Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Daftar Periksa Kualifikasi Alat Laminasi Motor: Panduan Gaya PPAP untuk Perkakas Inti Motor Baru
Daftar Isi
Apa yang Dimaksud dengan Daftar Periksa Kualifikasi Alat Laminasi Gaya PPAP?
A Daftar periksa kualifikasi alat laminasi gaya PPAP adalah metode persetujuan terstruktur yang digunakan untuk memverifikasi bahwa alat stamping baru dapat berulang kali menghasilkan laminasi motor dan tumpukan laminasi yang memenuhi persyaratan dimensi, material, magnetik, perakitan, dan produksi.
Ini bukan hanya laporan dimensi.
Di situlah banyak peluncuran menjadi tipis.
Satu laminasi mungkin lulus inspeksi. Tumpukan mungkin masih miring. Gerinda mungkin menghadap ke arah yang salah. Kerusakan lapisan dapat menimbulkan kontak listrik antar laminasi. Ketinggian tumpukan mungkin melayang setelah alat memanas. Mesin cetak dapat berjalan dengan baik pada kecepatan uji coba dan salah mengumpan pada kecepatan produksi.
Jadi, pertanyaan persetujuan yang sebenarnya adalah sederhana:
Dapatkah alat laminasi ini menghasilkan tumpukan inti motor yang dapat diterima pada kondisi produksi, dengan variasi yang terkendali, bukti yang dapat dilacak, dan rencana reaksi yang jelas?
Daftar periksa ini dibuat untuk menjawab pertanyaan tersebut.
Daftar Periksa PPAP Alat Laminasi Motor Siap Salin
Gunakan tabel ini sebagai struktur kerja untuk paket kualifikasi alat laminasi yang baru.
Bagian
Persyaratan
Bukti yang Dibutuhkan
Pemilik
Status
Catatan desain
Tersedia gambar laminasi dan tumpukan yang dirilis
Gambar terkontrol, spesifikasi, riwayat revisi
Teknik
Terbuka / Tertutup
Verifikasi materi
Data kelas, ketebalan, lapisan, dan koil baja listrik dikonfirmasi
Sertifikat material, catatan inspeksi yang masuk
Kualitas / Pembelian
Terbuka / Tertutup
Identifikasi alat
Nomor pahat, revisi, rongga/lajur, dan tata letak cetakan dikonfirmasi
Catatan pembuatan alat, gambar cetakan, file pemeliharaan
Perkakas
Terbuka / Tertutup
Aliran proses
Proses lengkap dari penerimaan koil hingga tumpukan yang dikemas dipetakan
Diagram aliran proses
Manufaktur
Terbuka / Tertutup
PFMEA
Risiko khusus laminasi ditinjau ulang
PFMEA dengan kontrol duri, pelapisan, pengumpanan, penumpukan, dan risiko campuran
Kualitas / Manufaktur
Terbuka / Tertutup
Rencana pengendalian
Aturan inspeksi dan reaksi ditetapkan
Penyiapan, dalam proses, rencana pemeriksaan akhir
Kualitas
Terbuka / Tertutup
Uji coba
Uji coba pers untuk tujuan produksi selesai
Laporan uji coba, laju goresan, waktu henti, log memo
