Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Le 10 principali cause di scarsa resa dello stampaggio per laminazione e come risolverle
Povero stampaggio per laminazione La resa raramente inizia con un guasto drammatico. Più spesso, inizia con piccoli cambiamenti di processo: crescita delle bave, usura dei punzoni, errata alimentazione dei nastri, danni al rivestimento, estrazione di slug, disallineamento della pila o variazione da bobina a bobina.
Ogni numero sembra gestibile su un singolo foglio.
Poi i fogli diventano una pila.
Una bava di 20 μm ripetuta su centinaia di laminazioni non è più “piccola”. Un leggero graffio del rivestimento diventa un rischio di cortocircuito interlaminare. Un errore di avanzamento che ha superato l'ispezione visiva diventa un disallineamento della scanalatura, un errore di inclinazione, calore, rumore o un assemblaggio fallito.
Ecco perché lo stampaggio per laminazione richiede una mentalità di risoluzione dei problemi diversa da quella del normale stampaggio di lamiere. Non si tratta solo di creare una forma. Si tratta di proteggere allo stesso tempo la geometria, l'altezza della pila, l'isolamento, le prestazioni magnetiche e la ripetibilità dell'assemblaggio.
Indice dei contenuti
Tabella diagnostica rapida: Iniziare dal sintomo
Sintomo di produzione
Controllare prima
Probabile causa principale
Azione correttiva rapida
L'altezza della bava continua a crescere
Direzione della bava, bordo del punzone, usura del bottone dello stampo
Utensili usurati, gioco errato, allineamento insufficiente
Mappare la bava per stazione, affilare o sostituire gli utensili locali, ricontrollare il gioco
La bava è alta solo da un lato
Allineamento degli stampi, parallelismo della pressa, usura della guida
Gioco irregolare, flessione della pressa, componenti allentati
Controllare l'altezza della chiusura, il sistema di guida, la pressione della spogliatrice e l'allineamento della stazione.
L'altezza della pila è eccessiva
Conteggio della laminazione, altezza delle bave, trucioli intrappolati
Formazione di bave, conteggio errato, contaminazione
Verificare il conteggio, pulire il percorso di impilamento, ridurre le bave prima dell'impilamento
Il nucleo si surriscalda dopo il montaggio
Resistenza interlaminare, area di saldatura/taglio, bave sui bordi
Danni al rivestimento, ponti di bave, eccessiva pressione di giunzione o calore
Testare prima e dopo la giunzione, ridurre i percorsi di contatto elettrico
Disadattamento della scanalatura o del foro
Lunghezza di avanzamento, condizione del pilota, curvatura della striscia
Errata alimentazione, piloti usurati, scarso controllo del nastro
Messa a punto dell'alimentatore, ispezione dei piloti, controllo della rettilineità delle strisce
Ammaccature o graffi casuali
Superficie dello stampo, trazione dei proiettili, percorso di trasferimento dei pezzi
Lumache, trucioli, manipolazione approssimativa
Migliorare la ritenzione dei proiettili, pulire le zone di contatto dello stampo, ridurre lo scorrimento
Fan della pila dopo il rilascio
Planarità allo stato libero, direzione della bava, rilascio dell'attrezzatura
Ondulazioni, interferenze di bava, compressione non uniforme
Posizionare la pila in fasi successive, migliorare le guide, ispezionare dopo lo sbloccaggio
I pugni si rompono ripetutamente
Carico di punzonatura, gioco, sostegno laterale
Gioco troppo ridotto, deviazione dell'utensile, spelatura insufficiente
Aumentare il supporto, rivedere il gioco, migliorare il bilanciamento della forza di spellatura
1. Distanza errata tra punzone e matrice
Il gioco controlla la qualità del bordo, l'altezza della bava, il carico di punzonatura, il comportamento del proiettile e la durata dell'utensile. Influisce anche sulle prestazioni magnetiche, perché un bordo di taglio danneggiato può aumentare le sollecitazioni locali e creare percorsi per il contatto interlaminare.
