Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Lista de comprobación de cualificación de herramientas de laminación de motores: Guía de estilo PPAP para nuevas herramientas de núcleo de motor
Índice
¿Qué es una lista de comprobación de cualificación de herramientas de laminación de tipo PPAP?
A Lista de comprobación de cualificación de herramientas de laminación tipo PPAP es un método de aprobación estructurado que se utiliza para verificar que una nueva herramienta de estampación puede producir repetidamente laminados de motor y pilas de laminados que cumplan los requisitos dimensionales, de material, magnéticos, de montaje y de producción.
No se trata sólo de un informe dimensional.
Ahí es donde muchos lanzamientos adelgazan.
Una sola laminación puede pasar la inspección. La pila puede seguir inclinada. Las rebabas pueden estar mal orientadas. Los daños en el revestimiento pueden crear contacto eléctrico entre las láminas. La altura de la pila puede variar después de que la herramienta se caliente. La prensa puede funcionar bien a velocidad de prueba y fallar a velocidad de producción.
Así que la verdadera cuestión de la aprobación es sencilla:
¿Puede esta herramienta de laminación producir pilas de núcleos de motor aceptables en condiciones de producción, con variación controlada, pruebas trazables y planes de reacción claros?
Esta lista de control está pensada para responder a esa pregunta.
Lista de comprobación PPAP de la herramienta de laminación de motores Copy-Ready
Utilice esta tabla como estructura de trabajo para un nuevo paquete de cualificación de herramientas de laminación.
Sección
Requisito
Pruebas exigidas
Propietario
Estado
Registro de diseño
Dibujos de laminación y apilado disponibles
Planos controlados, especificaciones, historial de revisiones
Ingeniería
Abierto / Cerrado
Verificación del material
Confirmación del grado de acero eléctrico, el grosor, el revestimiento y los datos de la bobina
Certificado de materiales, registro de inspección de entrada
Calidad / Compras
Abierto / Cerrado
Identificación de herramientas
Número de herramienta, revisión, cavidad/carril y disposición de la matriz confirmados.
Registro de fabricación de herramientas, plano de troqueles, archivo de mantenimiento
Herramientas
Abierto / Cerrado
Flujo del proceso
Proceso completo desde la recepción de la bobina hasta el mapeado de la pila embalada
Diagrama de flujo del proceso
Fabricación
Abierto / Cerrado
PFMEA
Revisión de los riesgos específicos de la laminación
PFMEA con controles de rebabas, revestimiento, alimentación, apilamiento y riesgo de mezcla
Calidad / Fabricación
Abierto / Cerrado
Plan de control
Definición de normas de inspección y reacción
Plan de preparación, durante el proceso y de inspección final
Calidad
Abierto / Cerrado
Prueba de funcionamiento
Finaliza la prueba de la prensa con fines de producción
Informe de ensayos, índice de accidentes cerebrovasculares, tiempo de inactividad, registro de desechos
Fabricación
Abierto / Cerrado
Control dimensional
Medición de las características de laminación y apilado
Informe globular, datos de MMC, datos de calibre
Calidad
Abierto / Cerrado
Control de rebabas
Verificación de la altura de la rebaba, del lado de la rebaba y de la tendencia de crecimiento de la rebaba.
