Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Las 10 causas principales del bajo rendimiento de la estampación por laminación y cómo solucionarlas
Pobre estampación por laminación El rendimiento rara vez empieza con un fallo dramático. Más a menudo, comienza con pequeños cambios en el proceso: crecimiento de rebabas, desgaste del punzón, desviación de la banda, daños en el revestimiento, desprendimiento de desechos, desalineación de la pila o variación entre bobinas.
Cada número parece manejable en una sola hoja.
Entonces las hojas se convierten en una pila.
Una rebaba de 20 μm repetida en cientos de laminaciones ya no es “pequeña”. Un ligero arañazo en el revestimiento se convierte en un riesgo de cortocircuito interlaminar. Un error de alimentación que ha pasado la inspección visual se convierte en desajuste de ranura, error de inclinación, calor, ruido o montaje defectuoso.
Por eso, el estampado por laminación requiere una mentalidad de resolución de problemas diferente a la del estampado de chapa normal. No se trata sólo de crear una forma. Está protegiendo al mismo tiempo la geometría, la altura de la pila, el aislamiento, el rendimiento magnético y la repetibilidad del montaje.
Índice
Tabla de diagnóstico rápido: Empezar por el síntoma
Síntoma de producción
Comprobar primero
Causa probable
Medidas correctoras rápidas
La altura de las rebabas sigue aumentando
Dirección de la rebaba, borde del punzón, desgaste del botón del troquel
Mapear la rebaba por estación, afilar o sustituir la herramienta local, volver a comprobar la holgura
La rebaba es alta sólo por un lado
Alineación de matrices, paralelismo de prensas, desgaste de guías
Holgura desigual, desviación de la prensa, componentes sueltos
Comprobar la altura de cierre, el sistema de guía, la presión del separador y la alineación de la estación.
La altura de la pila es demasiado alta
Recuento de laminación, altura de rebaba, virutas atrapadas
Acumulación de rebabas, recuento erróneo, contaminación
Verificar el recuento, limpiar el recorrido de apilado, reducir las rebabas antes de apilar
El núcleo se calienta tras el montaje
Resistencia interlaminar, zona de soldadura/estaca, rebabas en los bordes
Daños en el revestimiento, puentes de rebabas, presión o calor de unión excesivos
Pruebe antes y después de la unión, reduzca las vías de contacto eléctrico
Desajuste de la ranura o el orificio
Longitud de avance, estado del piloto, inclinación de la banda
Avance erróneo, pilotos desgastados, mal control de la banda
Afinar el alimentador, inspeccionar los pilotos, controlar la rectitud de la banda
Abolladuras o arañazos aleatorios
Superficie de la matriz, arrastre de desechos, trayectoria de transferencia de piezas
Babosas arrancadas, astillas, manipulación brusca
Mejoran la retención de proyectiles, limpian las zonas de contacto con la matriz y reducen el deslizamiento.
Ventiladores de pila tras la liberación
Planitud en estado libre, dirección de la rebaba, liberación de la fijación
Ondulación, interferencia de rebabas, compresión desigual
Asentar la pila por etapas, mejorar las guías, inspeccionar después de desatornillar
Los puñetazos se rompen repetidamente
Carga del punzón, holgura, apoyo lateral
Demasiada poca holgura, desviación de la herramienta, mal decapado
Aumentar el apoyo, revisar la holgura, mejorar el equilibrio de la fuerza de extracción
1. Distancia incorrecta entre el punzón y la matriz
La holgura controla la calidad del filo, la altura de la rebaba, la carga del punzón, el comportamiento del desecho y la vida útil de la herramienta. También afecta al rendimiento magnético porque un borde de corte dañado puede aumentar la tensión local y crear vías de contacto interlaminar.
En el caso de los aceros eléctricos finos, el espacio libre de prueba suele comenzar alrededor de 3% a 8% de espesor de chapa por cara. Los trabajos generales de estampación pueden comenzar más cerca de 5% a 10% por lado, pero el trabajo de laminación no debe copiar una regla general sin hacer pruebas. Una lámina de 0,35 mm a 5% por cara significa aproximadamente 0,0175 mm de holgura por cara. Parece poco porque lo es.