Per l'acciaio elettrico sottile, una finestra di prova inizia spesso intorno a Da 3% a 8% di spessore della lastra per lato. Il lavoro di stampaggio generale può iniziare più vicino a Da 5% a 10% per lato, ma il lavoro di laminazione non dovrebbe copiare una regola generale senza effettuare prove. Un foglio da 0,35 mm a 5% per lato significa circa 0,0175 mm di spazio per lato. Sembra poco perché lo è.
Un gioco troppo ridotto può sovraccaricare il punzone e creare bave secondarie. Un gioco eccessivo può aumentare il rollover, l'angolo di frattura e la lacerazione dei bordi. Un gioco non uniforme è di solito peggiore di entrambi.
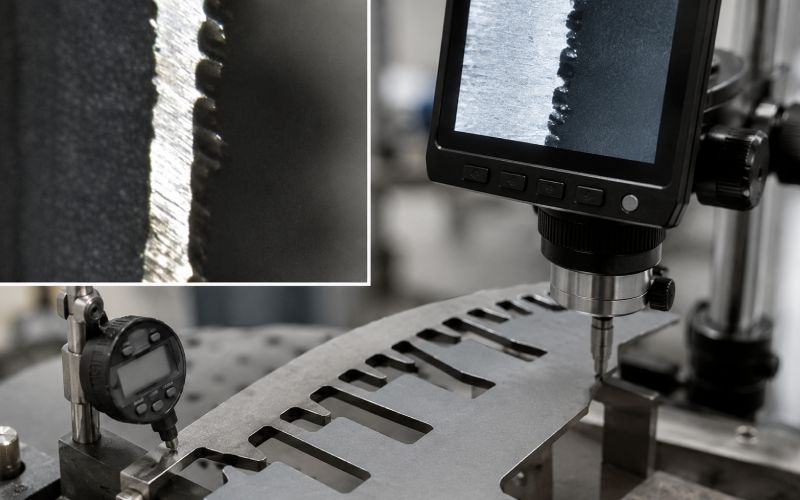
Ripararlo
Misurare l'altezza della bava in punti fissi, non in punti casuali. Confrontare il lato di entrata e quello di uscita. Se la crescita della bava è uniforme intorno al pezzo, controllare prima l'usura dell'utensile. Se la crescita della bava è maggiore su un lato, controllare l'allineamento della matrice, l'usura della guida, il bilanciamento della pinza e il parallelismo della pressa prima di cambiare il gioco.
Verificarlo
Dopo la regolazione, eseguire una breve prova e controllare l'altezza della bava, la frattura del bordo, la forma della punta e il carico del punzone. Non approvare la regolazione da un primo campione.
2. Fustelle e bottoni di fustellatura usurati
Un punzone affilato taglia. Un punzone usurato trascina, piega, riscalda e strappa.
L'usura degli utensili spesso si nasconde dietro la dicitura “ancora in funzione”. Lo stampo continua a girare. I pezzi continuano a uscire. Poi la resa dell'assemblaggio diminuisce perché le laminazioni non sono più piatte, le bave raschiano il rivestimento o le scanalature iniziano a uscire dalla tolleranza.
Nella laminazione, l'usura locale è importante. Un punzone usurato può danneggiare tutti gli strati della pila.
Ripararlo
Tracciare l'usura per stazione. Non contate solo le corse totali della pressa. Il conteggio delle corse è utile, ma non tiene conto delle variazioni del materiale, della lubrificazione e dell'abrasività del rivestimento.
Impostare i trigger di affilatura utilizzando una combinazione di:
Tendenza dell'altezza della fresa
Aumento del carico di punzonatura
Luminosità dei bordi o strappi
Cambiamento di forma della lumaca
Deriva delle dimensioni del foro o della fessura
Graffi del rivestimento in prossimità del bordo di taglio
Verificarlo
Confrontare i pezzi prima e dopo l'affilatura con la stessa bobina, la stessa velocità e la stessa condizione di lubrificazione. In caso contrario, il miglioramento potrebbe essere attribuito alla variabile sbagliata.
3. Errata alimentazione della striscia e scarso controllo della progressione
Una matrice di laminazione progressiva dipende da una lunghezza di avanzamento ripetibile e da una posizione stabile del nastro. Se il nastro si sposta leggermente, la matrice può continuare a funzionare, ma la geometria di laminazione inizia a perdere la registrazione.
