Lassen Sie Sino's Lamination Stacks Ihr Projekt verstärken!
Um Ihr Projekt zu beschleunigen, können Sie Lamination Stacks mit Details wie Toleranz, Material, Oberflächengüte, ob eine oxidierte Isolierung erforderlich ist oder nicht, Mengeund mehr.
Stapeln von Motorlaminaten ist nicht nur ein Prozess der Bogenverarbeitung.
Das ist der Punkt, an dem ein Motorkern leise gut, instabil, teuer oder unmöglich zu reparieren wird.
In diesem Artikel wird erklärt, wie man eine Stapelautomatisierung für Motorbleche entwickelt:
Der Schwerpunkt liegt auf der Praxis: wie man Probleme vor dem Schweißen, Kleben, Wickeln, Einsetzen des Magneten, der Wellenmontage oder der abschließenden Motorprüfung erkennt.
Denn bis ein fehlerhafter Stapel das Ende der Fertigungslinie erreicht, hat er bereits Arbeit, Maschinenzeit, Teile und Ausreden gesammelt.
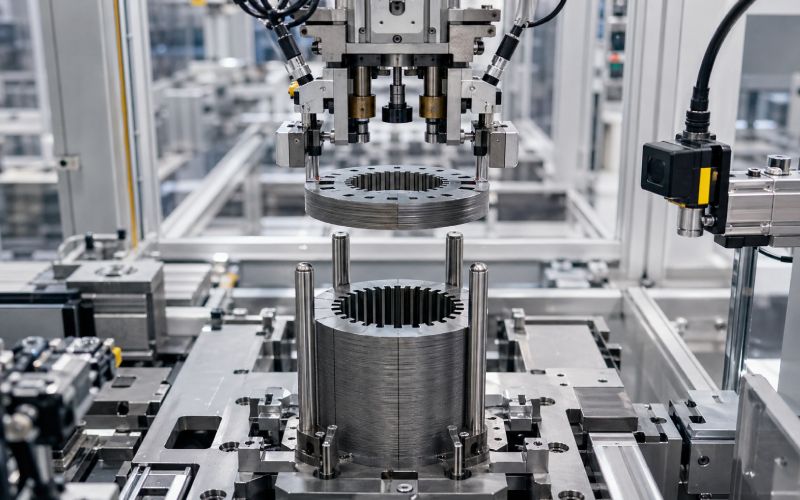
Stapeln von Motorlaminaten ist der Prozess des Zusammenfügens dünner Elektrostahlbleche in einen Statorkern, einen Rotorkern, einen segmentierten Kern oder einen Teilstapel.
Die einzelnen Bleche werden in der Regel aus Elektrostahl gestanzt oder geschnitten. Die Bleche werden aufeinander gestapelt, um den Magnetkern des Motors zu bilden. Die dünne Blechstruktur trägt zur Verringerung der Wirbelstromverluste bei, während der fertige Stapel die Geometrie bietet, die für die Wicklung, die Magnetplatzierung, die Wellenmontage, die Gehäusemontage und die endgültige Motorleistung erforderlich ist.
Das ist die saubere Definition.
Die Realität der Produktion ist chaotischer.
Jede Laminierung weist kleine Abweichungen auf:
Eine einzige Laminierung kann akzeptabel aussehen. Ein paar hundert davon können einen Stapel ergeben, der nicht mehr akzeptabel ist.
Aus diesem Grund ist die Stapelautomatisierung so wichtig.
Es werden nicht einfach nur die Blätter schneller bewegt. Sie kontrolliert die Art und Weise, wie sich kleine Fehler ansammeln.
Ein Motorkern ist schichtweise aufgebaut, aber Fehler treten nicht immer Schicht für Schicht auf.
Ein Statorstapel kann eine grundlegende Höhenprüfung bestehen und dennoch Probleme beim Wickeln verursachen. Ein Rotorpaket kann vor dem Einsetzen des Magneten sauber aussehen und dennoch Taschenabweichungen aufweisen, die zu Montageunterbrechungen führen. Ein Stapel kann seine Nennhöhe nur erreichen, weil die Presse ihn dorthin gezwungen hat.
Letzteres ist üblich.
Der Stapel ist nicht gut geworden. Er wurde zur Stille komprimiert.
Die Automatisierung sollte diese Art von falschem Vertrauen verhindern.
Eine gut durchdachte Laminierzelle hilft, die Anzahl der Stapel zu reduzieren:
Bei der Produktion von Großserienmotoren lautet die Frage nicht nur: “Können wir dieses Teil stapeln?”
Die bessere Frage ist:
Können wir beweisen, dass jeder Stapel korrekt ist, bevor wir ihn mit weiteren Kosten belasten?
Die meisten Laminatstapeldefekte beginnen klein. Das ist es, was sie so ärgerlich macht.
Sie sind nicht immer von der anderen Seite der Leitung aus sichtbar. Sie halten die Maschine vielleicht nicht sofort an. Sie können bis zum nächsten Prozess warten, wo sie das Problem eines anderen sind.
| Defekt | Was normalerweise die Ursache ist | Wo es später weh tut |
|---|---|---|
| Doppelblatteinzug | Schlechte Abscheidung, Ölhaftung, magnetische Anziehung, Vakuumfehler | Stapelhöhe, Anzahl der Lamellen, Verbindungsqualität |
| Fehlendes Blatt | Vorschubsprung, fehlgeschlagene Übernahme, toter Winkel des Sensors | Stapelfaktor, Höhe, magnetische Leistung |
| Winkelfehlerhafte Ausrichtung | Stiftspiel, verschlissener Bezugspunkt, schwache Nestkontrolle, falscher Platzierungsweg | Nutenausrichtung, Wicklung, Position der Magnettasche |
| Gratakkumulation | Stempelverschleiß, ungleichmäßige Gratrichtung, schlechte Entgratungskontrolle | Schlitzisolierung, Stapelsitz, Verbindung, Montageabstand |
| Lokaler Stapellift | Ablagerungen, Grat, verzogenes Blech, schlechte Sitzkraft | Ebenheit, Schweiß-/Verbindungsqualität, nachgelagerter Sitz |
| Falsche Laminierungsvariante | Ähnliche Teile, schwache Teileüberprüfung, Programmabweichung | Schrott nach dem Fügen oder der Endmontage |
| Stift schaben | Enges Spiel, Grat, verbogener Stift, schlechte Fase | Beschichtungsschäden, Schutt, Stapeldrift |
| Beschädigung der Beschichtung | Grobe Handhabung, übermäßige Kompression, Verbindungshitze, Stiftreibung | Interlaminare Kurzschlüsse, Verlustzunahme |
| Stapelhöhenabweichung | Dickenabweichung, Druckänderung, Fehl-/Doppelblech, Werkzeugverschleiß | Montagepassung, magnetische Konsistenz |
| Schlitzverengung | Grat, Winkeldrift, Verformung, Blechabweichung | Wicklungseinzug, Isolationsschäden |
Ein Stapel kann aus einem einzigen Grund ausfallen. Er kann auch scheitern, weil drei kleine Gründe auf einmal auftreten.
