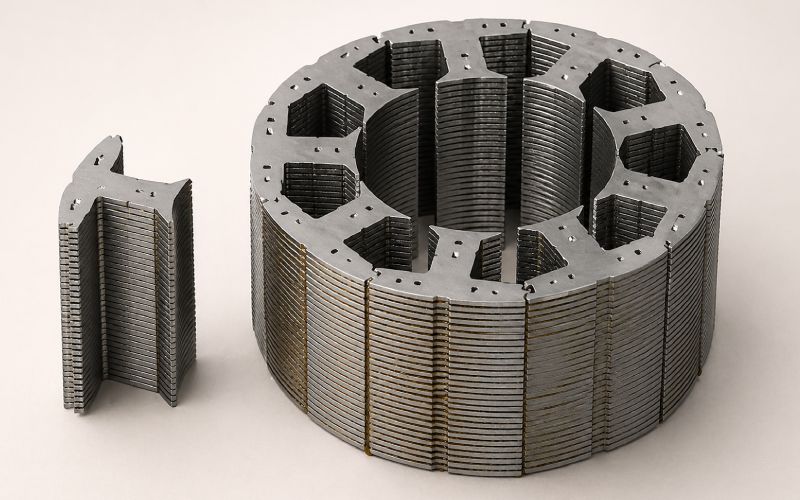
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Pulizia delle laminazioni stampate: Rimuovere l'olio senza danneggiare i rivestimenti
Riferimento rapido: Classe di rivestimento e metodo di pulizia consigliato
Prima di ogni altra cosa, se avete fretta, ecco la mappa delle decisioni fondamentali:
Classe di rivestimento
Composizione
Sicuro per la ricottura?
Metodo di pulizia consigliato
Cosa evitare
C-0
Ossido di mulino naturale
Sì
Sgrassaggio alcalino o a vapore leggero
Abrasivi forti
C-1
Blu vapore / ossido di calore
Limitato
Acque debolmente alcaline (pH < 10)
Immergersi a caldo per un periodo prolungato
C-2
Pellicola di vetro al silicato di magnesio
Sì
La maggior parte dei solventi e delle sostanze alcaline leggere
Abrasione
C-3
Smalto organico / vernice
No
Sgrassaggio a vapore; solvente delicato
Alcalino ad alto pH, immersione a caldo
C-4
Fosfato inorganico
Sì
Alcalino acquoso (pH < 12, < 70°C)
Immersione prolungata ad alto pH
C-5
Riempitivo inorganico + ceramico
Sì (fino a ~815°C)
Sgrassatura alcalina acquosa o a vapore
Abrasione aggressiva
C-6
Riempitivi organici + inorganici
Alcuni gradi
Sgrassare con vapore; leggermente alcalino (pH < 10)
Alcalino ad alto pH
La regola non negoziabile: identificare innanzitutto la classe di rivestimento. Tutto il resto - metodo, temperatura, pH, tempo di contatto - deriva da questo singolo dato. Se non avete queste informazioni, chiedetele al vostro fornitore di acciaio prima di progettare un processo di pulizia.
Indice dei contenuti
Perché l'olio sulle laminazioni timbrate non è un problema
Gli stampi di tranciatura richiedono la lubrificazione. Senza di essa, l'usura degli stampi accelera, si verifica la formazione di galli e l'accuratezza dimensionale diminuisce durante la produzione. Il lubrificante applicato è in genere un olio minerale leggero o un fluido specifico per lo stampaggio, introdotto nel nastro prima dell'alimentazione della pressa o spruzzato direttamente sulla superficie dello stampo.
Dopo lo stampaggio, l'olio non rimane semplicemente sulle superfici esposte. Si diffonde negli spazi di interfaccia tra laminazioni impilate per azione capillare. In una pila pressata, questi spazi, a volte larghi solo poche decine di micron, agiscono come serbatoi. I metodi standard di pulizia delle superfici non li raggiungono.
