Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Membersihkan Laminasi yang Dicap: Menghilangkan Minyak Tanpa Merusak Lapisan
Referensi Cepat: Kelas Pelapisan vs Metode Pembersihan yang Direkomendasikan
Sebelum yang lainnya - jika Anda sedang terburu-buru, inilah peta keputusan intinya:
Kelas Pelapisan
Komposisi
Anneal-Safe?
Metode Pembersihan yang Disarankan
Apa yang Harus Dihindari
C-0
Oksida pabrik alami
Ya.
Degrease basa atau uap ringan
Bahan abrasif yang kuat
C-1
Uap biru / oksida panas
Terbatas
Berair basa ringan (pH <10)
Berendam air panas dalam waktu lama
C-2
Film kaca magnesium silikat
Ya.
Sebagian besar pelarut dan basa ringan
Abrasi
C-3
Enamel / pernis organik
Tidak.
Penghilang lemak dengan uap; pelarut ringan
Basa dengan pH tinggi, rendam dalam air panas
C-4
Fosfat anorganik
Ya.
Berair basa (pH <12, <70°C)
Perendaman pH tinggi dalam waktu lama
C-5
Pengisi anorganik + keramik
Ya (hingga ~815°C)
Degrease berair alkali atau uap
Abrasi agresif
C-6
Pengisi organik + anorganik
Beberapa nilai
Penghilang uap; basa ringan (pH <10)
Basa dengan pH tinggi
Aturan yang tidak bisa ditawar: kenali kelas pelapis Anda terlebih dahulu. Segala sesuatu yang lain - metode, suhu, pH, waktu kontak - mengikuti dari satu titik data tersebut. Jika Anda tidak memiliki informasi tersebut, dapatkan dari pemasok baja Anda sebelum merancang proses pembersihan.
Daftar Isi
Mengapa Minyak pada Laminasi Stempel Bukanlah Satu Masalah
Cetakan stamping membutuhkan pelumasan. Hal ini tidak dapat ditawar - tanpanya, keausan cetakan akan semakin cepat, timbul rasa perih, dan akurasi dimensi akan menurun selama proses produksi. Pelumas yang digunakan biasanya berupa minyak mineral ringan atau cairan stamping tertentu, yang dimasukkan ke strip sebelum dimasukkan ke dalam mesin cetak atau disemprotkan langsung ke permukaan cetakan.
Setelah diinjak, minyak itu tidak hanya menempel pada permukaan yang terbuka. Sumbu itu masuk ke dalam celah antarmuka di antara laminasi bertumpuk oleh aksi kapiler. Dalam tumpukan yang ditekan, celah-celah itu - kadang-kadang hanya beberapa puluh mikron lebarnya - bertindak seperti reservoir. Metode pembersihan permukaan standar tidak dapat menjangkau mereka.
Mode kegagalan yang mengikuti adalah berbeda dan perlu diberi nama satu per satu, karena masing-masing memiliki garis waktu yang berbeda:
Kegagalan adhesi dalam pasca-pemrosesan. Pelapisan EP, pencelupan epoksi, dan impregnasi pernis, semuanya membutuhkan logam yang bersih. Kontaminasi oli menyebabkan mata ikan, kehilangan daya rekat, dan cakupan yang tidak merata. Sisa oli di celah laminasi dapat merembes ke dalam rendaman elektrocoating selama proses dan mencemari.
Residu karbon dari anil. Anil pelepas stres pada baja silikon biasanya berjalan antara 700°C dan 850°C. Minyak yang ada di celah interlaminar pada suhu tersebut akan berkarbonisasi. Karbon tersebut menembus permukaan baja, mengganggu struktur butiran, mengurangi permeabilitas magnetik, dan meningkatkan koersivitas. Hasilnya adalah inti yang jauh lebih buruk.
Penghubung isolasi interlaminar. Sisa minyak yang dikombinasikan dengan swarf logam dari stamping dapat menciptakan jalur konduktivitas parsial di antara lapisan laminasi, yang menyebabkan hubungan arus pendek pada insulasi yang seharusnya disediakan oleh lapisan tersebut. Hal ini meningkatkan kerugian arus pusar dan menghasilkan pemanasan lokal dalam layanan.
Korosi selama penyimpanan dan transit. Oli pemotongan bukanlah penghambat korosi jangka panjang yang dapat diandalkan. Setelah teroksidasi atau hilang sebagian, baja silikon yang tidak dilapisi akan terkorosi. Karat di antara laminasi meningkatkan celah interlaminar, meningkatkan kehilangan inti, dan berkontribusi pada kebisingan yang dapat didengar dalam layanan.
