Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Les 10 principales causes d'un mauvais rendement du pelliculage et la façon de les résoudre
Pauvre pelliculage estampage Le rendement commence rarement par une défaillance spectaculaire. Le plus souvent, il commence par de petits changements dans le processus : croissance des bavures, usure des poinçons, mauvaise alimentation de la bande, dommages du revêtement, arrachage de limaille, désalignement de la pile ou variation d'une bobine à l'autre.
Chaque numéro tient sur une seule feuille.
Les feuilles deviennent alors une pile.
Une bavure de 20 μm répétée sur des centaines de laminations n'est plus “petite”. Une légère rayure de revêtement devient un risque de court-circuit interlaminaire. Une erreur d'alimentation qui a passé l'inspection visuelle devient un décalage de fente, une erreur d'obliquité, de la chaleur, du bruit ou un assemblage défaillant.
C'est pourquoi l'emboutissage par laminage nécessite un état d'esprit différent de celui de l'emboutissage de tôles ordinaires. Il ne s'agit pas seulement de créer une forme. Vous protégez en même temps la géométrie, la hauteur de l'empilement, l'isolation, les performances magnétiques et la répétabilité de l'assemblage.
Table des matières
Tableau de diagnostic rapide : Partir du symptôme
Symptôme de production
Vérifier d'abord
Cause première probable
Une action corrective rapide
La hauteur de la loupe ne cesse de s'élever
Direction de la bavure, bord du poinçon, usure du bouton de la matrice
Outillage usé, mauvais jeu, mauvais alignement
Cartographier les bavures par station, affûter ou remplacer l'outillage local, revérifier le jeu.
La bavure n'est haute que d'un côté
Alignement des matrices, parallélisme des presses, usure des guides
Jeu inégal, déviation de la presse, composants desserrés
Vérifier la hauteur d'obturation, le système de guidage, la pression du stripper et l'alignement de la station.
La hauteur de la pile est trop élevée
Nombre de laminages, hauteur des bavures, copeaux piégés
Accumulation de bavures, comptage erroné, contamination
Vérifier le comptage, nettoyer le chemin de la pile, réduire les bavures avant l'empilage
Le noyau est chaud après l'assemblage
Résistance interlaminaire, zone de soudure/prise, bavures sur les bords
Dommages au revêtement, ponts de bavures, pression ou chaleur d'assemblage excessives
Test avant et après l'assemblage, réduction des chemins de contact électrique
Inadéquation de la fente ou de l'alésage
Longueur d'avance, état du pilote, cambrure de la bande
Mauvaise alimentation, pilotes usés, mauvais contrôle de la bande
Réglage de l'alimentateur, inspection des pilotes, contrôle de la rectitude de la bande
Bosses ou rayures aléatoires
Surface de la matrice, traction de la balle, trajectoire de transfert de la pièce
Limaces arrachées, éclats, manipulation brutale
Amélioration de la rétention des balles, nettoyage des zones de contact avec la matrice, réduction des glissements
Les ventilateurs d'empilage après la sortie de l'usine
Planéité à l'état libre, direction de la bavure, relâchement de la fixation
Ondulation, interférence des bavures, compression inégale
Assembler la pile par étapes, améliorer les guides, inspecter après le desserrage.
Les coups de poing se brisent à plusieurs reprises
Charge de poinçonnage, dégagement, soutien latéral
Jeu insuffisant, déviation de l'outil, mauvais décapage
Renforcer le soutien, revoir l'autorisation, améliorer l'équilibre de la force de déshabillage
1. Mauvais dégagement entre le poinçon et la matrice
Le jeu contrôle la qualité de l'arête, la hauteur de la bavure, la charge de poinçonnage, le comportement de la balle et la durée de vie de l'outil. Il affecte également les performances magnétiques, car un bord de coupe endommagé peut augmenter les contraintes locales et créer des voies de contact interlaminaire.
Pour les aciers électriques minces, la fenêtre d'essai commence souvent autour de 3% à 8% d'épaisseur de tôle par côté. Les travaux d'emboutissage général peuvent commencer plus près de 5% à 10% par côté, Mais les travaux de pelliculage ne doivent pas reproduire une règle générale sans essais. Une feuille de 0,35 mm à 5% par côté signifie un jeu d'environ 0,0175 mm par côté. Cela semble minime, car c'est le cas.
