Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
Traitement des noyaux de moteurs amorphes : Découpage, empilage et solutions de fragilité
Principaux enseignements
Le traitement des noyaux de moteurs amorphes échoue généralement en quatre points : dommages de coupe, facteur d'empilement instable, contrainte de liaison et fragilité après traitement thermique.
Pour un pile de laminage amorphe, Le fournisseur doit contrôler non seulement les dimensions du dessin, mais aussi les fissures des bords, les bavures, l'alignement des couches, l'isolation interlaminaire, le retrait de la résine, la libération de particules et la perte de noyau après l'assemblage.
Les rubans d'alliage amorphe typiques utilisés pour les noyaux de moteur sont très fins, souvent de l'ordre de 20-35 μm, Le matériau se caractérise par une dureté et une résistance à la traction élevées. C'est pourquoi le matériau peut réduire les pertes par courants de Foucault, mais aussi pourquoi il est difficile de le perforer, de l'empiler, de le coller et de l'assembler sans l'endommager. Certains parcours documentés de noyaux de moteurs font état d'épaisseurs de bandes amorphes dans cette plage, avec des valeurs de dureté et de résistance à la traction élevées de l'ordre du GPa.
Le meilleur procédé n'est pas de “couper d'abord” ou “d'empiler d'abord” dans tous les cas. Le meilleur procédé est celui qui maintient le ruban avant qu'il ne devienne cassant, qui maintient le bord coupé hors des zones de forte contrainte et qui prouve la perte finale de l'âme après le collage et l'ajustement du boîtier.
Table des matières
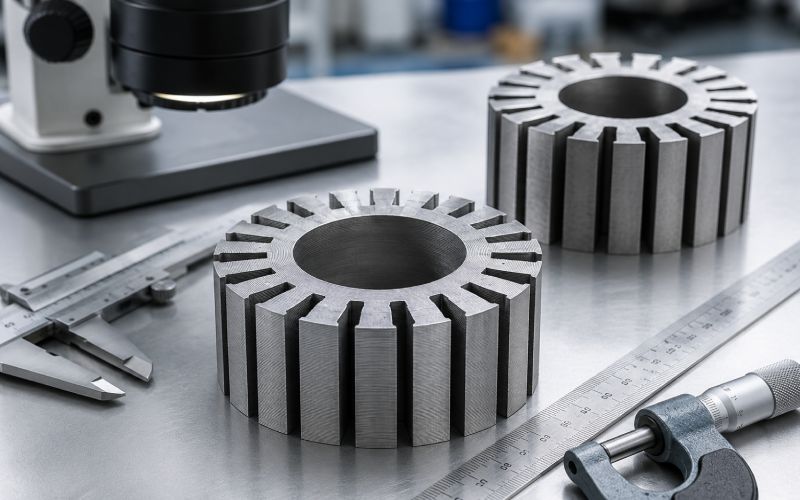
Qu'est-ce qu'un noyau de moteur amorphe ?
Un noyau de moteur amorphe est un noyau magnétique de stator ou de rotor constitué d'un mince ruban d'alliage amorphe au lieu des tôles d'acier électrique conventionnelles plus épaisses.
Le terme “amorphe” signifie que le métal n'a pas de structure cristalline normale. Cela confère au matériau des propriétés magnétiques douces utiles, en particulier une faible perte de noyau à des fréquences électriques élevées. Pour les moteurs compacts, à grande vitesse ou à haute fréquence, cela peut être intéressant.
Le problème est d'ordre mécanique.
Le ruban est fin, dur et sensible aux contraintes. La découpe peut endommager le bord. L'empilage peut créer des lacunes. Le collage peut ajouter des contraintes internes. Le recuit peut améliorer les propriétés magnétiques dans certains cas, mais il peut aussi augmenter la fragilité. Il a été démontré que le durcissement par imprégnation et l'ajustement serré affectent tous deux la perte du noyau de fer amorphe et le comportement magnétique.
Le véritable défi n'est donc pas seulement la sélection des matériaux.
Il est survie du processus.
Piles de laminage amorphes ou conventionnelles
Objet
Pile électrique conventionnelle en acier
Empilement de stratifiés amorphes
Impact de la transformation
Forme typique de la feuille
Feuille laminée plus épaisse
Ruban très fin à trempe rapide
Plus de couches sont nécessaires pour obtenir la même hauteur de pile
Comportement de coupe
Lignes d'emboutissage et de laser matures
Matériau sensible aux fissures, dur et mince
La qualité des bords devient un point de contrôle majeur
Facteur d'empilement
Il est généralement plus facile de maintenir un niveau élevé
Plus faible et plus sensible au revêtement, à la résine, à l'ondulation et à la pression
La conception magnétique doit utiliser le facteur d'empilement mesuré
Besoin de collage
Soudage, emboîtement, collage, rivetage tous possibles
Le collage ou l'imprégnation sont souvent nécessaires pour assurer la stabilité.
