Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.

Kaschierungsstapel Die Ebenheit beschreibt, wie stark die End- oder Funktionsfläche einer gestapelten Laminatbaugruppe von einer echten Ebene abweicht.
In der GD&T-Praxis wird die Ebenheit durch eine Toleranzzone kontrolliert, die aus zwei parallelen Ebenen besteht. Die Oberfläche muss zwischen diese Ebenen passen. Auf dem Papier ist das ganz einfach.
Ein Laminierungsstapel macht es weniger einfach.
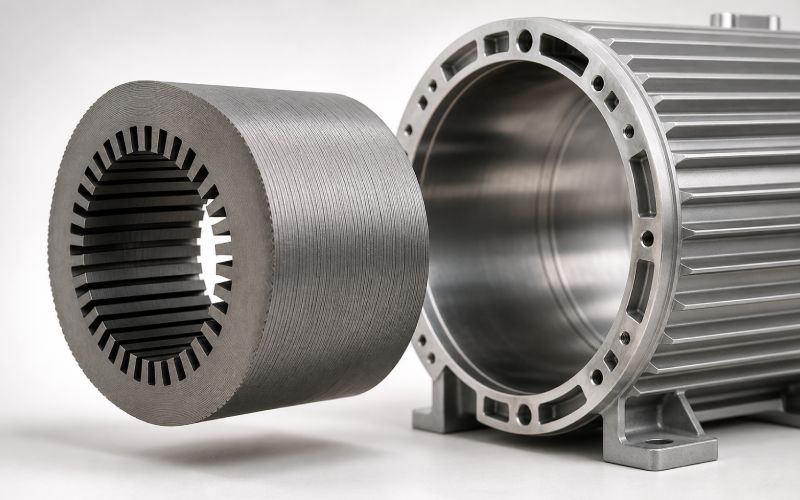
Ein gestempeltes Blatt kann eine leichte Welle aufweisen. Ein anderes kann einen kleinen Grat aufweisen. Ein anderes kann einen Spulensatz vom Band tragen. Hinzu kommen Beschichtungsabweichungen, Fügedruck, Abnutzung der Halterung und Handhabungsspuren, und dann wird alles zu einem Motorstator, einem Rotorkern, einem Transformatorkern oder einem Elektroblechpaket gepresst. Das fertige Teil kann eine Höhenprüfung bestehen und trotzdem bei der Montage versagen.
Deshalb sollte die Ebenheit nicht als Zeichnungsdekoration betrachtet werden. Sie ist eine praktische Montagebedingung.
Die eigentliche Frage ist nicht nur:
Ist der Stapel flach?
Die bessere Frage ist:
Sitzt, klemmt, fixiert und bleibt der Stapel unter denselben Bedingungen stabil, die er in der Produktion antreffen wird?
Die Ebenheit steuert den Kontakt. Kontakt steuert die Belastung. Die Belastung steuert, wie sich der Stapel verhält, wenn ein anderes Teil ihn berührt.
Ein Laminatstapel muss möglicherweise an einer Endplatte anliegen, in ein Gehäuse eingesetzt werden, einen Wickelvorgang unterstützen, um eine Welle herum angeordnet werden, einen magnetischen Luftspalt halten oder beim Kleben, Schweißen, Nieten oder Verriegeln stabil bleiben. Eine unzureichende Ebenheit kann all dies stören.
Zu den üblichen Risiken bei der Montage gehören:
Flachheitsprobleme treten oft unter einem anderen Namen auf. Jemand sagt, der Stator lasse sich nur schwer einsetzen. Jemand anderes sagt, dass die Höhe des Rotorpakets abweicht. Ein Techniker berichtet vielleicht, dass ein Transformatorkern nicht sauber sitzt. Die Qualität sieht vielleicht nur “Abweichungen”.”
Die Quelle kann immer noch Flachheit sein.
Nicht immer. Aber oft genug, um frühzeitig nachzusehen.
Diese drei Begriffe werden oft miteinander vermischt. Das sollten sie nicht.
| Merkmal | Was sie kontrolliert | Warum es bei Laminierungsstapeln wichtig ist |
|---|---|---|
| Höhe des Stapels | Abstand zwischen zwei Stirnseiten | Beeinflusst Paketgröße, Kompression, Gehäusesitz und Bauhöhe |
| Ebenheit | Form der einen Oberfläche | Beeinflusst den Sitz, den lokalen Kontakt, die Klemmlast und das Wippen |
| Parallelität | Ausrichtung einer Fläche zu einem Bezugspunkt | Beeinflusst Ausrichtung, Rechtwinkligkeit, Rotor/Stator-Positionierung und Montagepassung |
| Angezeigter Gesamtrundlauf | Kombinierte Variation bei der Drehung um eine Bezugsachse | Nützlich für rotierende Teile, bei denen eine Abweichung der Stirnfläche oder des Außendurchmessers die Auswuchtung oder das Spiel beeinträchtigt |
| Rechtwinkligkeit | Rechtwinkligkeit einer Fläche oder Achse zu einem Bezugspunkt | Wichtig, wenn die Stapelfläche mit einer Welle, Bohrung oder einem Gehäusenullpunkt ausgerichtet werden muss. |
Ein Stapel kann die richtige Höhe, aber eine schlechte Ebenheit haben. Er kann flach sein, aber nicht parallel zur gegenüberliegenden Fläche. Er kann parallel sein, aber dennoch lokale Grate aufweisen, die den Sitz beeinträchtigen. Er kann vor dem Fügen akzeptabel aussehen und sich nach dem Schweißen oder Aushärten verschieben.
