Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
È il punto in cui un nucleo del motore diventa silenziosamente buono, instabile, costoso o impossibile da riparare in seguito.
Questo articolo spiega come progettare l'automazione dell'impilamento per i laminati del motore utilizzando:
Sensori
Perni di impilamento
Controllo dell'altezza
Monitoraggio della forza
Ispezione visiva
Cancelli QC
Controlli di congiunzione
Tracciabilità MES
Logica ROI e OEE
L'attenzione è rivolta alla pratica: come individuare i problemi prima della saldatura, dell'incollaggio, dell'avvolgimento, dell'inserimento del magnete, dell'assemblaggio dell'albero o del collaudo finale del motore.
Perché quando una pila difettosa raggiunge la fine della linea, ha raccolto manodopera, tempo macchina, pezzi e scuse.
Indice dei contenuti
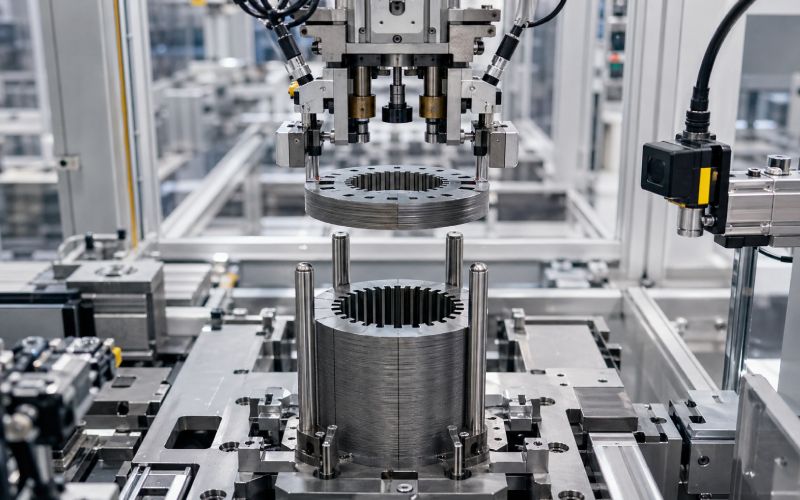
Che cos'è l'impilamento della laminazione del motore?
Accatastamento della laminazione a motore è il processo di assemblaggio di sottili laminati elettrici in acciaio in un nucleo statorico, in un nucleo rotorico, in un nucleo segmentato o in una sottopila.
Ogni laminazione è solitamente stampata o tagliata da acciaio elettrico. I fogli vengono impilati insieme per formare il nucleo magnetico del motore. La struttura a fogli sottili aiuta a ridurre le perdite per correnti parassite, mentre la pila completa fornisce la geometria necessaria per l'avvolgimento, il posizionamento del magnete, il montaggio dell'albero, l'assemblaggio dell'alloggiamento e le prestazioni finali del motore.
Questa è la definizione pulita.
La realtà produttiva è più disordinata.
Ogni laminazione presenta piccole variazioni:
Variazione dello spessore
Altezza della bava
Stato del rivestimento
Deviazione del profilo della scanalatura
Deviazione della posizione del foro
Pellicola d'olio
Segni di manipolazione
Firme di usura degli utensili
Leggera ondulazione
Errore di rotazione minore
Una sola laminazione può sembrare accettabile. Alcune centinaia di esse possono creare una pila non più accettabile.
Ecco perché l'automazione dell'impilamento è importante.
Non si limita a spostare i fogli più velocemente. Controlla il modo in cui si accumulano i piccoli errori.
Perché l'automazione delle pile di laminazione è importante
Il nucleo di un motore è costruito a strati, ma i guasti non si manifestano sempre strato per strato.
Una pila di statori può superare un controllo di base dell'altezza e creare comunque problemi durante l'avvolgimento. Una pila di rotore può sembrare pulita prima dell'inserimento del magnete e tuttavia presentare variazioni di tasca che causano arresti di montaggio. Una pila può raggiungere l'altezza nominale solo perché la pressa l'ha forzata.
Quest'ultimo è comune.
La pila non è diventata buona. È stata compressa nel silenzio.
L'automazione dovrebbe evitare questo tipo di falsa fiducia.
Una cella di impilamento della laminazione ben progettata aiuta a ridurre:
Prelievo a doppio foglio
Laminazioni mancanti
Disallineamento angolare
Deriva della scanalatura
Variazione dell'alesaggio o del diametro esterno
Interferenze legate al burr
Difetti di usura dei pin
Miscelazione di parti sbagliate
Scarsa qualità della giunzione
Rottami in fase avanzata
Deriva del processo non rintracciabile
Per la produzione di motori in grandi volumi, la domanda non è solo: “Possiamo impilare questo pezzo?”.”
La domanda migliore è:
Possiamo dimostrare che ogni pila è corretta prima di aggiungere altri costi?
I principali difetti delle pile di laminazione del motore
La maggior parte dei difetti della pila di laminazione inizia da piccoli. È questo che li rende irritanti.
Non sempre sono visibili dall'altra parte della linea. Possono non arrestare immediatamente la macchina. Possono aspettare fino al processo successivo, dove diventano un problema di qualcun altro.
Difetto
Cosa la provoca di solito
Dove fa male dopo
Prelievo a doppio foglio
Scarsa separazione, adesione dell'olio, attrazione magnetica, errore di vuoto
Altezza della pila, numero di laminazioni, qualità della giunzione
Foglio mancante
Salto di alimentazione, mancato prelievo, punto cieco del sensore
Fattore di impilamento, altezza, prestazioni magnetiche
Disallineamento angolare
Gioco del perno, origine usurata, controllo debole del nido, percorso di posizionamento errato
Allineamento delle scanalature, avvolgimento, posizione della tasca del magnete
Accumulo di bava
Usura del punzone, incoerenza della direzione della bava, scarso controllo della sbavatura
Isolamento delle fessure, sistemazione della pila, giunzione, spazio di montaggio
Sollevamento locale della pila
Detriti, bava, lastra deformata, scarsa forza di appoggio
Planarità, qualità della saldatura/incollaggio, adattamento a valle
Variante di laminazione errata
Parti simili, verifica delle parti deboli, mancata corrispondenza del programma
Scarti dopo la giunzione o l'assemblaggio finale
Raschiamento del perno
Gioco stretto, bava, perno piegato, smusso insufficiente
Danni al rivestimento, detriti, deriva della pila
Danni al rivestimento
Manipolazione brusca, compressione eccessiva, calore di giunzione, attrito del perno
Pantaloncini interlaminari, aumento della perdita
Deriva dell'altezza della pila
Variazione di spessore, variazione di compressione, mancanza/doppia lastra, usura degli utensili
Montaggio, consistenza magnetica
Restringimento della fessura
Bava, deriva angolare, deformazione, disallineamento della lastra
Uno stack può fallire per una sola ragione. Può anche fallire perché si verificano tre piccoli motivi contemporaneamente.
È più difficile da catturare. Ma non impossibile.