Le retrait de la résine peut augmenter les pertes
Traitement thermique
Souvent utilisé pour soulager le stress
Peut réduire le stress, mais peut augmenter la fragilité
La séquence a plus d'importance
Principaux risques de production
Bavures, contraintes de soudage, décalage dimensionnel
Fissuration des bords, écaillage, rupture fragile, augmentation de la perte après assemblage
Il faut davantage de portes d'inspection
Un noyau de moteur conventionnel peut souvent tolérer quelques dommages locaux parce que la fenêtre du processus est connue. Le ruban amorphe laisse moins de place à l'improvisation.
Principaux modes de défaillance dans le traitement des noyaux de moteurs amorphes
Mode de défaillance
Cause commune
Symptôme de production
Contrôle de l'ingénierie
Microfissures sur les bords
Chocs de poinçonnage, mauvais support, usure de l'outillage, chaleur excessive du laser
Écaillage, augmentation de la perte, bords des dents affaiblis
Microscopie des bords, contrôle des bavures, essai sur coupon de perte de coupe
Forte perte de noyau après la coupe
Zone affectée thermiquement, déformation, structure magnétique endommagée
Perte du prototype supérieure aux données du ruban
Comparer la perte avant et après la coupe en utilisant la même géométrie
Faible facteur d'empilement
Ondulation du ruban, résine épaisse, poussière, mauvais contrôle de la compression
Capacité de flux plus faible, taille de moteur plus importante
Mesurer la hauteur et la masse de la pile ; ne pas présumer des valeurs de la pile en acier.
Décollement
Faible adhérence, mauvais nettoyage de la surface, résine irrégulière
Soulèvement de la couche lors de l'usinage ou des vibrations
Essai de résistance à la traction et inspection des sections
Augmentation de la perte après durcissement
Rétrécissement de la résine et contraintes internes
De bonnes dimensions mais un résultat de test magnétique moins bon
Test avant et après l'imprégnation ou le collage
Fragilité après recuit
Traitement thermique au-delà de la fenêtre de sécurité ou mauvaise séquence
Fissures lors de la manipulation, particules dans l'interstice du moteur
Déplacer la mise en forme avant l'état fragile ; valider la voie non recuite lorsque c'est possible
Augmentation de la perte après la mise en place de la presse
Interférence du logement et contrainte de compression
Le noyau passe avant l'assemblage, mais échoue après l'insertion
Mesurer la perte de substance avant et après l'adaptation du logement
Contamination par les particules
Arête fragile, mauvais nettoyage, surface de la fente endommagée
Débris métalliques, risque d'isolation, risque d'entrefer entre le rotor et le stator
Nettoyage sous vide, test d'essuyage, inspection des particules, scellement des bords
Pour les tôles de moteur en général, le découpage et l'assemblage peuvent modifier de manière significative la perte de fer. Les études sur les effets de la fabrication indiquent que la perte liée à la découpe peut varier fortement en fonction du matériau, de la géométrie, du processus et de la charge magnétique ; certaines comparaisons montrent que la découpe par fil cause moins de dommages magnétiques que le poinçonnage ou la découpe au laser dans des conditions d'essai spécifiques.
Processus recommandé
Un processus fiable de fabrication de noyaux de moteurs amorphes suit généralement cette logique :
Sélectionner l'épaisseur du ruban et l'état du matériau
Choix de l'itinéraire de coupe en fonction de la géométrie et du volume
Mesure de l'endommagement des bords sur des échantillons coupés réels
Construire une petite pile de laminage
Mesurer le facteur d'empilage et la résistance d'isolation
Coller ou imprégner sous pression contrôlée
Test de perte de noyau avant et après durcissement
N'appliquer le recuit que si le résultat du noyau fini s'améliore
Vérifier l'absence de fissures, de décollement et de particules.
Mesurer à nouveau l'affaiblissement du noyau après l'assemblage du boîtier
Le point important est la répétition des tests. Les données relatives au ruban ne suffisent pas. Un stator amorphe fini peut se comporter différemment après la découpe, le collage, le traitement thermique et l'emboutissage.
Guide pratique des paramètres
Ces valeurs ne sont pas des réglages machine universels. Elles constituent des points de départ utiles pour les dessins, les discussions avec les fournisseurs et la qualification des processus.
Objet
Référence pratique
Pourquoi c'est important
Épaisseur du ruban
Généralement autour de 20-35 μm
Le ruban fin réduit la perte par courant de Foucault mais augmente le nombre de couches et le risque de manipulation.
Dureté
Haut ; rapport d'exemples de bandes amorphes documentées HV 700-1000
L'usure de l'outil et la fissuration des arêtes deviennent graves
Résistance à la traction
Rapport d'exemples documentés 1,4-2,2 GPa
Une résistance élevée n'est pas synonyme de facilité de mise en forme ; une rupture fragile est toujours possible.