Das ist der unangenehme Teil. Aber das ist auch der Punkt, an dem eine bessere Kontrolle beginnt.
Die Ebenheit ist nicht bei jedem Stapel gleich wichtig. Die Priorität hängt davon ab, was der Stapel berührt und wie er beladen wird.
| Anwendungsbereich | Warum Flachheit wichtig ist | Schwerpunkt der Inspektion |
|---|---|---|
| Motor-Stator-Lamellenpaket | Gehäuseeinbau, Wicklungsspiel, Stirnflächensitz, magnetische Luftspaltstabilität | Ebenheit der Stirnfläche, OD-Zustand, Stapelhöhe unter Last |
| Rotorlamellenpaket | Wellenpassung, Auswuchtung, Rechtwinkligkeit der Stirnfläche, Konsistenz der Magnettasche | Planheit, Ausrichtung der Bohrung, Parallelität, Rundlauf |
| EV-Motorkern-Baugruppe | Dichtes Gehäuse, Hochgeschwindigkeitsleistung, Wärme- und Vibrationsempfindlichkeit | Ebenheit nach dem Fügen, Verhältnis Bohrung/OD, Höhe des belasteten Stapels |
| Transformator-Kernbleche | Kernaufbauhöhe, Fugenspalt, Klammerdruck, Lärmschutz | Sitz der Schicht, Zustand der Kernoberfläche, Kontakt im Verbindungsbereich |
| Verbundlaminatstapel | Kontrolle der Klebstoffdicke, Aushärteverzug, Stabilität der Endfläche | Vergleich der Ebenheit vor und nach der Aushärtung |
| Geschweißter Lamellenstapel | Lokale Wärmeverformung und Zug in der Nähe von Schweißzonen | Oberflächenkarte vor dem Schweißen und nach dem Schweißen |
| Ineinandergreifende Lamellenstapel | Lokale Verformung um Schleusenpunkte | Ebenheit in der Nähe von Verriegelungszonen und vollflächigem Sitz |
Der Fehler besteht darin, eine Ebenheitsregel für jeden Stapel zu verwenden. Ein großer Transformatorkern und ein Präzisionsrotorstapel haben nicht dasselbe Risikoprofil. Selbst zwei Motorstapel können je nach Durchmesser, Stapelhöhe, Blechdicke, Verbindungsmethode und Endmontagebelastung unterschiedliche Kontrollen erfordern.
Die Stapelhöhe ist leicht zu messen. Deshalb wird sie auch oft gemessen.
Aber die Höhe sagt nicht alles aus.
Stellen Sie sich einen Laminatstapel vor, der an drei Punkten innerhalb der Höhentoleranz gemessen wird. Er kann immer noch haben:
Die Stapelhöhe sieht gut aus, weil der durchschnittliche Abstand akzeptabel ist. Das Gegenstück kümmert sich nicht um den Durchschnitt. Es berührt die hohen Stellen zuerst.
Dann folgt die Vorspannkraft den hohen Punkten. Das Gehäuse sieht ein härteres Einsetzen. Die Vorrichtung erkennt das Teil als gekippt. Der Wickelvorgang verliert in einem Bereich an Spiel. Das Montageteam passt den Druck an, und das Problem wird weniger sichtbar, aber nicht verschwunden.
Auf diese Weise verbirgt sich die Flachheit hinter einem Höhenproblem.
Eine dünne Schicht oder ein gestapelter Kern kann sich unterschiedlich verhalten, je nachdem, wie er gestützt wird.
Deshalb muss die Messbedingung definiert werden.
Der Stapel wird ohne absichtlichen äußeren Druck gemessen.
Verwenden Sie dies, wenn:
Die Messung im unbelasteten Zustand zeigt die natürliche Form des Stapels. Sie kann auch Probleme übertreiben, die bei echter Belastung der Baugruppe verschwinden. Das ist weder gut noch schlecht. Es ist nur ein anderer Zustand.
Der Stapel ruht auf einer Referenzfläche, in der Regel unter seinem eigenen Gewicht oder einer leichten Auflagefläche.
Verwenden Sie dies, wenn:
Dies ist bei dünnen Stapeln oft realistischer als die Messung im freien Zustand, aber die Bestückungsmethode muss trotzdem aufgeschrieben werden.
Der Stapel wird unter einer definierten Last oder Spannbedingung gemessen.
Verwenden Sie dies, wenn:
Die Ebenheit unter Last ist nützlich, aber nur, wenn die Last kontrolliert wird. “Mit der Hand nach unten drücken” ist keine Messmethode. Es ist eine Gewohnheit.