Manufaktur
Terbuka / Tertutup
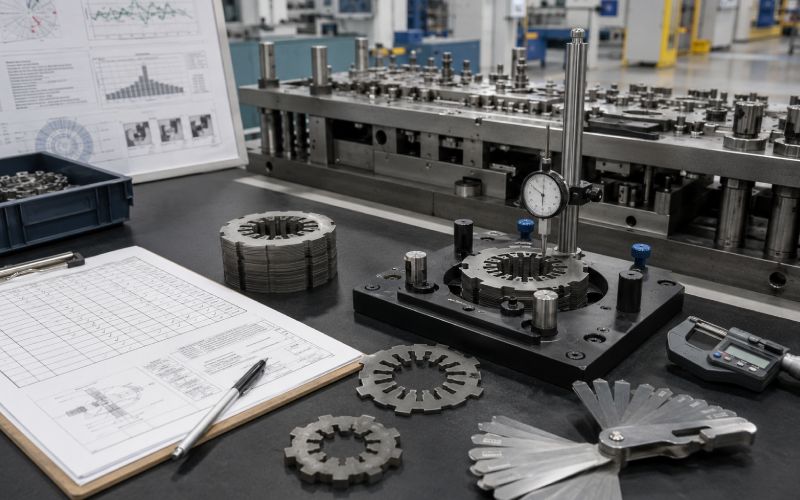
Inspeksi dimensi
Fitur laminasi dan tumpukan diukur
Laporan balon, data CMM, data pengukur
Kualitas
Terbuka / Tertutup
Kontrol duri
Tinggi duri, sisi duri, dan tren pertumbuhan duri diverifikasi
Laporan pengukuran duri
Kualitas / Perkakas
Terbuka / Tertutup
Kondisi pelapisan
Kerusakan lapisan dan logam yang terpapar ditinjau ulang
Standar visual, catatan inspeksi
Kualitas
Terbuka / Tertutup
Validasi tumpukan
Tinggi tumpukan, paralelisme, keselarasan, dan jumlah yang dikonfirmasi
Laporan pembangunan tumpukan
Manufaktur / Kualitas
Terbuka / Tertutup
MSA
Sistem pengukuran terbukti dapat diterima
Mengukur R&R atau studi pengukuran yang sesuai
Kualitas
Terbuka / Tertutup
Studi kemampuan
Fitur kritis menunjukkan perilaku proses yang stabil
Laporan kemampuan atau studi stabilitas
Kualitas
Terbuka / Tertutup
Jalankan dengan cepat
Alat berjalan pada kondisi produksi yang diinginkan
Rekor kecepatan lari
Manufaktur
Terbuka / Tertutup
Perawatan alat
Batas penajaman dan keausan ditentukan
Rencana pemeliharaan preventif
Perkakas
Terbuka / Tertutup
Sampel master
Laminasi dan tumpukan yang disetujui tetap dipertahankan
Sampel master yang ditandatangani dan diberi label
Kualitas
Terbuka / Tertutup
Pengemasan
Komponen terlindungi dari campuran, karat, tekukan, dan kerusakan lapisan
Persetujuan pengemasan
Logistik / Kualitas
Terbuka / Tertutup
Persetujuan akhir
Masalah terbuka ditutup atau dikendalikan
Ringkasan persetujuan yang ditandatangani
Tim lintas fungsi
Terbuka / Tertutup
Daftar periksa hanya berfungsi jika buktinya nyata. “Diperiksa” bukanlah bukti. Laporan, sampel, catatan, atau keputusan yang ditandatangani adalah bukti.
Verifikasi Catatan Desain Alat Laminasi
Sebelum uji coba formal, bekukan catatan desain.
Untuk perkakas laminasi motor, catatan desain harus menyertakan:
Gambar profil laminasi
Gambar tumpukan yang sudah jadi
Tingkat dan ketebalan material
Persyaratan pelapisan
Batas duri dan aturan arah duri
Toleransi slot, gigi, jembatan, lubang, OD, dan fitur utama
Persyaratan ketinggian tumpukan dan tekanan pengukuran
Jumlah laminasi
Metode penumpukan: saling mengunci, mengelas, mengikat, memukau, miring, atau tumpukan longgar
Persyaratan kinerja magnetik atau motor, jika ada
Karakteristik kritis dan khusus
Persyaratan pengemasan dan perlindungan korosi
Jangan memperlakukan gambar laminasi datar sebagai persyaratan penuh. Motor menggunakan tumpukan. Alat harus memenuhi syarat terhadap tumpukan.
