizzate perché i sottili fogli isolati aiutano a controllare il comportamento magnetico e a ridurre i percorsi di corrente indesiderati attraverso il nucleo. La pila deve inoltre soddisfare requisiti meccanici: altezza, ortogonalità, concentricità, allineamento delle scanalature, precisione del foro e adattamento ad alberi, alloggiamenti, avvolgimenti o gruppi di accoppiamento.
Quando si verificano scansioni o disallineamenti, possono verificarsi diversi difetti:
Altezza della pila non uniforme sulla circonferenza
Deviazione del diametro esterno o del foro
Inclinazione della scanalatura o mancata corrispondenza dei denti
Scarsa consistenza di saldatura, incollaggio, rivettatura o incastro
Aumento del rischio di danni all'isolamento
Contatto da bava a bava tra gli strati
Scarso adattamento all'assemblaggio
Sollecitazioni localizzate durante la pressatura
Smistamento extra, rilavorazioni o scarti
Il fanning non è solo un problema visivo. Spesso è un segno che la pila non è abbastanza stabile per il processo successivo.
Una pila che sembra dritta solo all'interno dell'apparecchio non è ancora una pila stabile.
Cause comuni di sventagliamento della laminazione
Causa
Cosa si può vedere
Perché crea l'abbronzatura
Metodo di controllo migliore
Formazione di bave
Un bordo si apre o l'altezza della pila varia
Le bave agiscono come piccoli cunei tra le lastre
Controllo dell'usura degli utensili di stampaggio e controllo dell'altezza delle bave
Direzione bava mista
Lacune casuali o inclinazione imprevedibile
Le lastre hanno una sede diversa da strato a strato
Definire e controllare l'orientamento della laminazione
Scarso adattamento dei perni guida
Deriva rotazionale o graffiatura del foro
Un gioco eccessivo consente il movimento; un gioco insufficiente provoca l'inceppamento.
Convalidare il gioco del perno attraverso il comportamento di caduta e l'allineamento successivo al rilascio
Usura dei dispositivi
Il difetto compare dopo molti lotti buoni
Le guide usurate non si posizionano più in modo ripetitivo
Impostare gli intervalli di ispezione dei dispositivi e i limiti di usura
Compressione non uniforme
Un lato siede prima dell'altro
La forza non parallela crea pile a forma di cuneo
Controllare il parallelismo dei piani e la planarità della superficie di appoggio
Variazione della planarità della lastra
Impilare le onde, le rocce o le aperture
Le lastre deformate non si posizionano in modo uniforme
Controllare la planarità prima di impilare
Detriti o olio
Lacune locali casuali
Le particelle o le pellicole modificano il contatto tra gli strati
Pulire le laminazioni, i perni, i vassoi e le tasche di fissaggio.
Alta velocità di impilamento
Gli strati superiori ruotano o rimbalzano
Impatto e vibrazioni fanno camminare le lenzuola
Riduzione dell'altezza di caduta e controllo del movimento di avanzamento
Debole supporto al trasferimento
Accatastare i tifosi dopo aver lasciato l'impianto
Gli strati si spostano prima della giunzione o dell'assemblaggio finale
Utilizzare vassoi, manicotti, supporti laterali o compressione temporanea.
Adesione in condizioni di instabilità
Bloccaggi saldati, incollati o rivettati nel difetto
Il disallineamento viene fissato nell'anima finale
Unirsi solo quando la pila è completamente bloccata
Come evitare che la laminazione si sventoli prima dell'impilamento
Molti difetti di laminazione iniziano prima che il primo foglio tocchi il dispositivo di impilamento.
Se le laminazioni in ingresso sono incoerenti, il processo di impilamento deve combattere contro bave, ondulazioni, danni al rivestimento, variazioni dimensionali e contaminazione. A volte vince per un po'. Poi il difetto ritorna.
Iniziare con il foglio.
1. Controllo dell'altezza della fresa
Le bave sono una delle cause più comuni di sventagliamento della laminazione. Una bava può sembrare piccola su un foglio, ma ripetuta su centinaia di strati può creare una differenza di altezza misurabile.
Le bave possono anche raschiare l'isolamento, interferire con l'alloggiamento e creare un contatto indesiderato tra lastre adiacenti.