Induction magnétique à saturation
Certains circuits de noyaux de moteurs amorphes à base de Fe spécifient ≥1.60 T
Définit la plage de densité de flux utilisable pour la conception
Facteur d'empilement
Valider sur l'empilement réel ; un exemple documenté de noyau de moteur amorphe rapporte 89.0%
Ne pas utiliser d'hypothèses sur l'acier électrique sans mesure.
Gamme de fréquences de fonctionnement
Certaines routes de moteurs amorphes à haute fréquence ciblent des centaines à des milliers de Hz
La valeur des matériaux amorphes augmente lorsque la perte de noyau représente une part importante de la perte totale.
Agrandissement de l'inspection des bords
Commencer par Inspection optique 50×-200×, Dans ce cas, utilisez la coupe transversale ou le SEM pour les échantillons problématiques.
Les bavures et les fissures peuvent passer inaperçues lors d'une inspection visuelle.
Condition d'essai magnétique
Définir la densité de flux, la fréquence, la forme d'onde, la température et la géométrie de l'échantillon
“L'expression ”faible perte" n'a pas de sens en l'absence de conditions d'essai.
Vérification de l'ajustement du boîtier
Test avant et après la mise en place de la presse
Le stress de compression peut augmenter la perte
Une étude publiée sur les noyaux de fer amorphe a montré que le durcissement par imprégnation et l'ajustement par interférence modifiaient le comportement de la perte, et que la condition de traitement thermique à la perte la plus faible après imprégnation n'était pas la même qu'avant l'imprégnation. Dans l'une des conditions testées, la perte après le durcissement par imprégnation atteignait 22,8 W/kg à 1,2 T et 1,5 kHz après recuit à 260 °C, avec une augmentation signalée par rapport à l'état de pré-imprégnation.
Ce chiffre unique ne doit pas être copié comme une recette de processus. Sa valeur est l'avertissement : l'interaction des contraintes de durcissement, de recuit et d'assemblage.
Méthodes de coupe
Poinçonnage
Le poinçonnage est intéressant pour la production en série. C'est aussi l'endroit où il est le plus facile de créer des fissures.
Le ruban amorphe est fin et dur. Si le jeu du poinçon est mauvais, si l'outil est usé ou si le ruban n'est pas soutenu, le bord peut s'écailler ou se délaminer. Le défaut peut être trop petit pour être visible à l'œil nu, mais suffisamment important pour entraîner une perte ou un écaillage ultérieur.
Utiliser le poinçonnage lorsque :
la géométrie est assez simple ;
le volume de production justifie l'utilisation d'un outillage spécifique ;
le fournisseur peut prouver le contrôle des bavures et des fissures ;
l'usure de l'outil peut être contrôlée ;
les échantillons coupés passent le test magnétique.
Contrôles recommandés :
contrôler l'usure de l'outil en fonction du nombre de coups, et pas seulement en fonction des bavures visibles ;
effectuer un contrôle microscopique des bords sur les premiers articles et à intervalles réguliers ;
comparer les échantillons perforés avec des coupons de référence coupés au fil ou chimiquement ;
vérifier si des bavures relient les couches de ruban adjacentes ;
éviter les dents étroites et fragiles, à moins qu'elles ne soient soutenues par un collage.
Les coups de poing peuvent être efficaces. Les coups de poing occasionnels ne le sont pas.
Découpe au laser
La découpe au laser permet une géométrie flexible et des modifications rapides de la conception. Elle est utile pour les prototypes, les petites séries et les formes complexes de stator.
Le risque est la chaleur.
Le bord coupé peut contenir une zone affectée par la chaleur, un matériau refondu, une contrainte locale ou un changement structurel. Dans le cas d'un alliage amorphe, cela peut nuire aux performances magnétiques. Des travaux récents sur les noyaux de moteur amorphes étudient spécifiquement les dommages causés par la coupe, car ils affectent la perte mesurée du noyau de moteur dans des conditions de fréquence variable.
Ne pas qualifier la découpe laser en fonction de la seule puissance nominale.
Qualifiez-le par :
la largeur de la zone affectée thermiquement ;
la rugosité des arêtes ;
décoloration ;
microfissures ;
couche de refonte ;
libération de particules ;
la perte de noyau avant et après la coupe.
Pour les rubans minces, un apport de chaleur plus faible et un support stable sont importants. Pour les piles collées, la vitesse de coupe et l'évacuation de la chaleur sont plus importantes. Dans les deux cas, la question utile n'est pas “laser à fibre ou laser à gaz ?”. La question utile est la suivante : Quelle condition de bord et quel résultat de perte le processus produit-il sur cette pile exacte ?
Découpage par électroérosion du fil
La découpe par électroérosion à fil est courante pour les noyaux de prototypes précis et le traitement des piles en premier. Il applique peu de force mécanique, ce qui facilite le traitement des piles de laminage fragiles.