Il vero scopo dei sensori nell'impilamento della laminazione
I sensori non servono a decorare la macchina.
Rispondono a domande specifiche in momenti specifici.
Prima che il foglio venga prelevato:
È disponibile il pezzo giusto?
Durante il ritiro:
È stato scelto un foglio e non due?
Prima del posizionamento:
La laminazione è rivolta nel verso giusto e ruotata correttamente?
Durante l'impilamento:
Il lenzuolo si è seduto normalmente?
Prima dell'adesione:
Vale la pena saldare, incollare, rivettare o pressare questa pila?
Dopo l'adesione:
Il processo di unione ha creato una buona pila o solo una cattiva pila permanente?
Questa è la logica di base.
Non aggiungere sensori perché la macchina ha spazio libero. Aggiungere sensori perché l'operazione successiva rende più difficile il recupero di un difetto.
Selezione dei sensori per l'automazione dell'impilamento con laminazione a motore
Il miglior piano di sensori utilizza diversi semplici controlli invece di un unico sistema di ispezione “magico”.
Una fotocamera non è in grado di percepire la forza di appoggio. Un sensore di forza non può identificare una variante di laminazione errata. Un sensore di altezza non può dimostrare la direzione della bava. Un sensore per fogli doppi non può confermare l'allineamento delle fessure.
Il sistema deve quindi combinare i segnali.
Sensore o controllo
Posizione migliore
Scopo principale
Cosa previene
Sensore parziale presente
Alimentatore, punto di raccolta, nido di posizionamento
Conferma la presenza di laminazione
Cicli vuoti, fogli mancanti
Rilevatore a doppio foglio
Vicino al ritiro o al trasferimento
Rileva due laminazioni sollevate come una sola
Conteggio errato, errore di altezza, scarto dopo l'unione
Ispezione visiva
Prima di impilare
Controlla l'identità del pezzo, la rotazione, le caratteristiche della scanalatura/chiave
Misura l'altezza della pila e il sollevamento locale
Deriva dell'altezza, detriti, scarsa seduta
Controllo dell'altezza in più punti
Stazione di pre-giunzione
Rileva inclinazione, ondulazione, compressione non uniforme
Problemi di planarità nascosti
Monitoraggio della forza-distanza
Seduta o gradino di compressione
Traccia il comportamento dello stack sotto carico
Interferenza della fresa, disallineamento, detriti intrappolati
Monitoraggio del carico dei pin
Dispositivo di impilamento o mandrino
Rileva il carico laterale, il raschiamento e l'usura dei perni
Deriva graduale dell'allineamento
Controllo del cortocircuito elettrico
Gate di post-giunzione o stack finale
Controlla i percorsi conduttivi indesiderati
Rischio corto interlaminare
Ispezione delle fessure
Cancello di pre-avvolgimento
Misura l'apertura della fessura, il rischio di bava, la posizione della fessura
Danno all'avvolgimento, arresto dell'inserimento
Misurazione dell'alesaggio o del diametro esterno
Controllo finale del rotore o dello statore
Conferma la geometria del nucleo
Adattamento dell'albero, adattamento dell'alloggiamento, rischio di bilanciamento
Il posizionamento è più importante del nome del catalogo del sensore.
Un sensore installato troppo a monte conferma che qualcosa era corretto prima. Non è la stessa cosa che confermare che è corretto ora.
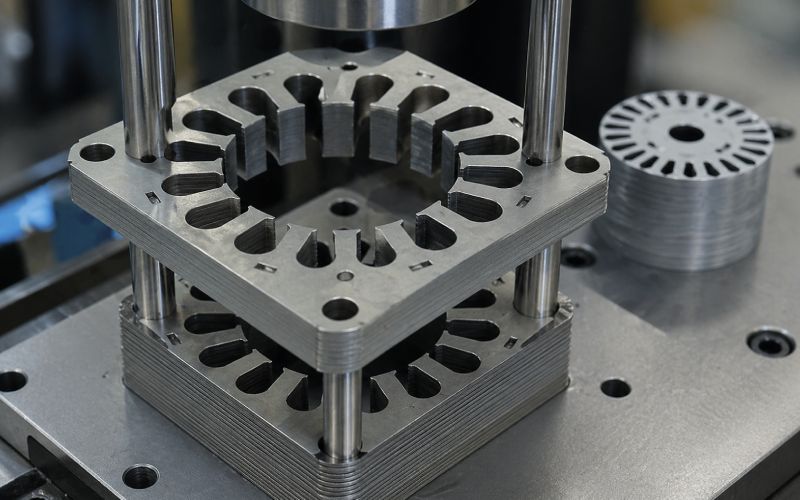
Perni di impilamento: Le piccole parti che decidono la precisione dell'impilaggio
Perni di impilamento sono elementi di localizzazione utilizzati per allineare ogni laminazione durante la creazione della pila. Possono essere posizionati attraverso fori, scanalature, tacche, elementi del diametro interno, elementi del diametro esterno o elementi di utensili dedicati.
Sembrano semplici.
Non lo sono.
Controllo dei perni:
Posizione angolare
Ripetibilità da foglio a foglio
Rettilineità della pila
Allineamento degli slot
Riferimento dell'alesaggio o del diametro esterno
Precisione dell'obliquità, se utilizzata
Trasferire la precisione nella giunzione
Un perno usurato può comunque consentire il proseguimento della produzione. Questo è il pericolo.
La macchina funziona. La pila sembra normale. L'andamento dimensionale si muove lentamente. Nessuno se ne accorge finché non iniziano i guasti a valle.
Poi si discute di avvolgimento, inserimento del magnete, saldatura, utensili, ispezione, operatori e materiali.
A volte la spilla veniva semplicemente indossata.
Fattori di progettazione del perno di impilamento
La progettazione dei pin non deve essere copiata da un'altra cella senza aver controllato la geometria del pezzo e la storia dei difetti.
Fattore di progettazione del pin
Perché è importante
Risultato di progettazione scadente
Smusso di ingresso
Aiuta i laminati sottili a entrare senza impigliarsi
Raschiature, bordi piegati, danni al rivestimento
Distanza tra i pin
Bilanciamento dell'accuratezza della localizzazione e della fluidità di caricamento
Un serraggio eccessivo provoca inceppamenti; un allentamento eccessivo provoca derive
Durezza e rivestimento del perno
Controlla l'usura e l'attrito
Perdita graduale della precisione dei dati
Lunghezza del pin
Supporta l'altezza della pila e la guida dei fogli
Inclinazione, scarso controllo della pila
Numero di pin
Controlla la rotazione e la posizione
Un numero eccessivo può sovraccaricare la laminazione.
Intervallo di sostituzione dei pin
Impedisce la deriva silenziosa
Disallineamento a livello di lotto
Percorso di pulizia
Rimuove polvere, trucioli e detriti di rivestimento
Sollevamento locale, inceppamento, falsi picchi di forza
Logica di direzione della bava
Controlla il modo in cui le bave interagiscono con i perni
Scarsa tenuta, aumento del carico del perno
Un numero maggiore di perni non sempre significa un controllo migliore.