Una holgura demasiado pequeña puede sobrecargar el punzón y crear rebabas secundarias. Demasiada holgura puede aumentar el vuelco, el ángulo de fractura y el desgarro del filo. Una holgura desigual suele ser peor que cualquiera de las dos.
Arréglalo
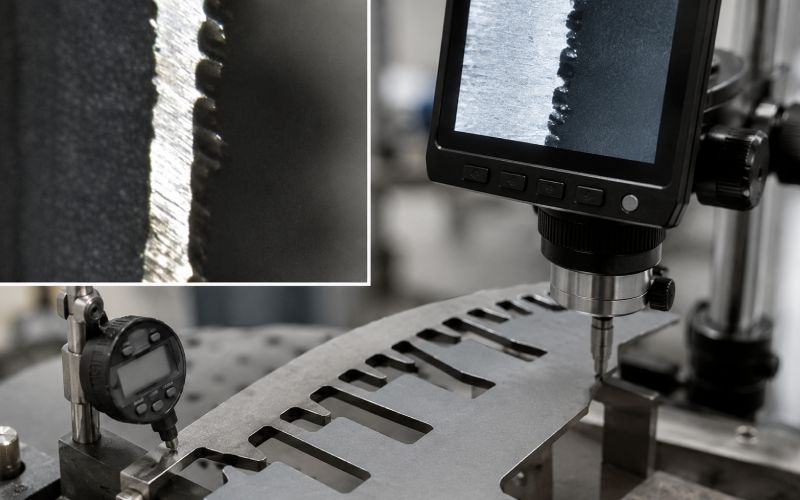
Mida la altura de las rebabas en puntos fijos, no en puntos aleatorios. Compare el lado de entrada y el lado de salida. Si el crecimiento de la rebaba es uniforme alrededor de la pieza, inspeccione primero el desgaste de la herramienta. Si el crecimiento de la rebaba es mayor en un lado, compruebe la alineación de la matriz, el desgaste de la guía, el equilibrio del expulsor y el paralelismo de la prensa antes de cambiar la holgura.
Verifíquelo
Tras el ajuste, realice una prueba corta e inspeccione la altura de la rebaba, la fractura del borde, la forma del desecho y la carga del punzón. No apruebe el ajuste a partir de una primera muestra.
2. Punzones y botones de troquel desgastados
Un punzón afilado corta. Un punzón desgastado arrastra, dobla, calienta y desgarra.
El desgaste de la herramienta a menudo se esconde detrás de “sigue funcionando”. El troquel sigue funcionando. Las piezas siguen saliendo. Entonces, el rendimiento del ensamblaje disminuye porque las láminas ya no quedan planas, las rebabas raspan el revestimiento o las ranuras empiezan a desviarse de la tolerancia.
En el estampado por laminación, el desgaste local es importante. Un punzón de ranura desgastado puede dañar todas las capas de la pila.
Arréglalo
Realice un seguimiento del desgaste por estación. No cuente sólo el número total de golpes de la prensa. El recuento de golpes es útil, pero no tiene en cuenta los cambios de material, los cambios de lubricación y la abrasividad del revestimiento.
Ajusta los disparadores de afilado usando una mezcla de:
Tendencia de la altura de la rebaba
Aumento de la carga de perforación
Brillo o desgarro de los bordes
Cambio de forma de la babosa
Desviación del tamaño del orificio o ranura
Arañazos en el revestimiento cerca del borde de corte
Verifíquelo
Compare las piezas antes y después del afilado con la misma bobina, la misma velocidad y las mismas condiciones de lubricación. De lo contrario, la mejora puede achacarse a la variable equivocada.
3. Avería de la banda y mal control de la progresión
Un troquel de laminación progresiva depende de una longitud de avance repetible y de una posición estable de la banda. Si la banda se mueve ligeramente, el troquel puede seguir funcionando, pero la geometría de laminación empieza a perder registro.