Le risque est celui d'une détérioration thermique et d'une décharge localisées. La recherche sur les noyaux en alliage amorphe coupés au fil a fait état de changements significatifs dans la performance magnétique après l'usinage, ce qui signifie que la coupe au fil doit également faire l'objet d'une validation magnétique, et pas seulement d'un contrôle dimensionnel.
Utiliser le coupe-fil lorsque :
la géométrie du noyau est complexe ;
le poinçonnage fait craquer le ruban ;
la tolérance dimensionnelle est serrée ;
la vitesse de production est moins importante que la précision de la validation ;
un bloc collé est coupé après l'empilage.
Contrôles recommandés :
utiliser des passes de finition à faible consommation d'énergie lorsque cela est possible ;
nettoyer les résidus après la coupe ;
inspecter les sections transversales sur les bords des dents ;
perte de mesure sur la géométrie de la coupe finale ;
éviter de laisser des bords endommagés par la décharge dans la zone de flux le plus élevé si la conception le permet.
Jet d'eau abrasif
La découpe au jet d'eau abrasif permet d'éviter les dommages thermiques importants. Cela peut être utile pour les piles collées.
Les risques sont la rugosité des bords, l'humidité, la contamination abrasive et la perturbation de la couche. Il s'agit rarement d'un “processus final propre” sans inspection et séchage ultérieurs.
L'utiliser principalement pour :
coupe grossière de blocs empilés collés ;
des segments plus importants ;
des essais de processus précoces ;
géométries où les dommages thermiques sont inacceptables.
Contrôles requis :
l'élimination de l'humidité ;
résidus abrasifs ;
le décollement des bords ;
la rugosité de la surface ;
libération de particules ;
état de l'isolation.
Gravure chimique ou photographique
La gravure chimique ou photographique permet de réduire les contraintes mécaniques et de produire des caractéristiques fines. Elle convient mieux aux tôles minces, aux échantillons de laminés et aux travaux de développement de précision qu'à toutes les géométries de noyaux de moteurs en grande quantité.
Les risques comprennent la contre-dépouille, la qualité du nettoyage, la compatibilité chimique et un débit plus lent.
Utilisez-le quand :
les tensions sur les bords doivent être réduites au minimum ;
la géométrie est fine et détaillée ;
le volume de production est modéré ;
La tolérance dimensionnelle peut prendre en compte les contre-dépouilles de la gravure.
Tableau de sélection des méthodes de coupe
Exigence
Meilleur candidat
À éviter en premier choix
Géométrie simple des dents pour les grands volumes
Poinçonnage après validation de l'outillage
Coupe lente du fil
Prototype de stator avec changement de la forme des fentes
Découpe au laser ou au fil
Outil d'estampage dédié
Force mécanique la plus faible
Découpage ou gravure de fils
Poinçonnage mal supporté
Apport de chaleur le plus faible
Gravure ou jet d'eau
Découpe laser continue de haute puissance
Mise en forme finale de la pile collée
Découpage par fil ou jet d'eau
Parcours de traitement d'une seule feuille
Extrémités des dents très étroites
Coupe du fil avec support, ou conception segmentée
Coup de poing agressif
Meilleur itinéraire de validation magnétique
Couper par plusieurs méthodes et comparer les pertes
Choisir uniquement sur la base de l'aspect visuel
Un bon processus de coupe est celui qui résiste à trois tests : l'inspection des bords, la mesure de la perte à cœur et la stabilité après assemblage.
Contrôle du facteur d'empilement
Le facteur d'empilement est le rapport entre la hauteur du métal magnétique et la hauteur totale de l'empilement. Dans les noyaux amorphes, il est généralement plus difficile à contrôler que dans les empilements d'acier électrique plus épais, car chaque couche est extrêmement fine.
L'erreur de conception est simple : utiliser la zone apparente de la dent comme s'il s'agissait d'un métal solide.
Si la surface apparente de la dent du stator est de 100 mm² et que le facteur d'empilement mesuré est de 0,89, la surface effective du métal magnétique est de 89 mm².
Cette différence modifie la densité du flux, la marge de saturation, l'augmentation de la température et la prévision des pertes.
Comment améliorer le facteur d'empilement
Utilisez ces contrôles :
maintenir la largeur et la cambrure du ruban dans les limites des spécifications du matériau entrant ;
rejeter les rubans dont les bords sont ondulés ou qui présentent des éclats visibles ;
enlever la poussière avant d'empiler ;
contrôler l'épaisseur de l'adhésif ;
appliquer une pression uniforme pendant le collage ;
éviter la surcompression qui endommage l'isolation ;
mesurer la hauteur de la pile en plusieurs points ;
utiliser la vérification basée sur la masse lorsque cela est possible.
Ne pas poursuivre Compression maximale
Une pression plus élevée peut réduire les espaces d'air, mais elle peut aussi écraser les revêtements, augmenter les contraintes résiduelles, extraire la résine de manière inégale ou provoquer des fissures sur les bords.
L'objectif n'est pas le facteur d'empilement le plus élevé possible.