Questo è pericoloso, perché alcuni difetti di errata alimentazione non sono evidenti su una laminazione sciolta. Si manifestano in un secondo momento come errori di inclinazione, mancata corrispondenza dei denti, disallineamento del foro, cattivo impilamento o interferenze nell'assemblaggio.
Ripararlo
Controllare la lunghezza dell'avanzamento alla velocità di produzione, non solo durante l'impostazione lenta. Controllare che i fori pilota non presentino segni di forzatura, trascinamento o usura ovale. Un pilota deve localizzare il nastro, non salvare un avanzamento errato ad ogni corsa.
Controllare anche la curvatura del nastro. Se la bobina entra nella matrice con una curvatura laterale, l'utensile è costretto a correggere continuamente il movimento del materiale.
Verificarlo
Misurare la posizione della scanalatura rispetto al foro, il passo del dente e le condizioni del foro pilota per diverse centinaia di corse. Un primo pezzo stabile non dimostra una progressione stabile.
4. Variazione del materiale da bobina a bobina
La resa può diminuire anche quando lo stampo non è cambiato.
Di solito significa che il materiale è cambiato.
La variazione dell'acciaio elettrico può manifestarsi nello spessore, nella durezza, nello stato del rivestimento, nella planarità, nella tensione residua, nella curvatura, nella pulizia della superficie e nella risposta alle bave. Due bobine con lo stesso grado nominale possono comportarsi in modo diverso nello stampo.
Non si tratta di un problema di teoria. È un problema di tracciabilità dei lotti.
Ripararlo
Legare ogni rapporto di resa all'identificazione della bobina. Durante l'ispezione in entrata, non controllate solo la documentazione cartacea. Misurate spessore, curvatura, planarità, condizioni del rivestimento e contaminazione superficiale. Per i programmi critici, eseguire un breve controllo della risposta alle bave prima della produzione completa.
Verificarlo
Quando la resa diminuisce dopo un cambio di bobina, confrontare il tempo di inizio del difetto con la transizione della bobina. Se il problema inizia nelle prime centinaia di colpi dopo il cambio di bobina, non bisogna dare la colpa alla matrice.
5. Danni al rivestimento isolante
Il rivestimento dell'acciaio elettrico è sottile, ma ha un compito importante. Contribuisce a mantenere le correnti parassite all'interno delle singole lamine, invece di consentire percorsi di corrente tra le lamiere.
I danni al rivestimento possono verificarsi durante lo stampaggio, il trasferimento dei pezzi, l'impilamento, l'incastro, la saldatura, l'incollaggio o la compressione. Il pezzo può sembrare a posto. La pila potrebbe comunque non riuscire a garantire l'isolamento elettrico.
I punti di danno più comuni sono i bordi delle scanalature, i bordi dei fori, le zone di saldatura, le aree di contatto tra guida e perno e i punti in cui le lamine scivolano sotto pressione.
Ripararlo
Ispezionare il rivestimento prima e dopo lo stampaggio. Si tratta di controlli separati. Il rivestimento in entrata può essere accettabile, ma poi danneggiato da un'utensileria approssimativa, da trucioli intrappolati, da una scarsa lubrificazione o da una manipolazione aggressiva.
Ridurre il contatto di scorrimento tra le laminazioni. Lo scorrimento sotto carico è uno dei modi più semplici per trasformare un buon rivestimento in un percorso isolante debole.
Verificarlo
Eseguire controlli di resistenza interlaminare o di isolamento prima e dopo la giunzione. Se la pila si rompe solo dopo la picchettatura, la saldatura o la compressione, il processo di stampaggio potrebbe non essere l'unica causa.
6. Tiro di pallottole e contaminazione di trucioli
L'estrazione di un proiettile può rovinare rapidamente la resa. Un proiettile tirato può ammaccare la laminazione successiva, graffiare il rivestimento, rompere un punzone, bloccare un elemento o creare danni da doppio colpo.
I trucioli fini sono più silenziosi, ma comunque costosi. Si posano sul nastro, entrano nella pila o vengono pressati nel rivestimento. Una particella può influire sull'altezza della pila. Diverse particelle possono creare un falso alloggiamento o un contatto elettrico locale.