Le modalità di guasto che seguono sono distinte e meritano di essere nominate singolarmente, perché ognuna di esse ha una tempistica diversa:
Fallimento dell'adesione in post-elaborazione. Il rivestimento EP, l'immersione epossidica e l'impregnazione di vernice richiedono tutti un metallo pulito. La contaminazione da olio provoca fisheyeing, perdita di adesione e copertura non uniforme. L'olio residuo negli interstizi di laminazione può penetrare nel bagno di elettrocoating durante il processo e contaminarlo.
Residui di carbonio da ricottura. La ricottura sotto sforzo dell'acciaio al silicio avviene tipicamente tra 700°C e 850°C. A queste temperature, l'olio presente negli interstizi interlaminari si carbonizza. Il carbonio penetra nella superficie dell'acciaio, altera la struttura dei grani, riduce la permeabilità magnetica e aumenta la coercitività. Il risultato è un'anima sensibilmente peggiore.
Ponti isolanti interlaminari. L'olio residuo, combinato con i trucioli metallici di stampaggio, può creare percorsi di conduttività parziale tra gli strati di laminazione, mettendo in cortocircuito l'isolamento che il rivestimento è destinato a fornire. Ciò aumenta le perdite per correnti parassite e produce un riscaldamento localizzato in servizio.
Corrosione durante lo stoccaggio e il trasporto. Gli oli da taglio non sono affidabili inibitori della corrosione a lungo termine. Una volta ossidato o parzialmente lavato, l'acciaio al silicio nudo si corrode. La ruggine tra le lamelle aumenta i vuoti interlaminari, aumenta le perdite d'anima e contribuisce alla rumorosità in servizio.
La contaminazione con cui si ha a che fare in realtà
La conoscenza del tipo di olio presente sulle laminazioni determina la scelta del metodo tanto quanto la classe del rivestimento. Questi si comportano in modo diverso durante la pulizia e alcuni metodi che funzionano con un tipo di olio non funzionano con un altro.
Fluidi da taglio a base di olio minerale non sono saponificabili - non reagiscono con gli alcali per formare sapone. Nei sistemi acquosi, la rimozione dipende interamente dall'emulsione. La sgrassatura a vapore li rimuove facilmente perché la maggior parte degli oli minerali si dissolve nei solventi fluorurati o alcool modificati.
Fluidi di stampaggio a pressione estrema (EP) solforati o clorurati sono utilizzati su acciai più duri e su stampi con tolleranze più strette. Sono più difficili da rimuovere e possono lasciare residui che resistono al semplice lavaggio con solvente. I sistemi alcalini con pacchetti emulsionanti abbinati funzionano meglio su questi prodotti rispetto al solo solvente.
Oli antiruggine I prodotti che vengono applicati dopo lo stampaggio per la protezione dal transito sono in genere a film sottile e a bassa viscosità. Di solito sono più facili da rimuovere rispetto ai fluidi di stampaggio, ma poiché sono progettati per aderire alle superfici metalliche, alcune formulazioni sono più tenaci di quanto suggerisca il loro spessore.
Se i laminati sono stati stampati in uno stabilimento, spediti con un antiruggine applicato e puliti in un altro stabilimento prima della lavorazione a valle, è possibile che siano presenti contemporaneamente due tipi di olio diversi. Verificate il processo di pulizia in base alla combinazione effettiva, non ai singoli oli in modo isolato.
Il rivestimento che si cerca di proteggere
Il sistema di classificazione ASTM A976 definisce i rivestimenti isolanti interlaminari da C-0 a C-6. Non tutti tollerano la stessa chimica di pulizia e le distinzioni sono importanti.
I rivestimenti C-3 sono organici. Il legante è una resina, uno smalto o una vernice. Le soluzioni fortemente alcaline a temperature elevate attaccano il legante nello stesso modo in cui attaccano qualsiasi polimero organico. Non si tratta di una degradazione marginale, ma di un cedimento sistematico dello strato isolante. Una laminazione con rivestimento C-3 sottoposta a un lavaggio a spruzzo a caldo e ad alto pH uscirà con una resistenza interlaminare sensibilmente inferiore a quella con cui è entrata.