Informe de medición de rebabas
Calidad / Utillaje
Abierto / Cerrado
Estado del revestimiento
Daños en el revestimiento y revisión del metal expuesto
Norma visual, registro de inspección
Calidad
Abierto / Cerrado
Validación de pilas
Altura de la pila, paralelismo, alineación y recuento confirmados
Informe de creación de pilas
Fabricación / Calidad
Abierto / Cerrado
MSA
Sistemas de medición aceptables
Gauge R&R o estudio de medición adecuado
Calidad
Abierto / Cerrado
Estudio de capacidad
Las características críticas muestran un comportamiento estable del proceso
Informe de capacidad o estudio de estabilidad
Calidad
Abierto / Cerrado
Funcionamiento
La herramienta funciona en las condiciones de producción previstas
Récord de carreras
Fabricación
Abierto / Cerrado
Mantenimiento de herramientas
Límites de afilado y desgaste definidos
Plan de mantenimiento preventivo
Herramientas
Abierto / Cerrado
Muestras patrón
Laminado aprobado y apilado retenido
Muestras patrón firmadas y etiquetadas
Calidad
Abierto / Cerrado
Embalaje
Piezas protegidas contra la mezcla, el óxido, la flexión y los daños en el revestimiento
Aprobación de envases
Logística / Calidad
Abierto / Cerrado
Aprobación definitiva
Cuestiones abiertas cerradas o controladas
Resumen de aprobación firmado
Equipo interfuncional
Abierto / Cerrado
Una lista de comprobación sólo funciona si las pruebas son reales. “Comprobado” no es una prueba. Un informe, una muestra, un registro o una decisión firmada son pruebas.
Verificación del registro de diseño de herramientas de laminación
Antes del juicio formal, congela el registro del diseño.
Para el utillaje de laminación de motores, el registro de diseño debe incluir:
Dibujo del perfil de laminación
Dibujo de pila terminado
Calidad y grosor del material
Requisito de revestimiento
Regla de límite y dirección de las rebabas
Tolerancias de ranuras, dientes, puentes, orificios, diámetro exterior y características principales
Requisitos de altura de la pila y presión de medición
Recuento de laminación
Método de apilado: enclavamiento, soldadura, unión, remache, inclinación o apilado suelto
Requisitos de rendimiento magnético o del motor, si procede
Características críticas y especiales
Requisitos de embalaje y protección contra la corrosión
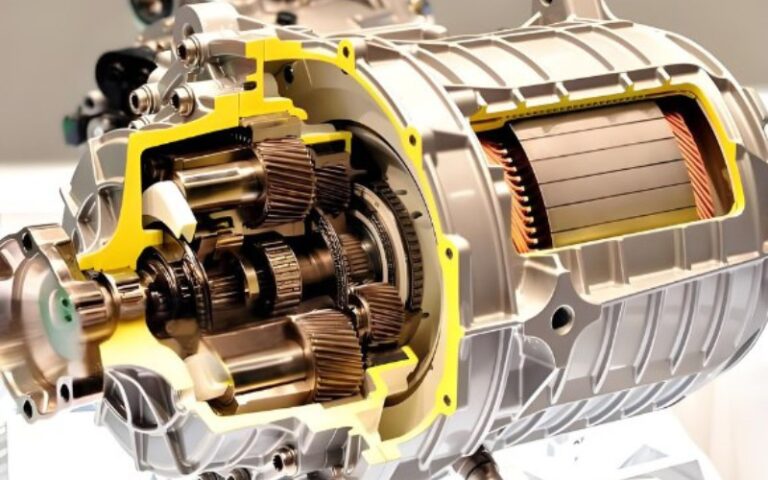
No considere el plano de laminación como el requisito completo. El motor utiliza la pila. La herramienta debe ser calificada contra la pila.
Pequeño detalle, gran consecuencia: si el dibujo controla la anchura de la ranura pero no la alineación de la ranura a través de la pila, el bobinado puede convertirse en la primera estación de inspección real. Eso llega tarde. Y caro.
Requisitos de material y acero eléctrico
El material debe verificarse antes de juzgar la herramienta.
Una nueva herramienta de laminación puede parecer inestable cuando el verdadero problema es la variación de la bobina. También puede parecer buena durante la prueba y fallar más tarde cuando cambia el material de producción.
Compruébalo:
Calidad del acero
Espesor nominal y real
Tolerancia de espesor
Tipo y estado del revestimiento
Anchura de la bobina
Camber
Estado de la superficie
Estado de los bordes
Trazabilidad de los lotes
Condiciones de almacenamiento
Compatibilidad de lubricación
En las laminaciones de motor, el grosor del material afecta a la altura de apilado. El revestimiento afecta al aislamiento interlaminar y al factor de apilamiento. El estado de la superficie afecta a la alimentación y a la formación de rebabas. No se trata de datos de fondo. Pertenece al paquete de homologación.