A volte un maggior numero di perni significa che il pezzo non ha libertà di assestamento. La pila lotta contro l'attrezzatura. La curva di forza aumenta. La linea continua a scorrere comunque.
Non va bene.
Gioco dei perni: Perché “stretto” non è sempre accurato
Un accoppiamento di perni molto stretto può sembrare attraente in un disegno. Promette controllo.
In linea, potrebbe creare l'opposto.
Le laminazioni sottili non sono lastre rigide perfette. Presentano bave, variazioni di rivestimento, olio, effetti della temperatura e variazioni di manipolazione. Se il gioco dei perni è troppo stretto, la normale variazione diventa un'interferenza meccanica.
Se il gioco è troppo allentato, la pila può ruotare o andare alla deriva.
Quindi il corretto gioco dei perni deve essere basato su:
Dati reali di misurazione di fori o fessure
Distribuzione dell'altezza della fresa
Variazione dello spessore del rivestimento
Ripetibilità del posizionamento
Tolleranza angolare richiesta
Altezza della pila
Numero di laminazioni
Metodo di giunzione
Gioco del gruppo a valle
Non impostare il gioco del perno solo sulla base della geometria nominale CAD.
Questo è un modo pulito di costruire un problema sporco.
Direzione della bava e crescita della bava nelle pile di laminazione
Le bave sono piccole su un foglio. In una pila, diventano un disegno.
Se la direzione della bava cambia in modo casuale, la pila può presentare una sede incoerente, una variazione locale dell'altezza, un rischio per il bordo della scanalatura o un danno al rivestimento. Se la bava è sempre rivolta verso la stessa direzione, la pila può crescere in modo più prevedibile, ma l'accumulo di bave deve ancora essere controllato.
Per le pile di statori, le bave in prossimità delle fessure di avvolgimento possono danneggiare l'isolamento o interferire con i fili, le forcine o gli utensili di inserimento.
Per le pile di rotori, le bave in prossimità delle tasche dei magneti, degli alesaggi o delle aree sensibili al bilanciamento possono creare problemi di adattamento e di prestazioni.
Un buon sistema di impilamento dovrebbe rispondere:
La direzione della fresa è controllata?
La crescita delle bave viene monitorata durante la vita dell'utensile?
La forza di appoggio aumenta con l'aumentare delle bave?
Le aperture delle fessure si stanno restringendo?
I perni raschiano perché le bave si stanno alzando?
Il gate QC ferma le pile prima dell'avvolgimento o dell'inserimento del magnete?
Le frese non devono essere necessariamente drammatiche per essere costose.
È sufficiente ripeterli.
Il controllo dell'altezza delle pile non è la stessa cosa del controllo del conteggio dei fogli
Si tratta di un errore comune.
Controllo del conteggio dei fogli verifica quante laminazioni sono entrate nella pila.
Controllo dell'altezza della pila verifica l'altezza fisica dello stack costruito.
Sono correlati. Non sono uguali.
Una pila può avere il numero corretto e l'altezza sbagliata a causa di variazioni di spessore, bave, detriti intrappolati, variazioni del rivestimento o comportamento di compressione.
Una pila può avere un comportamento di conteggio sospetto e misurare comunque un'altezza vicina a quella target, perché la compressione nasconde l'errore.
Pertanto, un processo di impilamento affidabile dovrebbe utilizzare entrambi.
Controllo
Cosa risponde
Ciò che non può dimostrare da solo
Numero di fogli
Il numero corretto di laminazioni è stato inserito nella pila?
Se tutte le lastre sono state posizionate correttamente
Altezza della pila
La pila ha raggiunto l'altezza di costruzione prevista?
Se il conteggio è corretto
Altezza multipla
La pila è inclinata, sollevata o irregolare?
Se è stata utilizzata la giusta variante di laminazione
Curva forza-distanza
La pila si è sistemata normalmente?
Esatta conformità dimensionale
Controllo della vista
Il pezzo è corretto e orientato correttamente?
Se la pila interrata è posizionata correttamente
Una singola misura dell'altezza superiore è meglio di niente.
Ma potrebbe mancare il tilt.
Per le anime del motore con requisiti di assemblaggio stretti, utilizzare controlli in altezza su più punti prima della giunzione.
Curve di forza: Un modo migliore per vedere i problemi di stack nascosti
A curva di forza registra la forza in funzione della distanza o del tempo durante l'inserimento, la compressione, l'entrata del perno o la pressatura della pila.
È utile perché i problemi di stack spesso si manifestano come resistenza anormale prima che come difetti visibili.
Il monitoraggio della forza può rilevare:
Interferenza della bava
Raschiamento del perno
Variante di laminazione errata
Detriti tra gli strati
Posti a sedere insufficienti
Eccesso di compressione
Accatastamento snello
Disadattamento del foro o della scanalatura
Non limitatevi a osservare la forza di picco.
La forza di picco è facile da leggere, ma può nascondere la storia.
La curva forza-distanza mostra dove inizia la resistenza, a che velocità aumenta, se la pila si assesta senza problemi e se il comportamento finale di posizionamento corrisponde a quello di pile note.
Due pile possono raggiungere la stessa altezza.
Uno si è seduto naturalmente.
Uno è stato costretto lì.
Si tratta di pile diverse.
Cancelli QC: Fermare le cattive pile prima che diventino costose
A Cancello QC è un punto di decisione in cui il sistema rilascia lo stack alla fase successiva o lo ferma per rifiutarlo, rielaborarlo, metterlo in quarantena o rivederlo.
I cancelli del CQ dovrebbero essere posizionati prima dell'aumento dei costi.
Cioè prima:
Unirsi
Saldatura
Legame
Rivincita
Avvolgimento
Inserimento del magnete
Pressatura dell'albero
Montaggio dell'alloggiamento
Test finale
Il posto peggiore per scoprire un problema di impilamento è dopo che il motore ha già subito un costoso intervento a valle.
Cancello QC
Posizione del processo
Cosa controllare
Perché è importante
Gate 1: verifica della laminazione in entrata
Prima dell'alimentazione
Tipo di pezzo, lotto, direzione della bava, danni visibili
Impedisce l'ingresso di materiale errato nella cella
Gate 2: Verifica del prelievo
Al ritiro del foglio
Parte presente, foglio singolo, presa stabile
Evita fogli mancanti o doppi
Gate 3: Controllo dell'orientamento pre-stack
Prima del posizionamento
Rotazione, direzione della faccia, funzione slot/chiave
Previene gli errori di orientamento sepolti
Gate 4: Monitoraggio in-stack
Durante la costruzione
Conteggio, andamento dell'altezza, carico del perno, comportamento di seduta
Cattura la deriva prima del completamento dello stack
Cancello 5: Cancello di pre-giunzione
Prima della saldatura/incollaggio/rivettatura
Altezza, planarità, allineamento, firma di forza
Evita di bloccare la geometria sbagliata
Cancello 6: Cancello post-giunzione
Dopo aver aderito
Altezza finale, alesaggio/OD, posizione della scanalatura, rischio corto
Conferma che l'unione non ha danneggiato lo stack
Cancello 7: Cancello di pre-decompressione
Prima dell'avvolgimento, inserimento del magnete, montaggio dell'albero
Distanze critiche e caratteristiche di montaggio
Protegge il processo successivo da difetti ereditati
L'ispezione di fine linea è ancora importante.