Punti di controllo:
Controllare l'altezza della bava per lotto o intervallo di produzione.
Direzione della bava.
Monitorare l'usura degli utensili di taglio o punzonatura.
Controllare se le bave si concentrano sulle scanalature, sui bordi del foro, sulle punte dei denti o sul diametro esterno.
Separare i lotti sospetti prima che raggiungano l'impilamento.
Un problema di bava è più facile da risolvere nella fase di laminazione che non dopo che la pila è già stata pressata insieme.
2. Definire la direzione della bava
La direzione della sbavatura non deve dipendere dalla memoria dell'operatore o dalla gestione casuale dei fogli.
Per alcune pile, tutte le bave possono essere rivolte nella stessa direzione. Per altre, si può utilizzare un'alternanza o una rotazione controllata. La scelta giusta dipende dal progetto del pezzo, dal metodo di giunzione, dai requisiti magnetici e dal processo di assemblaggio.
Ciò che conta di più è la ripetibilità.
Lo scarso controllo si presenta in questo modo:
Alcune lastre si sono sbavate
Alcune lastre sono sbavate
Alcuni fogli ruotati
Alcuni fogli mescolati da lotti diversi
Nessuno sa quando sia avvenuto il cambiamento
Questo crea un problema di risoluzione dei problemi.
Migliore controllo:
Utilizzare una tacca di orientamento, un elemento pilota, una direzione del vassoio o un segno visivo.
Definire la faccia di impilamento.
Istruire gli operatori a controllare l'orientamento prima del carico.
Rende l'orientamento difficile da invertire per errore.
Registrare le regole di orientamento nella scheda di processo.
L'orientamento casuale rende i modelli di difetti più difficili da tracciare perché la direzione della bava, il lato del rivestimento e il comportamento della sede non sono più variabili controllate.
3. Controllare la planarità della laminazione
Le variazioni di planarità possono provocare un fanning anche quando le bave sono accettabili.
Una laminazione leggermente piegata può superare un rapido controllo dimensionale, ma impilata con molte altre può creare una forza elastica all'interno della pila. Dopo il rilascio della compressione, gli strati cercano di recuperare. La pila si apre.
Controllare per:
Arco
Torsione
Bordi ondulati
Distorsione locale in prossimità delle fessure
Deformazione in seguito a processi termici o di rivestimento
Danni da manipolazione durante lo stoccaggio
Non basatevi solo sull'altezza finale della pila. Una pila può rispettare l'altezza pur conservando le sollecitazioni interne.
4. Mantenere pulite le laminazioni
Le piccole particelle sono importanti. Una scheggia, una scaglia di rivestimento, un ammasso di polvere o una macchia d'olio possono separare gli strati.
I controlli di pulizia dovrebbero riguardare più della laminazione stessa:
Vassoi di stoccaggio
Perni di guida
Tasche di fissaggio
Nidi di trasferimento
Guanti da operatore o strumenti di manipolazione
Operazioni di rifilatura, smerigliatura o taglio nelle vicinanze
I pezzi puliti inseriti in un'attrezzatura sporca non sono più pezzi puliti.
Come controllare l'allineamento durante l'impilaggio
Impilare non significa semplicemente mettere i fogli uno sopra l'altro. Si tratta di un'operazione di seduta controllata.
Un processo stabile di solito controlla tre cose contemporaneamente:
Posizione - dove si trova ogni laminazione.
Posti a sedere - il modo in cui ogni laminazione entra in contatto con lo strato precedente.
Mantenimento - come la pila rimane allineata prima dell'unione finale.
Se uno di questi è debole, l'ariete può comparire più tardi.
Utilizzare un metodo di carico a basso disturbo
Il foglio deve entrare nella pila senza rimbalzare, raschiare o subire urti laterali.
I problemi più comuni includono:
Altezza di caduta troppo alta
Foglio che scivola sui perni di guida con un angolo
L'operatore tocca la pila lateralmente
Vibrazione dell'alimentatore automatico
Movimento improvviso di avvio e arresto
Laminati che atterrano su film d'aria o d'olio intrappolati
Una pratica migliore:
Ridurre l'altezza di caduta.
Sostenere il foglio vicino al punto di riferimento.