Ripararlo
Osservate direttamente il comportamento delle lumache. Non tirare a indovinare. Verificate se le pallottole si attaccano ai punzoni, se rimbalzano sui bottoni della matrice o se risalgono con una pellicola d'olio.
Le possibili correzioni includono:
Regolazione del gioco
Aggiunta di funzioni di ritenzione delle lumache
Miglioramento del controllo del vuoto o dell'aria
Riduzione degli accumuli di olio appiccicoso
Pulizia dei pulsanti degli stampi e delle aree di rilievo
Smagnetizzazione degli utensili, se necessario
Migliorare la tempistica e la pressione dello stripper
Verificarlo
Ispezionare le dieci o venti parti successive a un evento di lumache. Spesso i danni compaiono dopo il primo incidente visibile.
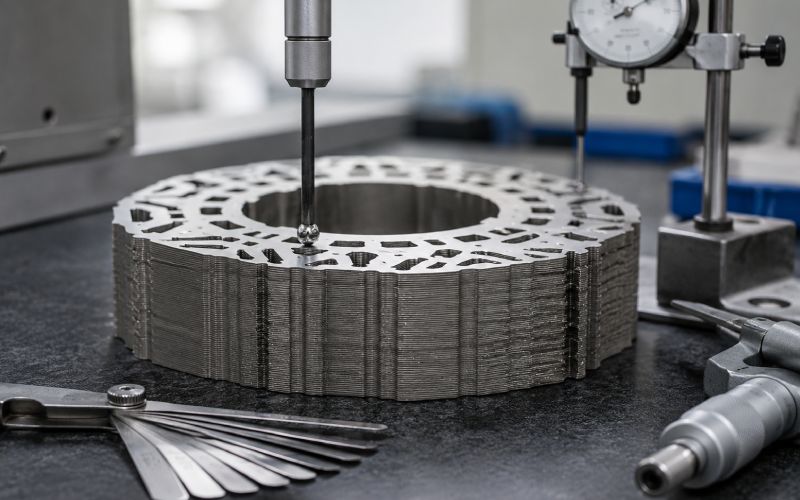
7. Scarsa planarità e ondulazione della laminazione
Le laminazioni piatte si impilano bene. I laminati ondulati combattono il fissaggio.
Le ondulazioni possono derivare da un'impostazione della bobina, da un livellamento insufficiente, da forze di taglio non uniformi, da un rilascio di tensione dopo lo stampaggio, da un'espulsione errata o da una manipolazione approssimativa dei pezzi. La pila può avere un aspetto accettabile mentre è bloccata, poi si apre a ventaglio o si inclina dopo il rilascio.
È una trappola comune. Un apparecchio può nascondere una pila difettosa.
Ripararlo
Misurare la planarità in due modi: allo stato libero e sotto carico controllato. Entrambi sono importanti. Se la laminazione è piatta solo sotto carico, si prevedono problemi durante l'assemblaggio o dopo il ciclo termico.
Esaminare il modo in cui i pezzi escono dallo stampo. Le laminazioni sottili possono deformarsi durante l'espulsione, la caduta, la raccolta o il trasferimento.
Verificarlo
Controllare l'allineamento della pila dopo lo sblocco. Se la pila si sposta dopo il rilascio, regolare la sequenza di posizionamento, l'adattamento della guida, la direzione della bava e il bilanciamento della compressione.
8. Disallineamento della pila durante il picchettamento, l'incollaggio o la saldatura
L'allineamento delle pile fa parte del rendimento, non è un'operazione secondaria.
L'incastro, la picchettatura, l'incollaggio e la saldatura contribuiscono a tenere insieme le laminazioni. Possono anche creare distorsioni, tensioni locali, danni al rivestimento o contatti elettrici tra i fogli.
Il disallineamento deriva solitamente da una combinazione di bave, scarso adattamento della guida, compressione non uniforme, perni di impilamento usurati, orientamento non uniforme della laminazione o forza di giunzione che sposta la pila prima che sia completamente inserita.
Ripararlo
Individuare prima delicatamente. Poi sedersi. Poi comprimere. Poi unire.
Non forzare i perni di guida per farli agire come strumenti di correzione. Se i perni raschiano il diametro interno o i bordi della scanalatura, possono risolvere l'allineamento danneggiando il rivestimento.