Ma non dovrebbe essere la prima ispezione seria.
Questo è un apprendimento tardivo.
Verifiche ingegneristiche e impatto sul business
Un progetto di automazione dell'impilamento non viene approvato solo perché l'apparecchio è intelligente.
È approvato perché la linea diventa più stabile, gli scarti diventano più rapidi e meno costosi e i guasti diventano rintracciabili.
Problema di ingegneria
Controllo dell'automazione
Impatto commerciale
Prelievo a doppio foglio
Rilevamento del doppio foglio al momento del prelievo
Previene gli scarti e le rilavorazioni
Usura lenta del perno
Andamento del carico dei pin e sostituzione programmata
Riduce la deriva a livello di lotto
Crescita della bava
Tendenza della forza, visione, controllo degli slot
Protegge la resa dell'avvolgimento e dell'inserzione del magnete
Variazione dell'altezza della pila
Conteggio + altezza multipunto + dati di compressione
Riduce i problemi di montaggio
Variante di laminazione errata
Controllo dell'identità della visione e blocco del programma
Previene la produzione di parti miste
Scoperta tardiva del difetto
Gates di controllo qualità prima delle fasi a valore aggiunto
Riduce il costo della scarsa qualità
Causa principale non chiara
Tracciabilità dell'ID dello stack
Riduce i tempi di risoluzione dei problemi
Decisioni dipendenti dall'operatore
Logica pass/fail definita
Migliora la ripetibilità tra i turni
Un buon sistema di controllo qualità non si limita a scartare le pile scadenti.
Spiega perché sono stati rifiutati.
La spiegazione è dove si trovano i soldi.
Costo della scarsa qualità nell'impilamento della laminazione
Lo stesso difetto ha un costo diverso a seconda del momento in cui viene rilevato.
Una laminazione errata rilevata al momento del ritiro è un evento di poco conto.
Una laminazione errata rilevata dopo la giunzione in pila è uno scarto o una rilavorazione.
Una laminazione errata rilevata dopo l'avvolgimento, l'inserimento del magnete, la pressatura dell'albero o il test finale del motore è ora un problema molto più grave.
Difetto riscontrato a
Livello di costo tipico
Perché
Prima del ritiro
Il più basso
Il foglio può essere rifiutato prima che venga aggiunto valore
Durante l'impilamento
Basso
Lo stack può essere fermato prima di unirsi
Prima di aderire
Moderato
Si perde un po' di tempo nella costruzione, ma si proteggono i principali costi a valle.
Dopo aver aderito
Più alto
La pila può richiedere una rilavorazione o uno scarto
Dopo l'avvolgimento o l'inserimento del magnete
Molto alto
Sono già stati investiti più componenti e tempo macchina
Al test finale
Il più alto
La causa principale è più difficile da isolare e il contenimento è più ampio.
Questo è il caso commerciale dei cancelli QC.
Non è teoria. Solo aritmetica con tempi migliori.
OEE: come l'automazione dell'impilaggio influisce su disponibilità, prestazioni e qualità
L'OEE viene spesso discusso a livello di macchina, ma i difetti di impilamento della laminazione si diffondono su tutta la linea.
Una cella di impilamento può danneggiare l'OEE in tre modi:
Perdita di disponibilità
La linea si ferma a causa di inceppamenti, doppi prelievi, interferenze con i perni, errori di trasferimento o gestione non chiara degli scarti.
Perdita di prestazioni
La linea funziona più lentamente perché il processo richiede ripetuti tentativi, controlli manuali o un'alimentazione instabile.
Perdita di qualità
La linea produce pile che successivamente non superano i controlli dimensionali, i controlli di giunzione, l'inserimento dell'avvolgimento, l'inserimento del magnete o il test finale.
Un sistema di impilamento migliore migliora l'OEE:
Ridurre le soste fastidiose
Separazione automatica delle pile buone e cattive
Rilevare le tendenze prima dei guasti gravi
Prevenzione delle interruzioni a valle
Segnalare alla manutenzione chiari segnali di difettosità
Riduzione dei cicli di ispezione manuale
L'obiettivo non è la massima velocità a tutti i costi.
Una cella di impilamento veloce che invia difetti a valle non è veloce. Prende in prestito tempo dalla stazione successiva.
Il metodo di giunzione modifica il piano QC
Le pile di laminazione del motore possono essere tenute insieme con diversi metodi di giunzione. Ogni metodo cambia il rischio di ispezione.
Metodo di giunzione
Vantaggio principale
Principale problema di controllo qualità
Cancello consigliato
Ad incastro
Veloce, integrato con il design della laminazione
Deformazione locale, sollecitazione, separazione delle pile, danni alle caratteristiche
Controllare la formazione dell'incastro e la planarità della pila
Saldatura
Forte tenuta meccanica
Effetti del calore, cortocircuiti locali, distorsione, consistenza della saldatura
Geometria pre-saldata + controllo elettrico/dimensionale post-saldatura
Legame
Buon contatto con la superficie e comportamento controllato della pila
Deformazione locale, variazione del morsetto, allineamento dei fori
Forza di fissaggio e geometria post-assemblaggio
Serraggio esterno
Flessibile per alcuni progetti di assemblaggio
Stack shift, perdita di compressione, sensibilità di manipolazione
Verifica della compressione e del trasferimento
Non esiste un metodo universale migliore.
Esiste solo il metodo che si adatta al progetto del motore, al volume, alla tolleranza, all'obiettivo di prestazioni magnetiche e al modello di costo.
Ma ogni metodo ha bisogno di un piano di controllo qualità che corrisponda alle sue modalità di fallimento.
Saldatura vs. incollaggio per le pile di laminazione del motore
Si tratta di un confronto comune durante la pianificazione dei processi.
Argomento
Saldatura
Legame
Comportamento del ciclo
Spesso veloce una volta posizionato
Può richiedere un tempo di polimerizzazione o una sosta controllata
Ritenzione meccanica
Forte adesione locale
Ritenzione superficiale distribuita
Apporto di calore
Presente
Di solito il calore è più basso, a seconda del processo
Rischio di cortocircuito elettrico
Necessita di attenzione in prossimità delle aree unite
Dipende dall'adesivo e dalle condizioni della superficie
Rischio di distorsione
Possibile in prossimità delle zone di saldatura
Dipende dalla pressione, dallo strato adesivo e dalla polimerizzazione.
Dati da monitorare
Energia di saldatura, posizione, tempo, forza, risultato visivo
Quantità di adesivo, pressione, temperatura, profilo di polimerizzazione
Miglior focus sul CQ
Allineamento pre-saldatura e controlli di geometria/cortografia post-saldatura
Pulizia della superficie, pressione, polimerizzazione, altezza finale
La decisione non deve essere presa solo in base alla forza di adesione.