Der Stapel wird nach dem Kleben, Schweißen, Nieten, Verriegeln, Aushärten, der Wärmeeinwirkung oder der endgültigen Verdichtung gemessen.
Verwenden Sie dies, wenn:
Bei vielen Produktionsproblemen ist dies das fehlende Maß. Der Stapel hat vor dem Zusammenfügen bestanden. Dann hat der Prozess ihn verändert.
Die genaue Methode hängt von der Toleranz, der Teilegröße, dem Produktionsvolumen und dem Risiko ab. Eine sinnvolle Prüfroutine sollte jedoch in etwa so aussehen.
Beginnen Sie nicht mit dem ganzen Teil. Beginnen Sie mit der Montageschnittstelle.
Fragen Sie:
Messen Sie die Oberfläche, die die Fehlerart beeinflusst. Es hilft nicht, die falsche Fläche sehr genau zu messen.
Das klingt zu einfach. Ist es aber nicht.
Ein kleiner Span zwischen den Schichten oder unter dem Stapel kann wie ein Geometriefehler aussehen. Ölfilm, Beschichtungsflocken, Splitter, Gratreste und Staub können den Kontakt verändern.
Vor der Messung:
Viele falsche Ebenheitsprobleme sind in Wirklichkeit Sauberkeitsprobleme. Viele echte Ebenheitsprobleme werden durch Sauberkeitsprobleme verschlimmert.
Beides ist wichtig.
Legen Sie den Laminierstapel auf die definierte Unterlage.
Notieren Sie, ob es schaukelt. Notieren Sie, wo er zuerst anschlägt. Notiere, ob leichter Fingerdruck den Messwert verändert.
Diese erste Prüfung liefert nützliche Hinweise. Ein Stapel, der an drei Punkten wackelt, kann eine Verdrehung oder einen hohen Grat aufweisen. Ein Stapel, der sich nach oben wölbt, kann Eigenspannungen, Beschichtungsabweichungen oder Verformungen beim Fügen aufweisen. Ein Stapel, der sich leicht verformt, muss möglicherweise unter Last und nicht nur im freien Zustand geprüft werden.
Wenn der Stapel unter Druck verwendet wird, wiederholen Sie die Messung unter einer bestimmten Last.
Die Belastung sollte anhand der Montagebedingungen gewählt und nicht geschätzt werden. In der frühen Prozessentwicklung vergleichen die Teams oft mehrere Belastungsstufen, um zu sehen, wie der Stapel zusammengedrückt wird und ob sich die Ebenheit stabilisiert.
Rekord:
Verbessert sich die Ebenheit unter leichter Belastung drastisch, ist der Stapel möglicherweise wellig, aber nachgiebig. Bleibt die Ebenheit unter realistischer Belastung schlecht, ist das Problem wahrscheinlich in den Stapel eingebaut: Grate, ungleichmäßige Verbindungen, Schichtverschiebungen, Beschichtungsvariationen oder vorrichtungsbedingte Verformungen.
Ein einzelner Ebenheitswert sagt Ihnen, wie schlecht die Oberfläche ist. Er sagt Ihnen nicht, warum.
Verwenden Sie eine Punktkarte.
Für runde Stator- oder Rotorpakete, einschließlich:
Bei rechteckigen oder Transformator-Kernstapeln sind diese einzubeziehen:
Eine einfache 9- oder 13-Punkte-Karte reicht oft für eine erste Fehlersuche aus. Bei engen Toleranzen oder komplexer Stapelgeometrie können mehr Punkte erforderlich sein.
Messen Sie mindestens zwei Zustände:
Bei geklebten Stapeln auch nach dem Aushärten messen. Bei geschweißten Stapeln ist nach dem Abkühlen zu messen. Bei verriegelten oder genieteten Stapeln ist nach dem Verriegeln zu messen. Bei Einpressverbindungen messen Sie möglichst vor und nach dem Einsetzen.
Der Unterschied zwischen diesen Zuständen ist oft nützlicher als die absolute Zahl.
Wenn der Stapel vor dem Schweißen flach ist und sich nach dem Schweißen verzieht, muss die Fügefolge überprüft werden. Wenn der Stapel vor dem Schweißen schlecht ist, sollte die Schweißnaht noch nicht bemängelt werden.
Die Inspektion sollte nicht mit “bestanden” oder “nicht bestanden” enden.”
Verknüpfung der Ebenheitsdaten mit:
Nur so wird eine Toleranz real. Sonst ist sie nur eine Zahl.