Un jeu trop faible peut surcharger le poinçon et créer des bavures secondaires. Un jeu trop important peut augmenter le retournement, l'angle de fracture et la déchirure des bords. Un jeu irrégulier est généralement pire que l'un ou l'autre.
Réparer
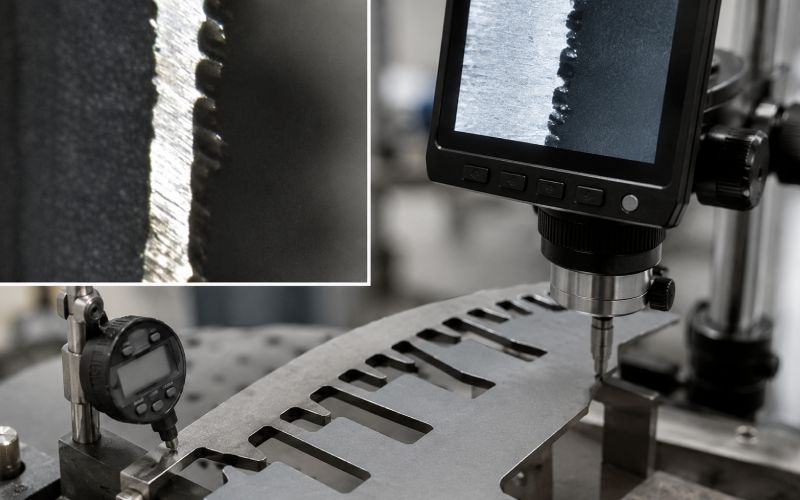
Mesurez la hauteur des bavures à des points fixes et non à des points aléatoires. Comparez le côté d'entrée et le côté de sortie. Si la croissance de la bavure est uniforme autour de la pièce, vérifiez d'abord l'usure de l'outil. Si la croissance de la bavure est plus forte d'un côté, vérifiez l'alignement de l'outil, l'usure du guide, l'équilibre du dévêtisseur et le parallélisme de la presse avant de modifier le jeu.
Vérifiez-le
Après le réglage, effectuez un bref essai et vérifiez la hauteur de la bavure, la rupture du bord, la forme de la balle et la charge du poinçon. Ne pas approuver le réglage à partir d'un premier échantillon.
2. Poinçons et boutons de dé usés
Un poinçon bien aiguisé coupe. Un poinçon usé entraîne, plie, chauffe et déchire.
L'usure de l'outil se cache souvent derrière l'expression “toujours en marche”. La matrice continue de tourner. Les pièces continuent de sortir. Le rendement de l'assemblage diminue alors parce que les tôles ne sont plus planes, que les bavures rayent le revêtement ou que les fentes commencent à dériver hors tolérance.
Dans l'estampage par pelliculage, l'usure locale est importante. Un poinçon de fente usé peut endommager toutes les couches de la pile.
Réparer
Suivez l'usure par station. Ne vous contentez pas de compter le nombre total de coups de presse. Le nombre de courses est utile, mais il ne tient pas compte des changements de matériau, des changements de lubrification et de l'abrasivité du revêtement.
Réglez les déclencheurs d'accentuation de la netteté en utilisant un mélange de :
Évolution de la hauteur des fraises
Augmentation de la charge de travail
Brillance ou déchirure des bords
Changement de forme de la limace
Dérive de la taille du trou ou de la fente
Rayures du revêtement près de l'arête de coupe
Vérifiez-le
Comparez les pièces avant et après l'affûtage avec la même bobine, la même vitesse et les mêmes conditions de lubrification. Sinon, l'amélioration peut être attribuée à la mauvaise variable.
3. Blocage de la bande et mauvais contrôle de la progression
Une filière de pelliculage progressive dépend de la répétabilité de la longueur d'alimentation et de la stabilité de la position de la bande. Si la bande bouge légèrement, l'outil peut continuer à fonctionner, mais la géométrie du laminage commence à perdre l'enregistrement.
C'est dangereux car certains défauts d'alimentation ne sont pas évidents sur un laminage en vrac. Ils apparaissent plus tard sous la forme d'une erreur d'inclinaison, d'un décalage entre les dents, d'un faux-rond d'alésage, d'un mauvais empilage ou d'une interférence dans l'assemblage.