L'objectif est le facteur d'empilement stable le plus élevé qui passe encore :
essai d'isolation interlaminaire ;
test de perte de noyau ;
inspection de la section ;
un essai de vibration ou de manipulation ;
test de perte après assemblage.
Collage et imprégnation
Les piles de laminage amorphe nécessitent généralement un collage, une imprégnation ou une autre méthode de fixation. Les rubans minces ne peuvent pas être traités comme des feuilles détachées une fois que le moteur est soumis au bobinage, à l'assemblage, aux vibrations et aux cycles thermiques.
La liaison donne :
la stabilité dimensionnelle ;
réduction des mouvements de la couche ;
une manipulation plus aisée ;
un meilleur contrôle des particules ;
une meilleure résistance aux vibrations.
Le cautionnement crée également des risques.
Le rétrécissement de la résine pendant le durcissement peut ajouter une contrainte interne. Les contraintes internes modifient le comportement magnétique. Des essais sur des noyaux en fer amorphe ont montré que le durcissement par imprégnation peut augmenter la perte et déplacer la condition de traitement thermique qui donne la perte la plus faible.
Contrôles de collage
Poste de contrôle
Exigence recommandée
Teneur en résine
Définir l'objectif de gain de masse ou de fraction de volume
Viscosité
Suffisamment bas pour permettre la pénétration, mais pas trop bas pour que la résine s'écoule.
Profil de la cure
Enregistrement de la rampe de température, du temps de maintien et de la méthode de refroidissement
Pression de cure
Définir la plage de pression et la planéité du montage
Rétrécissement
Comparer la perte de substance avant et après la cure
Résistance de l'adhérence
Essai sur des coupons d'empilage, et pas seulement sur les fiches techniques des résines
Isolation
Mesurer la résistance interlaminaire après polymérisation
Les vides
Inspecter les échantillons sectionnés des premiers articles
Propreté
Vérifier la libération des particules après le durcissement et l'usinage
Un empilement amorphe collé doit être considéré comme une pièce magnétique, et pas seulement comme une pièce mécanique.
Recuit et fragilité
Le recuit peut atténuer les contraintes et améliorer les propriétés magnétiques douces. Il peut également rendre l'alliage amorphe plus fragile.
C'est pourquoi le recuit doit être considéré comme une option de processus et non comme une habitude par défaut.
Certains circuits de noyaux amorphes de moteurs évitent spécifiquement le recuit pour réduire la fragilité, la libération de fragments et les fissures pendant le traitement, l'assemblage ou le fonctionnement du moteur. Des exemples documentés décrivent le risque que des noyaux amorphes recuits génèrent des fragments et des fissures, y compris le danger que des fragments pénètrent dans l'entrefer rotor-stator.
Quand le recuit peut être utile
Le recuit peut être utile dans les cas suivants
les contraintes de coupe ou de formage sont élevées ;
La perte magnétique est supérieure à l'objectif ;
le noyau peut être entièrement soutenu pendant et après le traitement thermique ;
le matériau de liaison tolère le cycle thermique ;
l'amélioration de la perte mesurée est supérieure au risque mécanique.
Quand le recuit peut faire mal
Le recuit peut nuire à la santé :
le noyau doit encore être usiné ou pressé après le traitement thermique ;
le modèle présente des dents pointues ou des ponts fragiles ;
la pile n'est pas collée avant d'être manipulée ;
les vibrations pourraient libérer des fragments fragiles ;
le système de résine n'est pas compatible avec le profil de température.
Meilleure règle
Utilisez cette séquence de validation :
Couper l'échantillon → mesurer la perte → coller la pile → mesurer la perte → essai de recuit → mesurer la perte → essai d'assemblage → mesurer à nouveau la perte
Ne pas approuver le recuit sur la base d'un échantillon de ruban détaché. Le noyau fini présente des contraintes différentes, une masse thermique différente et un risque mécanique différent.
Solutions pour la fragilité
1. Modifier la géométrie avant de modifier le processus
Les angles vifs et les ponts minces facilitent les ruptures fragiles.
Utiliser :
des rayons internes plus importants ;
des racines dentaires plus larges ;
dents de stator segmentées ;
des ouvertures de fentes soutenues ;
des surfaces de serrage moins sollicitées ;
moins de bords fragiles et non soutenus.
Une conception qui fonctionne dans l'acier électrique peut ne pas survivre au traitement des rubans amorphes.
2. Utiliser le traitement par pile pour les formes fragiles
Pour certains stators, la manipulation de tôles amorphes individuelles n'est pas pratique. L'utilisation d'une pile d'abord peut réduire les dommages :
Préparation des rubans → empilage rectangulaire → collage ou imprégnation → durcissement → découpe finale du fil ou usinage de précision → nettoyage → inspection
Cette voie protège les couches individuelles plus tôt. Cela signifie également que la coupe finale traverse une pile collée, de sorte que l'inspection des bords devient encore plus importante.