Detail kecil, konsekuensi besar: jika gambar mengontrol lebar slot tetapi tidak menyelaraskan slot melalui tumpukan, belitan dapat menjadi stasiun inspeksi nyata pertama. Itu terlambat. Dan mahal.
Persyaratan Material dan Baja Listrik
Materi harus diverifikasi sebelum alat tersebut dinilai.
Alat laminasi baru dapat terlihat tidak stabil ketika masalah sebenarnya adalah variasi koil. Alat ini juga dapat terlihat bagus selama uji coba dan gagal ketika bahan produksi berubah.
Periksa:
Kelas baja
Ketebalan nominal dan aktual
Toleransi ketebalan
Jenis lapisan dan kondisi lapisan
Lebar gulungan
Camber
Kondisi permukaan
Kondisi tepi
Ketertelusuran lot
Kondisi penyimpanan
Kompatibilitas pelumasan
Untuk laminasi motor, ketebalan material mempengaruhi tinggi tumpukan. Pelapisan mempengaruhi insulasi interlaminar dan faktor penumpukan. Kondisi permukaan mempengaruhi pengumpanan dan pembentukan duri. Ini bukan data latar belakang. Itu termasuk dalam paket persetujuan.
Uji Coba Die Progresif dan Validasi Lari-langsung
Alat laminasi harus memenuhi syarat di bawah kondisi yang sesuai dengan tujuan produksi.
Itu artinya:
Pers yang dituju
Sistem pakan yang dimaksudkan
Lebar kumparan yang diinginkan
Pelumasan yang dimaksudkan
Tingkat stroke yang diinginkan
Metode penumpukan atau pengumpulan yang dimaksudkan
Metode pemeriksaan yang dimaksudkan
Petunjuk operator yang dimaksudkan
Uji coba yang lambat dapat menyembunyikan masalah. Stabilitas umpan, tarikan siput, kesalahan sensor, gerakan skrap, pertumbuhan panas, dan pembentukan duri dapat berubah ketika alat mencapai kecepatan yang sebenarnya.
Selama persidangan formal, rekamlah:
Tekan nomor
Nomor alat dan revisi
Banyak koil
Pengaturan pelumasan
Tingkat stroke
Waktu mulai dan berhenti
Kuantitas memo
Alasan waktu henti
Penyesuaian yang dilakukan
Hasil foto pertama, pertengahan, dan foto terakhir
Hasil pembangunan tumpukan
Bagian yang ditahan untuk persetujuan
Jika alat memerlukan penyesuaian berulang kali untuk membuat bagian yang dapat diterima, jangan anggap alat tersebut stabil. Alat tersebut mungkin masih bisa diperbaiki. Hal yang berbeda.
Kriteria Pemeriksaan Dimensi Laminasi
Laporan dimensi harus mencakup laminasi individual dan tumpukan yang sudah jadi.
Inspeksi laminasi individual
Mengukur fitur seperti:
Diameter luar
Diameter dalam atau lubang
Lebar slot
Pembukaan slot
Lebar gigi
Geometri ujung gigi
Lebar jembatan
Alur pasak atau fitur lokasi
Posisi lubang
Toleransi profil
Kerataan
Ketebalan bahan
Tinggi duri
Inspeksi tumpukan
Mengukur atau memverifikasi:
Tinggi tumpukan
Jumlah laminasi
Paralelisme tumpukan
Penyelarasan slot
Penyelarasan lubang
Penyelarasan OD
Tumpukan ramping
Memutar
Sudut kemiringan, jika ada
Ketinggian interlock atau kondisi las/ikatan
Gerakan laminasi longgar
Berat tumpukan, jika digunakan sebagai pemeriksaan proses
Jangan hanya mengandalkan tumpukan yang terlihat paling bagus. Tarik sampel di seluruh proses. Awal, tengah, akhir. Setelah berhenti. Setelah penggantian koil, jika uji coba menyertakan satu. Setelah penyesuaian, jika ada penyesuaian yang terjadi.