Das ist schwieriger zu fangen. Aber nicht unmöglich.
Sensoren sind nicht dazu da, die Maschine zu schmücken.
Sie beantworten bestimmte Fragen zu bestimmten Zeitpunkten.
Bevor das Blatt entnommen wird:
Ist das richtige Teil verfügbar?
Während der Abholung:
Wurde ein Blatt ausgewählt, nicht zwei?
Vor der Platzierung:
Liegt die Laminierung in der richtigen Richtung und ist sie richtig gedreht?
Während des Stapelns:
Sitzt das Blatt normal?
Vor dem Beitritt:
Ist dieser Stapel es wert, geschweißt, geklebt, genietet oder gepresst zu werden?
Nach dem Beitritt:
Ist durch den Zusammenführungsprozess ein guter Stapel entstanden oder nur ein dauerhaft schlechter?
Das ist die grundlegende Logik.
Fügen Sie keine Sensoren hinzu, weil die Maschine über freie Flächen verfügt. Fügen Sie Sensoren hinzu, weil der nächste Arbeitsgang die Behebung eines Defekts erschwert.
Der beste Sensorplan verwendet mehrere einfache Kontrollen anstelle eines “magischen” Inspektionssystems.
Eine Kamera kann keine Sitzkraft spüren. Ein Kraftsensor kann eine falsche Laminierungsvariante nicht erkennen. Ein Höhensensor kann die Gratrichtung nicht nachweisen. Ein Doppelblattsensor kann die Schlitzausrichtung nicht bestätigen.
Das System muss also Signale kombinieren.
| Sensor oder Kontrolle | Bester Standort | Hauptzweck | Was sie verhindert |
|---|---|---|---|
| Teilweise vorhandener Sensor | Fütterung, Aufnahmepunkt, Platzierung Nest | Bestätigt das Vorhandensein einer Laminierung | Leere Zyklen, fehlende Blätter |
| Doppelbogenkontrolle | Abholung oder Transfer in der Nähe | Erkennt zwei angehobene Lamellen als eine | Falsche Zählung, Höhenfehler, Ausschuss nach dem Zusammenfügen |
| Sichtprüfung | Vor dem Stapeln | Überprüft Teileidentität, Drehung, Nut-/Schlüsselmerkmale | Falsche Variante, Winkelfehler, umgedrehter Bogen |
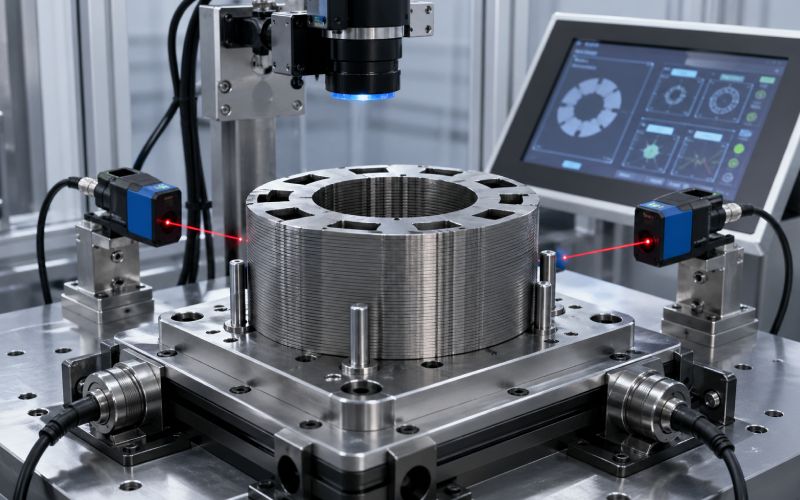
| Laser-Wegsensor | Während oder nach dem Stapelbau | Misst Stapelhöhe und lokalen Auftrieb | Höhendrift, Trümmer, schlechter Sitz |
| Mehrpunkt-Höhenkontrolle | Station vor der Fügetechnik | Erkennt Neigung, Welligkeit, ungleichmäßige Kompression | Versteckte Ebenheitsprobleme |
| Kraft-Weg-Überwachung | Sitzplatz oder Druckstufe | Verfolgt, wie sich der Stack unter Last verhält | Gratüberschneidungen, Ausrichtungsfehler, eingeklemmte Ablagerungen |
| Überwachung der Stiftbelastung | Stapelbefestigung oder Dorn | Erkennt seitliche Belastung, Schaben, Stiftverschleiß | Allmähliche Ausrichtungsdrift |
| Elektrische Kurzschlussprüfung | Anschnitt nach dem Zusammenfügen oder Endanschnitt | Kontrolliert unerwünschte Leiterbahnen | Interlaminares Kurzschlussrisiko |
| Schlitzinspektion | Vorwickelschütz | Misst Schlitzöffnung, Gratrisiko, Schlitzposition | Beschädigung der Wicklung, Stillstand beim Einsetzen |
| Bohrung oder OD-Messung | Kontrolle des Rotor- oder Statorendpakets | Bestätigt die Kerngeometrie | Wellensitz, Gehäusesitz, Auswuchtrisiko |
Die Platzierung ist wichtiger als der Katalogname des Sensors.
Ein zu weit stromaufwärts installierter Sensor bestätigt, dass etwas früher korrekt war. Das ist nicht dasselbe wie die Bestätigung, dass es jetzt richtig ist.