Esto es peligroso porque algunos defectos de avance no son obvios en una laminación suelta. Aparecen más tarde como error de inclinación, desajuste de dientes, desviación del orificio, apilamiento deficiente o interferencia de montaje.
Arréglalo
Compruebe la longitud de avance a velocidad de producción, no sólo durante la preparación lenta. Inspeccione los orificios piloto en busca de signos de forzamiento, arrastre o desgaste oval. Un piloto debe localizar la banda, no rescatar un mal avance en cada pasada.
Compruebe también la inclinación de la banda. Si la bobina entra en la matriz con inclinación lateral, la herramienta se ve obligada a corregir el movimiento del material continuamente.
Verifíquelo
Mida la posición ranura-taladro, el paso del diente y el estado del orificio piloto a lo largo de varios cientos de carreras. Una primera pieza estable no demuestra una progresión estable.
4. Variación de material entre bobinas
El rendimiento puede bajar incluso cuando el troquel no ha cambiado.
Eso suele significar que el material ha cambiado.
La variación del acero eléctrico puede manifestarse en el grosor, la dureza, el estado del revestimiento, la planitud, la tensión residual, la inclinación, la limpieza de la superficie y la respuesta de las rebabas. Dos bobinas con el mismo grado nominal pueden comportarse de forma diferente en la matriz.
No se trata de un problema teórico. Es un problema de trazabilidad de lotes.
Arréglalo
Vincule cada informe de rendimiento a la identificación de la bobina. En la inspección de entrada, compruebe algo más que el papeleo. Mida el grosor, la inclinación, la planitud, el estado del revestimiento y la contaminación superficial. En los programas críticos, realice una breve comprobación de la respuesta a las rebabas antes de la producción completa.
Verifíquelo
Cuando el rendimiento disminuye tras un cambio de bobina, compare el momento de inicio del defecto con la transición de bobina. Si el problema comienza en los primeros cientos de golpes tras el cambio, no empiece echando la culpa a la matriz.
5. Daños en el revestimiento aislante
El revestimiento del acero eléctrico es fino, pero cumple una gran función. Ayuda a mantener las corrientes parásitas en el interior de las láminas individuales en lugar de permitir el paso de la corriente entre ellas.
Los daños en el revestimiento pueden producirse durante el estampado, la transferencia de piezas, el apilamiento, el enclavamiento, la soldadura, la unión o la compresión. La pieza puede tener buen aspecto. Sin embargo, la pila puede fallar en el aislamiento eléctrico.
Los puntos de daño más comunes son los bordes de las ranuras, los bordes de los orificios, las zonas de soldadura, las zonas de contacto de los pasadores guía y los lugares donde las láminas se deslizan bajo presión.
Arréglalo
Inspeccionar el revestimiento antes y después del estampado. Se trata de comprobaciones independientes. El revestimiento entrante puede ser aceptable y luego dañarse por un utillaje áspero, virutas atrapadas, lubricación deficiente o manipulación agresiva.
Reduzca el contacto por deslizamiento entre láminas. El deslizamiento bajo carga es una de las formas más sencillas de convertir un buen revestimiento en una vía de aislamiento débil.
Verifíquelo
Realice comprobaciones de resistencia interlaminar o de aislamiento antes y después de la unión. Si la pila sólo falla después del estacado, la soldadura o la compresión, es posible que el proceso de estampado no sea la única causa.
6. Arranque de babosas y contaminación por virutas
El arrastre de desechos puede arruinar rápidamente el rendimiento. Una bala arrancada puede abollar la siguiente laminación, rayar el revestimiento, romper un punzón, bloquear una característica o crear daños por doble impacto.
Las virutas finas son más silenciosas, pero siguen siendo costosas. Se asientan en la banda, entran en la pila o quedan prensadas en el revestimiento. Una partícula puede afectar a la altura de la pila. Varias partículas pueden crear falsos asientos o contacto eléctrico local.
Arréglalo
Observe directamente el comportamiento de las babosas. No haga conjeturas. Compruebe si los proyectiles se adhieren a los punzones, si rebotan en los botones del troquel o si vuelven a subir con una película de aceite.