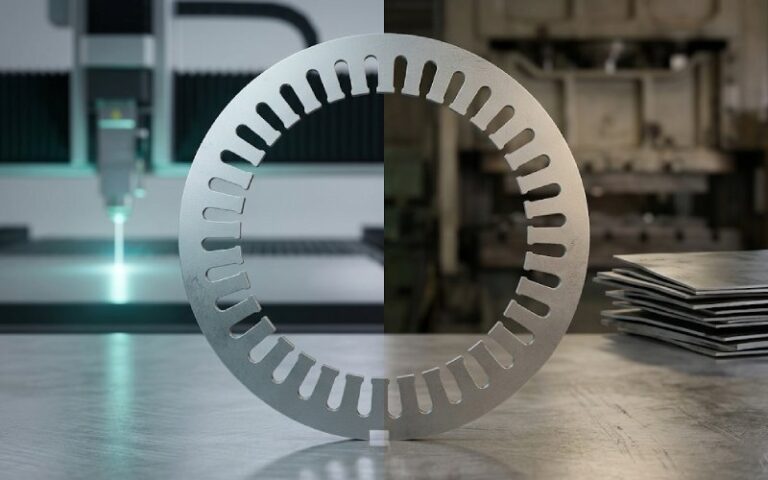
Prueba de troqueles progresivos y validación de la tirada
Una herramienta de laminación debe estar cualificada en condiciones de producción.
Es decir:
Prensa
Sistema de alimentación previsto
Anchura prevista de la bobina
Lubricación prevista
Frecuencia de golpe prevista
Método de apilamiento o recogida previsto
Método de inspección previsto
Instrucciones para el operador
Una prueba lenta puede ocultar problemas. La estabilidad del avance, el arrastre de desechos, los fallos de los sensores, el movimiento de la chatarra, el aumento del calor y la formación de rebabas pueden cambiar cuando la herramienta alcanza la velocidad real.
Durante el juicio formal, graba:
Pulse el número
Número de herramienta y revisión
Lote de bobinas
Ajuste de lubricación
Tasa de accidentes cerebrovasculares
Horas de inicio y fin
Cantidad de chatarra
Motivos de inactividad
Ajustes realizados
Resultados de la primera, media y última pieza
Resultados de la pila
Piezas retenidas para aprobación
Si la herramienta requiere repetidos ajustes para hacer piezas aceptables, no la apruebe como estable. Puede que aún se pueda arreglar. Otra cosa.
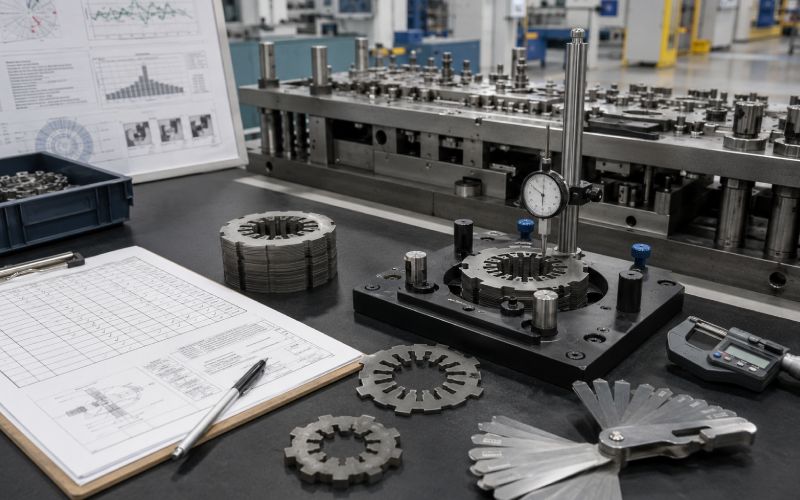
Criterios de inspección dimensional de la laminación
El informe dimensional debe abarcar tanto la laminación individual como la pila acabada.