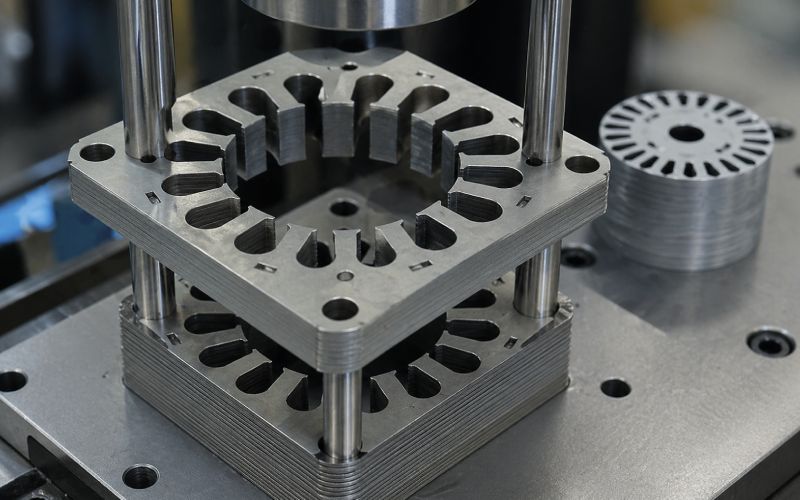
Stapeln von Stiften sind Positionierungselemente, die zur Ausrichtung der einzelnen Lagen während des Stapelaufbaus verwendet werden. Sie können durch Löcher, Schlitze, Kerben, Merkmale mit Innendurchmesser, Merkmale mit Außendurchmesser oder spezielle Werkzeugmerkmale positioniert werden.
Sie klingen einfach.
Sie sind es nicht.
Kontrolle der Stifte:
Ein abgenutzter Bolzen kann die Produktion trotzdem weiterlaufen lassen. Das ist die Gefahr.
Die Maschine läuft. Der Stapel sieht normal aus. Der Abmessungstrend bewegt sich langsam. Niemand bemerkt es, bis es zu Ausfällen in der Produktion kommt.
Dann streitet man sich über Wicklung, Magneteinbau, Schweißen, Werkzeuge, Inspektion, Bediener und Material.
Manchmal wurde die Anstecknadel einfach getragen.
Das Pin-Design sollte nicht von einer anderen Zelle kopiert werden, ohne die Teilegeometrie und die Fehlerhistorie zu überprüfen.
| Pin-Design-Faktor | Warum es wichtig ist | Schlechtes Design Ergebnis |
|---|---|---|
| Einführungsfase | Hilft beim Einführen dünner Lamellen, ohne sich zu verfangen | Schrammen, verbogene Kanten, Beschichtungsschäden |
| Spiel der Stifte | Gleichgewicht zwischen Ortungsgenauigkeit und reibungslosem Laden | Zu festes Anziehen führt zu Verklemmungen, zu loses Anziehen zu Abdriften |
| Härte und Beschichtung der Stifte | Kontrolliert Verschleiß und Reibung | Allmählicher Verlust der Datumsgenauigkeit |
| Länge der Stifte | Unterstützt Stapelhöhe und Bogenführung | Schieflage, schlechte Stapelkontrolle |
| Anzahl der Stifte | Steuert Drehung und Position | Zu viele können die Laminierung überfordern |
| Intervall für den Austausch von Stiften | Verhindert leises Abdriften | Fehlausrichtung auf Chargenebene |
| Weg der Reinigung | Entfernt Staub, Späne und Beschichtungsrückstände | Lokaler Auftrieb, Verklemmung, falsche Kraftspitzen |
| Logik der Gratrichtung | Steuert, wie Grate mit Stiften interagieren | Schlechter Sitz, Erhöhung der Stiftbelastung |
Mehr Pins bedeuten nicht immer eine bessere Kontrolle.
Manchmal bedeuten mehr Stifte, dass das Teil keine Freiheit hat, sich zu setzen. Der Stapel kämpft gegen die Halterung. Die Kraftkurve steigt an. Die Linie läuft trotzdem weiter.
Nicht gut.
Eine sehr enge Stiftpassung kann auf einer Zeichnung attraktiv aussehen. Er verspricht Kontrolle.
Auf der Strecke kann es das Gegenteil bewirken.
Dünne Laminate sind keine perfekten starren Platten. Sie weisen Grate, Beschichtungsschwankungen, Öl, Temperatureinflüsse und Handhabungsschwankungen auf. Wenn das Stiftspiel zu eng ist, werden normale Abweichungen zu mechanischen Störungen.
Wenn der Abstand zu gering ist, kann sich der Stapel drehen oder abdriften.
Der korrekte Abstand zwischen den Stiften sollte also auf der Grundlage von:
Legen Sie das Stiftspiel nicht allein anhand der CAD-Sollgeometrie fest.
Das ist eine saubere Art, ein schmutziges Problem zu lösen.
Die Grate sind auf einem Blatt klein. In einem Stapel werden sie zu einem Muster.
Ändert sich die Gratrichtung willkürlich, kann der Stapel einen uneinheitlichen Sitz, lokale Höhenänderungen, das Risiko von Schlitzkanten oder Beschichtungsschäden aufweisen. Wenn der Grat immer in dieselbe Richtung zeigt, kann sich der Stapel vorhersehbarer aufbauen, aber die Gratansammlung muss immer noch kontrolliert werden.
Bei Statorstapeln können Grate in der Nähe von Wicklungsschlitzen die Isolierung beschädigen oder Draht-, Haarnadel- oder Einsetzwerkzeuge beeinträchtigen.
Bei Rotorstapeln können Grate in der Nähe von Magnettaschen, Bohrungsmerkmalen oder auswuchtungsempfindlichen Bereichen zu Passungs- und Leistungsproblemen führen.
Ein gutes Stapelsystem sollte die Antwort sein:
Grate müssen nicht dramatisch sein, um teuer zu sein.
Sie müssen nur wiederholt werden.
Dies ist ein häufiger Fehler.
Kontrolle der Blattzahl prüft, wie viele Lamellen in den Stapel gelangt sind.
Kontrolle der Stapelhöhe prüft die physische Höhe des gebauten Stapels.
Sie sind verwandt. Sie sind nicht dasselbe.
Ein Stapel kann aufgrund von Dickenabweichungen, Graten, eingeklemmten Ablagerungen, Beschichtungsänderungen oder Kompressionsverhalten die richtige Anzahl, aber die falsche Höhe haben.
Ein Stapel kann ein verdächtiges Zählverhalten aufweisen und trotzdem in der Nähe der Zielhöhe gemessen werden, da die Komprimierung den Fehler verdeckt.