Kontaminasi yang Sebenarnya Anda Hadapi
Mengetahui jenis minyak pada laminasi Anda akan menentukan pemilihan metode seperti halnya mengetahui kelas lapisan. Hal ini berperilaku berbeda selama pembersihan, dan beberapa metode yang berhasil pada satu jenis gagal pada jenis lainnya.
Cairan pemotongan berbasis minyak mineral tidak dapat disabunkan - tidak bereaksi dengan alkali untuk membentuk sabun. Dalam sistem berair, penghilangan sepenuhnya bergantung pada emulsifikasi. Penghilangan lemak dengan uap dapat menghilangkannya dengan mudah karena sebagian besar minyak mineral larut dalam pelarut berfluorinasi atau alkohol yang dimodifikasi.
Cairan stamping bertekanan ekstrem (EP) yang disulfurisasi atau diklorinasi digunakan pada baja yang lebih keras dan cetakan dengan toleransi yang lebih ketat. Ini lebih sulit untuk dihilangkan dan dapat meninggalkan residu yang tahan terhadap pencucian pelarut biasa. Sistem alkali dengan paket pengemulsi yang cocok bekerja lebih baik pada ini daripada pelarut saja.
Minyak pencegah karat yang diaplikasikan setelah stamping untuk perlindungan transit biasanya berupa film tipis dan viskositas rendah. Cairan ini biasanya lebih mudah dihilangkan daripada cairan stamping, tetapi karena dirancang untuk melekat pada permukaan logam, beberapa formulasi lebih kuat daripada ketebalan filmnya.
Jika laminasi Anda dicap di satu fasilitas, dikirim dengan pencegah karat yang diterapkan, dan dibersihkan di fasilitas lain sebelum pemrosesan hilir - Anda mungkin memiliki dua jenis minyak yang berbeda secara bersamaan. Uji proses pembersihan Anda terhadap kombinasi yang sebenarnya, bukan minyak individual secara terpisah.
Lapisan yang Ingin Anda Lindungi
Sistem klasifikasi ASTM A976 mendefinisikan lapisan insulasi interlaminar dari C-0 hingga C-6. Mereka tidak semuanya mentolerir bahan kimia pembersih yang sama, dan perbedaannya penting.
Pelapis C-3 bersifat organik. Pengikatnya adalah resin - enamel atau pernis. Larutan alkali yang kuat pada suhu tinggi menyerang pengikat itu dengan cara yang sama seperti yang mereka lakukan pada polimer organik. Ini bukan degradasi marjinal; ini adalah kegagalan sistematis dari lapisan insulasi. Laminasi berlapis C-3 yang diproses melalui pencucian semprotan panas dengan pH tinggi akan keluar dengan resistensi interlaminar yang jauh lebih rendah daripada saat masuk.
Pelapis C-4 dan C-5 bersifat anorganik, berdasarkan kimia fosfat. Mereka mentolerir kondisi basa moderat jauh lebih baik daripada C-3. Mereka tidak dapat dihancurkan - paparan pH tinggi dalam waktu lama pada suhu tinggi juga akan menurunkannya - tetapi jendela kerjanya jauh lebih luas.
Film kaca C-2 (magnesium silikat, yang digunakan terutama pada baja berorientasi butiran untuk inti luka) pada dasarnya tidak bereaksi terhadap kimia air. Masalahnya dalam produksi adalah masalah mekanis - bersifat abrasif dan rapuh, tidak sensitif secara kimiawi.
C-0 dan C-1 berbasis oksida, tipis, dan umumnya toleran terhadap pembersihan air ringan. Jendela pencahayaan lebih penting daripada jenis bahan kimia untuk ini.