Per le pile saldate, ridurre l'apporto di calore non necessario e la lunghezza della saldatura. Per le pile incollate, controllare lo spessore dell'adesivo e lo spanciamento. Per le pile impilate, verificare se il picchetto blocca la pila o la distorce.
Verificarlo
Misurare il runout, l'altezza della pila e la resistenza interlaminare prima e dopo la giunzione. Se il difetto compare solo dopo la giunzione, il processo di giunzione necessita di un piano di controllo specifico.
9. Instabilità della pressa e carico non uniforme
Una buona matrice può comunque produrre laminazioni sbagliate in una pressa instabile.
I problemi delle presse includono un cattivo parallelismo della slitta, una posizione incoerente del punto morto inferiore, un carico fuori centro, vibrazioni, punte usurate, fondamenta deboli o un'altezza di chiusura instabile. Questi problemi creano un gioco variabile durante la corsa.
Il difetto può sembrare una variazione casuale della bava. Spesso non è casuale.
Ripararlo
Controllare le condizioni della pressa sotto carico. I controlli statici sono utili, ma gli stampi di laminazione funzionano a velocità, con forza e vibrazioni reali.
Esaminare la firma del tonnellaggio, se disponibile. Variazioni improvvise del carico possono indicare la presenza di un'estrazione di proiettili, di punzoni opachi, di variazioni dello spessore del materiale o di problemi di avanzamento.
Verificarlo
Confrontare l'altezza della bava e le dimensioni degli elementi nelle aree sinistra, destra, anteriore e posteriore della striscia. Se un'area si comporta in modo diverso, controllare l'allineamento della pressa e il bilanciamento del carico della matrice.
10. Strategia di ispezione debole
Un'ispezione tardiva crea costosi scarti.
Se il primo vero controllo avviene dopo l'impilamento, l'incollaggio, la saldatura o l'assemblaggio finale, il processo è già in perdita. La laminazione ha bisogno di segnali a monte.
Un buon piano d'ispezione deve essere in grado di catturare:
Crescita della bava prima dell'impilamento
L'errore di alimentazione prima della mancata corrispondenza della fessura diventa uno scarto
Danni al rivestimento prima della giunzione
Contaminazione prima della compressione
Deriva dell'altezza della pila prima dell'assemblaggio finale
Pantaloncini interlaminari prima del test di prestazione
Ripararlo
Avvicinare l'ispezione alla causa. Ad esempio, se l'altezza della pila è instabile, non limitatevi a misurare le pile finite. Misurare lo spessore della laminazione, l'altezza delle bave, il numero di pezzi e la contaminazione intrappolata prima della giunzione.
Verificarlo
Ogni difetto importante dovrebbe avere un segnale di avvertimento precedente. Se non esiste un segnale a monte, createne uno.
Obiettivi pratici di controllo per lo stampaggio con laminazione
Si tratta di punti di partenza, non di specifiche universali. I limiti finali devono essere convalidati in base al tipo di materiale, allo spessore della lastra, al design della pila, al metodo di giunzione e ai requisiti di prestazione elettrica.
Voce di controllo
Obiettivo di partenza utile
Perché è importante
Distanza tra punzone e matrice
Circa 3-8% di spessore della lamiera per lato per molte prove di acciaio elettrico sottile
Controlla la sbavatura, la qualità dei bordi, il carico del punzone e il comportamento della punta.
Livello di avviso generale di bava
Eseguire un'indagine prima che l'altezza della bava si avvicini a 10% dello spessore della lastra.
Le bave elevate possono compromettere l'impilamento, l'isolamento e l'assemblaggio.
Obiettivo bava di laminazione di precisione
Spesso controllato in decine di micron; più stretto per i nuclei ad alta efficienza
Le piccole bave si ripetono su tutta la pila
Ripetibilità dell'alimentazione
Abbastanza stretto da proteggere la tolleranza tra scanalature e fori e il passo dei denti
Previene errori di skew, mismatch e stacking
Punto di ispezione della pila
Prima e dopo l'adesione
Separa i difetti di stampaggio da quelli di giunzione
Ispezione del rivestimento
In entrata, dopo la timbratura, dopo l'impilamento/giunzione
Individua il punto in cui inizia il danno all'isolamento
Come migliorare la resa dello stampaggio con laminazione senza fare congetture
Utilizzare un ciclo a tre fasi.