Las posibles correcciones incluyen:
Ajuste de la holgura
Añadir dispositivos de retención de babosas
Mejorar el control del vacío o del aire
Reducir la acumulación de aceite pegajoso
Limpieza de botones de troquel y zonas de relieve
Desmagnetización de herramientas cuando sea necesario
Mejorar la sincronización y la presión del decapante
Verifíquelo
Inspeccione las diez o veinte piezas siguientes a un incidente con babosas. Los daños suelen aparecer después del primer incidente visible.
7. Mala planitud y ondulación de la laminación
Las laminaciones planas se apilan bien. Las láminas onduladas luchan contra el apilamiento.
La ondulación puede deberse a la colocación de la bobina, a una mala nivelación, a fuerzas de corte desiguales, a la liberación de tensiones después del estampado, a una mala expulsión o a una manipulación brusca de la pieza. La pila puede tener un aspecto aceptable mientras está sujeta, pero abanicarse o inclinarse después de soltarla.
Es una trampa habitual. Un accesorio puede ocultar una mala pila.
Arréglalo
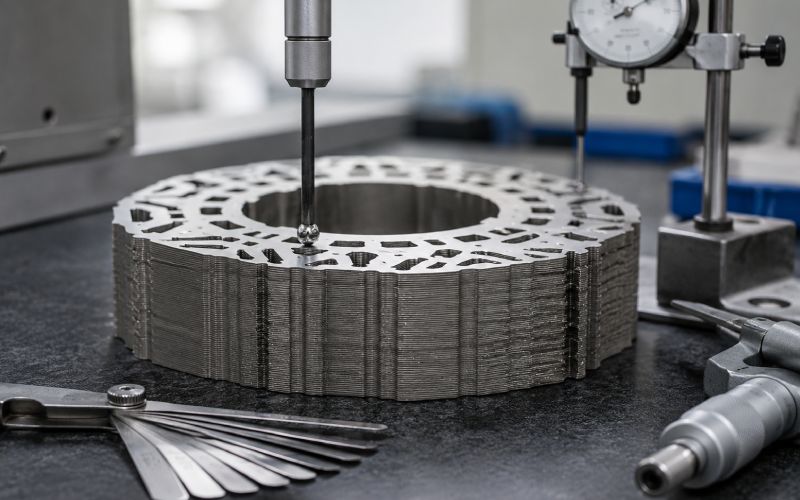
Mida la planitud de dos maneras: en estado libre y bajo carga controlada. Ambas son importantes. Si el laminado sólo es plano bajo fuerza, puede tener problemas durante el montaje o después del ciclo térmico.
Revise cómo salen las piezas de la matriz. Las láminas finas pueden deformarse durante la expulsión, la caída, la recogida o la transferencia.
Verifíquelo
Inspeccionar la alineación de la pila después de soltarla. Si la pila se desplaza después de soltarla, ajuste la secuencia de asentamiento, el ajuste de la guía, la dirección de la rebaba y el equilibrio de compresión.
8. Desalineación de la pila al estacar, pegar o soldar
La alineación de la pila forma parte del rendimiento, no es una operación secundaria.
El enclavamiento, el estacado, el pegado y la soldadura ayudan a mantener unidas las láminas. También pueden provocar distorsiones, tensiones locales, daños en el revestimiento o contacto eléctrico entre las láminas.
La desalineación suele deberse a una combinación de rebabas, un mal ajuste de la guía, una compresión desigual, el desgaste de los pasadores de apilamiento, una orientación incoherente de la laminación o una fuerza de unión que desplaza la pila antes de que esté completamente asentada.
Arréglalo
Primero localice suavemente. Luego asiente. Luego comprimir. Luego unir.
No fuerce los pasadores guía para que actúen como herramientas de corrección. Si los pasadores raspan el diámetro interior o los bordes de la ranura, pueden resolver la alineación y dañar el revestimiento.