Dovrebbe includere le prestazioni a valle, l'onere delle ispezioni, l'ingombro delle apparecchiature, la strategia di riparazione e le esigenze di tracciabilità.
Un metodo di giunzione facile da installare ma difficile da verificare può diventare costoso in seguito.
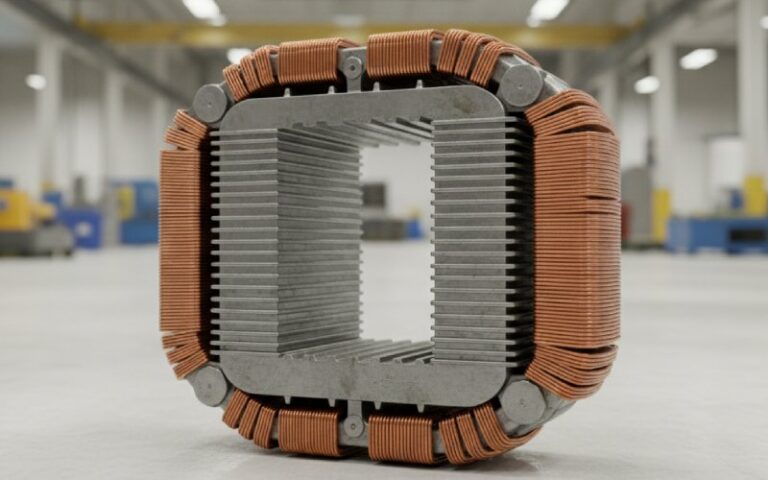
Automazione della pila dello statore: Cosa ispezionare
Per le pile di laminazione dello statore, il processo deve proteggere il percorso dell'avvolgimento.
I controlli importanti includono:
Apertura della fessura
Profondità della scanalatura
Allineamento dei denti
Diametro interno
Altezza della pila
Bave di scanalatura
Danni al rivestimento in prossimità delle fessure
Orientamento della laminazione
Rotondità finale
Quadratura della pila
Se lo statore utilizza un avvolgimento a forcina, la geometria delle cave diventa ancora più sensibile. Il processo di inserimento non perdona le scanalature strette, le bave o la deriva angolare.
Una pila di statori può sembrare accettabile dall'esterno mentre una famiglia di scanalature è fuori posizione.
Quindi ispezionate la geometria che il processo successivo utilizza effettivamente.
Non solo la geometria, che è facile da misurare.
Automazione della pila del rotore: Cosa ispezionare
Per le pile di laminazione dei rotori, le caratteristiche più rischiose sono spesso diverse.
I controlli importanti includono:
Diametro del foro
Cilindricità dell'alesaggio
Diametro esterno
Posizione della tasca del magnete
Frese a tasca con magnete
Precisione dell'obliquità
Indicizzazione angolare
Caratteristiche sensibili all'equilibrio
Altezza della pila
Coerenza delle giunzioni
Le pile di rotori possono creare costosi problemi a valle se l'alesaggio, le tasche dei magneti o le caratteristiche di inclinazione si spostano.
Un piccolo problema angolare nella pila può diventare un problema di inserimento del magnete. Un errore nel foro può diventare un problema di assemblaggio dell'albero. Un problema di sbilanciamento della pila può essere evidente solo molto tempo dopo.
Anche in questo caso, il rilevamento tardivo è la versione più costosa.
Le pile di laminazione segmentate necessitano di ulteriori controlli
Le pile di statori o rotori segmentati aggiungono un ulteriore livello di complessità.
Ora il sistema deve controllare non solo l'impilamento da foglio a foglio, ma anche le relazioni da segmento a segmento.
Controllare per:
Identità del segmento
Passo del segmento
Gap congiunto
Orologio
Sedute del segmento
Errore di circolarità accumulato
Rotondità finale OD/ID
Disallineamento intersettoriale
Gestione dei danni ai bordi dei segmenti
I progetti segmentati possono migliorare l'uso dei materiali o la flessibilità dell'assemblaggio, ma l'automazione dell'impilamento deve gestire con attenzione gli errori accumulati.
Un segmento leggermente spostato può passare.
Diversi segmenti leggermente fuori asse possono creare un problema di rotondità o di posizione della scanalatura.
È così che funziona l'accumulo. In silenzio.
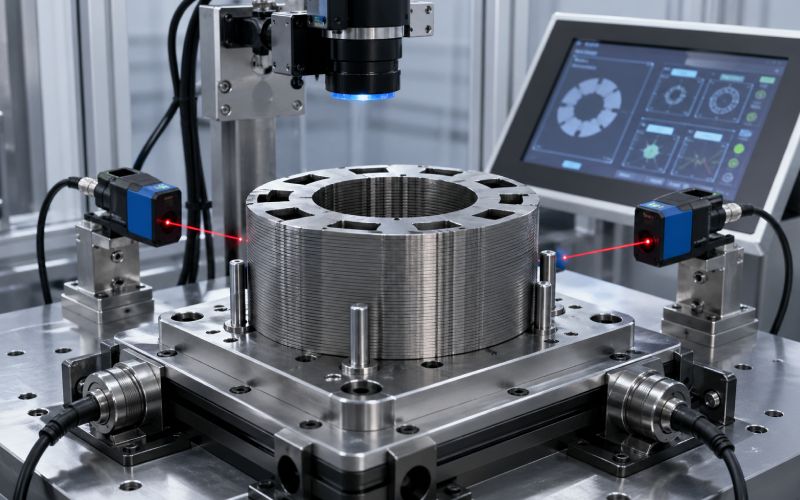
Visione artificiale nell'impilatura della laminazione
La visione artificiale è utile quando viene trattata come un sistema di misura controllato, non come una telecamera avvitata vicino a un trasportatore.
La visione può ispezionare:
Variante di parte
Rotazione
Direzione del viso
Profilo dello slot
Posizione della chiavetta
Presenza del foro
Zone a rischio di bava
Danno al contorno
Parti miste
Posizionamento della laminazione
Le parti difficili sono l'illuminazione e la ripetibilità.
L'acciaio elettrico può riflettere la luce in modo da confondere il rilevamento dei bordi. La pellicola d'olio modifica l'aspetto della superficie. Le bave possono apparire solo a determinati angoli di luce. La variazione del rivestimento può modificare il contrasto.
Una buona impostazione della visione necessita di:
Illuminazione stabile
Presentazione della parte fissa
Distanza di lavoro nota
Controlli di calibrazione
Soglie di superamento/errore chiare
Regole per risultati incerti
Convalida periodica con pezzi di produzione reali
Non allenarsi o convalidare solo su lamine pulite e perfette.
Le parti di produzione sono meno educate.
Rilevamento dei fogli doppi: Cattura prima che la pila cominci a giacere
Il prelievo del doppio foglio è uno dei controlli iniziali più importanti.