Utilizzare guide di avanzamento che centrano senza forzare.
Mantenere il movimento di caricamento regolare.
Applicare una leggera pressione di appoggio a intervalli.
Osservare gli strati superiori durante la produzione, non solo durante l'ispezione finale.
Una pila può iniziare ad andare alla deriva molto prima che il difetto sia visibile lateralmente.
Posizionare le pile alte in fasi
Per le pile di laminazione più alte, la sola compressione finale può non correggere i piccoli spostamenti di strato. La parte inferiore della pila potrebbe essere già assestata in cattive condizioni.
Una sequenza a tappe è più sicura:
Caricare un numero controllato di laminazioni.
Applicare una leggera pressione di appoggio.
Verificare la posizione dello strato superiore.
Continuare a impilare.
Applicare una compressione intermedia.
Controllare l'altezza o l'allineamento laterale.
Completare la pila.
Applicare la compressione finale.
Unirsi o trattenersi prima del rilascio.
Questo non è sempre più lento nella produzione reale. Spesso riduce le rilavorazioni, lo smistamento e i reclami a valle.
Evitare il caricamento laterale
Il caricamento laterale è un produttore di difetti silenzioso.
Succede quando un operatore spinge la pila contro una parete, quando un alimentatore urta il foglio superiore, quando un perno è leggermente angolato o quando una tasca di fissaggio è troppo stretta su un lato.
I sintomi includono:
Sventagliare ogni volta sullo stesso lato
Graffi in prossimità dei fori di posizionamento
Bordo della pila non uniforme
Gli strati superiori si sono spostati più di quelli inferiori
Risultato migliorato quando l'operatore cambia stile di caricamento
Se l'allineamento dipende dalla battitura della pila, il processo non è stabile.
Gioco del perno di guida e controllo dell'attrezzatura
Le spine guida sono utili, ma non possono salvare un processo scadente.
Un perno di guida deve posizionare la laminazione senza problemi. Non deve raschiare il foro, piegare il foglio, tirare gli strati verso l'alto o richiedere una forza per il caricamento.
Cosa succede quando il gioco del perno di guida è troppo allentato?
Un gioco eccessivo consente a ogni laminazione di ruotare o spostarsi leggermente. L'errore può essere piccolo per ogni strato, ma può accumularsi.
Si può vedere:
Deriva rotazionale
Disadattamento dello slot
Variazione dell'allineamento del foro
Passaggio ai bordi
Allineamento diverso dopo la compressione
Allineamento diverso dopo il rilascio del dispositivo
Cosa succede quando il gioco del perno di guida è troppo stretto?
Uno spazio troppo ridotto crea un altro problema. La laminazione può impigliarsi, graffiarsi o sedersi sotto sforzo.
Si può vedere:
Graffi del foro
Le lenzuola non cadono liberamente
Operatori che premono i fogli a mano
La pila sembra allineata nel fissaggio ma si apre dopo il rilascio
Sezioni sottili piegate o distorte
Segni di usura del perno
Il gioco corretto non è un numero universale. Dipende dalla tolleranza delle caratteristiche di laminazione, dalle condizioni del rivestimento, dall'altezza delle bave, dallo spessore del foglio, dall'altezza della pila, dalla strategia di riferimento e dal fatto che il caricamento sia manuale o automatico.
Un metodo di convalida pratico è meglio che tirare a indovinare:
Controllo di convalida
Buon segno
Segnale di avvertimento
Comportamento della caduta del foglio
La laminazione cade senza problemi e si posiziona in piano
La lastra si blocca, si inclina o necessita di essere picchiettata
Condizione del foro
Nessuna raschiatura visibile
Graffi o danni al rivestimento in prossimità dei fori di guida
Pila dopo il rilascio
L'allineamento rimane stabile
Lo stack si sposta quando i pin vengono rimossi
Ripetibilità
Risultati simili tra i lotti
Modifiche di allineamento per lotto o operatore
Ispezione dei pin
Diametro e rettilineità rimangono entro i limiti di controllo
Appare un'usura, una piegatura, un accumulo o una rigatura.
Ispezione dell'usura dei dispositivi
Gli infissi si consumano lentamente, quindi la gente smette di notarli.