Ein zuverlässiges Stacking-Verfahren sollte also beides verwenden.
| Siehe | Was sie beantwortet | Was sie allein nicht beweisen kann |
|---|---|---|
| Anzahl der Blätter | Wurde die richtige Anzahl von Lamellen in den Stapel eingelegt? | Ob alle Blätter richtig sitzen |
| Höhe des Stapels | Hat der Stapel die erwartete Bauhöhe erreicht? | Ob die Zählung korrekt ist |
| Mehrpunkthöhe | Ist der Stapel gekippt, angehoben oder ungleichmäßig? | ob die richtige Laminierungsvariante verwendet wurde |
| Kraft-Weg-Kurve | Hat der Stapel normal gesessen? | Genaue Einhaltung der Abmessungen |
| Sichtprüfung | Ist das Teil korrekt und richtig ausgerichtet? | ob der vergrabene Stapel richtig sitzt |
Eine einzige Messung der oberen Höhe ist besser als nichts.
Aber es könnte die Neigung verfehlen.
Bei Motorkernen mit engen Montageanforderungen sollten Sie vor dem Zusammenfügen eine Mehrpunkt-Höhenkontrolle durchführen.
A Kraftkurve zeichnet die Kraft in Abhängigkeit von der Strecke oder der Zeit während des Einsetzens, der Kompression, des Stifteintritts oder des Stapelpressens auf.
Sie ist nützlich, weil sich Stapelprobleme oft als abnormaler Widerstand zeigen, bevor sie sich als sichtbare Defekte bemerkbar machen.
Die Kraftüberwachung kann erkennen:
Achten Sie nicht nur auf die Spitzenkraft.
Die Spitzenkraft ist leicht abzulesen, aber sie kann die Geschichte verbergen.
Eine Kraft-Weg-Kurve zeigt, wo der Widerstand beginnt, wie schnell er ansteigt, ob sich der Stapel gleichmäßig setzt und ob das endgültige Sitzverhalten mit dem bekannter guter Stapel übereinstimmt.
Zwei Stapel können die gleiche Höhe erreichen.
Man setzt sich natürlich.
Man wurde dorthin gezwungen.
Das sind verschiedene Stapel.
A QC-Gate ist ein Entscheidungspunkt, an dem das System den Stapel entweder für den nächsten Schritt freigibt oder ihn zur Ablehnung, Nacharbeit, Quarantäne oder Überprüfung anhält.
QC-Gates sollten vor Kostensteigerungen sitzen.
Das heißt, vorher:
Der schlechteste Ort, um ein Stapelungsproblem zu entdecken, ist, nachdem der Motor bereits teure Nacharbeiten hinter sich hat.
| QC-Gate | Prozess Standort | Was ist zu prüfen? | Warum es wichtig ist |
|---|---|---|---|
| Tor 1: Überprüfung der eingehenden Laminierung | Vor der Fütterung | Teiletyp, Los, Gratrichtung, sichtbare Schäden | Verhindert, dass falsches Material in die Zelle gelangt |
| Tor 2: Überprüfung der Abholung | Bei der Blechabholung | Teil vorhanden, Einzelblatt, stabiler Griff | Verhindert fehlende oder doppelte Blätter |
| Tor 3: Überprüfung der Orientierung vor dem Stapel | Vor der Platzierung | Drehung, Blickrichtung, Schlitz-/Tastenfunktion | Verhindert vergrabene Orientierungsfehler |
| Tor 4: In-Stack-Überwachung | Während des Baus | Anzahl, Höhenentwicklung, Stiftbelastung, Sitzverhalten | Fängt Drift vor der Fertigstellung des Stapels ab |
| Tor 5: Tor vor dem Fügen | Vor dem Schweißen/Kleben/Nieten | Höhe, Ebenheit, Ausrichtung, Kraftsignatur | Vermeidet das Einfrieren von schlechter Geometrie |
| Tor 6: Tor nach der Fuge | Nach dem Beitritt | Endhöhe, Bohrung/OD, Schlitzposition, kurzes Risiko | Bestätigt, dass die Verbindung den Stapel nicht beschädigt hat |
| Gate 7: Pre-Downstream-Gate | Vor dem Wickeln, Einsetzen des Magneten, Einsetzen der Welle | Kritische Abstände und Montagemerkmale | Schützt den nächsten Prozess vor vererbten Fehlern |
Die Endkontrolle ist nach wie vor wichtig.
Aber es sollte nicht die erste ernsthafte Überprüfung sein.
Das ist spätes Lernen.
Ein Projekt zur Stapelautomatisierung wird nicht genehmigt, nur weil die Vorrichtung clever ist.
Sie wird genehmigt, weil die Linie stabiler wird, der Schrott früher und billiger wird und Ausfälle rückverfolgbar werden.
| Technisches Problem | Automation Steuerung | Auswirkungen auf die Wirtschaft |
|---|---|---|
| Doppelblatteinzug | Doppelblatterkennung bei der Aufnahme | Verhindert Ausschuss und Nacharbeit beim Fügen |
| Langsamer Bolzenverschleiß | Entwicklung der Stiftbelastung und geplanter Austausch | Reduziert Drift auf Chargenebene |
| Gratwachstum | Kraftentwicklung, Vision, Schlitzkontrolle | Schützt die Wicklung und den Magneteinsatzertrag |
| Variation der Stapelhöhe | Zählung + Mehrpunkthöhe + Kompressionsdaten | Verringert Passungsprobleme bei der Montage |
| Falsche Laminierungsvariante | Bildverarbeitungsidentitätsprüfung und Programmsperre | Verhindert die Produktion von Mischteilen |
| Späte Fehlerentdeckung | QC-Gates vor Wertschöpfungsschritten | Senkt die Kosten für schlechte Qualität |
| Unklare Grundursache | Rückverfolgbarkeit der Stack-ID | Verkürzt die Fehlerbehebungszeit |
| Operator-abhängige Entscheidungen | Definierte Pass/Fail-Logik | Verbessert die Wiederholbarkeit im Schichtbetrieb |
Ein gutes Qualitätssicherungssystem weist nicht nur schlechte Stapel zurück.
Das erklärt, warum sie abgelehnt wurden.
In dieser Erklärung steckt das Geld.
Ein und derselbe Fehler hat unterschiedliche Kosten, je nachdem, wann er entdeckt wird.
Eine bei der Abholung entdeckte falsche Laminierung ist ein kleines Ereignis.
Eine nach dem Zusammenfügen der Stapel festgestellte falsche Laminierung ist Ausschuss oder Nacharbeit.