Due lamine sottili possono comportarsi come un unico foglio durante il prelievo. Questo può accadere a causa di pellicole d'olio, statica, attrazione magnetica, scarsa separazione o comportamento sotto vuoto.
Un evento di doppio foglio può causare:
Conteggio della laminazione errato
Errore nell'altezza della pila
Comportamento di compressione scadente
Difetti di giunzione
Spostamento della geometria della scanalatura o del foro
Scarti dopo la lavorazione a valle
Il rilevamento dei fogli doppi deve essere posizionato il più vicino possibile al prelievo o al trasferimento.
Se è troppo a monte, potrebbe confermare la cosa sbagliata. Un'alimentazione pulita non garantisce un prelievo pulito.
Separazione e alimentazione dei fogli: Dove iniziano molti problemi
Una cella di accatastamento non può ispezionare la propria via d'uscita da un'alimentazione instabile per sempre.
Una buona alimentazione dovrebbe controllare:
Presentazione della scheda
Affidabilità della separazione
Ripetibilità del pick-up
Effetti dell'olio
Effetti statici
Attrazione magnetica
Danno ai bordi
Orientamento
Miscelazione della variante di parte
Se l'alimentatore è instabile, il resto dell'automazione diventa reattivo.
La linea inizia a utilizzare i sensori per individuare i problemi che avrebbero dovuto essere evitati meccanicamente.
Può funzionare per un po'. Di solito, però, la manutenzione diventa pesante.
Misurazione dell'altezza: Un punto spesso non è sufficiente
I controlli in altezza a punto singolo sono comuni perché sono semplici.
Sono anche limitati.
Una pila può avere un'altezza corretta in un punto ed essere comunque inclinata. Può avere detriti locali. Può avere un lato sollevato dall'accumulo di bave. Può essere compressa in modo non uniforme.
La misurazione dell'altezza in più punti fornisce informazioni migliori:
Altezza complessiva della pila
Inclinazione
Ascensore locale
Consistenza dei posti a sedere
Planarità prima della giunzione
Recupero della compressione dopo il rilascio
Per assemblaggi di statori o rotori stretti, l'altezza a più punti non è eccessiva.
È un modo per evitare di fingere che una pila sia piatta perché lo dice un sensore.
Tracciabilità MES: Dai dati di stack ai dati di fabbrica
La moderna automazione dell'impilamento della laminazione non deve limitarsi a prendere una decisione di tipo pass/fail.
Dovrebbe produrre dati di produzione utilizzabili.
Ogni stack deve avere un ID di stack. Questo ID deve collegare il nucleo fisico ai dati creati durante la produzione.
I dati utili includono:
Lotto di laminazione
Lotto di materiale
ID strumento
Riferimento del lotto di stampaggio o della bobina
Programma parziale
Numero di fogli
Misure di altezza
Risultati di planarità in più punti
Compensazioni di visione
Riassunto della curva di forza
Andamento del carico dei pin
Ricetta di adesione
Risultato dell'unione
Motivo del rifiuto
Intervento dell'operatore
Stato di manutenzione
Timestamp
Risultato della stazione a valle
Questi dati possono essere inviati a MES, SCADA, database della qualità o sistemi di tracciabilità locali.
L'obiettivo non è quello di conservare tutto per sempre.
L'obiettivo è quello di immagazzinare abbastanza per rispondere a questa domanda:
Quando in seguito appare un nucleo difettoso, cosa era già visibile durante l'impilamento?
OPC-UA, elaborazione edge e flusso di dati
Una cella di impilamento della laminazione può generare più dati di quelli che un impianto vuole memorizzare come file grezzi.
Le curve di forza, le immagini delle telecamere, le mappe altimetriche e i registri dei sensori possono diventare pesanti.
Quindi l'architettura di controllo dovrebbe essere separata:
Controllo macchina in tempo reale
Decisioni locali pass/fail
Riduzione dei dati a livello dei bordi
Dati di sintesi a livello di MES
Registri di qualità a lungo termine
Una struttura pratica si presenta così:
Livello dei dati
Dati di esempio
Miglior utilizzo
Dati PLC in tempo reale
Stato del sensore, stato dell'attuatore, interblocchi
Controllo macchina
Dati di elaborazione dei bordi
Risultato della visione, caratteristiche della curva di forza, andamento dell'altezza
Decisioni rapide sul CQ
Dati MES
ID dello stack, pass/fail, ricetta, motivo dello scarto
Tracciabilità della produzione
Database di qualità
Tendenze, confronto tra lotti, analisi dell'usura degli utensili
Analisi delle cause principali
Dati grezzi archiviati
Immagini, curve di forza complete, registri dettagliati
Indagine approfondita quando necessario
Non tutte le immagini devono essere inviate a MES.
Non tutte le curve di forza devono essere conservate per sempre.
Ma ogni pila rifiutata dovrebbe avere un codice di motivazione comprensibile.
“Fallire” non è sufficiente.
Rifiuto della logica: Il disaccordo sui sensori non deve passare
In una cella di impilamento, i diversi sensori a volte non sono d'accordo.
Una telecamera dice che la laminazione è corretta.
La curva di forza dice che la seduta era anormale.
Il sensore di altezza dice che la pila è al limite.
La macchina sta ponendo una domanda.
Non rispondete con un'approvazione automatica.
Una forte logica di rifiuto dovrebbe includere:
Limiti di errore
Limiti di avviso
Limiti basati sulle tendenze
Regole per il disaccordo dei sensori
Limiti di ripetizione
Regole di quarantena
Controllo dell'operatore
Codici automatici dei motivi
Esempio:
Combinazione di segnali
Azione raccomandata
Passaggio di visione + forza normale + passaggio in altezza
Rilascio della pila
Passaggio di visione + forza anomala + passaggio in altezza
Quarantena o controllo secondario
Fallimento della visione + forza normale
Rifiutare o ispezionare nuovamente prima dell'accatastamento
Passaggio del conteggio + bocciatura dell'altezza
Fermarsi e indagare su spessore, detriti, posti a sedere
Conteggio bocciato + altezza superata
Rifiuto; la compressione potrebbe nascondere un errore di conteggio.
Carico dei pin in aumento su più pile
Avviso di manutenzione prima di un guasto grave
Eventi ripetuti su doppio foglio
Arrestare l'alimentatore e richiedere una procedura di recupero
Il disaccordo tra i sensori non è un fastidio.
Spesso è il primo segno utile.
Capacità di processo: Non copiare le tolleranze alla cieca
Si è tentati di scrivere una tolleranza universale.
Non farlo.
Le tolleranze della pila di laminazione del motore dipendono da:
Tipo di motore
Spessore della laminazione
Altezza della pila
Grado del materiale
Rivestimento
Processo di stampaggio
Metodo di giunzione
Design della scanalatura
Velocità del rotore
Metodo di inserimento del magnete
Metodo di avvolgimento
Montaggio dell'albero o dell'alloggiamento
Obiettivo finale delle prestazioni del motore
Una tolleranza facile per una linea può essere impossibile per un'altra.