Unterschiedliche Methoden beantworten unterschiedliche Fragen. Verwenden Sie die Methode, die dem Risiko entspricht.
| Methode | Beste Verwendung | Stärke | Watch-outs |
|---|---|---|---|
| Granitplatte und Indikator | Kontrollen in der Werkstatt, Einrichtungsgenehmigung, schnelle Fehlerbehebung | Einfach, kostengünstig, leicht zu wiederholen, wenn kontrolliert | Der Zustand der Unterlage und der Druck des Bedieners können die Ergebnisse verändern |
| Karte der Höhenmesspunkte | Praktische Oberflächenkartierung | Zeigt Krone, Verdrehung, Kantenanhebung oder lokale Erhebungen | Erfordert genügend Punkte, um zu vermeiden, dass lokale Defekte übersehen werden |
| Koordinatenmessung | Enge Toleranzen, komplexe Bezugsbeziehungen | Kann Ebenheit mit Position, Parallelität und Bohrung/OD-Geometrie verbinden | Punktstrategie und Aufspannung müssen dem Teileverhalten entsprechen |
| Optische Messung | Dünne Teile, empfindliche Oberflächen, hohe Datendichte | Berührungslos, nützlich für feines Oberflächenverhalten | Reflektivität, Beschichtung, Filter und Gratspitzen müssen kontrolliert werden |
| Laser-Verschiebungsmessung | Automatisierte oder halbautomatische Oberflächenprofilierung | Schnelle Kartierung und Trendüberwachung | Erforderlich sind eine stabile Halterung und klare Regeln für die Behandlung von Ausreißern |
| Vorrichtungsbasierte Belastungsprüfung | Montagerelevante Verifizierung | Misst den Stapel in einem Zustand, der der Verwendung näher kommt | Die Abnutzung der Vorrichtungen und die Lastverteilung müssen überwacht werden. |
| In-Process-Höhen- und Sitzsensoren | Stapelkontrolle für große Mengen | Erfasst Probleme vor der Endkontrolle | Ersetzt nicht die vollständige Abbildung der Ebenheit während der Entwicklung |
Keine Methode ist automatisch besser. Eine grundlegende Überprüfung der Indikatoren mit einer kontrollierten Last kann nützlicher sein als ein High-End-Scan, der unter falschen Bedingungen durchgeführt wird.
Eine Flatness-Zahl ohne Kontext kann Argumente liefern. Fügen Sie den Kontext hinzu.
| Element aufzeichnen | Warum das wichtig ist |
|---|---|
| Stapel-Typ | Stator, Rotor, Transformatorkern, geklebter Stapel, geschweißter Stapel, verriegelter Stapel |
| Materieller Zustand | Dicke des Elektrobandes, Art der Beschichtung, Los und Bearbeitungszustand |
| Prozess-Stufe | Loser Stapel, komprimierter Stapel, nach dem Schweißen, nach der Aushärtung, nach dem Einsetzen |
| Oberfläche gemessen | Oberseite, Unterseite, Montagefläche, Bezugsfläche, lokale Fläche |
| Orientierung | Grat nach oben, Grat nach unten, gespiegelt, gedreht, indiziert, schräg gestellt |
| Methode der Unterstützung | Vollplatte, Dreipunktauflage, Vorrichtungsnest, Prüfwerkzeug |
| Zustand der Belastung | Freier Zustand, sitzend, definierte Belastung, Prozessklammer, Endmontagebelastung |
| Belastungswert und Kontaktfläche | Erforderlich für wiederholbare Ebenheitsprüfungen unter Last |
| Messverfahren | Indikator, Höhenkarte, CMM, optisch, Laser, Vorrichtungslehre |
| Punktkarte oder Scanpfad | Zeigt das Formmuster, nicht nur den schlechtesten Wert |
| Zustand der Reinigung | Verhindert, dass Ablagerungen fälschlicherweise für Ebenheitsfehler gehalten werden |
| Vorrichtungs-ID | Hilft bei der Erkennung von Abnutzungserscheinungen oder Nestschäden |
| Ergebnis der Montage | Einzugskraft, Wippen, Klemmverhalten, Spalt, Rundlauf, endgültiges Prüfergebnis |
Das sieht wie zusätzlicher Papierkram aus, bis ein Problem mit der Ebenheit auftritt. Dann ist es der kürzeste Weg zur Ursache.
Flachheitsprobleme entstehen in der Regel durch eine Kette kleiner Fehler. Ein Fehler ist der Ausgangspunkt. Ein anderer macht sie sichtbar.
Grate sind klein, aber Stapel vervielfachen sie.
Wenn sich Grate über viele Schichten hinweg in die gleiche Richtung ausrichten, können sie künstliche Stapelhöhen, lokale Neigungen, Druckgrate und ungleichmäßigen Schichtkontakt erzeugen.
Bei Gratproblemen geht es nicht nur um die Grathöhe. Lage und Richtung spielen eine Rolle.
Prüfen:
Ein Grat, der auf einer Schicht harmlos aussieht, kann im fertigen Kern zu einem Abstandshalter werden.
Elektroband kann durch Walzen, Schneiden, Richten und Handhabung Spannungen speichern. Durch das Stanzen wird ein Teil dieser Spannungen abgebaut oder umverteilt.
Dünne Elemente lassen sich leichter bewegen. Schlitzbrücken, Zähne, schmale Stege und kleine Laschen entspannen sich möglicherweise nicht auf dieselbe Weise wie der Hauptkörper.
Das Ergebnis kann sein:
Aus diesem Grund können einzelne Laminierungsprüfungen das Stapelverhalten nicht immer perfekt vorhersagen.