I rivestimenti C-4 e C-5 sono inorganici., basati sulla chimica dei fosfati. Tollerano condizioni alcaline moderate molto meglio del C-3. Non sono indistruttibili - l'esposizione prolungata a pH elevati e a temperature elevate li degrada - ma la finestra di lavoro è sostanzialmente più ampia.
Pellicola di vetro C-2 (silicato di magnesio, utilizzato principalmente sull'acciaio a grani orientati per le anime avvolte) è essenzialmente inerte alla chimica acquosa. Il suo problema nella produzione è di tipo meccanico: è abrasivo e fragile, non sensibile alla chimica.
C-0 e C-1 sono a base di ossido, sottili e generalmente tollerano una leggera pulizia acquosa. La finestra di esposizione è più importante del tipo di chimica.
Il problema meccanico principale: l'olio tra le piastre
La pulizia delle superfici esterne di una pila di laminazione è semplice. La parte difficile è l'olio intrappolato nelle fessure interlaminari, sia che si sia depositato dopo l'impilamento sia che fosse presente sulle singole laminazioni prima dell'assemblaggio.
La pulizia acquosa dipende dalla penetrazione del tensioattivo e dall'azione idraulica. Nelle fessure interlaminari strette (da 0,3 a 0,5 mm per gli spessori standard della laminazione del motore) i fluidi a base d'acqua resistono alla penetrazione completa. Inoltre, dopo il ciclo di lavaggio, l'acqua penetrata in queste fessure non riesce a drenare e ad asciugarsi rapidamente. L'umidità intrappolata sui bordi in acciaio al silicio nudo crea un rischio di corrosione che sostituisce il problema dell'olio con un problema di ruggine.
I metodi a base di solventi sono in questo caso avvantaggiati perché i moderni solventi di pulizia hanno in genere una tensione superficiale inferiore a quella dell'acqua. Penetrano più efficacemente nelle fessure sottili e, se scelti correttamente, evaporano senza lasciare residui o favorire l'ossidazione.
Per questo motivo lo sgrassaggio a vapore è il metodo industriale preferito per le pile di laminazione completamente assemblate in cui l'olio interlaminare è la contaminazione principale.
Metodi di pulizia: Valutazione tecnica
Sgrassaggio a vapore
La sgrassatura a vapore utilizza il vapore del solvente che si condensa su un pezzo più freddo per risciacquare continuamente il pezzo con solvente fresco e non contaminato. Poiché il vapore che condensa è sempre pulito, non rideposita la contaminazione. Il processo si autolimita una volta che il pezzo si equilibra alla temperatura del vapore.
Per le pile di laminazione, il vantaggio decisivo è la penetrazione. Il vapore del solvente si condensa negli interstizi interlaminari e porta via l'olio per dissoluzione e drenaggio per gravità. La rotazione meccanica durante il ciclo migliora la copertura in modo uniforme.
I moderni sistemi di sgrassaggio a vapore a circuito chiuso utilizzano alcool modificato, idrofluoroetere (HFE) o formulazioni simili, non i solventi clorurati tradizionali. Questi sono compatibili con tutte le classi di rivestimento ASTM A976. Non attaccano le resine organiche alle temperature di esercizio e non lasciano residui acquosi.
Ideale per: Pile preassemblate con olio interlaminare; pulizia pre-EP-coat o pre-vernice; applicazioni in cui è richiesto un residuo di umidità nullo.
Vincolo pratico: Il costo dell'apparecchiatura è superiore a quello del lavaggio a spruzzo. La produzione è orientata ai lotti. Si applica la conformità normativa per l'uso dei solventi.