Eine nach dem Wickeln, dem Einsetzen des Magneten, dem Pressen der Welle oder dem abschließenden Motortest entdeckte falsche Laminierung ist jetzt ein viel größeres Problem.
| Defekt gefunden bei | Typisches Kostenniveau | Warum |
|---|---|---|
| Vor der Abholung | Niedrigste | Blatt kann vor der Wertschöpfung zurückgewiesen werden |
| Während des Stapelns | Niedrig | Stapel kann vor dem Beitritt gestoppt werden |
| Vor dem Beitritt | Mäßig | Es geht zwar etwas Bauzeit verloren, aber die wichtigsten nachgelagerten Kosten werden geschützt. |
| Nach dem Beitritt | Höher | Stapel kann Nacharbeit oder Ausschuss erfordern |
| Nach dem Einsetzen der Wicklung oder des Magneten | Sehr hoch | Mehr Komponenten und Maschinenzeit werden bereits investiert |
| Beim Abschlusstest | Höchste | Die Ursache ist schwieriger zu isolieren und die Eindämmung ist umfassender |
Dies ist der Geschäftsgrund für QC-Gates.
Keine Theorie. Nur Arithmetik mit besserem Timing.
OEE wird oft auf der Maschinenebene diskutiert, aber Stapelfehler bei der Laminierung verteilen sich über die gesamte Linie.
Eine Stapelzelle kann die OEE auf drei Arten beeinträchtigen:
Die Linie stoppt aufgrund von Staus, Doppelpicks, Stiftinterferenzen, Transferfehlern oder unklarer Ausschussbehandlung.
Die Linie läuft langsamer, weil der Prozess wiederholt wiederholt werden muss, manuelle Kontrollen erforderlich sind oder die Zuführung instabil ist.
Auf der Anlage werden Stapel produziert, die später bei der Maßkontrolle, der Verbindungsprüfung, dem Einsetzen der Wicklungen, dem Einsetzen der Magnete oder der Endprüfung durchfallen.
Ein besseres Stapelsystem verbessert die OEE durch:
Das Ziel ist nicht maximale Geschwindigkeit um jeden Preis.
Eine schnelle Stapelzelle, die Defekte nach unten schickt, ist nicht schnell. Sie leiht sich Zeit von der nächsten Station.
Motorlaminatstapel können durch verschiedene Verbindungsmethoden zusammengehalten werden. Jede Methode verändert das Inspektionsrisiko.
| Verfahren zum Verbinden | Hauptnutzen | Hauptanliegen der QC | Empfohlenes Tor |
|---|---|---|---|
| Interlocking | Schnell, integriert mit Laminierungsdesign | Lokale Verformung, Spannung, Stapeltrennung, Beschädigung von Merkmalen | Kontrolle der Verriegelung und der Ebenheit des Stapels |
| Schweißen | Starker mechanischer Halt | Hitzeeinwirkung, lokale Kurzschlüsse, Verzug, Schweißnahtkonsistenz | Geometrie vor dem Schweißen + elektrische/maßliche Prüfung nach dem Schweißen |
| Bindung | Guter Oberflächenkontakt und kontrolliertes Stapelverhalten | Klebstoffverteilung, Aushärtung, Druck, Verschmutzung | Rückverfolgbarkeit von Druck/Temperatur/Härtung |
| Nieten oder mechanische Befestigung | Einfache mechanische Rückhaltung | Lokale Verformung, Klemmenvariation, Lochausrichtung | Verbindungskraft und Geometrie nach dem Zusammenbau |
| Externe Klemmung | Flexibel für einige Montagekonzepte | Stapelverschiebung, Kompressionsverlust, Handhabungsempfindlichkeit | Komprimierung und Überprüfung der Übertragung |
Es gibt keine universell beste Methode.
Es gibt nur die Methode, die für die Motorkonstruktion, das Volumen, die Toleranzen, das magnetische Leistungsziel und das Kostenmodell geeignet ist.
Aber jede Methode braucht einen Qualitätskontrollplan, der auf ihre Fehlermöglichkeiten abgestimmt ist.
Dies ist ein gängiger Vergleich bei der Prozessplanung.
| Thema | Schweißen | Bindung |
|---|---|---|
| Zyklusverhalten | Häufig schnell, wenn sie einmal positioniert sind | Kann Aushärtungszeit oder kontrollierte Verweilzeit erfordern |
| Mechanischer Rückhalt | Starker lokaler Zusammenschluss | Verteilte Oberflächenrückhaltung |
| Wärmezufuhr | Gegenwart | In der Regel geringere Hitze, je nach Prozess |
| Risiko eines elektrischen Kurzschlusses | Erforderliche Aufmerksamkeit in der Nähe der Verbindungsstellen | Abhängig von Klebstoff und Oberflächenbeschaffenheit |
| Verzerrungsrisiko | Möglich in der Nähe von Schweißzonen | Abhängig von Druck, Klebstoffschicht und Aushärtung |
| Zu verfolgende Daten | Schweißenergie, Position, Zeit, Kraft, visuelles Ergebnis | Klebstoffmenge, Druck, Temperatur, Aushärtungsprofil |
| Bester QC-Fokus | Ausrichtung vor der Schweißung und Geometrie-/Kurzschlussprüfungen nach der Schweißung | Sauberkeit der Oberfläche, Druck, Aushärtung, Endhöhe |
Die Entscheidung sollte nicht allein aufgrund der Stärke des Zusammenschlusses getroffen werden.
Sie sollte die nachgelagerte Leistung, den Inspektionsaufwand, den Platzbedarf der Geräte, die Reparaturstrategie und die Anforderungen an die Rückverfolgbarkeit umfassen.
Eine Verbindungsmethode, die einfach zu installieren, aber schwer zu überprüfen ist, kann später teuer werden.
Bei Statorblechpaketen sollte das Verfahren den Wicklungsweg schützen.
Zu den wichtigen Kontrollen gehören:
Wenn der Stator eine Haarnadelwicklung hat, ist die Geometrie der Nuten noch empfindlicher. Der Einfügeprozess verzeiht keine engen Nuten, Grate oder Winkelabweichungen.
Ein Statorstapel kann von außen akzeptabel aussehen, während eine Nutfamilie aus ihrer Position herausfällt.
Überprüfen Sie also die Geometrie, die der nächste Prozess tatsächlich verwendet.
Nicht nur die Geometrie, die leicht zu messen ist.
Bei Rotorblechpaketen sind die risikoreichsten Merkmale oft andere.
Zu den wichtigen Kontrollen gehören:
Rotorstapel können teure nachgeschaltete Probleme verursachen, wenn die Bohrung, die Magnettaschen oder die Schrägeigenschaften abdriften.