Innanzitutto, definire il sintomo in termini misurabili. Non “bava cattiva”. Scrivete “la bava sul lato di uscita della stazione di slot 6 è aumentata da 12 μm a 32 μm su 80.000 corse”.”
In secondo luogo, collegare il sintomo al primo segnale di processo. L'altezza della bava può indicare l'usura dell'utensile. La bava su un solo lato può indicare l'allineamento. L'altezza della pila può indicare un accumulo di bave, un conteggio errato, una variazione dello spessore o dei trucioli.
In terzo luogo, verificare la correzione dopo un breve ciclo di produzione. Molte correzioni sembrano buone sul primo pezzo e falliscono dopo che la matrice si è riscaldata, il film d'olio è cambiato o il nastro ha raggiunto la massima velocità.
Il processo non è complicato. Bisogna solo essere disciplinati.
FAQ
Qual è la causa principale della scarsa resa della laminazione?
La causa più comune è la crescita incontrollata delle bave, spesso legata all'usura dell'utensile, al gioco errato, al disallineamento dello stampo o alla variazione del materiale. Le bave creano problemi al di là del bordo stampato. Possono influire sull'altezza della pila, sull'integrità del rivestimento, sull'isolamento interlaminare e sull'assemblaggio finale.
Quale distanza tra punzone e stampo deve essere utilizzata per le laminazioni di acciaio elettrico?
Per molte applicazioni in acciaio elettrico sottile, le prove di gioco iniziano spesso intorno a 3%-8% di spessore della lamiera per lato. Le regole generali per le lamiere possono iniziare con 5% - 10% per lato. Il valore giusto deve essere dimostrato dall'altezza della bava, dalla qualità del bordo, dal carico del punzone, dal comportamento del proiettile e dalle prestazioni magnetiche.
Qual è l'altezza della bava accettabile per lo stampaggio della laminazione?
Non esiste un unico limite universale. Un livello di allarme generale comune è 10% di spessore del foglio, ma le laminazioni di precisione di motori o trasformatori spesso richiedono un controllo molto più stretto, generalmente nell'ordine delle decine di micron. Il limite corretto deve basarsi sull'altezza della pila, sull'isolamento elettrico e sulle prestazioni finali.
Perché l'altezza della pila di laminazione diventa troppo alta?
L'altezza della pila può aumentare a causa di bave eccessive, trucioli intrappolati, conteggio errato della laminazione, variazione dello spessore del foglio, ondulazioni o scarso posizionamento durante la compressione. Controllare prima il numero e lo spessore, poi l'altezza delle bave e la contaminazione.
Perché le laminazioni si accorciano dopo lo stampaggio?
I corti interlaminari possono essere causati da ponti di bave, graffi del rivestimento, eccessiva pressione di impilamento, deformazione della picchettatura, calore della saldatura o detriti intrappolati tra i fogli. Eseguire i test prima e dopo la giunzione per individuare il punto in cui si è verificato il cortocircuito.
Come si può ridurre l'attrazione delle lumache?
Iniziate controllando il gioco, il film d'olio, le condizioni del punzone, il rilievo del bottone della matrice, la pressione della spoglia e la ritenzione della pallottola. Lubrificante appiccicoso, aria intrappolata, utensili magnetici e perforazione rapida possono contribuire. Risolvete la stazione locale invece di considerare l'intero stampo come il problema.
Perché il rendimento cambia dopo aver cambiato bobina?
Le bobine possono variare per spessore, durezza, comportamento del rivestimento, planarità, curvatura, stress residuo e condizioni della superficie. L'ID della bobina deve essere collegato ai dati sulle bave, alla stabilità dell'avanzamento, all'altezza della pila e ai risultati dei test elettrici.
Con quale frequenza va misurata l'altezza della bava di laminazione?
Misurare al primo avvio, dopo il cambio bobina, dopo la manutenzione dell'utensile, dopo i cambi di processo e a intervalli basati sullo storico dell'usura dell'utensile. Per la produzione di grandi volumi, l'ispezione basata sulle tendenze è migliore di un intervallo fisso.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.