3. Maintenir le formage à haut risque avant la fragilité
Si le recuit est utilisé, il convient d'effectuer les principales opérations de découpe, de pliage, de formage et d'empilage avant que le matériau n'atteigne son état le plus fragile.
Une séquence plus sûre est souvent :
couper/former → empiler → coller/supporter → traitement thermique si validé → nettoyage final → assemblage protégé
Il ne s'agit pas toujours de l'itinéraire le moins coûteux. C'est souvent la voie du meilleur rendement.
4. Contrôler le stress lié au logement
Le montage à la presse peut modifier les performances magnétiques. La compression n'est pas seulement un problème mécanique. Il a été démontré que l'ajustement par interférence augmente les pertes de noyau de fer amorphe, et la pression retirée peut ne pas ramener complètement l'état de contrainte interne à son état d'origine.
Contrôler ces éléments :
la rondeur du logement ;
montant de l'interférence ;
température d'insertion ;
la force de pression maximale ;
l'outillage de soutien ;
perte du noyau avant et après l'insertion ;
déformation de la fente après l'assemblage.
Pour les moteurs à haute fréquence, la perte de noyau après montage est plus utile que la perte de noyau en vrac.
5. Arrêt de la libération des particules
Les bords amorphes fragiles peuvent laisser échapper de petits fragments métalliques. Dans un moteur, ce n'est pas une question d'esthétique. Cela peut affecter l'isolation, le bruit, le jeu rotor-stator et la fiabilité.
Ajoutez ces contrôles :
le nettoyage à l'aspirateur après la coupe ;
nettoyage à l'air sec ou à l'aide d'un solvant contrôlé ;
le test de la particule blanche ;
inspection de la fente à la loupe ;
le scellement des bords s'il est compatible avec les objectifs de perte ;
l'emballage protégé entre les opérations ;
inspection finale des particules avant l'assemblage.
Méthodes d'inspection des bords
L'inspection des bords doit être inscrite dans le dessin ou le plan de qualité du fournisseur.
Fissures cachées, pénétration de résine, lacunes dans les couches
Qualification des processus
Inspection SEM
Fissures fines, surface de rupture, dommages thermiques
Analyse des défaillances ou des pièces critiques
Test de résistance d'isolation
Short couche à couche sans bavures ni écrasement du revêtement
Après empilage et collage
Test A/B sur les pertes de base
Dommages magnétiques dus à la découpe, au collage, au recuit, à l'assemblage
Approbation de l'itinéraire de chaque processus
Test de libération de particules
Fragments fragiles et débris métalliques en vrac
Avant l'assemblage du moteur
Le test le plus utile n'est généralement pas le plus coûteux. Pour la production, combinez l'inspection optique, la résistance d'isolement, la mesure de la hauteur de l'empilement et le test de perte. Utilisez le SEM lorsque le défaut ne peut être expliqué.
Plan de qualification des pertes de base
Un projet sérieux de noyau de moteur amorphe ne devrait pas mesurer la perte une seule fois.
Utilisez cette séquence :
Phase de test
Objectif
Logique de réussite/échec
Ruban entrant
Établir une base de référence
Comparer avec le certificat du matériau et la référence interne
Après le découpage
Mesurer l'effet de la détérioration des bords
L'augmentation des pertes doit rester dans les limites du projet
Après l'empilage
Vérifier les espaces d'air et l'alignement des couches
Le facteur d'empilement et l'isolation doivent passer
Après le collage
Identifier les contraintes de durcissement
Le transfert des pertes doit être enregistré et limité
Après recuit, si utilisé
Confirmer l'avantage magnétique
L'amélioration des pertes doit justifier le risque de fragilité
Après l'usinage final
Attraper les derniers dégâts du bord
Comparer avec la valeur avant usinage
Après l'ajustement du logement
Capturer les contraintes de l'assemblage
La valeur finale est la valeur de libération
Après essai thermique/vibration
Vérifier la stabilité
Pas de libération de particules, de fissures ou de perte de dérive au-delà de la limite.
Le dernier chiffre à utiliser dans le calcul de l'efficacité du moteur est la perte après que le noyau a été soumis au processus réel.
Pas de perte de ruban. Pas la perte de la pile en vrac. Perte du noyau final.
Liste de contrôle des spécifications du fournisseur
Utilisez cette section pour demander des devis ou approuver des échantillons.
1. Matériau
Précisez :
type d'alliage amorphe sans dépendance de la marque ;
gamme d'épaisseur du ruban ;
l'état du revêtement ou de l'isolation ;
état de livraison : tel que coulé, détendu ou traité thermiquement ;
objectif minimum de propriété magnétique ;
la détérioration maximale autorisée des bords du ruban entrant.
2. Découpage
Demande :
méthode de coupe ;
la hauteur de bavure attendue ou la norme d'acceptation des bavures ;
limite de la fissure du bord ;
l'agrandissement de l'inspection ;
si la géométrie finale est découpée en feuilles individuelles ou en pile collée ;
le contrôle de la zone affectée thermiquement pour les méthodes laser ou de décharge ;
la méthode de nettoyage après la coupe.