Para pilas soldadas, reducir el aporte de calor innecesario y la longitud de la soldadura. En el caso de pilas pegadas, comprobar el grosor del adhesivo y la exprimibilidad. En el caso de pilas estacadas, comprobar si la estaca bloquea la pila o la deforma.
Verifíquelo
Mida la excentricidad, la altura de la pila y la resistencia interlaminar antes y después de la unión. Si el defecto sólo aparece después de la unión, el proceso de unión necesita su propio plan de control.
9. Inestabilidad de la prensa y carga desigual
Un buen troquel puede hacer malas laminaciones en una prensa inestable.
Los problemas de la prensa incluyen un paralelismo deficiente del carro, una posición inconsistente del punto muerto inferior, carga descentrada, vibración, cuñas desgastadas, cimentación débil o altura de cierre inestable. Estos problemas crean holguras cambiantes durante la carrera.
El defecto puede parecer una variación aleatoria de las rebabas. A menudo no es aleatoria.
Arréglalo
Compruebe el estado de la prensa bajo carga. Las comprobaciones estáticas son útiles, pero las matrices de laminación funcionan a velocidad, con fuerza real y vibración real.
Revise la firma de tonelaje si está disponible. Los cambios repentinos de carga pueden indicar arrastre de desechos, punzones desafilados, variación del grosor del material o problemas de alimentación.
Verifíquelo
Compare la altura de la rebaba y el tamaño del rasgo en las zonas izquierda, derecha, delantera y trasera de la tira. Si un área se comporta de manera diferente, inspeccione la alineación de la prensa y el equilibrio de la carga del troquel.
10. Estrategia de inspección débil
Una inspección tardía genera chatarra cara.
Si la primera comprobación real se produce después del apilado, el pegado, la soldadura o el montaje final, el proceso ya está perdiendo dinero. El estampado por laminación necesita señales previas.
Un buen plan de inspección debe atrapar:
Crecimiento de la rebaba antes del apilado
El atasco antes de que la ranura no coincida se convierte en desecho
Daños en el revestimiento antes de la unión
Contaminación antes de la compresión
Desviación de la altura de la pila antes del montaje final
Cortocircuitos interlaminares antes de la prueba de rendimiento
Arréglalo
Acerque la inspección a la causa. Por ejemplo, si la altura de la pila es inestable, no mida sólo las pilas acabadas. Mida el grosor del laminado, la altura de las rebabas, el número de piezas y la contaminación atrapada antes de la unión.
Verifíquelo
Cada defecto importante debe tener una señal de alerta previa. Si no existe ninguna señal previa, cree una.
Objetivos prácticos de control para el estampado por laminación
Se trata de puntos de partida, no de especificaciones universales. Los límites finales deben validarse en función de la calidad del material, el grosor de la chapa, el diseño de la pila, el método de unión y los requisitos de rendimiento eléctrico.
Elemento de control
Objetivo inicial útil
Por qué es importante
Separación entre punzón y matriz
Alrededor de 3-8% de espesor de chapa por lado para muchos ensayos de acero eléctrico delgado
Controla las rebabas, la calidad de los bordes, la carga del punzón y el comportamiento de los desechos.
Nivel general de advertencia de rebabas
Investigar antes de que la altura de la rebaba se aproxime a 10% del espesor de la chapa.
Las rebabas altas pueden afectar al apilamiento, el aislamiento y el montaje
Objetivo de rebaba de laminación de precisión
A menudo se controla en las decenas de micras; más ajustado para núcleos de alta eficiencia.
Las pequeñas rebabas se repiten en toda la pila
Repetibilidad de la alimentación
Suficientemente ajustado para proteger la tolerancia entre ranuras y dientes
Evita la desviación, el desajuste y el error de apilamiento
Punto de inspección de la pila
Antes y después de la adhesión
Separa los defectos de estampación de los defectos de unión
Inspección del revestimiento
Entrada, después de estampar, después de apilar/unir
Localiza el origen de los daños en el aislamiento
Cómo mejorar el rendimiento de la estampación por laminación sin conjeturas
Utiliza un bucle de tres pasos.