Inspección de laminación individual
Medir características tales como:
Diámetro exterior
Diámetro interior o agujero
Ancho de ranura
Apertura de ranuras
Anchura del diente
Geometría de la punta del diente
Anchura del puente
Chaveteros o elementos de localización
Posición del orificio
Tolerancia del perfil
Planitud
Grosor del material
Altura de la rebaba
Inspección de pilas
Medir o verificar:
Altura de la pila
Recuento de laminación
Paralelismo de pila
Alineación de ranuras
Alineación del orificio
Alineación OD
Pila magra
Giro
Ángulo de inclinación, si procede
Altura del enclavamiento o estado de la soldadura/unión
Movimiento de laminación suelto
Peso de la pila, si se utiliza como control del proceso
No se fíe sólo de la pila más bonita. Recoge muestras a lo largo del recorrido. Al principio, a la mitad, al final. Después de las paradas. Después del cambio de bobina, si el ensayo incluye uno. Después del ajuste, si se ha producido alguno.
Ahí es donde suele estar la verdad.
Altura de la rebaba, dirección de la rebaba y control de calidad del canto
El control de las rebabas es una de las principales razones por las que la homologación de herramientas de laminación necesita su propia lista de comprobación.
Un borde de laminación estampado no es neutro. La altura de la rebaba, el lado de la rebaba, el vuelco y el desgarro del borde pueden afectar a la altura de la pila, el contacto del revestimiento, el ajuste del ensamblaje y el comportamiento magnético.
Define:
Altura máxima de rebaba
Lugares de medición de rebabas
Lado o dirección de la rebaba
Número de lecturas por pieza
Frecuencia de muestreo
Gatillo afilador de herramientas
Plan de reacción cuando la rebaba supera el nivel de actuación
Norma de confinamiento para las piezas fabricadas desde el último buen control
Utiliza dos límites si es necesario:
Nivel de rebabas
Significado
Acción requerida
Límite de acción
La tendencia de Burr se acerca al riesgo
Aumentar la inspección, revisar el utillaje, planificar el mantenimiento
Límite de rechazo
Requisito de producto superado
Parar, contener las piezas sospechosas, corregir la herramienta, volver a aprobar antes de reiniciar.
Esperar a que se alcance el límite de rechazo es un control deficiente. El proceso debe reaccionar antes de que fallen las piezas.
Revisión de daños en el revestimiento y contacto interlaminar
El revestimiento eléctrico de acero es funcional, no decorativo.
Durante la calificación, inspeccione:
Arañazos
Difamación
Metal desnudo
Marcas de recogida
Marcas de arrastre
Bruñido local
Daños cerca de ranuras o puentes
Daños causados por apilamiento, enclavamiento o expulsión
Crear una norma visual sencilla. Bien. Aceptable. Rechazable.
No deje el juicio sobre el revestimiento a la memoria. Los operarios cambian. La iluminación cambia. La gente se acostumbra a los daños cuando los ve todos los días.
Si el daño del revestimiento está relacionado con el riesgo de rendimiento, incluya pruebas adicionales o una revisión de ingeniería antes de la aprobación.
Validación de la altura de la pila de laminación y del factor de apilado
La altura de la pila es más que una dimensión. Refleja el grosor del material, el revestimiento, las rebabas, la planitud, el comportamiento de enclavamiento y el método de compresión.
Defina el método de medición antes de recoger los datos:
Número de laminaciones
Presión de compresión o carga
Puntos de medición
Tipo de manómetro
Si debe retirarse el aceite
Si se incluyen zonas de enclavamiento
Condiciones de temperatura, si procede
Tolerancia de aceptación
El factor de apilamiento, a veces denominado factor de laminación, debe revisarse cuando el diseño del motor depende del contenido efectivo de acero. Puede verse influido por el grosor del revestimiento, la rebaba, la ondulación, el estado de la superficie y la compactación.