Eine isolierende Beschichtung ist notwendig, aber sie erhöht die Dicke. Wenn die Beschichtung ungleichmäßig ist, kann der Stapel lokal hohe Bereiche entwickeln. Unter Druck werden diese Bereiche stärker belastet.
Beschichtungseffekte beobachten, wenn:
Die Beschichtung ist Teil der Geometrie, auch wenn sich die Zeichnung auf Metall konzentriert.
Ein Stapel wird Schicht für Schicht aufgebaut. Kleine Verschiebungen häufen sich.
Ausrichtungsprobleme können folgende Ursachen haben:
Wenn die Stapelfläche nicht eben ist und die Löcher oder Schlitze ebenfalls wandern, kann das Problem eher in der Ausrichtung als in der Oberflächenform liegen.
Durch Schweißen, Kleben, Nieten, Verriegeln und Aushärten kann der Stapel bewegt werden.
Typische Muster sind:
Messen Sie vor und nach dem Fügen. Damit ist das Rätselraten vorbei.
Vorrichtungen sollen Abweichungen von Teilen aufzeigen. Manchmal erzeugen sie sie auch.
Prüfen:
Eine beschädigte Aufhängung kann gute Stapel schlecht aussehen lassen. Sie kann auch schlechte Stapel in eine vorübergehende Form zwingen, die sich später wieder entspannt.
Dünne Laminate und gestapelte Kerne können verbogen, verbeult oder örtlich beschädigt werden, bevor es jemand bemerkt.
Zu den Risikobereichen gehören:
Die Kontrolle der Ebenheit beginnt vor der Inspektion. Lagerschalen, Handhabungsregeln, Reinigung und Transport sind wichtig.
Beginnen Sie nicht damit, die Toleranz zu verringern. Beginnen Sie damit, herauszufinden, was die Form erzeugt.
Die beste Frage zur Verbesserung ist:
Was genau läuft bei der Montage schief?
Beispiele:
Jedes Symptom deutet auf einen anderen Kontrollplan hin.
Der Ebenheitsfehler hat eine Form. Die Form gibt Anhaltspunkte.
| Oberflächenmuster | Wahrscheinliche Ursachen | Erste Kontrollen |
|---|---|---|
| Krone zentrieren | Beschichtungsaufbau, Druckverhalten, Eigenspannung, Fügedruck | Ebenheit im belasteten und im unbelasteten Zustand, Schichtdicke, Klemmbild |
| Kantenlift | Gratrichtung, Wärmeverzug, Streifenspeicher, Vorrichtungsunterstützung | Gratkarte, Messung vor/nach dem Fügen, Stützmethode |
| Twist | Ungleichmäßiges Stapeln, Abnutzung der Vorrichtung, Beschädigung durch Handhabung, ungleichmäßiges Spannen | Kontaktmuster, Zustand der Halterung, Ausrichtung der Schichten |
| Lokaler Hochpunkt | Ablagerungen, Gratcluster, Dellen, Niet-/Schlossverformung | Reinigung, visuelle Inspektion, Grathöhe, Prüfung des lokalen Abschnitts |
| Schweissseitiger Zug | Wärmeeintrag, Schweißreihenfolge, Unwucht der Klammer | Karte vor der Schweißung und nach der Schweißung, Muster der Schweißstelle |
| Bogen nach der Aushärtung | Klebstoffschrumpfung, ungleichmäßiger Aushärtungsdruck, thermische Fehlanpassung | Ebenheit vor der Aushärtung, Verteilung des Klebstoffs, Überprüfung der Aushärtungsvorrichtungen |
| Zufällige Variation | Materialmenge, Handhabung, uneinheitliche Bestuhlung, Arbeitsweise | Prozessaufzeichnungen, Belastungszustand, Messwiederholbarkeit |
Behandeln Sie nicht alle Planheitsfehler gleich. Eine Krone und eine Verdrehung sind nicht dasselbe Problem.
Die Gratkontrolle sollte mehr als nur eine maximale Grathöhe umfassen.
Verbessern Sie die Kontrolle durch Überprüfung:
Das Ziel ist nicht nur “kleinere Grate”. Das Ziel sind weniger gratbedingte Lücken und Druckstellen im Stapel.
Der Stapel sollte nicht bis zur Endmontage warten, um sich zu setzen.
Mögliche Kontrollen sind:
Wenn sich die Stapelhöhe während des Stapelns plötzlich ändert, halten Sie an und prüfen Sie. Es hat sich etwas verändert: Schmutz, umgedrehte Lage, Gratbildung, Ausrichtungsverschiebung oder unvollständiger Sitz.
Vermischen Sie diese beiden Themen nicht.
Die Variation der Dicke verändert die Stapelhöhe. Eine Variation der Ebenheit verändert die Oberflächenform. Beide können zusammen auftreten, sind aber nicht derselbe Fehler.
Eine nützliche Untersuchung vergleicht:
Dies verhindert falsche Korrekturmaßnahmen. Das Sortieren von Material kann bei Höhenschwankungen helfen. Bei gratbedingtem Verdrehen kann es wenig bringen.