Pulizia alcalina acquosa
La pulizia alcalina rimuove gli oli attraverso due meccanismi: la saponificazione (conversione degli oli a base di esteri in saponi solubili in acqua) e l'emulsionamento (dispersione degli oli non saponificabili nella fase acquosa). È compatibile con la produzione in linea e conveniente su scala.
Il rischio dei laminati rivestiti è l'aggressività della chimica. Come struttura di lavoro:
pH inferiore a 10, temperatura inferiore a 50°C: Generalmente sicuro per i rivestimenti C-3 e C-6 con tempi di contatto brevi. L'efficacia della pulizia è ridotta.
pH 10-12, temperatura 50-70°C: Accettabile per C-4 e C-5. Il tempo di contatto per il C-3 a questa distanza dovrebbe essere inferiore a due minuti.
pH superiore a 12 o ammollo a caldo prolungato: Danneggia i rivestimenti C-3. Non è raccomandato per le laminazioni con rivestimento organico, indipendentemente dalla temperatura.
La fase di asciugatura è quella in cui molte operazioni falliscono anche quando la chimica di lavaggio è corretta. Le pile di laminazione calde e umide lasciate in coda dopo il lavaggio si corrodono sui bordi d'acciaio esposti. L'asciugatura in linea ad aria forzata o in forno a bassa temperatura deve seguire immediatamente la fase di risciacquo: non è un processo separato, fa parte del ciclo di lavaggio.
Ideale per: Laminati singoli prima dell'impilamento; materiale rivestito C-4 e C-5; operazioni di stampaggio e pulizia in linea ad alto volume.
Vincolo pratico: Scarsa penetrazione negli interstizi interlaminari delle pile assemblate. L'essiccazione deve essere immediata e controllata.
Pulizia a ultrasuoni
La pulizia a ultrasuoni sfrutta la cavitazione - la formazione e l'implosione di bolle microscopiche sotto l'effetto dell'energia acustica ad alta frequenza - per rimuovere la contaminazione dalle superfici e, in una certa misura, dagli spazi ristretti. L'energia di cavitazione si propaga nella pila e fornisce un'assistenza meccanica che manca all'immersione passiva.
La selezione della frequenza e della potenza è importante per le laminazioni rivestite:
Bassa frequenza (20-40 kHz): Produce una cavitazione aggressiva e a grandi bolle. È efficace per la contaminazione pesante, ma rischia di danneggiare meccanicamente i rivestimenti organici sottili in caso di cicli prolungati.
Alta frequenza (80-120 kHz): Produce una cavitazione più fine e delicata. Più sicuro per i rivestimenti C-3 e C-6 a livelli di potenza moderati.
Per le laminazioni rivestite, la configurazione consigliata è quella degli ultrasuoni ad alta frequenza a potenza moderata in un solvente delicato o in un mezzo acquoso a basso pH, con tempi di ciclo ridotti.
Ideale per: Pile assemblate nella lavorazione a lotti; prototipi o piccoli volumi; quando non sono disponibili apparecchiature di sgrassaggio a vapore.
Attenzione: Non utilizzare ultrasuoni ad alta potenza e bassa frequenza sulle laminazioni con rivestimento C-3 in cicli prolungati.
Sgrassaggio elettrolitico
La sgrassatura elettrolitica consiste nell'immergere i pezzi in un elettrolita alcalino e nell'applicare una corrente continua. L'elettrolisi genera ossigeno e idrogeno gassoso sulla superficie del pezzo e l'azione delle bolle solleva meccanicamente le pellicole di olio. È più aggressivo per la pulizia della superficie rispetto al bagno alcalino passivo.
Per le laminazioni, i suoi limiti sono specifici. La chimica del bagno alcalino comporta gli stessi rischi di rivestimento della pulizia alcalina standard e la corrente elettrica può condurre preferenzialmente attraverso i punti di contatto metallici tra gli strati di laminazione, producendo un trattamento non uniforme. La generazione di bolle d'aria è fondamentalmente un fenomeno superficiale e non aiuta a pulire gli spazi interlaminari.