Réparer
Vérifier la longueur d'avance à la vitesse de production, et pas seulement lors d'un réglage lent. Inspecter les trous pilotes pour y déceler des signes de forçage, de traînage ou d'usure ovale. Un pilote doit localiser la bande, et non sauver une mauvaise alimentation à chaque coup.
Vérifiez également la cambrure de la bande. Si la bobine entre dans la matrice avec un arc latéral, l'outil est obligé de corriger le mouvement du matériau en permanence.
Vérifiez-le
Mesurez la position de la fente par rapport à l'alésage, le pas de la dent et l'état de l'avant-trou sur plusieurs centaines de coups. Une première pièce stable ne prouve pas une progression stable.
4. Variation des matériaux d'une bobine à l'autre
Le rendement peut baisser même si la filière n'a pas changé.
Cela signifie généralement que le matériau a changé.
Les variations de l'acier électrique peuvent se manifester au niveau de l'épaisseur, de la dureté, de l'état du revêtement, de la planéité, des contraintes résiduelles, de la cambrure, de la propreté de la surface et de la réaction aux bavures. Deux bobines de même qualité nominale peuvent se comporter différemment dans la matrice.
Il ne s'agit pas d'un problème théorique. Il s'agit d'un problème de traçabilité des lots.
Réparer
Lier chaque rapport de rendement à l'identification de la bobine. Lors de l'inspection à la réception, les contrôles ne se limitent pas à la paperasserie. Mesurez l'épaisseur, la cambrure, la planéité, l'état du revêtement et la contamination de la surface. Pour les programmes critiques, effectuez un court contrôle de la réponse à la bavure avant la production complète.
Vérifiez-le
Lorsque le rendement chute après un changement de bobine, comparez l'heure de début du défaut avec la transition de la bobine. Si le problème commence dans les premières centaines de coups après le changement, ne commencez pas par blâmer la filière.
5. Dommages au revêtement de l'isolant
Le revêtement de l'acier électrique est mince, mais il a un rôle important à jouer. Il permet de maintenir les courants de Foucault à l'intérieur des tôles individuelles au lieu de laisser passer le courant entre les tôles.
Le revêtement peut être endommagé lors de l'emboutissage, du transfert des pièces, de l'empilage, de l'emboîtement, du soudage, du collage ou de la compression. La pièce peut sembler en bon état. L'empilage peut néanmoins ne pas être isolé électriquement.
Les points d'endommagement les plus courants sont les bords des fentes, les bords des alésages, les zones de soudure, les zones de contact avec les goupilles de guidage et les endroits où les tôles glissent sous l'effet de la pression.
Réparer
Inspecter le revêtement avant et après l'estampage. Il s'agit de contrôles distincts. Le revêtement entrant peut être acceptable, puis endommagé par un outillage rugueux, des copeaux piégés, une mauvaise lubrification ou une manipulation agressive.
Réduire le contact glissant entre les laminés. Le glissement sous charge est l'un des moyens les plus faciles de transformer un bon revêtement en un chemin d'isolation faible.
Vérifiez-le
Effectuez des contrôles de résistance interlaminaire ou d'isolation avant et après l'assemblage. Si la pile ne cède qu'après le piquetage, le soudage ou la compression, le processus d'emboutissage n'est peut-être pas la seule cause.
6. L'arrachage des limaces et la contamination par les copeaux
L'arrachage des limaces peut ruiner rapidement le rendement. Une balle tirée peut bosseler le laminage suivant, rayer le revêtement, briser un poinçon, bloquer une caractéristique ou créer des dommages à double impact.
Les copeaux fins sont plus silencieux mais restent coûteux. Ils restent sur la bande, entrent dans la pile ou sont pressés dans le revêtement. Une particule peut affecter la hauteur de la pile. Plusieurs particules peuvent créer une fausse assise ou un contact électrique local.
Réparer
Observez directement le comportement des limaces. Ne faites pas de suppositions. Vérifiez si les limaces restent collées aux poinçons, si elles rebondissent sur les boutons des matrices ou si elles remontent avec le film d'huile.