Di situlah biasanya kebenaran berada.
Ketinggian Duri, Arah Duri, dan Kontrol Kualitas Tepi
Pengendalian duri adalah salah satu alasan utama mengapa persetujuan alat laminasi memerlukan daftar periksa tersendiri.
Tepi laminasi yang dicap tidak netral. Ketinggian duri, sisi duri, rollover, dan robekan tepi dapat memengaruhi ketinggian tumpukan, kontak lapisan, kesesuaian perakitan, dan perilaku magnetik.
Tentukan:
Tinggi duri maksimum
Lokasi pengukuran duri
Sisi atau arah duri
Jumlah pembacaan per bagian
Frekuensi pengambilan sampel
Pemicu penajaman alat
Rencana reaksi ketika duri melebihi tingkat tindakan
Aturan penyimpanan untuk suku cadang yang dibuat sejak pemeriksaan terakhir yang baik
Hentikan, isi bagian yang mencurigakan, perbaiki alat, setel ulang sebelum memulai kembali
Menunggu hingga batas penolakan tercapai adalah kontrol yang buruk. Proses harus bereaksi sebelum komponen gagal.
Tinjauan Kerusakan Lapisan dan Kontak Interlaminar
Lapisan baja elektrik bersifat fungsional, bukan dekoratif.
Selama kualifikasi, lakukan pemeriksaan:
Goresan
Mengolesi
Logam telanjang
Tanda penjemputan
Tanda seret
Pemolesan lokal
Kerusakan di dekat slot atau jembatan
Kerusakan yang disebabkan oleh penumpukan, interlock, atau lontaran
Buat standar visual yang sederhana. Bagus. Dapat diterima. Tolak.
Jangan biarkan penilaian pelapisan hanya dalam ingatan. Operator berubah. Pencahayaan berubah. Orang terbiasa dengan kerusakan ketika mereka melihatnya setiap hari.
Jika kerusakan lapisan terkait dengan risiko kinerja, sertakan pengujian tambahan atau tinjauan teknik sebelum disetujui.
Validasi Tinggi Tumpukan Laminasi dan Faktor Penumpukan
Tinggi tumpukan lebih dari sekadar dimensi. Ini mencerminkan ketebalan material, lapisan, duri, kerataan, perilaku interlock, dan metode kompresi.
Tentukan metode pengukuran sebelum mengumpulkan data:
Jumlah laminasi
Tekanan atau beban kompresi
Titik pengukuran
Jenis pengukur
Apakah oli harus dibuang
Apakah area interlock disertakan
Kondisi suhu, jika relevan
Toleransi penerimaan
Faktor penumpukan, kadang-kadang disebut faktor laminasi, harus ditinjau ketika desain motor bergantung pada kandungan baja yang efektif. Hal ini dapat dipengaruhi oleh ketebalan lapisan, duri, gelombang, kondisi permukaan, dan pemadatan.
Tumpukan yang tinggi karena duri tidak sama dengan tumpukan yang tinggi karena ketebalan material bergeser. Keduanya bisa saja gagal dalam jumlah yang sama. Perbaikannya berbeda.
Persyaratan MSA untuk Kualifikasi Alat Laminasi
Analisis sistem pengukuran harus diselesaikan sebelum kemampuan proses dipercaya.
Memprioritaskan MSA untuk:
Tinggi duri
Lebar slot
Lebar gigi
Diameter lubang
Profil atau posisi sebenarnya
Tinggi tumpukan
Tinggi interlock
Sudut kemiringan
Penilaian visual pelapisan, apabila digunakan untuk rilis
Kehilangan inti atau uji magnetik, jika merupakan bagian dari persetujuan
Jika sistem pengukuran tidak dapat memisahkan bagian yang baik dari bagian yang buruk, maka studi proses menjadi lemah. Hal ini terutama berlaku untuk ketinggian duri. Studi pengukur duri yang dilakukan pada fitur yang mudah dan datar tidak membuktikan bahwa metode duri dapat diterima pada gigi atau tepi slot yang sempit.