Ein kleiner Winkelfehler im Stapel kann zu einem Problem beim Einsetzen des Magneten werden. Ein Bohrungsfehler kann zu einem Problem bei der Wellenmontage werden. Ein Unwuchtproblem im Stapel wird möglicherweise erst viel später offensichtlich.
Auch hier ist die späte Erkennung die teure Variante.
Segmentierte Stator- oder Rotorpakete erhöhen die Komplexität zusätzlich.
Jetzt muss das System nicht nur die Stapelung von Blatt zu Blatt, sondern auch die Beziehungen von Segment zu Segment kontrollieren.
Prüfen Sie auf:
Segmentierte Konstruktionen können den Materialeinsatz oder die Flexibilität bei der Montage verbessern, aber die Stapelautomatisierung muss die Fehlerhäufigkeit sorgfältig verwalten.
Ein leicht abweichendes Segment kann bestehen.
Mehrere leicht abweichende Segmente können ein Problem mit der Rundheit oder der Position des Schlitzes verursachen.
So funktioniert Akkumulation. Still und leise.
Maschinelles Sehen ist nützlich, wenn es als kontrolliertes Messsystem behandelt wird und nicht als eine Kamera, die an ein Förderband geschraubt wird.
Vision kann inspizieren:
Die Schwierigkeit liegt in der Beleuchtung und der Wiederholbarkeit.
Elektrostahl kann Licht in einer Weise reflektieren, die die Kantenerkennung verwirrt. Ein Ölfilm verändert das Aussehen der Oberfläche. Grate können nur unter bestimmten Lichtwinkeln erscheinen. Unterschiedliche Beschichtungen können den Kontrast verändern.
Ein gutes Vision-Setup braucht:
Trainieren oder validieren Sie nicht nur auf sauberen, perfekten Laminaten.
Die Produktionsteile sind weniger höflich.
Die Doppelblattübernahme ist eine der wichtigsten Frühkontrollen.
Zwei dünne Laminate können sich bei der Aufnahme wie ein einziges Blatt verhalten. Ölfilm, statische Aufladung, magnetische Anziehung, schlechte Trennung oder Vakuumverhalten können dies begünstigen.
Ein Doppelblatt-Ereignis kann dazu führen:
Die Doppelblatterkennung sollte so nah wie möglich an der Abholung oder Übergabe platziert werden.
Wenn sie zu weit stromaufwärts liegt, kann sie das Falsche bestätigen. Eine saubere Einspeisung ist keine Garantie für eine saubere Abholung.
Eine Stapelzelle kann sich nicht ewig aus einer instabilen Fütterung herausprüfen.
Gute Fütterung sollte kontrollieren:
Wenn der Zubringer instabil ist, reagiert der Rest der Automatisierung.
Die Linie beginnt mit dem Einsatz von Sensoren, um Probleme zu erkennen, die mechanisch hätten verhindert werden sollen.
Das mag eine Zeit lang funktionieren. In der Regel wird es aber sehr wartungsintensiv.
Ein-Punkt-Höhenkontrollen sind üblich, weil sie einfach sind.
Auch sie sind begrenzt.
Ein Schornstein kann an einem Punkt die richtige Höhe haben und trotzdem gekippt sein. Er kann lokale Verschmutzungen aufweisen. Er kann auf einer Seite durch Gratansammlungen angehoben sein. Er kann ungleichmäßig verdichtet sein.
Die Mehrpunkt-Höhenmessung liefert bessere Informationen:
Bei engen Stator- oder Rotorbaugruppen ist die Mehrpunkthöhe kein Overkill.
So lässt sich vermeiden, dass ein Stapel als flach gilt, nur weil ein Sensor dies behauptet.
Moderne Laminier-Stapelautomaten sollten nicht nur eine Pass/Fail-Entscheidung treffen.
Sie sollte verwertbare Produktionsdaten liefern.
Jeder Stapel sollte eine Stapel-ID haben. Diese ID sollte den physischen Kern mit den während der Produktion erstellten Daten verbinden.
Nützliche Daten umfassen:
Diese Daten können an MES, SCADA, Qualitätsdatenbanken oder lokale Rückverfolgbarkeitssysteme gesendet werden.
Das Ziel ist nicht, alles für immer zu speichern.
Ziel ist es, genügend Daten zu speichern, um diese Frage zu beantworten:
Wenn später ein schlechter Kern auftaucht, was war dann schon beim Stapeln sichtbar?
Eine Laminier-Stapelzelle kann mehr Daten erzeugen, als eine Anlage als Rohdateien speichern möchte.
Kraftkurven, Kamerabilder, Höhenkarten und Sensorprotokolle können sehr umfangreich werden.
Daher sollte die Kontrollarchitektur getrennt werden:
Eine praktische Struktur sieht wie folgt aus:
| Datenebene | Beispielhafte Daten | Beste Verwendung |
|---|---|---|
| PLC-Daten in Echtzeit | Sensorzustand, Aktorzustand, Verriegelungen | Steuerung der Maschine |
| Daten zur Kantenbearbeitung | Sehergebnis, Kraftkurvenmerkmale, Höhentrend | Schnelle QC-Entscheidungen |
| MES-Daten | Stapel-ID, bestanden/nicht bestanden, Rezept, Ablehnungsgrund | Verfolgung der Produktion |
| Qualitätsdatenbank | Trends, Chargenvergleich, Werkzeugverschleißanalyse | Analyse der Grundursache |
| Archivierte Rohdaten | Bilder, vollständige Kraftkurven, detaillierte Protokolle | Vertiefte Untersuchung bei Bedarf |
Nicht jedes Bild muss an MES gehen.
Nicht jede Kraftkurve muss für immer gespeichert werden.
Aber jeder abgelehnte Stapel sollte einen Grund haben, den die Leute verstehen können.
“Versagen” ist nicht genug.
In einer Stapelzelle stimmen die verschiedenen Sensoren manchmal nicht überein.
Eine Kamera sagt, dass die Laminierung korrekt ist.
Die Kraftkurve besagt, dass das Sitzen abnormal war.
Der Höhensensor sagt, dass der Stapel grenzwertig ist.
Die Maschine stellt eine Frage.
Antworten Sie nicht mit automatischer Zustimmung.