No es lo mismo una pila alta por rebabas que una pila alta por desplazamiento del espesor del material. Ambas pueden fallar el mismo número. La solución es diferente.
Requisitos de MSA para la cualificación de herramientas de laminación
El análisis del sistema de medición debe completarse antes de confiar en la capacidad del proceso.
Dar prioridad a la MSA para:
Altura de la rebaba
Ancho de ranura
Anchura del diente
Diámetro interior
Perfil o posición real
Altura de la pila
Altura de enclavamiento
Ángulo de inclinación
Juicio visual del revestimiento, cuando se utiliza para la liberación
Pérdida de núcleo o prueba magnética, si forma parte de la homologación
Si el sistema de medición no puede separar las piezas buenas de las malas, el estudio del proceso es deficiente. Esto es especialmente cierto en el caso de la altura de la rebaba. Un estudio de calibre de rebaba realizado en características fáciles y planas no demuestra que el método de rebaba sea aceptable en dientes estrechos o bordes de ranuras.
Estudio de la capacidad del proceso para características críticas de laminación
Los estudios de capacidad deben utilizarse sobre características medibles y estables.
Los buenos candidatos incluyen:
Ancho de ranura
Anchura del diente
Diámetro interior
OD
Posición clave
Altura de la pila
Altura de enclavamiento
Altura de la rebaba, si la repetibilidad de la medición es aceptable
No fuerce los estudios de capacidad sobre defectos subjetivos. Para los arañazos en el revestimiento, las marcas de proyectiles y las grietas ocasionales, utilice el seguimiento de defectos, la frecuencia de inspección y los planes de reacción.
Para la aprobación formal, los datos de capacidad deben proceder de la tirada de producción prevista. No de muestras seleccionadas a mano. No de condiciones de prensas prototipo. No después de eliminar las piezas defectuosas.
Requisitos del PFMEA y del plan de control
El PFMEA debe reflejar los modos reales de fallo de laminación.
Incluye riesgos como:
Avería
Desgaste del piloto
Arranque de babosas
Crecimiento de las rebabas
Daños en el revestimiento
Material mixto
Orientación incorrecta de la laminación
Recuento erróneo de pilas
Enclavamiento suelto
Interbloqueo demasiado alto
Defecto de soldadura o unión
Pila magra
Desgaste de la plaquita de la herramienta
Sensor de derivación
Óxido durante el almacenamiento
Daños durante el embalaje
El plan de control debe responder entonces:
¿Qué se comprueba?
¿Cómo se comprueba?
¿Con qué frecuencia?
¿Por quién?
¿Con qué calibre?
¿Cuál es el límite?
¿Qué ocurre cuando se sobrepasa el límite?
¿Hasta qué fecha están contenidas las piezas sospechosas?
Un plan de control que diga “ajustar el proceso” no es suficiente. Debe decir qué ocurre con las piezas ya fabricadas.
Mantenimiento de herramientas y activadores de recalificación
Una herramienta de laminación no se aprueba una vez para siempre. Se aprueba en condiciones conocidas.
Definir controles de mantenimiento para:
Intervalo de afilado del punzón
Límites de desgaste de las matrices
Insertar normas de sustitución
Comprobación de sensores
Limpieza del vertedero de chatarra
Controles de lubricación
Desgaste de guías y pilotos
Estado del punzón de enclavamiento
Inspección posterior al mantenimiento
Defina también los desencadenantes de la recalificación.
Después puede ser necesaria una recalificación parcial o total:
Reparación de herramientas principales
Transferencia de herramientas a otra prensa
Cambio de grado del material
Cambio de grosor del material
Cambio de revestimiento
Revisión del diseño
Cambio del método de apilamiento
Nueva lubricación
Tendencia inesperada de las rebabas
Averías repetidas
Escape de la calidad interna o del cliente
No todos los afilados requieren un PPAP completo. Pero cada operación de mantenimiento debe someterse a una comprobación de aptitud. El alcance depende del riesgo.