Les corrections possibles sont les suivantes :
Ajustement du jeu
Ajout de dispositifs de rétention des limaces
Améliorer le contrôle du vide ou de l'air
Réduire l'accumulation d'huile collante
Nettoyage des boutons de matrices et des zones de relief
Démagnétisation de l'outillage si nécessaire
Amélioration de la synchronisation et de la pression du stripper
Vérifiez-le
Inspectez les dix à vingt pièces qui suivent l'apparition d'une limace. Les dommages apparaissent souvent après le premier incident visible.
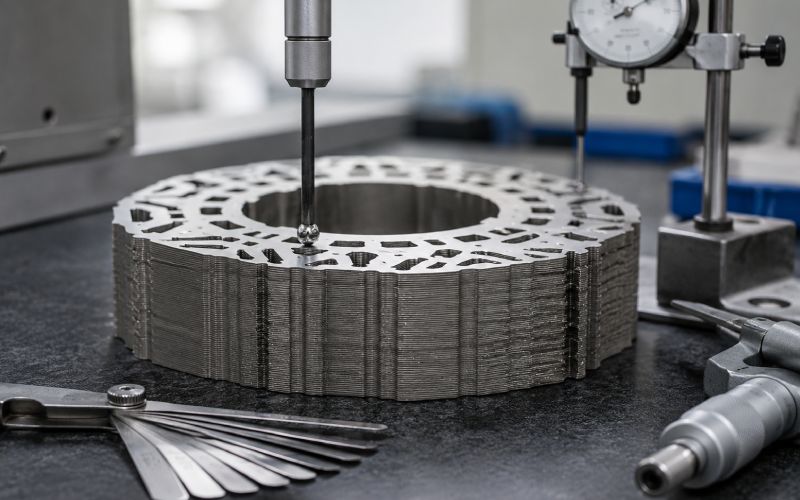
7. Mauvaise planéité et ondulation du pelliculage
Les laminés plats s'empilent bien. Les laminés ondulés s'opposent à la fixation.
L'ondulation peut provenir d'un jeu de bobines, d'un mauvais nivellement, de forces de coupe inégales, d'un relâchement des contraintes après l'emboutissage, d'une mauvaise éjection ou d'une manipulation brutale de la pièce. La pile peut sembler acceptable lorsqu'elle est serrée, puis s'éventer ou s'incliner après avoir été relâchée.
C'est un piège courant. Une fixation peut cacher une mauvaise pile.
Réparer
La planéité peut être mesurée de deux manières : à l'état libre et sous charge contrôlée. Ces deux méthodes sont importantes. Si la stratification n'est plane que sous l'effet d'une force, il faut s'attendre à des problèmes lors de l'assemblage ou après un cycle thermique.
Examinez la manière dont les pièces quittent la matrice. Les tôles fines peuvent se déformer lors de l'éjection, de la chute, de la collecte ou du transfert.
Vérifiez-le
Contrôler l'alignement de la pile après le desserrage. Si la pile se déplace après le déblocage, ajuster la séquence de mise en place, l'ajustement du guide, la direction de la bavure et l'équilibre de la compression.
8. Désalignement de la pile lors du tuteurage, du collage ou du soudage
L'alignement des piles fait partie du rendement, ce n'est pas une opération secondaire.
L'emboîtement, le piquetage, le collage et le soudage contribuent tous à maintenir les laminés ensemble. Ils peuvent également créer des distorsions, des contraintes locales, des dommages au revêtement ou des contacts électriques entre les feuilles.
Le désalignement provient généralement d'une combinaison de bavures, d'un mauvais ajustement du guide, d'une compression inégale, de broches d'empilage usées, d'une orientation incohérente de la stratification ou d'une force d'assemblage qui déplace la pile avant qu'elle ne soit complètement en place.
Réparer
Localiser en douceur d'abord. Puis mettre en place. Puis comprimer. Puis joindre.
Ne pas forcer les goupilles de guidage à agir comme des outils de correction. Si les goupilles raclent le diamètre intérieur ou les bords de la fente, elles peuvent résoudre l'alignement tout en endommageant le revêtement.
Pour les piles soudées, réduire l'apport de chaleur inutile et la longueur de la soudure. Pour les piles collées, vérifier l'épaisseur de l'adhésif et l'essorage. Pour les piles piquetées, vérifier si le piquet bloque la pile ou la déforme.
