Let Sino's Lamination Stacks Empower Your Project!
To speed up your project, you can label Lamination Stacks with details such as tolerance, material, surface finish, whether or not oxidized insulation is required, quantity, and more.

A PPAP-style lamination tool qualification checklist is a structured approval method used to verify that a new stamping tool can repeatedly produce motor laminations and lamination stacks that meet dimensional, material, magnetic, assembly, and production requirements.
It is not just a dimensional report.
That is where many launches get thin.
A single lamination may pass inspection. The stack may still lean. Burrs may face the wrong way. Coating damage may create electrical contact between laminations. Stack height may drift after the tool heats up. The press may run fine at trial speed and misfeed at production speed.
So the real approval question is simple:
Can this lamination tool produce acceptable motor core stacks at production conditions, with controlled variation, traceable evidence, and clear reaction plans?
This checklist is built for that question.
Use this table as the working structure for a new lamination tool qualification package.
| Section | Requirement | Evidence Required | Owner | Status |
|---|---|---|---|---|
| Design record | Released lamination and stack drawings are available | Controlled drawings, specifications, revision history | Engineering | Open / Closed |
| Material verification | Electrical steel grade, thickness, coating, and coil data confirmed | Material certificate, incoming inspection record | Quality / Purchasing | Open / Closed |
| Tool identification | Tool number, revision, cavity/lane, and die layout confirmed | Tool build record, die drawing, maintenance file | Tooling | Open / Closed |
| Process flow | Complete process from coil receipt to packed stack mapped | Process flow diagram | Manufacturing | Open / Closed |
| PFMEA | Lamination-specific risks reviewed | PFMEA with burr, coating, feed, stacking, and mix-risk controls | Quality / Manufacturing | Open / Closed |
| Control plan | Inspection and reaction rules defined | Setup, in-process, final inspection plan | Quality | Open / Closed |
| Trial run | Production-intent press trial completed | Trial report, stroke rate, downtime, scrap log | Manufacturing | Open / Closed |
| Dimensional inspection | Lamination and stack features measured | Ballooned report, CMM data, gauge data | Quality | Open / Closed |
| Burr control | Burr height, burr side, and burr growth trend verified | Burr measurement report | Quality / Tooling | Open / Closed |
| Coating condition | Coating damage and exposed metal reviewed | Visual standard, inspection record | Quality | Open / Closed |
| Stack validation | Stack height, parallelism, alignment, and count confirmed | Stack build report | Manufacturing / Quality | Open / Closed |
| MSA | Measurement systems proven acceptable | Gauge R&R or suitable measurement study | Quality | Open / Closed |
| Capability study | Critical features show stable process behavior | Capability report or stability study | Quality | Open / Closed |
| Run-at-rate | Tool runs at intended production conditions | Run-at-rate record | Manufacturing | Open / Closed |
| Tool maintenance | Sharpening and wear limits defined | Preventive maintenance plan | Tooling | Open / Closed |
| Master samples | Approved lamination and stack retained | Signed and labeled master samples | Quality | Open / Closed |
| Packaging | Parts protected against mix, rust, bending, and coating damage | Packaging approval | Logistics / Quality | Open / Closed |
| Final approval | Open issues closed or controlled | Signed approval summary | Cross-functional team | Open / Closed |
A checklist works only if the evidence is real. “Checked” is not evidence. A report, sample, record, or signed decision is evidence.
Before the formal trial, freeze the design record.
For motor lamination tooling, the design record should include:
Do not treat the flat lamination drawing as the full requirement. The motor uses the stack. The tool must be qualified against the stack.
Small detail, large consequence: if the drawing controls slot width but not slot alignment through the stack, winding may become the first real inspection station. That is late. And expensive.

Material must be verified before the tool is judged.
A new lamination tool can look unstable when the real issue is coil variation. It can also look good during trial and fail later when production material changes.
Check:
For motor laminations, material thickness affects stack height. Coating affects interlaminar insulation and stacking factor. Surface condition affects feeding and burr formation. This is not background data. It belongs in the approval package.
A lamination tool should be qualified under production-intent conditions.
That means:
A slow trial can hide problems. Feed stability, slug pulling, sensor faults, scrap movement, heat growth, and burr formation may change when the tool reaches real speed.
During the formal trial, record:
If the tool requires repeated adjustment to make acceptable parts, do not approve it as stable. It may still be fixable. Different thing.