Ideale per: Preparazione della superficie di preplaccatura su materiale rivestito C-4 o C-5 in cui i film d'olio superficiali sono il problema principale.
Non è raccomandato per: Laminati rivestiti C-3; pile assemblate con contaminazione da olio interlaminare.
Pulizia pre-stampa
La soluzione tecnica più pulita al problema della penetrazione interlaminare consiste nel pulire i singoli laminati prima di impilarli. Se i laminati stampati vengono sgrassati prima dell'assemblaggio, la pila inizia senza contaminazione intrappolata e la successiva pulizia della superficie è un intervento di manutenzione piuttosto che di bonifica.
L'ostacolo pratico è la corrosione. L'acciaio al silicio pulito si ossida rapidamente in ambienti umidi. Se i laminati vengono puliti e poi immagazzinati o spediti prima di essere impilati, hanno bisogno di un nuovo trattamento protettivo: un antiruggine a film sottile applicato a basso volume dopo la pulizia. In questo modo si crea un problema di contaminazione controllata e leggera, anziché pesante, e l'antiruggine può essere scelto in base alla compatibilità con il processo a valle.
Per gli impianti in cui lo stampaggio e l'impilaggio avvengono nello stesso edificio, la pulizia preliminare all'impilaggio è spesso l'approccio tecnicamente più valido, anche se richiede una fase di processo aggiuntiva.
Sequenza del processo
Identificare la classe di rivestimento sull'acciaio elettrico (da C-0 a C-6). Questo dato deve essere ricavato dalla certificazione dell'acciaieria, non da una supposizione.
Valutare il tipo e la posizione della contaminazione.
Solo olio per timbri, pellicola superficiale? → Può essere sufficiente un solvente acquoso o delicato.
Prevenzione della ruggine più olio di stampaggio, contaminazione interlaminare? → Sgrassaggio a vapore richiesto per le pile assemblate.
Selezionare il metodo di pulizia primario in base alla classe del rivestimento e al profilo di contaminazione:
C-3 o C-6, pila assemblata: Sgrassaggio a vapore.
C-3 o C-6, laminati singoli pre-impilati: Passaggio di un panno alcalino leggero (pH < 10, < 50°C, breve tempo di contatto) o di un solvente delicato.
C-4 o C-5, assemblati o singoli: Lavaggio alcalino a spruzzo (pH < 12, < 70°C) o sgrassatura a vapore.
Se la ricottura segue la pulizia, eseguire la pulizia prima della ricottura, non dopo. L'olio che sopravvive nel forno carbonizza. L'acciaio pulito in una ricottura in atmosfera controllata può effettivamente ricostruire uno strato di ossido di base. Vedere la nota sulla sequenza di ricottura riportata di seguito.
Risciacquo (solo con metodi acquosi) con acqua deionizzata o a basso contenuto minerale. L'acqua di risciacquo carica di minerali deposita residui che interferiscono con l'adesione del rivestimento a valle.
Asciugare immediatamente. Asciugatura ad aria forzata o in forno a bassa temperatura entro due o tre minuti dal risciacquo finale. Questa operazione non è facoltativa per l'acciaio al silicio nudo o esposto ai bordi.
Ispezionare con il test della rottura dell'acqua. Inondare la superficie pulita con acqua pulita. Una pellicola d'acqua continua e ininterrotta indica una superficie pulita e priva di olio. L'acqua che si deposita e si rompe indica la presenza di olio residuo. Eseguire questo test prima di applicare qualsiasi trattamento protettivo successivo alla pulizia.
Applicare l'inibitore di corrosione se i pezzi non vengono sottoposti immediatamente alla lavorazione a valle. Selezionare un antiruggine compatibile con il processo successivo della sequenza: alcune formulazioni sono progettate per essere sostituite dalla vernice o per bruciare in modo pulito durante la ricottura.