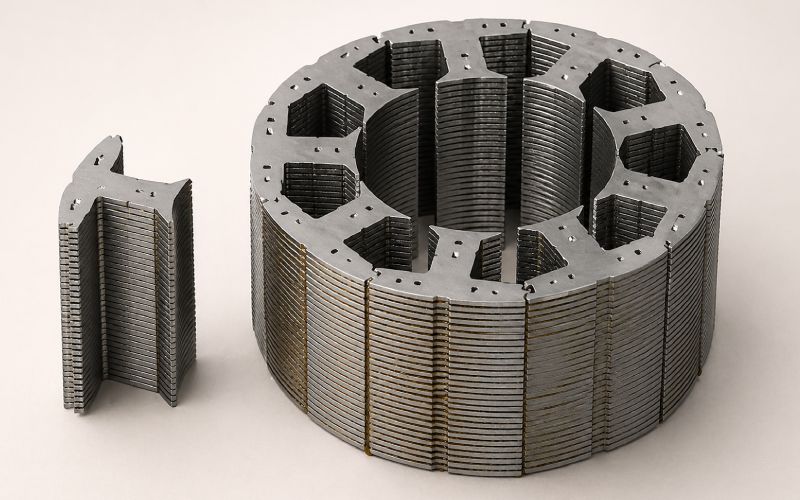
Masalah Mekanis Inti: Oli di Antara Pelat
Membersihkan permukaan luar dari tumpukan laminasi sangatlah mudah. Bagian yang sulit adalah minyak yang terperangkap dalam celah interlaminar - apakah minyak tersebut masuk setelah penumpukan atau terdapat pada setiap laminasi sebelum perakitan.
Pembersihan dengan air bergantung pada penetrasi surfaktan dan aksi hidraulik. Pada celah interlaminar yang rapat - 0,3 mm hingga 0,5 mm adalah hal yang umum untuk ketebalan laminasi motor standar - cairan berbasis air menahan penetrasi penuh. Lebih penting lagi, setelah siklus pencucian, air yang masuk ke celah-celah tersebut tidak mengalir dan mengering dengan cepat. Kelembaban yang terperangkap pada tepi baja silikon yang terbuka menciptakan risiko korosi yang menggantikan masalah oli dengan masalah karat.
Metode berbasis pelarut memiliki keunggulan di sini karena pelarut pembersih modern biasanya memiliki tegangan permukaan yang lebih rendah daripada air. Pelarut ini dapat menembus celah-celah halus dengan lebih efektif dan, jika dipilih dengan benar, menguap tanpa meninggalkan residu atau mendorong terjadinya oksidasi.
Inilah sebabnya mengapa vapor degreasing telah menjadi metode industri yang lebih disukai untuk tumpukan laminasi yang dirakit sepenuhnya di mana minyak interlaminar adalah kontaminasi utama.
Metode Pembersihan: Penilaian Teknis
Pengurangan Uap
Vapor degreasing menggunakan uap pelarut yang mengembun pada benda kerja yang lebih dingin untuk terus membilas bagian tersebut dengan pelarut yang segar dan tidak terkontaminasi. Karena uap kondensasi selalu bersih, ia tidak menyimpan kembali kontaminasi. Proses akan berhenti sendiri setelah komponen menyeimbangkan suhu uap.
Untuk tumpukan laminasi, keunggulan yang menentukan adalah penetrasi. Uap pelarut mengembun ke dalam celah interlaminar dan membawa minyak keluar melalui pelarutan dan drainase gravitasi. Rotasi mekanis selama siklus meningkatkan cakupan secara seragam.
Sistem degreasing uap loop tertutup modern menggunakan alkohol yang dimodifikasi, hydrofluoroether (HFE), atau formulasi serupa - bukan pelarut terklorinasi lama. Ini kompatibel dengan semua kelas pelapisan ASTM A976. Mereka tidak menyerang resin organik pada suhu operasi, dan tidak meninggalkan residu berair.
Paling cocok untuk: Tumpukan yang sudah dirakit sebelumnya dengan minyak interlaminar; pembersihan pra-lapisan atau pra-pernis; aplikasi yang tidak memerlukan residu kelembaban.
Kendala praktis: Biaya peralatan lebih tinggi daripada pencucian semprot. Hasil produksi berorientasi pada batch. Kepatuhan terhadap peraturan untuk penggunaan pelarut berlaku.
Pembersihan Berair Alkali
Pembersihan alkali menghilangkan minyak melalui dua mekanisme: saponifikasi (mengubah minyak berbasis ester menjadi sabun yang larut dalam air) dan emulsifikasi (mendispersikan minyak yang tidak dapat disabunkan ke dalam fase air). Ini kompatibel dengan produksi jalur konveyor dan hemat biaya dalam skala besar.
Risiko dengan laminasi berlapis adalah agresivitas kimia. Sebagai kerangka kerja:
pH di bawah 10, suhu di bawah 50°C: Umumnya aman untuk pelapis C-3 dan C-6 dengan waktu kontak yang singkat. Efektivitas pembersihan berkurang.
pH 10-12, suhu 50-70°C: Dapat diterima untuk C-4 dan C-5. Waktu kontak untuk C-3 pada kisaran ini harus dijaga di bawah dua menit.
pH di atas 12, atau rendam air panas yang lama: Merusak lapisan C-3. Tidak direkomendasikan untuk laminasi berlapis organik, berapa pun suhunya.