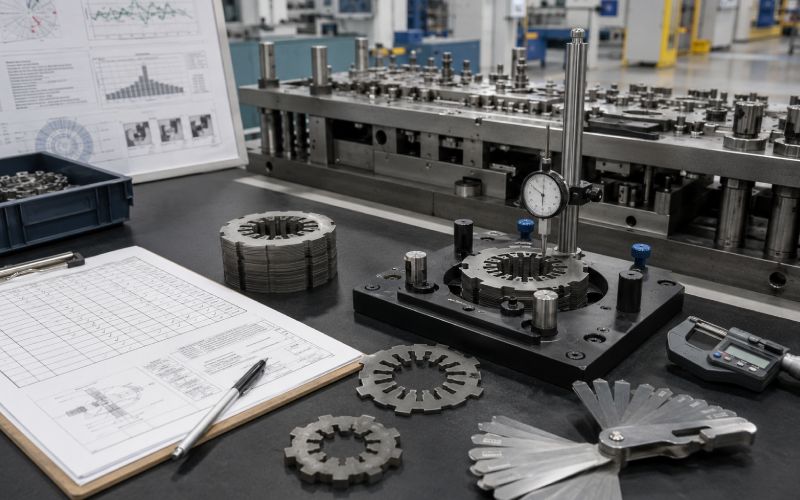
The dimensional report should cover both the individual lamination and the finished stack.
Measure features such as:
Measure or verify:
Do not rely only on the best-looking stack. Pull samples across the run. Early, middle, late. After stops. After coil change, if the trial includes one. After adjustment, if any adjustment occurred.
That is where the truth usually sits.
Burr control is one of the main reasons lamination tool approval needs its own checklist.
A stamped lamination edge is not neutral. Burr height, burr side, rollover, and edge tearing can affect stack height, coating contact, assembly fit, and magnetic behavior.
Define:
Use two limits if needed:
| Burr Level | Meaning | Required Action |
|---|---|---|
| Action limit | Burr trend is approaching risk | Increase inspection, review tooling, plan maintenance |
| Reject limit | Product requirement exceeded | Stop, contain suspect parts, correct tool, reapprove before restart |
Waiting until the reject limit is reached is poor control. The process should react before parts fail.
Electrical steel coating is functional, not decorative.
During qualification, inspect for:
Create a simple visual standard. Good. Acceptable. Reject.
Do not leave coating judgement to memory. Operators change. Lighting changes. People get used to damage when they see it every day.
If coating damage is linked to performance risk, include additional testing or engineering review before approval.
Stack height is more than a dimension. It reflects material thickness, coating, burr, flatness, interlock behavior, and compression method.
Define the measurement method before collecting data:
Stacking factor, sometimes called lamination factor, should be reviewed when the motor design depends on effective steel content. It can be influenced by coating thickness, burr, waviness, surface condition, and compaction.
A stack that is tall because of burr is not the same as a stack that is tall because material thickness shifted. Both may fail the same number. The fix is different.
Measurement system analysis should be completed before process capability is trusted.
Prioritize MSA for:
If the measurement system cannot separate good parts from bad parts, the process study is weak. This is especially true for burr height. A burr gauge study done on easy, flat features does not prove the burr method is acceptable on narrow teeth or slot edges.
Capability studies should be used on measurable, stable characteristics.
Good candidates include:
Do not force capability studies onto subjective defects. For coating scratches, slug marks, and occasional cracks, use defect tracking, inspection frequency, and reaction plans.
For formal approval, capability data should come from the production-intent run. Not hand-selected samples. Not prototype press conditions. Not after sorting out the bad pieces.
The PFMEA should reflect real lamination failure modes.
Include risks such as:
The control plan should then answer:
A control plan that says “adjust process” is not enough. It should say what happens to the parts already made.
A lamination tool is not approved once forever. It is approved under known conditions.
Define maintenance controls for:
Define requalification triggers, too.
Partial or full requalification may be needed after:
Not every sharpening requires full PPAP. But every maintenance event should have a release check. The scope depends on risk.
Approve the new lamination tool only when these statements are true:
Approval should not mean “the last sample looked good.”
It should mean the process is understood well enough to run.
A strong package should include the design record, material verification, process flow, PFMEA, control plan, MSA, dimensional report, burr study, stack validation, capability study, run-at-rate record, maintenance plan, packaging approval, master samples, and signed final approval.
Often, yes. Burr can affect stack height, lamination contact, winding clearance, assembly fit, and motor performance. If burr has functional impact, it should be controlled with defined limits, measurement locations, sampling frequency, and reaction rules.
Stack height should be measured using a defined lamination count, compression load, measurement points, and gauge method. Without a fixed method, stack height data from different operators or shifts may not be comparable.
For production tooling, yes. The tool should be proven at intended production speed and process conditions. A low-speed trial may miss feed instability, slug pulling, heat-related drift, scrap handling issues, and burr growth.
Lamination inspection checks the single stamped part. Stack inspection checks the assembled motor core condition. Both are required because small lamination variation can accumulate into stack lean, height drift, slot misalignment, or poor assembly behavior.
Requalification should be considered after major repair, tool transfer, material change, coating change, design change, press change, process change, or unexplained quality drift. The scope can be partial or full, depending on the risk.
The most missed items are burr direction, coating damage, stack alignment, measurement system readiness, maintenance limits, and containment rules after tool adjustment. These are not always visible in a basic dimensional report, but they often decide whether the tool is truly production-ready.