Vérifiez-le
Mesurez le faux-rond, la hauteur de la pile et la résistance interlaminaire avant et après l'assemblage. Si le défaut n'apparaît qu'après l'assemblage, le processus d'assemblage doit faire l'objet d'un plan de contrôle spécifique.
9. Instabilité de la presse et chargement inégal
Une bonne matrice peut toujours produire de mauvaises laminations dans une presse instable.
Les problèmes liés aux presses comprennent un mauvais parallélisme des glissières, une position incohérente du point mort bas, une charge décentrée, des vibrations, des cales usées, des fondations fragiles ou une hauteur d'arrêt instable. Ces problèmes entraînent une modification du jeu pendant la course.
Le défaut peut ressembler à une variation aléatoire de la bavure. Souvent, ce n'est pas le cas.
Réparer
Vérifier l'état de la presse sous charge. Les contrôles statiques sont utiles, mais les matrices de laminage fonctionnent à vitesse élevée, avec une force et des vibrations réelles.
Examinez la signature du tonnage si elle est disponible. Des changements soudains de charge peuvent indiquer un arrachage de limaille, des poinçons émoussés, une variation de l'épaisseur du matériau ou des problèmes d'alimentation.
Vérifiez-le
Comparez la hauteur des bavures et la taille des traits à gauche, à droite, à l'avant et à l'arrière de la bande. Si une zone se comporte toujours différemment, vérifiez l'alignement de la presse et l'équilibre du chargement de la matrice.
10. Faible stratégie d'inspection
Une inspection tardive entraîne une mise au rebut coûteuse.
Si le premier contrôle réel a lieu après l'empilage, le collage, le soudage ou l'assemblage final, le processus est déjà en train de perdre de l'argent. L'estampage par pelliculage a besoin de signaux en amont.
Un bon plan d'inspection doit comprendre
Croissance de la bavure avant l'empilage
Le papier qui n'a pas été inséré dans la fente devient un rebut.
Détérioration du revêtement avant l'assemblage
Contamination avant compression
Dérive de la hauteur des piles avant l'assemblage final
Short interlaminaire avant le test de performance
Réparer
Rapprocher l'inspection de la cause. Par exemple, si la hauteur des piles est instable, ne vous contentez pas de mesurer les piles finies. Mesurez l'épaisseur du laminage, la hauteur des bavures, le nombre de pièces et la contamination piégée avant l'assemblage.
Vérifiez-le
Chaque défaut majeur devrait avoir un signal d'alerte en amont. S'il n'existe pas de signal en amont, créez-en un.
Objectifs de contrôle pratiques pour l'estampage de pellicules
Il s'agit de points de départ et non de spécifications universelles. Les limites finales doivent être validées en fonction de la qualité du matériau, de l'épaisseur de la tôle, de la conception de l'empilage, de la méthode d'assemblage et des exigences en matière de performances électriques.
Poste de contrôle
Objectif de départ utile
Pourquoi c'est important
Dégagement du poinçon à l'emporte-pièce
Environ 3-8% d'épaisseur de tôle par côté pour de nombreux essais électriques minces en acier.
Contrôle des bavures, de la qualité des arêtes, de la charge des poinçons et du comportement des limaces
Niveau d'alerte général pour les bavures
Examiner avant que la hauteur des bavures n'atteigne 10% de l'épaisseur de la feuille.
Les bavures importantes peuvent affecter l'empilage, l'isolation et l'assemblage.
Cible de précision pour les bavures de laminage
Souvent contrôlé dans les dizaines de microns ; plus serré pour les noyaux à haut rendement
Les petites bavures se répètent sur l'ensemble de la pile
Répétabilité de l'alimentation
Suffisamment serré pour protéger la tolérance entre les rainures et les dents
Empêche les erreurs d'inclinaison, de décalage et d'empilage
Point d'inspection de la cheminée
Avant et après l'adhésion
Distingue les défauts d'emboutissage des défauts d'assemblage
Inspection du revêtement
Entrant, après estampillage, après empilage/assemblage
Détermine le point de départ des dommages causés par l'isolation
Comment améliorer le rendement de l'estampage par pelliculage sans faire de conjectures ?
Utiliser une boucle en trois étapes.