I perni di guida, le tasche, gli arresti, le piastre laterali e le superfici di base devono avere intervalli di ispezione definiti. Non solo “controllare quando appaiono parti difettose”. Questo è tardi.
L'usura dei dispositivi si manifesta spesso come:
Un difetto che si manifesta dopo molte corse di buon livello
Modifica dell'allineamento per cavità o stazione
Necessità di ulteriori interventi o regolazioni
Variazione maggiore dopo il rilascio
A ventaglio nella stessa direzione
La colpa è della pila. È stato l'apparecchio.
Non sempre. Ma abbastanza spesso.
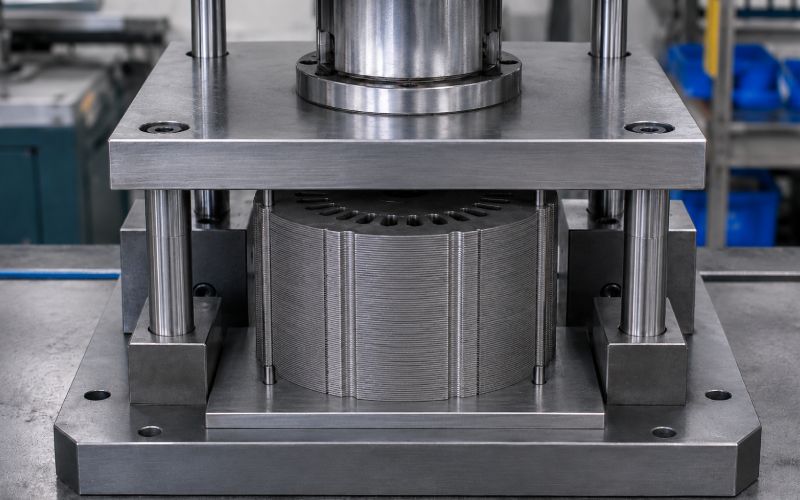
Controllo della compressione: Pressione, parallelismo e tempo di sosta
La compressione deve far aderire la pila in modo uniforme. Non deve schiacciare la pila in un'obbedienza temporanea.
Le variabili più importanti sono tre:
Pressione
Parallelismo
Tempo di sosta
Pressione
Una pressione troppo bassa consente di lasciare spazi vuoti. Una pressione eccessiva può danneggiare l'isolamento, aumentare il contatto con le bave, distorcere gli elementi sottili o bloccare le sollecitazioni.
La pressione giusta deve essere convalidata dal comportamento della pila:
L'altezza della pila si stabilizza?
L'allineamento rimane anche dopo il rilascio?
Ci sono segni di danni al rivestimento?
Il fanning ritorna dopo il trasferimento?
La pila incontra l'altezza in più punti e non solo in uno?
Parallelismo
Una superficie di pressatura non parallela può creare un fanning anche quando la pressione è elevata.
Se un lato della pila si posiziona per primo, il lato opposto può rimanere aperto. Una maggiore pressione può ridurre il divario visibile, ma la pila può ancora tornare indietro dopo il rilascio.
Controllo:
Parallelismo del piano della pressa
Planarità della base del dispositivo
Condizioni della superficie di supporto
Detriti irregolari sotto la pila
Contenimento laterale durante la pressatura
Altezza della pila in più punti
Una sola misurazione dell'altezza non è sufficiente. Misurare intorno alla pila.
Tempo di permanenza
Alcune pile necessitano di una breve sosta sotto pressione per assestarsi prima della giunzione o del rilascio. Ciò è particolarmente vero quando la pila comprende molte laminazioni sottili, variazioni di rivestimento o materiale di incollaggio.
Il tempo di permanenza deve essere definito, non indovinato.
Se è troppo breve, la pila può rilassarsi. Troppo lungo, e la produzione rallenta senza benefici. La risposta viene dai controlli di ripetibilità.
Come il metodo di unione influisce sull'allineamento degli stack
Il metodo di giunzione determina se la pila rimane allineata dopo la compressione.
Metodi diversi comportano rischi diversi.