Langkah pengeringan adalah di mana banyak operasi gagal bahkan ketika bahan kimia pencuci sudah benar. Tumpukan laminasi hangat dan basah yang dibiarkan dalam antrian setelah pencucian akan menimbulkan korosi pada tepi baja yang terbuka. Pengeringan udara paksa inline atau pengeringan oven suhu rendah harus segera mengikuti tahap pembilasan - ini bukan proses yang terpisah, ini adalah bagian dari siklus pembersihan.
Paling cocok untuk: Laminasi individual sebelum ditumpuk; bahan berlapis C-4 dan C-5; operasi pencetakan dan pembersihan inline bervolume tinggi.
Kendala praktis: Penetrasi yang buruk ke dalam celah interlaminar pada tumpukan yang dirakit. Pengeringan harus segera dilakukan dan dikontrol.
Pembersihan Ultrasonik
Pembersihan ultrasonik mendorong kavitasi - pembentukan dan ledakan gelembung mikroskopis di bawah energi akustik frekuensi tinggi - untuk menghilangkan kontaminasi dari permukaan dan, pada tingkat tertentu, dari celah yang sempit. Energi kavitasi merambat ke dalam tumpukan dan memberikan bantuan mekanis yang tidak dimiliki oleh perendaman pasif.
Pemilihan frekuensi dan daya sangat penting untuk laminasi berlapis:
Frekuensi rendah (20-40 kHz): Menghasilkan kavitasi yang agresif dan bergelembung besar. Efektif untuk kontaminasi berat tetapi berisiko merusak lapisan organik tipis dalam siklus yang lama.
Frekuensi tinggi (80-120 kHz): Menghasilkan kavitasi yang lebih halus dan lembut. Lebih aman untuk pelapis C-3 dan C-6 pada tingkat daya sedang.
Untuk laminasi berlapis, konfigurasi yang direkomendasikan adalah ultrasonik frekuensi tinggi dengan daya sedang dalam pelarut ringan atau media berair dengan pH rendah, dengan waktu siklus yang singkat.
Paling cocok untuk: Tumpukan yang dirakit dalam pemrosesan batch; prototipe atau proses volume kecil; ketika peralatan pembersih uap tidak tersedia.
Perhatian: Jangan gunakan ultrasonik frekuensi rendah berdaya tinggi pada laminasi berlapis C-3 dalam siklus yang lama.
Degreasing Elektrolitik
Degreasing elektrolit menempatkan komponen dalam elektrolit alkali dan menggunakan arus searah. Elektrolisis menghasilkan gas oksigen dan hidrogen pada permukaan komponen, dan aksi gelembung secara mekanis mengangkat lapisan oli. Proses ini lebih agresif dalam membersihkan permukaan dibandingkan dengan rendaman alkali pasif.
Untuk laminasi, batasannya sangat spesifik. Bahan kimia rendaman alkali memiliki risiko pelapisan yang sama dengan pembersihan alkali standar - dan arus listrik dapat mengalir secara istimewa melalui titik kontak logam di antara lapisan laminasi, sehingga menghasilkan perlakuan yang tidak merata. Pembentukan gelembung pada dasarnya adalah fenomena permukaan dan tidak membantu dalam membersihkan celah interlaminar.
Paling cocok untuk: Persiapan permukaan pra-pelapisan pada bahan berlapis C-4 atau C-5 di mana lapisan minyak permukaan adalah masalah utama.
Tidak direkomendasikan untuk: Laminasi berlapis C-3; tumpukan yang dirakit dengan kontaminasi minyak interlaminar.
Pembersihan Pra-Tumpukan
Solusi teknis terbersih untuk masalah penetrasi interlaminar adalah dengan membersihkan setiap laminasi sebelum ditumpuk. Jika laminasi yang dicap dihilangkan lemaknya sebelum dirakit, tumpukan dimulai tanpa kontaminasi yang terperangkap, dan setiap pembersihan permukaan berikutnya adalah pemeliharaan daripada perbaikan.