Eine starke Ablehnungslogik sollte enthalten:
Beispiel:
| Signal-Kombination | Empfohlene Maßnahmen |
|---|---|
| Sichtpass + Normalkraft + Höhenpass | Stapel freigeben |
| Sichtpass + Kraftabweichung + Höhenpass | Quarantäne oder Zweitkontrolle |
| Vision fail + Kraft normal | Vor dem Stapeln zurückweisen oder erneut prüfen |
| Zählung bestanden + Höhe nicht bestanden | Halten Sie an und untersuchen Sie Dicke, Trümmer, Sitzfläche |
| Zählung nicht bestanden + Höhe bestanden | Ablehnen; die Kompression kann einen Zählfehler verbergen |
| Steigende Stiftbelastung über mehrere Stapel | Wartungswarnung vor schwerem Ausfall |
| Wiederholte Doppelblatt-Ereignisse | Zubringer stoppen und Wiederherstellungsverfahren verlangen |
Meinungsverschiedenheiten über Sensoren sind kein Ärgernis.
Es ist oft das erste nützliche Zeichen.
Es ist verlockend, eine universelle Toleranz zu schreiben.
Tun Sie das nicht.
Die Toleranzen des Motorblechpakets sind abhängig von:
Eine Toleranz, die für eine Linie einfach ist, kann für eine andere unmöglich sein.
Eine Toleranz, die für einen Motor akzeptabel ist, kann den Ertrag eines anderen Motors beeinträchtigen.
Anstatt Zahlen zu kopieren, definieren Sie die Toleranz aus vier Eingängen:
Dies ist langsamer als das Kopieren einer Zahl.
Es ist auch weniger töricht.
Nicht jede Variante sollte die Linie anhalten.
Ein guter Prozess trennt drei Ebenen.
| Grenze Typ | Bedeutung | Aktion |
|---|---|---|
| Kontrollgrenze | Der Prozess läuft aus dem Ruder, aber das Teil ist vielleicht noch brauchbar | Warnung, Trendüberprüfung, Wartungsplanung |
| Ablehnungsgrenze | Der Stapel erfüllt die Freigabekriterien nicht | Den Stapel ablehnen oder unter Quarantäne stellen |
| Maschinenfehlergrenze | Die Zelle kann weiterhin Defekte produzieren | Maschine anhalten und Wiederherstellung verlangen |
Dies trägt dazu bei, zwei negative Folgen zu vermeiden:
Die Bediener lernen schnell, ob ein QC-System nützlich oder theatralisch ist.
Wenn das System zu viele schwache Alarme auslöst, umgehen die Menschen es.
Es kommt also auf das Design des Alarms an.
Einige Prozessschritte können erneut versucht werden.
Manche können das nicht.
Das Fügen ist oft der Punkt, an dem eine schlechte Geometrie dauerhaft oder teuer rückgängig zu machen ist.
Das macht das QC-Gate vor dem Zusammenfügen zu einem der wichtigsten Gates in der Zelle.
Überprüfen Sie vor dem Beitritt:
Wenn der Stapel hier scheitert, schicken Sie ihn nicht weiter, weil die Produktion im Rückstand ist.
So wird aus einer kleinen Verspätung ein großes Eindämmungsproblem.
Eine praktische Stapelanlage für die Laminierung kann dieser Struktur folgen:
Eine Software-Sortierung ohne physische Sortierung reicht nicht aus.
Ein schlechter Stack, der neben einem guten Stack sitzt, ist immer noch ein Risiko.
Die Abnutzung der Stifte sollte nicht nur nach der Zeit, sondern auch nach dem Zustand beurteilt werden.
Ein guter Wartungsplan verfolgt:
Ein Stift darf nicht plötzlich ausfallen.
Es kann sich langsam verschlimmern.
Aus diesem Grund sind Trenddaten so wichtig. Sie erfassen den langweiligen Ausfallmodus.
Und langweilige Fehlermodi sind diejenigen, die zu schlechten Chargen führen.
Die Automatisierung macht das Urteilsvermögen nicht überflüssig.
Das Urteil wird früher gefällt.
Jemand muss noch entscheiden:
Die Maschine sollte nicht stillschweigend unklare Entscheidungen treffen.
Sie sollte bestimmte Entscheidungen so lautstark treffen, dass die richtigen Leute handeln können.
Nicht gefühlsmäßig. Nur klar.
Die Höhe ist nützlich. Sie ist keine umfassende Qualitätsentscheidung.
Verwenden Sie Anzahl, Höhe, Kraft, Ausrichtung und Schlüsselgeometrie zusammen.
Stecknadeln sind keine dauerhafte Wahrheit.
Sie verschleißen, verbiegen sich, kratzen, sammeln Schmutz und verlieren an Genauigkeit.
Wenn die erste aussagekräftige Inspektion nach dem Beitritt erfolgt, hat der Prozess bereits die Kostenkontrolle verloren.
Das Sehvermögen ist stark für Identität, Orientierung und exponierte Geometrie.
Die Qualität der Innensitze kann nicht nachgewiesen werden, nachdem die Laminierung vergraben wurde.
Eventuell sind Überschreibungen erforderlich.
Nicht aufgezeichnete Überschreibungen sind es nicht.
Große Rohdatenarchive sehen beeindruckend aus.
Nützliche Ursachencodes, Trends und Rückverfolgbarkeit auf Stackebene lösen Probleme schneller.
Eine Toleranz ohne Prozesskontext ist nur eine Zahl.
Verwenden Sie den Produktbedarf, die nachgeschaltete Freigabe und die Prozessfähigkeit.
Digitale Zurückweisung ist keine Eindämmung.
Schlechte Stapel brauchen einen kontrollierten physischen Fluss.
Ein ausgereifter Stapelungsprozess ist nicht dramatisch.
Sie fängt Doppelbögen frühzeitig auf.
Es weist falsche Varianten vor dem Stapeln zurück.
Sie sieht Pinwear als Trend.
Sie fängt Gratbildung ab, bevor es zu Wicklungsausfällen kommt.
Es stoppt verdächtige Stapel vor dem Beitritt.
Es sendet nützliche Ursachencodes an das Werkssystem.
So erhalten die Qualitätsingenieure genügend Daten, um Probleme zu lösen, ohne die halbe Schicht befragen zu müssen.
Es kommt nicht auf Glück, Erinnerung oder darauf an, dass jemand im richtigen Moment in der Nähe der Maschine steht.
Genau das ist der Punkt.
Der Stack sollte nicht laut ausfallen müssen, bevor der Prozess zuhört.