Wenn sich die Ebenheit nach dem Fügen verschlechtert, muss das Fügeverfahren überprüft werden.
Für geschweißte Schornsteine:
Für geklebte Stapel:
Für genietete oder verzahnte Stapel:
Das Fügen soll den Stapel zusammenhalten. Sie sollte nicht die Hauptquelle der Verzerrung sein.
Die Kontrolle der Vorrichtungen sollte Teil der Ebenheitskontrolle sein.
Legen Sie einen Zeitplan für die Inspektion fest:
Wenn eine Station mehr Planheitsfehler produziert als andere, sollten Sie die Station verdächtigen, bevor Sie den gesamten Prozess dafür verantwortlich machen.
Es gibt keine universelle Ebenheitstoleranz für alle Laminatstapel. Eine von einem anderen Entwurf kopierte Toleranz kann zu locker, zu eng oder einfach irrelevant sein.
Verwenden Sie die Montagefunktion, um den Grenzwert festzulegen.
Die Toleranz sollte eine Produktionsfrage beantworten:
Bei welcher Ebenheit lässt sich dieser Stapel nicht mehr korrekt zusammensetzen?
Nein:
Welche Zahl sieht auf der Zeichnung streng aus?
| Zustand der Montage | Priorität der Ebenheitskontrolle | Was ist vor der Festlegung des Grenzwertes zu prüfen? |
|---|---|---|
| Statorpaket zum Einpressen | Stirnseitiger Sitz und OD-Ausrichtung | Einsteckkraft, Gehäusekontakt, Stapelneigung, Wicklungsspiel |
| Rotorpaket auf der Welle | Rechtwinkligkeit der Fläche, Ausrichtung der Bohrung, Auswuchtverhalten | Wellenpassung, Planschlag, Bohrungsverhältnis, Rotationsstabilität |
| Transformator-Kerngruppe | Lagersitz und Fugenkontakt | Bauhöhe, Fugenspalt, Klemmdruck, Geräuschverhalten |
| Gebundener Stapel | Sitz vor der Aushärtung und Stabilität nach der Aushärtung | Kontrolle der Klebstoffschicht, Verzug bei der Aushärtung, Endzustand der Oberfläche |
| Geschweißter Stapel | Verzug in der Nähe von Schweißzonen | Kennfelder vor und nach der Schweißung, lokaler Zug, Klemmreihenfolge |
| Verriegelter Stapel | Lokale Verformung an Schleusenpunkten | Höhe des Sperrbereichs, vollflächiger Sitz, Wiederholbarkeit der Stapelhöhe |
| Dünnes Präzisions-Elektrostahlpaket | Einhaltung der Vorschriften bei leichter Belastung | Ebenheit in freiem Zustand vs. unter Last, Handhabungsempfindlichkeit, Befestigungsmethode |
Eine enge Ebenheitstoleranz ist nur dann sinnvoll, wenn sie die Montage schützt. Andernfalls kann sie die Kosten erhöhen, ohne die Fehlerquote zu senken.
Bei Produktionsanläufen oder wiederkehrenden Montageproblemen sollten Sie einen mehrstufigen Kontrollplan verwenden.
| Prozess-Stufe | Was ist zu prüfen? | Warum das wichtig ist |
|---|---|---|
| Eingehende Band- oder Laminierpartie | Dicke, Beschichtungszustand, sichtbare Welle, Kantenzustand | Findet materialbedingte Abweichungen frühzeitig |
| Nach dem Stempeln | Grathöhe, Gratrichtung, Verzug, kritischer Merkmalszustand | Verhindert das Eindringen schlechter Schichten in den Stapel |
| Während des Stapelns | Lagenzahl, Ausrichtung, Sitzplatz, Höhentrend | Fängt Rückstände, umgedrehte Schichten und unvollständige Bestückung auf |
| Lose Vollstapel | Ebenheit im Freizustand, Tragbild, Schaukeln | Zeigt natürliches Stapelverhalten |
| Komprimierter Stapel | Beladene Ebenheit, gestauchte Höhe | Simuliert den Montagedruck |
| Nach dem Beitritt | Ebenheitskarte, lokale Verzerrung, Höhenänderung | Identifiziert Schweiß-, Klebe-, Niet- oder Verzahnungseffekte |
| Vor der Endmontage | Ebenheit der Montagefläche, Bezugspunktbeziehung | Bestätigt, dass der Stapel korrekt platziert wird |
| Nach der Endmontage | Passung, Rundlauf, Einsteckkraft, Spalt, Leistungsabgabe | Überprüft, ob die Toleranz tatsächlich funktioniert |
Nicht jede Stufe muss immer vollständig geprüft werden. Während der Prozessentwicklung hilft dieser Plan, die Ursache zu finden. Bei einer stabilen Produktion können einige Kontrollen zu regelmäßigen Audits werden.
Achten Sie auf diese Zeichen:
Flachheit ist nicht immer die Hauptursache. Aber diese Symptome rechtfertigen eine Überprüfung.