Metodo di giunzione
Beneficio dell'allineamento
Rischio principale
Raccomandazione di controllo
Ad incastro
Veloce e ripetibile quando l'utensile è stabile
Deriva progressiva o sollecitazione locale
Monitorare la posizione dell'interblocco e la quadratura della pila
Saldatura
Forte ritenzione meccanica
Distorsione termica, trazione dei bordi o impatto locale sull'isolamento
Morsetto vicino all'area di saldatura e controllo della sequenza di saldatura
Adesione adesiva
Supporta molti strati su un'area più ampia
Scivolamento prima della polimerizzazione o spessore dell'adesivo non uniforme
Trattenere durante la polimerizzazione e controllare la quantità di rivestimento o di adesivo
Rivincita
Semplice ritenzione meccanica
La forza dei rivetti può spostare gli strati
Applicare la forza in modo simmetrico e verificare l'allineamento dei fori.
Taglio o serraggio
Utile per alcuni stili fondamentali
La pila può rilassarsi quando si cambia la ritenuta
Definire il carico della pinza e ricontrollare dopo il rilascio
Pila sciolta prima dell'assemblaggio finale
Flessibile per alcuni processi
Elevato rischio di trasferimento e movimentazione
Utilizzare guaine, vassoi o compressioni temporanee.
Il metodo di giunzione non deve essere scelto solo perché è facile da realizzare. Deve corrispondere all'altezza della pila, allo spessore della laminazione, alla tolleranza dimensionale, ai requisiti magnetici e all'assemblaggio a valle.
Una pila deve essere unita quando è ancora correttamente vincolata. Rilasciarla prima e cercare di recuperare l'allineamento in un secondo momento è un rischio di variazione.
Manipolazione dei trasferimenti: La causa nascosta del fanning
Molte pile di laminazione vanno bene nella stazione di impilamento e male in quella successiva.
Ciò significa che il difetto non è solo un difetto di impilamento. È un difetto di trasferimento.
Il rischio è maggiore quando:
La pila è alta
Le laminazioni sono sottili
Il rivestimento è liscio
Lo stack non è stato unito
È stata utilizzata solo una leggera compressione
L'operatore solleva da un lato
Il percorso di trasferimento è soggetto a vibrazioni o urti
Il fissaggio successivo non supporta lo stesso dato
I controlli di trasferimento possono essere semplici:
Utilizzare piastre di supporto laterali.
Utilizzare un vassoio di raccolta.
Aggiungere una piastra superiore temporanea.
Utilizzare un manicotto intorno alla pila.
Mantenere la pila compressa fino al momento dell'unione.
Ridurre la distanza di viaggio.
Definire i punti di sollevamento.
Ispezionare dopo il trasferimento, non solo prima.
Se dopo il movimento appare una sventagliata, non continuare a regolare il dispositivo di impilamento. Osservare il passaggio di consegne.
Tabella per la risoluzione dei problemi di laminazione e di scansione
Sintomo
Causa più probabile
Cosa controllare per prima cosa
Azione correttiva
Un lato si apre dopo il rilascio del dispositivo
Compressione non uniforme, accumulo di bave o trascinamento del dispositivo di fissaggio
Parallelismo del piano, direzione della bava, rilascio del perno
Regolare l'impostazione della compressione e ispezionare il controllo della bava
L'allineamento della scanalatura si sposta mentre l'alesaggio sembra accettabile
Anagrafica errata o gioco di rotazione eccessivo
Strategia di riferimento e montaggio dei perni guida
Allineare le caratteristiche funzionali, non solo i buchi convenienti
Gli strati superiori ruotano durante l'impilamento
Velocità di carico elevata, perni allentati o vibrazioni
Altezza di caduta, movimento di avanzamento, gioco del perno
Ridurre l'impatto e rafforzare il controllo dei processi
L'altezza della pila varia intorno alla circonferenza
Bave, detriti, pressatura non parallela, lamiere deformate
Misura dell'altezza in più punti
Pulire il processo, ispezionare le bave, correggere l'impostazione della pressa
Fanning appare solo dopo il trasferimento
Supporto alla movimentazione debole
Vassoio di trasferimento, metodo di sollevamento, immobilizzazione temporanea
Aggiungere un supporto laterale o mantenere la compressione
Aumento dei difetti nel corso della produzione
Usura del dispositivo o usura dell'utensile
Diametro del perno, usura della tasca, condizioni del tagliente
Sostituire i componenti usurati e ripristinare l'intervallo di ispezione
Tra gli strati compaiono spazi vuoti casuali
Sporco, olio, lastre miste o variazioni di planarità
Pulizia e ispezione in entrata
Migliorare lo stoccaggio, la pulizia e la separazione dei lotti
Spostamenti della pila durante la saldatura o l'incollaggio
L'unione inizia prima che lo stack sia stabile
Posizione dei morsetti e sequenza di giunzione
Unire mentre si è immobilizzati e controllare il calore o il movimento della polimerizzazione
Le lastre si sfregano durante il caricamento
Perni troppo stretti, sporchi o disallineati
Pulizia del perno, rettilineità, condizioni della superficie
Pulire, lucidare, sostituire o ridimensionare gli spilli
La pila supera il controllo dell'altezza ma non il montaggio
Posizione di misurazione errata o inclinazione nascosta
Altezza in più punti e dato funzionale
Aggiungere il controllo di concentricità, ortogonalità o posizione della scanalatura
Lista di controllo del processo per pile di laminazione stabili
Prima di impilare
Confermare il lotto di laminazione, lo spessore e il numero.