Studi Kemampuan Proses untuk Fitur Laminasi Kritis
Studi kapabilitas harus digunakan pada karakteristik yang terukur dan stabil.
Kandidat yang baik meliputi:
Lebar slot
Lebar gigi
Diameter lubang
OD
Posisi fitur utama
Tinggi tumpukan
Tinggi interlock
Tinggi duri, jika pengulangan pengukuran dapat diterima
Jangan memaksakan studi kemampuan pada cacat yang bersifat subyektif. Untuk goresan pada lapisan, bekas siput, dan retakan sesekali, gunakan pelacakan cacat, frekuensi inspeksi, dan rencana reaksi.
Untuk persetujuan formal, data kapabilitas harus berasal dari uji coba produksi. Bukan sampel yang dipilih sendiri. Bukan kondisi pers prototipe. Bukan setelah menyortir bagian yang buruk.
Persyaratan PFMEA dan Rencana Pengendalian
PFMEA harus mencerminkan mode kegagalan laminasi yang sebenarnya.
Mencakup risiko-risiko seperti:
Salah memberi makan
Pakaian pilot
Siput menarik
Pertumbuhan duri
Kerusakan lapisan
Bahan campuran
Orientasi laminasi yang salah
Tumpukan salah hitung
Interlock longgar
Interlock terlalu tinggi
Cacat las atau ikatan
Tumpukan ramping
Keausan sisipan alat
Bypass sensor
Karat selama penyimpanan
Kerusakan selama pengemasan
Rencana kontrol kemudian harus menjawabnya:
Apa yang diperiksa?
Bagaimana cara memeriksanya?
Seberapa sering?
Oleh siapa?
Dengan ukuran apa?
Berapa batasnya?
Apa yang terjadi jika batas tersebut terlewati?
Seberapa jauh bagian yang dicurigai terdapat di belakang?
Rencana kontrol yang mengatakan “sesuaikan proses” tidaklah cukup. Rencana tersebut harus menjelaskan apa yang terjadi pada komponen yang sudah dibuat.
Pemeliharaan Alat dan Pemicu Kualifikasi Ulang
Alat laminasi tidak disetujui untuk selamanya. Alat ini disetujui dalam kondisi yang diketahui.
Menetapkan kontrol pemeliharaan untuk:
Interval penajaman pukulan
Batas keausan die
Masukkan aturan penggantian
Pemeriksaan sensor
Pembersihan parasut bekas
Pemeriksaan pelumasan
Keausan pemandu dan pilot
Kondisi pukulan interlock
Inspeksi pasca-pemeliharaan
Tentukan juga pemicu kualifikasi ulang.
Kualifikasi ulang sebagian atau seluruhnya mungkin diperlukan setelahnya:
Perbaikan alat utama
Pemindahan alat ke alat cetak lain
Perubahan tingkat material
Perubahan ketebalan material
Perubahan lapisan
Revisi desain
Perubahan metode penumpukan
Pelumasan baru
Tren duri yang tidak terduga
Kesalahan pemberian makan yang berulang-ulang
Pelarian kualitas pelanggan atau internal
Tidak semua pengasahan memerlukan PPAP penuh. Tetapi setiap acara pemeliharaan harus memiliki pemeriksaan pelepasan. Cakupannya tergantung pada risiko.
Kriteria Persetujuan Akhir untuk PPAP Tumpukan Laminasi Motor
Setujui alat laminasi baru hanya jika pernyataan-pernyataan ini benar:
Rekaman desain dilepaskan dan mencocokkan output alat.
Bahan yang digunakan untuk tujuan produksi.
Uji coba dijalankan pada kondisi produksi yang dimaksudkan.
Laminasi individual memenuhi persyaratan dimensi.