En primer lugar, defina el síntoma en términos mensurables. No “rebabas malas”. Escriba “la rebaba del lado de salida en la estación de ranura 6 aumentó de 12 μm a 32 μm en 80.000 golpes”.”
En segundo lugar, conecte el síntoma con la señal de proceso más temprana. La altura de la rebaba puede indicar desgaste de la herramienta. La rebaba unilateral puede indicar alineación. La altura de la pila puede indicar acumulación de rebabas, recuento incorrecto, variación de grosor o virutas.
En tercer lugar, verifique el arreglo tras una corta tirada de producción. Muchos arreglos parecen buenos en la primera pieza y fallan después de que el troquel se caliente, la película de aceite cambie o la banda alcance su velocidad máxima.
El proceso no es complicado. Sólo hay que ser disciplinado.
PREGUNTAS FRECUENTES
¿Cuál es la causa principal del bajo rendimiento de la estampación por laminación?
La causa más común es el crecimiento incontrolado de rebabas, a menudo relacionado con el desgaste de la herramienta, la holgura incorrecta, la desalineación de la matriz o la variación del material. Las rebabas crean problemas más allá del borde estampado. Pueden afectar a la altura de la pila, la integridad del revestimiento, el aislamiento interlaminar y el montaje final.
¿Qué distancia entre punzón y matriz debe utilizarse para las laminaciones eléctricas de acero?
Para muchas aplicaciones de acero eléctrico delgado, las pruebas de holgura suelen comenzar alrededor de 3% a 8% de espesor de chapa por lado. Las normas generales de chapa metálica pueden comenzar alrededor de 5% a 10% por lado. El valor correcto debe probarse mediante la altura de la rebaba, la calidad del borde, la carga del punzón, el comportamiento del desecho y el rendimiento magnético.
¿Qué altura de rebaba es aceptable para el estampado por laminación?
No existe un límite universal único. Un nivel de advertencia general común es 10% de espesor de chapa, pero las laminaciones de precisión de motores o transformadores suelen necesitar un control mucho más estricto, normalmente en las decenas de micras. El límite correcto debe basarse en la altura de la pila, el aislamiento eléctrico y el rendimiento final.
¿Por qué la altura de la pila de laminación es demasiado alta?
La altura de la pila puede aumentar debido a rebabas excesivas, virutas atrapadas, recuento de laminación incorrecto, variación del grosor de la lámina, ondulación o mal asentamiento durante la compresión. Compruebe primero el recuento y el grosor, y después la altura de las rebabas y la contaminación.
¿Por qué se acortan las láminas después de la estampación?
Los cortocircuitos interlaminares pueden deberse a puentes de rebabas, arañazos en el revestimiento, excesiva presión de apilamiento, deformación de las estacas, calor de la soldadura o restos atrapados entre las chapas. Realice pruebas antes y después de la unión para averiguar dónde se produce el cortocircuito.
¿Cómo se puede reducir el arrastre de babosas?
Empiece por comprobar la holgura, la película de aceite, el estado del punzón, el relieve del botón de la matriz, la presión del expulsor y la retención del proyectil. El lubricante pegajoso, el aire atrapado, las herramientas magnéticas y la perforación rápida pueden contribuir. Arregle la estación local en lugar de tratar todo el troquel como el problema.
¿Por qué cambia el rendimiento al cambiar de bobina?
Las bobinas pueden variar en grosor, dureza, comportamiento del revestimiento, planitud, curvatura, tensión residual y estado de la superficie. Mantenga el ID de la bobina conectado a los datos de rebabas, estabilidad de alimentación, altura de la pila y resultados de las pruebas eléctricas.
¿Con qué frecuencia debe medirse la altura de las rebabas de laminación?
Realice la medición en la primera puesta en marcha, tras los cambios de bobina, tras el mantenimiento de la herramienta, tras los cambios de proceso y a intervalos basados en el historial de desgaste de la herramienta. Para una producción de gran volumen, la inspección basada en tendencias es mejor que un intervalo fijo por sí solo.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.