Una tolleranza accettabile per un motore può danneggiare il rendimento di un altro motore.
Invece di copiare i numeri, definire la tolleranza da quattro ingressi:
Requisiti del prodotto Di cosa ha bisogno il progetto del motore?
Gioco del gruppo a valle Cosa tollerano l'avvolgimento, l'inserimento del magnete, la pressatura dell'albero o l'alloggiamento?
Capacità di processo Che cosa può contenere la linea di accatastamento nel tempo?
Costo del fallimento Cosa succede se lo stack fuoriesce?
Questa operazione è più lenta della copia di un numero.
È anche meno sciocco.
Limiti di controllo, limiti di scarto e limiti di guasto della macchina
Non tutte le variazioni devono fermare la linea.
Un buon processo separa tre livelli.
Tipo di limite
Significato
Azione
Limite di controllo
Il processo sta andando alla deriva, ma il pezzo potrebbe essere ancora utilizzabile
Allarme, analisi delle tendenze, pianificazione della manutenzione
Limite di rifiuto
La pila non soddisfa i criteri di rilascio
Rifiutare o mettere in quarantena lo stack
Limite di errore della macchina
La cellula può continuare a produrre difetti
Arrestare la macchina e richiedere il ripristino
In questo modo si evitano due risultati negativi:
Lasciar passare i veri difetti
Arresto della linea per ogni innocua fluttuazione
Gli operatori imparano rapidamente se un sistema di controllo qualità è utile o teatrale.
Se il sistema crea troppi allarmi deboli, le persone lo aggirano.
Quindi il design dell'allarme è importante.
Progettazione della cella di impilamento intorno a fasi irreversibili
Alcune fasi del processo possono essere ripetute.
Alcuni non possono.
La giunzione è spesso il punto in cui una cattiva geometria diventa permanente o costosa da eliminare.
Ciò rende il gate QC di pre-giunzione uno dei gate più importanti della cella.
Prima di aderire, verificare:
Numero di fogli corretto
Altezza della pila
Planarità in più punti
Allineamento angolare
Posizione della fessura o della tasca
Riferimento dell'alesaggio o del diametro esterno
Firma della forza di seduta
Nessun disaccordo irrisolto tra i sensori
Ricetta corretta del pezzo
ID pila corretto
Se lo stack fallisce in questo punto, non inviarlo in avanti perché la produzione è in ritardo.
È così che un piccolo ritardo diventa un grande problema di contenimento.
Architettura di automazione consigliata
Una linea pratica di impilamento della laminazione può seguire questa struttura:
Materiale in ingresso
Verificare la corrispondenza tra lotto, tipo di pezzo e programma.
Separazione dei fogli
Controlla il prelievo e impedisce il trasferimento di fogli doppi.
Ispezione pre-stack
Controllare l'identità, la rotazione, la direzione della faccia e le caratteristiche principali.
Posizionamento guidato
Utilizzare perni, nidi, mandrini o superfici di riferimento controllate.
Monitoraggio in corso d'opera
Traccia il conteggio, l'andamento dell'altezza, il comportamento della forza e il carico dei perni.
Compressione o appoggio
Confermare la risposta normale forza-distanza.
Cancello QC pre-giunzione
Decidere se lo stack è sufficientemente buono per aderire.
Unirsi
Applicare saldatura, incollaggio, incastro, rivettatura o serraggio.
Ispezione post-giunzione
Verificare i punti di rischio geometrici e funzionali.
Rilascio dei dati
Inviare l'ID dello stack, i risultati e i codici dei motivi ai sistemi di fabbrica.
Smistamento fisico
Separare le pile buone, quelle di scarto e quelle di quarantena.
Lo smistamento software senza smistamento fisico non è sufficiente.
Un cattivo stack seduto accanto a buoni stack è comunque un rischio.
Strategia di manutenzione per i perni e i dispositivi di impilamento
L'usura dei perni deve essere gestita in base alle condizioni, non solo al tempo.
Un buon piano di manutenzione segue le tracce:
Andamento del carico dei pin
Diametro del perno misurato
Drittezza del perno
Usura superficiale
Usura del rivestimento
Danno da smussatura
Modello di scarto
Tendenza alla compensazione della visione
Variazioni della curva di forza
Frequenza del motivo di rifiuto
Un perno non può guastarsi all'improvviso.
Può peggiorare lentamente.
Ecco perché i dati di tendenza sono importanti. Individuano le modalità di guasto più noiose.
E le modalità di guasto noiose sono quelle che producono lotti difettosi.
Le decisioni umane contano ancora
L'automazione non elimina il giudizio.
Il giudizio si sposta prima.
Qualcuno deve ancora decidere:
Quali sono i difetti critici?
Quali caratteristiche definiscono il datum?
Qual è la regola del rifiuto?
Quali dati devono essere archiviati?
Cosa possono sovrascrivere gli operatori?
Cosa richiede l'approvazione dell'ingegneria?
Quando un avvertimento diventa un arresto?
Cosa succede dopo ripetuti rifiuti?
La macchina non deve prendere decisioni poco chiare in silenzio.
Dovrebbe prendere decisioni definite in modo sufficientemente forte da permettere alle persone giuste di agire.
Non emotivamente. Solo chiaramente.
Errori comuni nell'automazione dell'impilamento della laminazione a motore
1. Utilizzare l'altezza della pila come unico controllo di qualità
L'altezza è utile. Non è una decisione di qualità completa.
Utilizzate insieme il conteggio, l'altezza, la forza, l'orientamento e la geometria delle chiavi.
2. Ignorare l'usura del perno
Le spille non sono una verità permanente.
Si usurano, si piegano, si graffiano, raccolgono detriti e perdono precisione.
3. Ispezione troppo tardiva
Se la prima ispezione significativa avviene dopo l'adesione, il processo ha già perso il controllo dei costi.
4. Trattare la visione come una soluzione completa
La visione è forte per l'identità, l'orientamento e la geometria esposta.
Non è in grado di dimostrare la qualità della seduta interna dopo l'interramento della laminazione.
5. Permettere agli operatori di ignorare i codici senza motivo
Potrebbero essere necessarie delle sostituzioni.
Le sovrascritture non registrate non lo sono.
6. Memorizzazione di dati che nessuno usa
I grandi archivi di dati grezzi sono impressionanti.
I codici di ragione utili, le tendenze e la tracciabilità a livello di stack risolvono i problemi più rapidamente.
7. Copiare le tolleranze da un'altra linea
Una tolleranza senza il contesto del processo è solo un numero.
Utilizzare le esigenze del prodotto, l'autorizzazione a valle e la capacità del processo.
8. Mancata separazione fisica delle pile rifiutate
Il rifiuto digitale non è un contenimento.
Le cattive pile hanno bisogno di un flusso fisico controllato.
Come si presenta un buon sistema di impilamento della laminazione
Un processo di impilamento maturo non è drammatico.
Cattura precocemente le doppie lenzuola.
Scarta le varianti sbagliate prima dell'impilamento.
Vede il pin wear come una tendenza.