Tumpukan yang sudah jadi memenuhi persyaratan tumpukan.
Tinggi duri dan arah duri dikendalikan.
Kondisi pelapisan dapat diterima.
Sistem pengukuran yang sesuai.
Bukti kemampuan atau stabilitas mendukung produksi.
Risiko PFMEA tercakup dalam rencana pengendalian.
Rencana reaksi sudah jelas.
Batas pemeliharaan alat ditentukan.
Sampel master disimpan.
Kemasan melindungi produk.
Masalah terbuka ditutup atau dikendalikan dengan persetujuan tertulis.
Persetujuan tidak berarti “sampel terakhir terlihat bagus.”
Ini berarti prosesnya sudah dipahami dengan cukup baik untuk dijalankan.
Pertanyaan Umum Tingkat Lanjut: Kualifikasi Alat Laminasi Motor
Apa yang harus disertakan dalam paket PPAP laminasi motor?
Paket yang kuat harus mencakup catatan desain, verifikasi material, aliran proses, PFMEA, rencana kontrol, MSA, laporan dimensi, studi duri, validasi tumpukan, studi kapabilitas, catatan run-at-rate, rencana pemeliharaan, persetujuan pengemasan, sampel master, dan persetujuan akhir yang ditandatangani.
Haruskah tinggi duri diperlakukan sebagai karakteristik kritis?
Seringkali, ya. Duri dapat memengaruhi tinggi tumpukan, kontak laminasi, jarak bebas belitan, kecocokan perakitan, dan kinerja motor. Jika duri memiliki dampak fungsional, duri harus dikontrol dengan batas yang ditentukan, lokasi pengukuran, frekuensi pengambilan sampel, dan aturan reaksi.
Bagaimana seharusnya tinggi tumpukan diukur selama kualifikasi?
Tinggi tumpukan harus diukur dengan menggunakan jumlah laminasi, beban kompresi, titik pengukuran, dan metode pengukuran yang telah ditetapkan. Tanpa metode yang tetap, data tinggi tumpukan dari operator atau shift yang berbeda mungkin tidak dapat dibandingkan.
Apakah run-at-rate diperlukan untuk persetujuan alat laminasi?
Untuk perkakas produksi, ya. Alat tersebut harus dibuktikan pada kecepatan produksi dan kondisi proses yang diinginkan. Uji coba dengan kecepatan rendah dapat melewatkan ketidakstabilan umpan, tarikan siput, penyimpangan yang berhubungan dengan panas, masalah penanganan skrap, dan pertumbuhan duri.
Apa perbedaan antara pemeriksaan laminasi dan pemeriksaan tumpukan?
Inspeksi laminasi memeriksa bagian yang dicap tunggal. Inspeksi tumpukan memeriksa kondisi inti motor yang dirakit. Keduanya diperlukan karena variasi laminasi yang kecil dapat terakumulasi menjadi tumpukan yang ramping, penyimpangan ketinggian, ketidaksejajaran slot, atau perilaku perakitan yang buruk.
Kapan alat laminasi harus memenuhi syarat ulang?
Kualifikasi ulang harus dipertimbangkan setelah perbaikan besar, pemindahan alat, penggantian material, penggantian lapisan, penggantian desain, penggantian mesin cetak, penggantian proses, atau penyimpangan kualitas yang tidak dapat dijelaskan. Cakupannya bisa sebagian atau seluruhnya, tergantung pada risikonya.
Hal apa yang paling sering terlewatkan dalam kualifikasi alat laminasi?
Hal-hal yang paling sering terlewatkan adalah arah duri, kerusakan lapisan, keselarasan tumpukan, kesiapan sistem pengukuran, batas pemeliharaan, dan aturan penahanan setelah penyesuaian alat. Hal-hal ini tidak selalu terlihat dalam laporan dimensi dasar, namun sering kali menentukan apakah alat tersebut benar-benar siap produksi.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.