Controllare l'altezza della bava.
Verificare la direzione della bava.
Controllare le condizioni del rivestimento.
Confermare la planarità del foglio.
Rimuovere detriti, scaglie e macchie d'olio.
Confermare l'orientamento della laminazione.
Separare i fogli misti o sospetti.
Pulire i perni di guida e le tasche di fissaggio.
Confermare lo stato di ispezione del dispositivo.
Durante l'impilamento
Mantenere bassa l'altezza di caduta.
Evitare di spingere o picchiettare lateralmente.
Osservare la rotazione nei primi strati.
Usare posti a sedere per le pile alte.
Verificare che i fogli cadano liberamente sui perni di guida.
Verificare la presenza di raschiature dei fori.
Applicare una compressione intermedia quando necessario.
Verificare la posizione dello strato superiore prima della compressione finale.
Durante la compressione
Confermare il parallelismo delle facce della pressa.
Sostenere la pila in modo uniforme.
Utilizzare una pressione e un tempo di permanenza definiti.
Misurare l'altezza della pila in più punti.
Osservare il ritorno a molla dopo il rilascio.
Evitare una forza eccessiva che danneggi l'isolamento o gli elementi sottili.
Durante l'adesione
Tenere la pila bloccata.
Unirsi prima che la pila si rilassi.
Controllare la sequenza di saldature, rivetti, interblocchi, morsetti o incollaggi.
Evitare il carico asimmetrico.
Ricontrollare l'allineamento dopo la giunzione.
Dopo l'impilamento
Ispezionare immediatamente dopo il rilascio del dispositivo.
Ispezionare nuovamente dopo il trasferimento.
Registrare i punti in cui compare la ventagliatura.
Tracciare i difetti per lotto, attrezzatura, stazione, operatore e metodo di giunzione.
Conservare i campioni di difetti per il confronto.
Rivedere il processo prima di modificare il progetto.
Standardizzazione del processo di impilatura della laminazione per evitare lo sventagliamento
Un processo stabile dovrebbe rispondere chiaramente a queste domande:
Quale funzione controlla l'allineamento?
Quale lato è rivolto verso l'alto?
In che direzione sono rivolte le bave?
Quanti fogli vengono caricati prima della seduta intermedia?
Quale pressione viene utilizzata?
Quanto dura il tempo di permanenza?
Quando viene unito lo stack?
Come viene trasferito lo stack?
Dove viene controllato l'allineamento?
Qual è il piano di reazione quando compare la ventola?
Se queste risposte cambiano a seconda del turno, dell'operatore, del lotto o dell'impianto, il processo non è ancora standardizzato.
E sì, alcuni problemi di ventaglio scompaiono quando le persone rallentano e seguono sempre lo stesso metodo. Sembra troppo semplice. Succede ancora.
Quando rivedere il processo di progettazione o di fornitura dello stack
A volte il fanning non è solo un problema di produzione. La progettazione della pila o il percorso di approvvigionamento possono rendere il processo troppo sensibile.