In questo modo è possibile bloccare la crescita delle bave prima che si verifichino guasti all'avvolgimento.
Blocca le pile sospette prima di unirsi.
Invia i codici dei motivi utili al sistema di fabbrica.
Fornisce agli ingegneri della qualità dati sufficienti per risolvere i problemi senza intervistare metà del turno.
Non si affida alla fortuna, alla memoria o a qualcuno che si trova vicino alla macchina al momento giusto.
Questo è il punto.
Lo stack non deve fallire ad alta voce prima che il processo si metta in ascolto.
Lista di controllo dell'acquirente per l'automazione dell'impilamento della laminazione
Utilizzare questa lista di controllo quando si pianifica, si specifica o si rivede un progetto di automazione dell'impilamento.
Domanda
Perché è importante
Come fa il sistema a rilevare il prelievo di fogli doppi?
Previene gli errori di conteggio e di altezza
Come si verifica l'orientamento della laminazione?
Previene i difetti di strato errato sepolto
I perni di impilamento sono monitorati per verificare l'usura o il carico?
Impedisce una lenta deriva dell'allineamento
L'altezza della pila è misurata in un punto o in più punti?
Rileva l'inclinazione e il sollevamento locale
I dati relativi alla forza-distanza vengono utilizzati durante la seduta?
Trova i problemi di bava e di seduta nascosti
Esiste un controllo di qualità prima dell'adesione?
Blocca i difetti prima che diventino costosi
I motivi di rifiuto vengono registrati automaticamente?
Supporta l'analisi delle cause principali
I dati dello stack possono essere collegati a sistemi MES o di tracciabilità?
Collega le parti fisiche alla storia del processo
Cosa succede quando i sensori non sono d'accordo?
Previene la logica del falso passaggio
Le pile scartate sono fisicamente separate?
Supporta il contenimento reale
Il sistema è progettato per parti di produzione realmente oleose?
Evita le sorprese della convalida
Il sistema è in grado di gestire in modo sicuro le varianti dei pezzi?
Riduce il rischio di produzione mista
Un buon fornitore o un team interno di ingegneri dovrebbe essere in grado di rispondere senza lunghe pause.
Alcune pause vanno bene.
Le pause lunghe sono dati.
FAQ: Automazione dell'impilamento della laminazione a motore
Come si evita il prelievo di fogli doppi nell'impilamento della plastificazione a motore?
Utilizzare una separazione controllata dei fogli, strumenti di prelievo stabili e un rilevatore di fogli doppi vicino al punto di prelievo o di trasferimento. Il controllo deve avvenire prima che la laminazione entri nella pila. Se un foglio doppio raggiunge la giunzione, il costo del difetto aumenta rapidamente.
Cosa causa la variazione dell'altezza della pila di laminazione dello statore?
Tra le cause più comuni vi sono la variazione dello spessore della laminazione, la formazione di bave, i fogli mancanti, i fogli doppi, i detriti tra gli strati, la variazione del rivestimento, la compressione non uniforme e la scarsa tenuta. L'altezza della pila deve essere controllata insieme al numero di fogli e al comportamento della forza.
L'altezza della pila deve essere misurata in un punto o in più punti?
Per le pile di base, un punto può essere sufficiente per una conferma approssimativa. Per le anime del motore più strette, la misurazione dell'altezza in più punti è migliore perché può rilevare l'inclinazione, il sollevamento locale, l'ondulazione e la compressione non uniforme prima della giunzione.
In che modo l'usura dei perni può creare un disallineamento della pila di laminazione del motore?
I perni usurati perdono la precisione dei dati. La pila può continuare a caricarsi e a funzionare normalmente, ma la posizione angolare o la posizione radiale possono variare nel tempo. L'usura dei perni deve essere monitorata mediante ispezioni, tendenze di carico dei perni, firme di forza e dati di scarto.
Quali sensori sono necessari per l'impilamento automatico della laminazione?
I sensori più comuni includono sensori di presenza del pezzo, rilevatori a doppio foglio, sistemi di visione, sensori di spostamento laser, sensori di forza, monitor di carico dei perni, controlli di cortocircuito elettrico e calibri dimensionali. La giusta combinazione dipende dal progetto del nucleo del motore e dal rischio di assemblaggio a valle.
In che modo le curve di forza aiutano a rilevare le bave nelle pile di laminazione?
Le bave possono aumentare la resistenza durante il posizionamento, l'alloggiamento o la compressione. Una curva forza-distanza può mostrare un contatto anomalo, uno sfregamento, una resistenza improvvisa o una compressione eccessiva prima che il difetto sia evidente alla vista.
Qual è la differenza tra la verifica del numero di fogli e il controllo dell'altezza della pila?
La verifica del conteggio dei fogli conferma quante laminazioni sono entrate nella pila. Il controllo dell'altezza della pila conferma l'altezza fisica della pila. Entrambi sono necessari perché la compressione, la variazione di spessore o gli eventi di doppio foglio possono rendere un controllo fuorviante da solo.
Come si controlla l'allineamento delle scanalature prima dell'avvolgimento?
Prima del processo di avvolgimento, utilizzare l'ispezione visiva, la misurazione dimensionale o la misurazione specifica della scanalatura. Concentrarsi sull'apertura della scanalatura, sulla profondità della scanalatura, sulle bave, sull'allineamento dei denti e sulla posizione angolare. L'ispezione deve corrispondere al metodo di avvolgimento e al gioco di inserimento.
Perché le pile di laminazione scartate dovrebbero essere fisicamente separate?
Perché il solo scarto del software non impedisce le commistioni. Le pile scartate e in quarantena devono essere spostate in luoghi controllati, in modo che non possano entrare accidentalmente nelle fasi di giunzione, avvolgimento, inserimento di magneti o assemblaggio finale.
In che modo l'automazione dell'impilamento della laminazione migliora l'OEE?
Migliora l'OEE riducendo gli arresti non programmati, prevenendo i guasti a valle, riducendo le rilavorazioni, migliorando la resa al primo passaggio e fornendo ai team di manutenzione segnali più chiari sui difetti. I maggiori guadagni in termini di OEE derivano spesso dall'arresto dei difetti prima che lascino la cella di impilamento.
Conclusione
L'automazione dell'impilamento della laminazione a motore non è solo una questione di velocità.
La velocità è importante, certo. Ma la velocità senza un controllo precoce dei difetti non fa altro che spostare più velocemente le cattive pile.
L'obiettivo più forte è questo:
Costruite ogni pila con un allineamento controllato, un conteggio verificato, un'altezza misurata, un comportamento di seduta noto, cancelli QC chiari e dati tracciabili prima che il processo successivo aggiunga costi.
Ecco come l'automazione dell'impilamento protegge la resa, l'OEE e l'assemblaggio a valle.
E si comincia con semplici domande poste al momento giusto:
È stato scelto il foglio giusto? Era un solo foglio? È stato posizionato correttamente? È stato posizionato normalmente? La pila è ancora sana prima dell'unione? I dati possono dimostrarlo?
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.