3. Empilage
Définir :
tolérance de hauteur de pile ;
le facteur d'empilement mesuré ;
tolérance d'alignement ;
méthode de compression ;
a permis le changement de couche ;
tolérance d'ouverture de la fente après collage.
4. Collage
Définir :
de la résine ou de la méthode de collage ;
profil de guérison ;
la pression de guérison ;
teneur en résine ;
le test de résistance des obligations ;
résistance de l'isolation après durcissement ;
changement de perte après guérison.
5. Recuit
Définir l'une des trois politiques :
Recuit obligatoire
Recuit interdit
Recuit validé par le fournisseur uniquement
Si le recuit est autorisé, l'exiger :
profil de température ;
l'atmosphère ;
méthode de fixation ;
méthode de refroidissement ;
l'inspection de la fragilité ;
avant et après le traitement thermique.
6. Inspection finale
Exigez :
rapport dimensionnel ;
rapport sur les facteurs d'empilement ;
photos de l'inspection des bords ;
données de résistance d'isolation ;
rapport sur la perte de cœur à une densité de flux et une fréquence convenues ;
rapport sur la propreté des particules ;
test de perte après hébergement si le fournisseur assemble le noyau dans un cadre.
C'est là que de nombreux projets s'améliorent rapidement. Une fois que le fournisseur sait que le noyau sera jugé sur la base de données magnétiques et mécaniques, et non plus seulement sur la base des dimensions, le processus change.
Règles de conception des noyaux de moteurs amorphes
Utiliser le facteur d'empilement mesuré dans la simulation
Ne pas simuler avec une zone centrale idéale. Utiliser le facteur d'empilement mesuré et inclure les effets de la résine ou de l'entrefer.
Éviter les arêtes vives porteuses de flux
Les bords coupés sont des zones endommagées. Dans la mesure du possible, la densité de flux la plus élevée doit être maintenue à l'écart des bords fortement coupés ou fragiles.
Segmenter le noyau en cas de besoin
Les stators segmentés ou les modules dentés peuvent réduire les contraintes de formage et améliorer le rendement du processus. L'assemblage est plus complexe, mais le ruban peut mieux survivre.
Séparer la perte de prototype de la perte de production
Un prototype coupé au fil peut ne pas représenter un noyau de production poinçonné. Une pile en vrac peut ne pas représenter un stator collé et pressé. Utilisez l'itinéraire de production prévu avant de geler les déclarations d'efficacité.
Conception pour le nettoyage
Les fentes et les coins qui retiennent les particules sont risqués. L'accès au nettoyage est important lorsque le matériau peut s'ébrécher ou s'écailler.
Tableau d'acceptation recommandé
Point d'acceptation
Format d'exigence suggéré
Épaisseur du ruban
Valeur nominale plus tolérance
Hauteur de la pile
Mesuré à plusieurs endroits
Facteur d'empilement
Déclaré avec la méthode de mesure
Fissure de bordure
Pas de fissure s'étendant dans la zone de flux active au-delà de la limite convenue
Ronce / couche soulevée
Pas de bavures sur les couches adjacentes
Dommages causés par la chaleur
Pas de décoloration visible ou de refonte au-delà de la limite convenue ; confirmer par section si nécessaire
Isolation interlaminaire
Résistance minimale après découpe et collage
Résistance de l'adhérence
Valeur minimale d'un coupon ou d'une pile représentative
Perte de base
Valeur maximale pour une densité de flux, une fréquence, une forme d'onde et une température définies
Libération de particules
Pas de fragments métalliques visibles après le test de nettoyage et de manipulation
Effet d'assemblage
Augmentation des pertes après l'ajustement du logement en dessous de la limite convenue
Les chiffres exacts dépendent de la taille du moteur, de la densité du flux, de la vitesse, du refroidissement, de la marge de sécurité et de l'objectif de coût. Le format ne doit pas en dépendre. Chaque spécification de noyau de moteur amorphe a besoin de ces catégories.
Erreurs de traitement courantes
Erreur 1 : Acheter uniquement par tirage au sort
Le dessin donne une forme. Il ne définit pas les dommages aux bords, les contraintes résiduelles, le risque de particules ou la perte de noyau. Ajoutez les exigences magnétiques et de processus.
Erreur 2 : Faire confiance aux données sur les pertes de rubans
La perte de ruban est un point de départ. La perte finie du stator est le chiffre qui compte.
Erreur 3 : Utiliser des hypothèses d'empilement électricité-acier
Les piles amorphes sont plus fines, plus dures et plus sensibles aux interstices, à la résine et à la pression. Mesurez l'empilement.
Erreur 4 : Traiter le recuit comme une opération automatique
Le recuit peut améliorer la perte, mais il peut aussi augmenter la fragilité. Il ne doit être approuvé qu'une fois que le noyau final a passé avec succès les tests de manipulation, d'assemblage et de perte.