Una revisione del processo di progettazione o di fornitura è utile quando:
Lo stesso difetto si ripresenta dopo la regolazione dell'apparecchio.
La tolleranza dell'altezza della pila è difficile da mantenere.
Il controllo della fresa varia a seconda del lotto.
Il metodo di giunzione causa distorsioni.
L'allineamento è accettabile prima del trasferimento, ma non dopo.
Le sezioni sottili si piegano durante il carico.
Il dato funzionale non è chiaro.
Le pile di prototipi si comportano in modo diverso dalle pile di produzione di massa.
La pila richiede ripetute rilavorazioni prima dell'assemblaggio.
Per le pile di laminazione personalizzate, le costruzioni di prototipi o i difetti di allineamento ricorrenti, la revisione deve riguardare la geometria della laminazione, la direzione della bava, la selezione dell'origine, l'altezza della pila, il concetto di fissaggio, il metodo di compressione, la sequenza di giunzione e il vincolo di trasferimento.
La correzione di un solo elemento può essere utile. Sistemare quello sbagliato fa perdere tempo.
Piano di controllo consigliato per la laminazione a ventaglio
Fase del processo
Controllo critico
Metodo di ispezione
Piano di reazione
Laminati stampati o tagliati
Altezza e planarità della fresa
Calibro per sbavature, controllo visivo dei bordi, controllo della planarità
Trattenere il lotto sospetto e ispezionare gli utensili
Preparazione alla preimpilatura
Orientamento e pulizia
Controllo della direzione del vassoio, pulizia dei pezzi, pulizia dell'attrezzatura
Riassortimento dei pezzi e pulizia dell'attrezzatura
Caricamento
Seduta in lamiera liscia
Osservazione dell'operatore o controllo della vista
Fermatevi se le lenzuola pendono, rimbalzano o si graffiano.
Impilamento intermedio
Rilevamento precoce della deriva
Controllo dell'allineamento dello strato superiore
Ripetere l'operazione prima di costruire lo stack completo
Compressione
Altezza e parallelismo
Controllo dell'altezza in più punti
Regolare la pressione, la sosta o l'impostazione del piano.
Unirsi
Stabilità in condizioni di vincolo
Controllo dell'allineamento post-giunzione
Rivedere la sequenza dei morsetti e delle giunzioni
Rilascio dei calendari
Trascinamento a molla o a rilascio
Controllo immediato del gap laterale
Ispezione dei perni, del percorso di rilascio e della direzione delle bave
Trasferimento
Stabilità di manovra
Ispezione post-trasferimento
Aggiungere un vassoio, un manicotto o una compressione temporanea
Ispezione finale
Allineamento funzionale
Controllo dell'alesaggio, della scanalatura, del diametro esterno, della quadratura o dell'inclinazione
Ordinare, contenere e rintracciare la causa principale
FAQ
Che cos'è la laminazione a ventaglio?
Il fanning di laminazione è l'apertura, la diffusione o il passaggio irregolare di singoli fogli in una pila di laminazione. Di solito si manifesta in corrispondenza del bordo della pila, del foro, dell'area della scanalatura o dopo che la pila è stata rilasciata dal dispositivo.
Quali sono le cause del fanning della laminazione durante l'impilamento?
Le cause più comuni sono l'accumulo di bave, la direzione mista delle bave, lo scarso gioco dei perni guida, le attrezzature usurate, la compressione non uniforme, la variazione della planarità della lastra, la contaminazione, l'alta velocità di caricamento e la debolezza del supporto durante il trasferimento.
In che modo le bave causano il disallineamento della pila di laminazione?
Le bave creano punti alti tra gli strati. In molte laminazioni, questi punti alti possono agire come cunei, causando inclinazione, altezza non uniforme, apertura dei bordi e scarsa tenuta. Le bave possono anche danneggiare l'isolamento tra gli strati.
Tutte le bave di laminazione devono essere rivolte nella stessa direzione?
Non sempre. La direzione corretta delle bave dipende dal progetto e dal processo della pila. Alcune pile utilizzano un'unica direzione controllata; altre utilizzano uno schema alternato o ruotato. Il punto importante è che l'orientamento deve essere definito e ripetuto.
I perni di guida possono fermare la sventagliatura della laminazione?