Verwenden Sie diese Checkliste bei der Planung, Spezifikation oder Überprüfung eines Stapelautomatisierungsprojekts.
| Frage | Warum es wichtig ist |
|---|---|
| Wie erkennt das System den Doppelblatteinzug? | Verhindert Zähl- und Höhenfehler |
| Wie wird die Ausrichtung der Laminierung überprüft? | Verhindert vergrabene Fehler in der falschen Schicht |
| Werden die Stapelbolzen auf Verschleiß oder Belastung überwacht? | Verhindert langsame Ausrichtungsdrift |
| Wird die Stapelhöhe an einem Punkt oder an mehreren Punkten gemessen? | Erkennung von Neigung und lokalem Auftrieb |
| Werden die Kraft-Weg-Daten beim Sitzen verwendet? | Findet versteckte Grat- und Sitzprobleme |
| Gibt es ein QC-Gate vor dem Beitritt? | Stoppt Mängel, bevor sie teuer werden |
| Werden Ablehnungsgründe automatisch erfasst? | Unterstützt die Ursachenanalyse |
| Können Stapeldaten mit MES- oder Rückverfolgbarkeitssystemen verbunden werden? | Verknüpfung von physischen Teilen mit der Prozesshistorie |
| Was passiert, wenn die Sensoren nicht übereinstimmen? | Verhindert False-Pass-Logik |
| Sind die zurückgewiesenen Stapel physisch getrennt? | Unterstützt echte Eindämmung |
| Ist das System für wirklich ölige Produktionsteile ausgelegt? | Vermeiden von Überraschungen bei der Validierung |
| Kann das System Teilevarianten sicher handhaben? | Reduziert das Risiko von Mischproduktionen |
Ein guter Lieferant oder ein internes Ingenieurteam sollte in der Lage sein, diese Fragen ohne lange Pausen zu beantworten.
Einige Pausen sind in Ordnung.
Lange Pausen sind Daten.
Verwenden Sie eine kontrollierte Bogentrennung, stabile Aufnahmewerkzeuge und eine Doppelbogenkontrolle in der Nähe der Aufnahme- oder Übergabestelle. Die Kontrolle sollte erfolgen, bevor die Laminierung in den Stapel gelangt. Wenn ein Doppelbogen in die Verbindung gelangt, steigen die Kosten für den Fehler schnell an.
Häufige Ursachen sind unterschiedliche Schichtdicken, Gratbildung, fehlende Bögen, Doppelbögen, Ablagerungen zwischen den Schichten, unterschiedliche Beschichtungen, ungleichmäßiger Druck und schlechter Sitz. Die Stapelhöhe sollte zusammen mit der Bogenanzahl und dem Kraftverhalten überprüft werden.
Bei einfachen Stapeln kann ein Punkt für eine grobe Bestätigung ausreichen. Für engere Motorkerne ist eine Höhenmessung mit mehreren Punkten besser, da sie Neigung, lokalen Auftrieb, Welligkeit und ungleichmäßige Kompression vor dem Zusammenfügen erkennen kann.
Abgenutzte Stifte beeinträchtigen die Genauigkeit der Bezugspunkte. Der Stapel kann immer noch normal belastet werden und sich normal bewegen, aber die Winkelposition oder die radiale Position kann mit der Zeit abweichen. Die Stiftabnutzung sollte anhand von Inspektionen, Stiftbelastungstrends, Kraftsignaturen und Ausschussdaten verfolgt werden.
Zu den gängigen Sensoren gehören Anwesenheitssensoren, Doppelblechdetektoren, Bildverarbeitungssysteme, Laser-Wegsensoren, Kraftsensoren, Stiftbelastungsüberwachungen, elektrische Kurzschlussprüfungen und Maßprüfungen. Die richtige Mischung hängt von der Konstruktion des Motorkerns und dem nachgelagerten Montagerisiko ab.
Grate können den Widerstand während der Platzierung, des Sitzes oder der Kompression erhöhen. Eine Kraft-Weg-Kurve kann abnormalen Kontakt, Schaben, plötzlichen Widerstand oder übermäßige Kompression anzeigen, bevor der Defekt visuell erkennbar ist.
Die Überprüfung der Blattzahl bestätigt, wie viele Laminate in den Stapel gelangt sind. Die Kontrolle der Stapelhöhe bestätigt die physische Höhe des Stapels. Beide Kontrollen sind erforderlich, da Komprimierung, Dickenvariationen oder Doppelbogenereignisse eine Prüfung allein irreführend machen können.
Führen Sie vor dem Wickelvorgang eine Sichtprüfung, eine Maßkontrolle oder eine schlitzspezifische Messung durch. Achten Sie dabei auf Schlitzöffnung, Schlitztiefe, Grate, Zahnausrichtung und Winkelstellung. Die Inspektion sollte auf das Wickelverfahren und den Einführungsabstand abgestimmt sein.
Denn Software-Ablehnung allein verhindert Verwechslungen nicht. Ausgemusterte Stapel und Quarantänestapel sollten an kontrollierte Orte verbracht werden, damit sie nicht versehentlich in das Fügen, Wickeln, Einsetzen von Magneten oder die Endmontage gelangen.
Sie verbessert die OEE, indem sie ungeplante Stopps reduziert, nachgelagerte Ausfälle verhindert, Nacharbeit verringert, die Ausbeute beim ersten Durchlauf verbessert und den Wartungsteams klarere Fehlersignale gibt. Die größten OEE-Zuwächse werden oft dadurch erzielt, dass Fehler gestoppt werden, bevor sie die Stapelzelle verlassen.
Bei der Automatisierung der Stapelung von Motorlaminaten geht es nicht nur um Geschwindigkeit.
Geschwindigkeit ist wichtig, ja. Aber Geschwindigkeit ohne frühzeitige Defektkontrolle führt nur dazu, dass sich schlechte Stapel schneller bewegen.
Das stärkere Ziel ist dieses:
Bauen Sie jeden Stapel mit kontrollierter Ausrichtung, verifizierter Anzahl, gemessener Höhe, bekanntem Sitzverhalten, klaren QC-Gates und rückverfolgbaren Daten, bevor der nächste Prozess Kosten verursacht.
So schützt die Stapelautomatisierung den Ertrag, die OEE und die nachgelagerte Montage.
Und es beginnt mit einfachen Fragen, die zum richtigen Zeitpunkt gestellt werden:
Wurde das richtige Blatt ausgewählt? War es nur ein Blatt? Wurde es richtig platziert? Sitzt er normal? Ist der Stapel vor dem Zusammenfügen noch gesund? Können die Daten dies beweisen?