Hambatan praktisnya adalah korosi. Baja silikon yang bersih teroksidasi dengan cepat di lingkungan yang lembab. Jika laminasi dibersihkan dan kemudian disimpan atau dikirim sebelum ditumpuk, mereka membutuhkan perawatan pelindung baru - pencegah karat film tipis yang diaplikasikan pada volume rendah setelah dibersihkan. Hal ini menciptakan masalah kontaminasi ringan yang terkendali daripada masalah kontaminasi berat, dan pencegah karat dapat dipilih untuk kompatibilitas dengan proses hilir.
Untuk fasilitas di mana pencetakan dan penumpukan terjadi di gedung yang sama, pembersihan pra-tumpukan sering kali merupakan pendekatan yang paling baik secara teknis, meskipun memerlukan langkah proses tambahan.
Urutan Proses
Mengidentifikasi kelas lapisan pada baja listrik Anda (C-0 hingga C-6). Dapatkan ini dari sertifikasi pabrik baja, bukan dengan asumsi.
Kaji jenis dan lokasi kontaminasi.
Hanya minyak stamping, film permukaan? → Pelarut encer atau ringan mungkin cukup.
Pencegah karat ditambah minyak stamping, kontaminasi interlaminar? → Diperlukan pembersihan uap untuk tumpukan yang dirakit.
Pilih metode pembersihan utama berdasarkan kelas pelapisan dan profil kontaminasi:
C-3 atau C-6, tumpukan rakitan: Penghilangan uap.
C-3 atau C-6, laminasi individual pra-tumpukan: Basa ringan (pH <10, <50°C, waktu kontak singkat) atau lap pelarut ringan.
C-4 atau C-5, rakitan atau individual: Pencucian semprotan alkali (pH <12, <70°C) atau penghilang lemak dengan uap.
Jika anil mengikuti pembersihan, Lakukan pembersihan sebelum anil - bukan setelahnya. Minyak yang bertahan di dalam tungku akan berkarbonisasi. Baja yang bersih dalam atmosfer yang terkendali sebenarnya dapat membangun kembali lapisan oksida dasar. Lihat catatan tentang urutan anil di bawah ini.
Bilas (hanya metode berair) dengan air deionisasi atau air dengan kandungan mineral rendah. Air bilasan yang sarat mineral akan mengendapkan residu yang mengganggu daya rekat lapisan hilir.
Segera keringkan. Penghembusan udara paksa atau pengeringan oven suhu rendah dalam waktu dua hingga tiga menit setelah pembilasan akhir. Ini tidak opsional untuk baja silikon yang telanjang atau terpapar tepi.
Periksa dengan uji water-break. Siram permukaan yang sudah dibersihkan dengan air bersih. Lapisan air yang terus menerus dan tidak terputus mengindikasikan permukaan yang bersih dan bebas minyak. Air yang bergumpal dan pecah menunjukkan adanya sisa minyak. Jalankan tes ini sebelum perawatan pelindung pasca-pembersihan diterapkan.
Menerapkan penghambat korosi jika komponen tidak akan langsung dilanjutkan ke pemrosesan hilir. Pilih pencegah karat yang kompatibel dengan proses berikutnya dalam urutan - beberapa formulasi dirancang untuk digantikan oleh pernis, atau untuk membakar dengan bersih selama anil.
Catatan tentang Urutan Annealing
Jika prosesnya mencakup anil pelepas tegangan - umum terjadi pada baja silikon berlapis C-4 dan C-5 di mana pelubangan telah menurunkan sifat magnetik - urutan pembersihan tidak dapat dipertukarkan dengan urutan anil.
Pembersihan sebelum anil menghilangkan minyak yang jika tidak akan berkarbonisasi di dalam tungku. Baja bersih yang terpapar atmosfer anil yang sedikit mengoksidasi terkendali dapat membangun atau memulihkan lapisan oksida alami, menambahkan insulasi interlaminar dasar pada permukaan yang lapisan aslinya tipis.
Pembersihan setelah anil kurang efektif: minyak mungkin telah bermigrasi sebagian atau terpolimerisasi selama pemanasan, dan pembersihan pasca anil berisiko mengganggu permukaan oksida yang baru terbentuk. Urutan yang diterima adalah: bersihkan terlebih dahulu, lalu anil.