Nota sulla sequenza di ricottura
Se il processo include una ricottura di distensione - comune con l'acciaio al silicio con rivestimento C-4 e C-5 in cui la punzonatura ha degradato le proprietà magnetiche - la sequenza di pulizia non è intercambiabile con quella di ricottura.
La pulizia prima della ricottura rimuove l'olio che altrimenti carbonizzerebbe nel forno. L'acciaio pulito esposto a un'atmosfera di ricottura leggermente ossidante può formare o ripristinare uno strato di ossido naturale, aggiungendo un isolamento interlaminare di base sulle superfici in cui il rivestimento originale era sottile.
La pulizia dopo la ricottura è meno efficace: l'olio può essere parzialmente migrato o polimerizzato durante il riscaldamento e la pulizia post-ricottura rischia di disturbare la superficie di ossido appena formata. La sequenza accettata è la seguente: Prima pulire, poi ricuocere.
Cosa va storto: Errori comuni
Errore
Conseguenza
Azione correttiva
Lavaggio alcalino ad alto pH su laminati con rivestimento C-3
Il legante organico si degrada; la resistenza interlaminare diminuisce; le perdite per correnti parassite aumentano.
Mantenere il pH al di sotto di 10 per C-3; utilizzare uno sgrassatore a vapore o un solvente delicato.
Saltare l'asciugatura immediata dopo il lavaggio acquoso
La corrosione si forma sui bordi e sulle superfici interne dell'acciaio nudo.
Attuare l'asciugatura ad aria forzata in linea entro 2-3 minuti dal risciacquo finale
Assemblaggio delle pile prima della pulizia in presenza di olio interlaminare
Le intercapedini intrappolano l'olio; i metodi di superficie non riescono a raggiungerlo
Pulire le singole lamelle prima di impilarle, oppure utilizzare uno sgrassatore a vapore sulla pila assemblata.
Bagno caldo prolungato in vasca alcalina
Anche i rivestimenti C-4 si ammorbidiscono o perdono aderenza con un'esposizione prolungata.
Limitare il tempo di contatto; utilizzare l'agitazione meccanica invece di un ammollo più lungo.
Ultrasuoni ad alta potenza e bassa frequenza su rivestimenti organici sottili
L'erosione da cavitazione danneggia la superficie del rivestimento
Utilizzare 80-120 kHz a potenza ridotta; limitare il tempo di ciclo
Nessuna protezione dalla corrosione dopo la pulizia
L'acciaio al silicio si ossida; la ruggine disturba l'isolamento e crea ponti di separazione.
Applicare un antiruggine a film sottile; passare subito al processo a valle
Acqua di risciacquo contaminata da minerali
I depositi minerali sulle superfici interferiscono con l'adesione del rivestimento a valle
Utilizzare acqua di risciacquo deionizzata; sostituire il bagno di lavaggio secondo un programma definito.
Combinazione di oli per la pulizia non testata insieme
Una chimica rimuove l'olio per stampaggio, ma non l'antiruggine, o viceversa.
Testate il processo di pulizia sulla contaminazione combinata effettiva, non su oli isolati.
FAQ
D: Posso pulire una pila di laminazione assemblata strofinando la superficie con un solvente?
La pulizia della superficie rimuove ciò che si può raggiungere. L'olio che si è infiltrato nelle fessure interlaminari non esce con il panno. Se i processi a valle - rivestimento EP, impregnazione di vernice, ricottura - richiedono superfici interne pulite, e lo fanno, la sola pulizia della superficie non è una soluzione completa per le pile assemblate. È necessario pulire i laminati prima dell'impilaggio o utilizzare uno sgrassaggio a vapore dopo l'assemblaggio.
D: Qual è il metodo di pulizia più sicuro per i laminati con rivestimento C-3?