Criterios de aprobación final del PPAP de la pila de laminación de motores
Apruebe la nueva herramienta de laminación sólo cuando estas afirmaciones sean ciertas:
El registro de diseño se libera y coincide con la salida de la herramienta.
Se utilizó material destinado a la producción.
La prueba se realizó en las condiciones de producción previstas.
Las laminaciones individuales cumplen los requisitos dimensionales.
Las pilas terminadas cumplen los requisitos de apilado.
Se controlan la altura y la dirección de las fresas.
El estado del revestimiento es aceptable.
Los sistemas de medición son adecuados.
Las pruebas de capacidad o estabilidad respaldan la producción.
Los riesgos del PFMEA están cubiertos por el plan de control.
Los planes de reacción son claros.
Se definen los límites de mantenimiento de las herramientas.
Se conservan las muestras patrón.
El envase protege el producto.
Los asuntos abiertos se cierran o controlan con una aprobación por escrito.
La aprobación no debe significar “la última muestra tenía buen aspecto”.”
Debería significar que el proceso se entiende lo suficientemente bien como para ejecutarse.
Preguntas frecuentes avanzadas: Cualificación de la herramienta de laminación de motores
¿Qué debe incluir un paquete PPAP de laminación de motores?
Un paquete sólido debe incluir el registro de diseño, la verificación de materiales, el flujo del proceso, el PFMEA, el plan de control, el MSA, el informe dimensional, el estudio de rebabas, la validación de la pila, el estudio de capacidad, el registro de funcionamiento, el plan de mantenimiento, la aprobación del embalaje, las muestras maestras y la aprobación final firmada.
¿Debe tratarse la altura de la rebaba como una característica crítica?
A menudo, sí. Las rebabas pueden afectar a la altura de la pila, el contacto del laminado, la holgura del bobinado, el ajuste del conjunto y el rendimiento del motor. Si la rebaba tiene un impacto funcional, debe controlarse con límites definidos, lugares de medición, frecuencia de muestreo y reglas de reacción.
¿Cómo debe medirse la altura de la pila durante la cualificación?
La altura de la pila debe medirse utilizando un recuento de laminación, una carga de compresión, unos puntos de medición y un método de medición definidos. Sin un método fijo, los datos de altura de pila de diferentes operarios o turnos pueden no ser comparables.
¿Es necesario realizar una tirada para homologar la herramienta de laminación?
Para las herramientas de producción, sí. La herramienta debe probarse a la velocidad de producción y en las condiciones de proceso previstas. Una prueba a baja velocidad puede pasar por alto la inestabilidad del avance, el arrastre de desechos, la desviación relacionada con el calor, los problemas de manipulación de la chatarra y el crecimiento de rebabas.
¿Cuál es la diferencia entre la inspección por laminación y la inspección por apilamiento?
La inspección de laminación comprueba la pieza estampada individual. La inspección de la pila comprueba el estado del núcleo del motor ensamblado. Ambas son necesarias porque una pequeña variación en la laminación puede acumularse en la inclinación de la pila, la desviación de la altura, la desalineación de las ranuras o un mal comportamiento del ensamblaje.
¿Cuándo debe recalificarse una herramienta de laminación?
La recalificación debe considerarse después de una reparación importante, una transferencia de herramientas, un cambio de material, un cambio de revestimiento, un cambio de diseño, un cambio de prensa, un cambio de proceso o una desviación inexplicable de la calidad. El alcance puede ser parcial o total, en función del riesgo.
¿Cuáles son los puntos que más se pasan por alto en la cualificación de las herramientas de laminación?
Los elementos que más se pasan por alto son la dirección de las rebabas, los daños en el revestimiento, la alineación de las pilas, la preparación del sistema de medición, los límites de mantenimiento y las normas de contención tras el ajuste de la herramienta. No siempre son visibles en un informe dimensional básico, pero a menudo deciden si la herramienta está realmente lista para la producción.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.