Erreur 5 : Ne pas tenir compte de l'adaptation à la presse
Une âme qui passe avant l'insertion du boîtier peut être défaillante après compression. Essai après l'assemblage.
FAQ
Qu'est-ce qu'une pile de laminage amorphe ?
Un empilement de tôles amorphes est un noyau magnétique constitué de nombreux rubans minces d'alliage amorphe. Les couches sont empilées, collées, imprégnées ou fixées d'une autre manière pour former un stator, un rotor, un segment ou un noyau magnétique.
Pourquoi les noyaux de moteur amorphes sont-ils fragiles ?
Ils sont fragiles parce que le ruban d'alliage amorphe est mince, dur et sensible aux contraintes locales. La fragilité peut s'aggraver après un traitement thermique, une mauvaise coupe, une géométrie tranchante, une surcompression ou des vibrations. Les fissures et les fragments de bord sont les principaux risques pratiques.
Quelle est l'épaisseur typique d'un ruban amorphe pour moteur ?
De nombreux rubans amorphes pour moteurs sont dans le commerce. 20-35 μm gamme. Cette faible épaisseur permet de réduire les pertes dues aux courants de Foucault, mais rend l'empilage, le poinçonnage et la manipulation plus difficiles.
Les noyaux de moteurs amorphes peuvent-ils être poinçonnés ?
Oui, mais le poinçonnage nécessite un outillage bien affûté, un contrôle rigoureux du jeu, un support de ruban solide et une inspection régulière des bords. Un mauvais poinçonnage peut créer des fissures, des bavures, des soulèvements de couches et des pertes de noyaux plus importantes.
La découpe au laser est-elle adaptée aux noyaux de moteurs amorphes ?
La découpe au laser est utile pour les prototypes et les géométries complexes, mais l'apport de chaleur doit être contrôlé. Le bord doit être contrôlé pour détecter les zones affectées par la chaleur, la décoloration, la refonte, les microfissures et l'augmentation de la perte.
La découpe au fil est-elle meilleure que la découpe au laser ?
Le découpage au fil crée souvent moins de contraintes mécaniques et peut être précis pour les empilements collés, mais il est plus lent et peut toujours entraîner une dégradation magnétique liée à la décharge. Le meilleur choix dépend de la perte mesurée et de l'état des bords, et non du seul nom du procédé.
Quel facteur d'empilement doit-on utiliser pour les noyaux amorphes ?
Utiliser la valeur mesurée de la pile réelle. Ne copiez pas une valeur provenant d'un acier électrique. Un exemple documenté de noyau de moteur amorphe fait état d'un coefficient de laminage de 89.0%, Chaque pile doit être vérifiée en fonction de sa hauteur, de sa masse, de son revêtement et de sa teneur en résine.
Le collage augmente-t-il la perte du noyau amorphe ?
Il peut. Le collage et l'imprégnation améliorent la stabilité mécanique, mais le durcissement de la résine peut introduire des contraintes internes. Cette contrainte peut augmenter les pertes ou modifier les meilleures conditions de recuit.
Faut-il recuire les noyaux amorphes des moteurs ?
Seulement si les tests prouvent que cela améliore le noyau fini. Le recuit peut réduire les contraintes et améliorer les propriétés magnétiques, mais il peut aussi accroître la fragilité. Certains procédés évitent le recuit pour réduire les risques de fissuration et de fragmentation.
Comment inspecter les dommages causés aux bords des noyaux de moteurs amorphes ?
Utilisez la microscopie optique pour l'inspection de routine, puis l'analyse de la section transversale ou le MEB pour une analyse plus approfondie des défaillances. Testez également la résistance d'isolation et la perte de noyau, car un bord visuellement propre peut toujours être endommagé par le magnétisme.
Que doivent demander les acheteurs aux fournisseurs ?
Demandez des données sur le facteur d'empilement, des photos d'inspection des bords, les résultats de la perte de noyau, la résistance de l'isolation, les données sur le processus de collage, le profil de durcissement, la politique de recuit, l'inspection des particules et la perte après l'assemblage du boîtier. Les dimensions seules ne suffisent pas.
Dernier point à retenir
Le traitement des noyaux de moteurs amorphes n'est pas un travail de laminage normal avec des matériaux plus fins.
Le ruban peut offrir une faible perte, mais seulement si le processus le protège. Les dommages causés par la coupe, les contraintes de collage, la fragilité du recuit et la pression d'assemblage peuvent en effacer les avantages.
Une pile de laminage amorphe fiable doit répondre à quatre critères :
qualité contrôlée des arêtes ;
le facteur d'empilement mesuré ;
le collage ou l'imprégnation validés ;
test de perte de noyau final après l'assemblage réel.
C'est ce qui fait la différence entre un ruban amorphe prometteur et un noyau de moteur qui peut survivre à la production.
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.