Verwenden Sie diese Sequenz, wenn die Linie bereits Passform- oder Sitzprobleme aufweist.
Nehmen Sie mehrere gute Stapel und mehrere schlechte Stapel. Messen Sie sie mit der gleichen Methode.
Vergleichen Sie:
Verlassen Sie sich nicht auf ein ausgefallenes Teil. Ein Teil kann in die Irre führen.
Überprüfen Sie den Stapel in mehreren Schritten:
Die erste Stufe, in der das Flachheitsmuster auftritt, befindet sich normalerweise in der Nähe der Quelle.
Eine wiederholbare Form ist ein Anhaltspunkt.
Jedes Mal die gleiche hohe Seite? Überprüfen Sie die Vorrichtung, die Schweißreihenfolge, die Ausrichtung des Grats und die Richtung des Materialvorschubs. Zufällige hohe Punkte? Prüfen Sie Verunreinigungen, Handhabung, ungleichmäßigen Sitz. Verformung nach dem Aushärten? Klebstoff und Aushärtungsvorrichtung prüfen. Verformung nach dem Pressen? Lastpfad und Parallelität prüfen.
Stellen Sie nicht alles auf einmal ein.
Nützliche Versuche mit einzelnen Variablen umfassen:
Ein sauberer Test ist besser als fünf Vermutungen.
Feiern Sie nach der Änderung des Prozesses nicht nur, weil sich die Ebenheit verbessert hat. Bestätigen Sie, dass sich auch das Montageproblem verbessert hat.
Prüfen:
Eine Verbesserung der Ebenheit ist nur dann sinnvoll, wenn sich das Montageergebnis verbessert.
Eine Zeichnung, auf der nur “Ebenheit” steht, ist möglicherweise nicht ausreichend.
Eine bessere Spezifikation sollte Klarheit schaffen:
Damit wird ein gängiges Argument vermieden:
Die Qualität sagt, der Stapel ist bestanden. Assembly sagt, er schlägt fehl. Beide können richtig sein, wenn sie unterschiedliche Bedingungen verwenden.
Schreiben Sie die Bedingung. Speichern Sie das Argument.
Die Höhe ist wichtig, aber sie beschreibt nicht die Form der Stirnseite.
Fügen Sie Prüfungen der Ebenheit oder des belasteten Sitzes hinzu, wenn der Montagekontakt wichtig ist.
Daten im freien Zustand sagen möglicherweise nicht das Verhalten im geladenen Zustand voraus. Geladene Daten können Handhabungsprobleme verbergen.
Messen Sie den Zustand, der dem Fehler entspricht.
Die Grathöhe allein ist nicht ausreichend. Richtung und Stapelmuster können Druckgrate erzeugen.
Bis dahin kann der Defekt bereits eingetreten sein.
Messen Sie früher während der Prozessentwicklung.
Eine engere Zahl kann die Kosten und die Prüfzeit erhöhen, ohne die eigentliche Ursache zu beheben.
Binden Sie die Toleranz an die Montageleistung.
Vorrichtungen verschleißen. Sie sammeln Ablagerungen. Sie verbiegen sich. Sie erzeugen falsche Muster.
Überprüfen Sie die Kontrollmethode.
Die Ebenheit eines Laminierpakets ist das Ausmaß der Oberflächenabweichung auf einer gestapelten Laminierfläche im Vergleich zu einer idealen Ebene. In der Montagepraxis zeigt sie, ob der Stapel gleichmäßig aufliegt, gleichmäßig geklemmt werden kann und beim nächsten Arbeitsgang die richtige Geometrie beibehält.
Bei einem Motorstatorstapel kann sich eine schlechte Ebenheit auf das Einsetzen des Gehäuses, den Sitz der Endflächen, das Spiel der Wicklungen, die Wiederholbarkeit der Stapelhöhe und die Stabilität des magnetischen Luftspalts auswirken. Ein Stator kann eine grundlegende Höhenprüfung bestehen, aber dennoch Montagekraft- oder Ausrichtungsprobleme verursachen, wenn die Endfläche ballig, geneigt oder lokal hoch ist.
Die Ebenheit des Rotorblechpakets kann sich auf den Wellensitz, den Planlauf, das Auswuchtverhalten, die Konsistenz der Magnettasche und die Rechtwinkligkeit der Stirnfläche auswirken. Kleine Planflächenfehler können bei Hochgeschwindigkeits- oder dicht gepackten Motorbaugruppen an Bedeutung gewinnen.
Nein. Die Stapelhöhe misst den Abstand zwischen den Flächen. Die Ebenheit misst die Form einer Fläche. Ein Stapel kann die Höhenanforderungen erfüllen und trotzdem nicht zusammengebaut werden, weil das Gegenstück eine hohe Stelle, einen Grat, eine Krone, eine Verdrehung oder eine geneigte Fläche berührt.