I perni di guida aiutano a controllare la posizione, ma non possono risolvere tutti i problemi. Se le bave sono alte, le lastre sono deformate, i perni sono usurati, il gioco è sbagliato o la compressione è irregolare, il fanning può ancora verificarsi.
Quanto devono essere stretti i perni di guida per l'impilamento della laminazione?
Non esiste un valore di gioco universale. Il gioco del perno guida deve basarsi sulla tolleranza della caratteristica di laminazione, sull'altezza della bava, sulle condizioni del rivestimento, sullo spessore del foglio, sull'altezza della pila, sul metodo di caricamento e sul dato funzionale. Il perno deve guidare il foglio in modo fluido senza raschiare, appendere o forzare la posizione del foro.
Perché la pila sembra allineata nel dispositivo ma si apre a ventaglio dopo il rilascio?
In genere significa che la pila è stata tenuta in posizione dal dispositivo, ma non era stabile da sola. Tra le possibili cause vi sono il ritorno elastico, l'accumulo di bave, la compressione non uniforme, il trascinamento dei perni, una sequenza di giunzione errata o un contenimento insufficiente prima del trasferimento.
Come posso ridurre il fanning nelle pile di laminazione alte?
Utilizzare l'impilamento a stadi. Caricare un numero definito di fogli, applicare una leggera pressione di appoggio, controllare l'allineamento e ripetere. Non aspettate che la pila sia completa prima di applicare il controllo.
Perché dopo la saldatura o l'incollaggio compare il fanning della laminazione?
La pila potrebbe essersi spostata prima della giunzione, oppure il processo di giunzione potrebbe aver introdotto calore, forza, ritiro o scivolamento. La pila deve rimanere vincolata durante la saldatura, l'incollaggio, la rivettatura o l'incastro.
Come si controlla l'allineamento della pila di laminazione?
Utilizzare il dato funzionale della pila. A seconda del progetto, questo può essere il foro, le scanalature, il diametro esterno, i fori pilota, la posizione del dente o la geometria del gradino. L'ispezione può includere misuratori go/no-go, sistemi di visione, comparatori, controlli di runout, controlli di ortogonalità o misurazioni in altezza su più punti.
Qual è il modo più rapido per risolvere i problemi di sventagliamento della laminazione?
Iniziare con cinque controlli: altezza della bava, direzione della bava, condizioni dei perni di guida, parallelismo della pressa e gestione del trasferimento. Queste aree rivelano rapidamente molte cause comuni.
Quando devo cambiare il dispositivo di impilamento?
Considerate la possibilità di cambiare il dispositivo quando i difetti si ripetono sullo stesso lato, l'allineamento varia a seconda della stazione, i fogli si sfregano durante il caricamento, i perni mostrano usura o le pile si spostano dopo il rilascio anche quando le laminazioni in entrata sono stabili.
La pressione di compressione può risolvere il problema del fanning?
La compressione può ridurre gli spazi vuoti visibili, ma non sempre può risolvere le cause alla radice. Se il problema deriva da bave, contaminazione, cattivo orientamento, guide usurate o movimento di trasferimento, una maggiore pressione può nascondere temporaneamente il difetto e creare altri danni.
Come può un fornitore aiutare a prevenire il disallineamento della pila di laminazione?
Un fornitore capace dovrebbe esaminare l'intero processo: qualità del taglio della laminazione, controllo delle bave, metodo di orientamento, progettazione del dispositivo, sequenza di compressione, metodo di giunzione e gestione tra le operazioni. Per le pile personalizzate, questa revisione è spesso più utile della regolazione di una tolleranza isolata.
Nota finale per i team di ingegneria e di sourcing
Il fanning della laminazione è raramente un problema di un singolo difetto. Di solito è un problema di controllo.
La pila deve avere fogli coerenti, un dato chiaro, una guida pulita, una compressione quadrata, una giunzione stabile e un trasferimento protetto. Se manca uno di questi elementi, la pila può ancora superare un punto di ispezione. Potrebbe non sopravvivere al processo successivo.
In caso di sventagliature ricorrenti, disallineamento o altezza instabile della pila, esaminare l'intera catena, dalla qualità del bordo di laminazione alla manipolazione finale. È qui che di solito si manifesta la vera causa.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.