Sgrassaggio a vapore. Le moderne formulazioni di solventi utilizzate nei sistemi a ciclo chiuso non attaccano i rivestimenti organici alle temperature di esercizio e non lasciano residui di umidità. Se per motivi di processo o di costo è necessaria una pulizia acquosa: pH inferiore a 10, temperatura inferiore a 50°C, tempo di contatto inferiore a due minuti, risciacquo con acqua deionizzata, asciugare immediatamente.
D: L'olio residuo tra le laminazioni causa sempre problemi o solo in condizioni specifiche?
La gravità dipende da ciò che segue. Se le laminazioni vengono sottoposte a una ricottura di distensione, l'olio interlaminare si carbonizza: è sempre un problema. Se passano all'impregnazione con vernice, l'olio residuo riduce la penetrazione e l'adesione. Se si passa all'assemblaggio finale senza alcuna di queste fasi, il sottile olio residuo può non causare un guasto immediato, ma può migrare nel tempo e contaminare i materiali isolanti per l'avvolgimento. La modalità di guasto è semplicemente più lenta.
D: Se pulisco i laminati prima di impilarli, come posso proteggerli dalla corrosione durante lo stoccaggio?
Applicare un antiruggine a film sottile subito dopo la pulizia, prima dell'esposizione all'aria ambiente. Scegliere una formulazione compatibile con il processo a valle: alcune sono progettate per essere eliminate dalla vernice, altre per bruciare in modo pulito durante la ricottura. Se il tempo di stoccaggio supera le 24-48 ore in condizioni di umidità, è opportuno un imballaggio sigillato con essiccante.
D: Perché lo spray acquoso ad alta pressione non risolve il problema dell'olio interlaminare?
Lo spruzzo ad alta pressione è efficace su superfici piane e geometrie aperte. Nelle fessure interlaminari strette, la geometria della fessura resiste alla penetrazione idraulica: il fluido che entra da un lato non spinge in modo affidabile l'olio fuori dall'altro. Inoltre, dopo la nebulizzazione ad alta pressione, l'acqua intrappolata in queste stesse fessure resiste al drenaggio e all'essiccazione, sostituendo un problema di contaminazione da olio con un rischio di corrosione. I metodi a vapore e a solvente funzionano in geometrie strette perché non lasciano acqua dietro di sé.
D: La pulizia influisce sul fattore di impilamento?
La pulizia controllata - entro i parametri del metodo appropriati alla classe del rivestimento - non influisce sul fattore di impilamento. Una pulizia alcalina aggressiva che ammorbidisce o gonfia un rivestimento organico può causare l'irregolarità dello strato isolante, aumentando leggermente lo spessore dello strato non magnetico e riducendo la sezione trasversale attiva dell'acciaio. Per le applicazioni in cui il fattore di impilamento è strettamente specificato, verificare l'integrità del rivestimento dopo la pulizia prima dell'assemblaggio finale.
D: Come posso verificare che la pulizia non abbia danneggiato il rivestimento interlaminare?
Misurare la resistenza interlaminare con un megaohmmetro tra strati di laminazione adiacenti. Il minimo accettabile varia a seconda della classe di rivestimento, ma valori inferiori a 1 MΩ per coppia di laminazioni indicano generalmente un degrado dell'isolamento. Visivamente, i rivestimenti fosfatici danneggiati perdono la loro caratteristica consistenza grigia opaca; i rivestimenti organici danneggiati possono presentare nebulosità, bolle o delaminazione sui bordi.
D: Stampiamo e impiliamo nello stesso impianto. Qual è la sequenza più pratica?
Pulire le singole laminazioni dopo lo stampaggio e prima dell'impilamento. Applicare un antiruggine a film sottile, compatibile con il processo, subito dopo la pulizia. Impilare nello stesso turno, se possibile, o entro 24 ore in condizioni di umidità controllata. In questo modo si evita completamente il problema della penetrazione interlaminare e si offre ai processi a valle la superficie pulita di cui hanno bisogno, senza dover ricorrere ad apparecchiature di sgrassaggio a vapore sulle pile assemblate.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.