Dies hängt von den Montagebedingungen ab. Verwenden Sie die Messung im freien Zustand, wenn natürlicher Sitz und Handhabung eine Rolle spielen. Verwenden Sie die Ebenheit unter Last, wenn der Stapel unter Klemmkraft oder Montagedruck arbeitet. Messen Sie zur Fehlersuche beide Werte und vergleichen Sie den Unterschied.
Die belastete Ebenheit ist die Ebenheit, die gemessen wird, während der Stapel einer bestimmten Kraft oder Einspannung ausgesetzt ist. Sie ist nützlich, wenn die tatsächliche Montage den Stapel zusammendrückt. Der Lastwert, die Kontaktfläche, die Art der Unterstützung und die Verweilzeit sollten aufgezeichnet werden.
Häufige Ursachen sind Gratbildung, Eigenspannungen, Schwankungen in der Schichtdicke, schlechte Stapelausrichtung, Ablagerungen, Abnutzung der Vorrichtungen, Verformungen beim Fügen, ungleichmäßige Einspannung und Handhabungsschäden.
Grate können wie kleine Abstandshalter zwischen den Schichten wirken. Wenn sie sich über viele Schichten hinweg wiederholen, können sie lokale Erhebungen, Neigung, ungleiche Stapelhöhe, Lücken zwischen den Schichten und schlechten Sitz verursachen. Gratrichtung und -position sind ebenso wichtig wie die Grathöhe.
Für grundlegende Prüfungen verwenden Sie eine Referenzplatte und einen Indikator mit einer definierten Auflagebedingung. Für eine bessere Fehlersuche verwenden Sie ein abgebildetes Punktmuster. Für engere oder komplexere Teile verwenden Sie Koordinatenmessungen, optische Messungen, Laserscanning oder vorrichtungsbasierte belastete Prüfungen.
Verwenden Sie genügend Punkte, um das Oberflächenmuster zu erkennen. Für eine frühzeitige Fehlersuche ist eine Karte mit 9 oder 13 Punkten oft nützlicher als drei einzelne Messwerte. Bei runden Stapeln sollten Sie den Innendurchmesser, den Außendurchmesser, den mittleren Bereich oder die Nabe sowie Bereiche in der Nähe von Schweißnähten, Nieten, Verriegelungen, Schlitzen oder Zähnen erfassen.
Verbessern Sie die Ebenheit, indem Sie Grate kontrollieren, Lagen und Vorrichtungen reinigen, die Stapelausrichtung verbessern, die Sitzkraft festlegen, die Stapelhöhe unter Last überwachen, den Verschleiß der Vorrichtungen überprüfen und die Ebenheit vor und nach dem Fügen vergleichen. Die Korrektur sollte auf das Stadium abzielen, in dem die Verformung zuerst auftritt.
Auswahl der Ebenheitstoleranz auf der Grundlage des Montageverhaltens. Erstellen Sie Musterstapel, messen Sie die Ebenheit unter realistischen Bedingungen, bauen Sie sie zusammen und korrelieren Sie die Ergebnisse mit Einsteckkraft, Sitzspalt, Rundlauf, Wicklungsspiel, Klemmlast oder Leistungsdaten. Vermeiden Sie das Kopieren einer Toleranz von einem nicht verwandten Stapel.
Die Inspektion stimmt möglicherweise nicht mit dem Montagezustand überein. Der Stapel kann im freien Zustand gemessen, aber unter Last verwendet worden sein, oder er wurde vor dem Fügen geprüft, aber nach dem Schweißen, Kleben, Nieten oder Aushärten verformt. Es kann auch sein, dass er die Höhe einhält, aber die Anforderungen an Ebenheit, Parallelität oder lokalen Sitz nicht erfüllt.
Während der Entwicklung ist die Ebenheit nach dem Stanzen, während des Stapelns, als loser Vollstapel, unter Last, nach dem Fügen und vor der Endmontage zu prüfen. In einer stabilen Produktion kann die Häufigkeit reduziert werden, aber Grattrends, der Zustand der Spannvorrichtung und die Rückmeldung der Montage sollten weiterhin überwacht werden.
Die Ebenheit des Laminierpakets ist nicht nur ein Detail der Oberflächenqualität. Sie entscheidet darüber, wie der Stapel das nächste Teil berührt.
Wenn der Stapel den falschen Bereich berührt, geht die Last der Baugruppe auf den falschen Bereich über. Dann können Höhe, Passung, Rundlauf, Wicklungsspiel, Gehäuseeinbau und Endleistung instabil werden.
Bei einer guten Ebenheitskontrolle geht es nicht darum, den kleinstmöglichen Wert zu erreichen. Es geht darum, die richtige Oberfläche, unter den richtigen Bedingungen, in der richtigen Prozessphase zu messen.
Säubern Sie den Stapel. Definieren Sie die Last. Zeichnen Sie die Fläche ab. Verfolgen Sie die Gratrichtung. Vergleichen Sie vor und nach dem Fügen. Verbinden Sie das Ergebnis mit dem Verhalten der Baugruppe.
Auf diese Weise wird die Ebenheit des Laminatstapels zu einer Produktionskontrolle und nicht zu einer Überraschung in einem späten Stadium.