Tout d'abord, définissez le symptôme en termes mesurables. Ne dites pas “mauvaises bavures”. Écrivez “la bavure côté sortie à la station de fente 6 a augmenté de 12 μm à 32 μm sur 80 000 coups.”
Deuxièmement, reliez le symptôme au signal le plus précoce du processus. La hauteur de la bavure peut indiquer une usure de l'outil. Une bavure unilatérale peut indiquer un problème d'alignement. La hauteur de la pile peut indiquer une accumulation de bavures, un mauvais comptage, une variation d'épaisseur ou des copeaux.
Troisièmement, vérifiez la solution après un court cycle de production. De nombreux correctifs semblent satisfaisants sur la première partie, mais échouent une fois que la matrice s'est réchauffée, que le film d'huile s'est modifié ou que la bande a atteint sa vitesse maximale.
Le processus n'est pas compliqué. Il suffit d'être discipliné.
FAQ
Quelle est la principale cause d'un mauvais rendement de l'estampage par pelliculage ?
La cause la plus fréquente est la croissance incontrôlée des bavures, souvent liée à l'usure de l'outil, à un jeu incorrect, à un mauvais alignement de la matrice ou à une variation du matériau. Les bavures créent des problèmes au-delà du bord estampé. Elles peuvent affecter la hauteur de la pile, l'intégrité du revêtement, l'isolation interlaminaire et l'assemblage final.
Quelle distance entre le poinçon et l'outil doit-on utiliser pour les laminés électriques en acier ?
Pour de nombreuses applications en acier électrique mince, les essais de dégagement commencent souvent autour de 3% à 8% d'épaisseur de tôle par côté. Les règles générales de tôlerie peuvent commencer autour de 5% à 10% par côté. La bonne valeur doit être prouvée par la hauteur des bavures, la qualité des arêtes, la charge de poinçonnage, le comportement des copeaux et les performances magnétiques.
Quelle est la hauteur de bavure acceptable pour le marquage par pelliculage ?
Il n'existe pas de limite universelle unique. Un niveau d'avertissement général courant est de 10% d'épaisseur de tôle, mais les tôles de moteurs ou de transformateurs de précision nécessitent souvent un contrôle beaucoup plus strict, généralement de l'ordre de quelques dizaines de microns. La limite correcte doit être déterminée en fonction de la hauteur de la pile, de l'isolation électrique et des performances finales.
Pourquoi la hauteur de la pile de laminage devient-elle trop élevée ?
La hauteur de la pile peut augmenter en raison de bavures excessives, de copeaux piégés, d'un mauvais comptage des laminés, d'une variation de l'épaisseur de la feuille, d'une ondulation ou d'une mauvaise assise lors de la compression. Vérifiez d'abord le nombre de feuilles et leur épaisseur, puis la hauteur des bavures et la contamination.
Pourquoi les laminés se raccourcissent-ils après l'estampage ?
Les courts-circuits interlaminaires peuvent provenir de ponts de bavures, de rayures du revêtement, d'une pression d'empilage excessive, d'une déformation du piquetage, de la chaleur de la soudure ou de débris piégés entre les feuilles. Effectuez des essais avant et après l'assemblage pour déterminer l'origine du court-circuit.
Comment réduire la traction des limaces ?
Commencez par vérifier le jeu, le film d'huile, l'état du poinçon, la décharge du bouton de la matrice, la pression du stripper et la rétention de la balle. Un lubrifiant collant, de l'air emprisonné, des outils magnétiques et un perçage rapide peuvent tous contribuer au problème. Réparez la station locale au lieu de considérer l'ensemble de la matrice comme le problème.
Pourquoi le rendement change-t-il après avoir changé de bobine ?
Les bobines peuvent varier en termes d'épaisseur, de dureté, de comportement du revêtement, de planéité, de cambrure, de contraintes résiduelles et d'état de surface. L'identification des bobines doit être liée aux données relatives aux bavures, à la stabilité de l'alimentation, à la hauteur de la pile et aux résultats des tests électriques.
À quelle fréquence faut-il mesurer la hauteur des bavures de laminage ?
Les mesures doivent être effectuées au moment du démarrage, après les changements de bobines, après l'entretien des outils, après les changements de processus et à des intervalles basés sur l'historique de l'usure de l'outil. Pour la production en grande série, une inspection basée sur les tendances est préférable à un simple intervalle fixe.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.