Apa yang Salah: Kesalahan Umum
Kesalahan
Konsekuensi
Tindakan Korektif
Pencucian alkali pH tinggi pada laminasi berlapis C-3
Pengikat organik terdegradasi; resistensi interlaminar turun; kerugian arus eddy meningkat
Jaga pH di bawah 10 untuk C-3; gunakan pembersih uap atau pelarut ringan
Melewatkan pengeringan segera setelah pencucian dengan air
Korosi terbentuk pada tepi baja telanjang dan permukaan internal
Menerapkan pengeringan udara paksa sejajar dalam waktu 2-3 menit setelah pembilasan akhir
Merakit tumpukan sebelum membersihkan ketika ada minyak interlaminar
Celah menjebak minyak; metode permukaan tidak dapat menjangkaunya
Bersihkan setiap laminasi sebelum ditumpuk, atau gunakan pembersih uap pada tumpukan yang sudah dirakit
Rendam air panas yang diperpanjang dalam rendaman alkali
Bahkan pelapis C-4 pun melunak atau kehilangan daya rekatnya dengan pemaparan yang lama
Batasi waktu kontak; gunakan agitasi mekanis alih-alih rendam lebih lama
Ultrasonik frekuensi rendah berdaya tinggi pada lapisan organik tipis
Erosi kavitasi merusak permukaan lapisan
Gunakan 80-120 kHz pada daya yang dikurangi; batasi waktu siklus
Tidak ada perlindungan korosi setelah dibersihkan
Baja silikon teroksidasi; karat mengganggu isolasi dan menciptakan jembatan celah
Terapkan pencegah karat film tipis; segera pindah ke proses hilir
Air bilasan yang terkontaminasi mineral
Endapan mineral pada permukaan mengganggu daya rekat lapisan di bagian hilir
Gunakan air bilasan deionisasi; ganti rendaman pencuci sesuai jadwal yang ditentukan
Kombinasi minyak pembersih tidak diuji bersama
Satu bahan kimia menghilangkan minyak stamping tetapi tidak mencegah karat, atau sebaliknya
Uji proses pembersihan terhadap kontaminasi gabungan yang sebenarnya, bukan minyak yang terisolasi
PERTANYAAN YANG SERING DIAJUKAN
T: Dapatkah saya membersihkan tumpukan laminasi rakitan dengan menyeka permukaan dengan pelarut?
Menyeka permukaan akan menghilangkan apa yang bisa Anda jangkau. Minyak yang masuk ke dalam celah interlaminar tidak akan keluar dengan menyeka. Jika proses hilir - pelapisan EP, impregnasi pernis, anil - membutuhkan permukaan internal yang bersih, dan memang demikian, penyeka permukaan saja bukanlah solusi lengkap untuk tumpukan yang dirakit. Bersihkan laminasi sebelum menumpuk, atau gunakan pembersih uap setelah perakitan.
T: Apa metode pembersihan yang paling aman untuk laminasi berlapis C-3?
Penghilangan uap. Formulasi pelarut modern yang digunakan dalam sistem loop tertutup tidak menyerang lapisan organik pada suhu operasi dan tidak meninggalkan residu kelembaban. Jika pembersihan berair diperlukan untuk alasan proses atau biaya: pH di bawah 10, suhu di bawah 50 ° C, waktu kontak di bawah dua menit, bilas dengan air deionisasi, segera keringkan.
T: Apakah sisa minyak di antara laminasi selalu menyebabkan masalah, atau hanya pada kondisi tertentu?
Tingkat keparahannya tergantung pada apa yang terjadi selanjutnya. Jika laminasi masuk ke dalam anil pelepas stres, minyak interlaminar akan berkarbonisasi - itu selalu menjadi masalah. Jika masuk ke dalam impregnasi pernis, sisa minyak mengurangi penetrasi dan daya rekat. Jika masuk ke perakitan akhir tanpa salah satu dari langkah-langkah tersebut, sisa minyak tipis mungkin tidak menyebabkan kegagalan langsung, tetapi dapat bermigrasi dari waktu ke waktu dan mencemari bahan isolasi belitan. Modus kegagalannya hanya lebih lambat.
T: Jika saya membersihkan laminasi sebelum ditumpuk, bagaimana cara melindunginya dari korosi selama penyimpanan?
Oleskan pencegah karat film tipis segera setelah dibersihkan, sebelum terpapar udara sekitar. Pilih formulasi yang kompatibel dengan proses hilir Anda - beberapa didesain untuk digantikan oleh pernis, sementara yang lain akan terbakar dengan bersih selama proses anil. Jika waktu penyimpanan melebihi 24 hingga 48 jam dalam kondisi lembab, kemasan tertutup dengan pengering adalah tepat.
T: Mengapa semprotan air bertekanan tinggi tidak menyelesaikan masalah minyak interlaminar?
Semprotan bertekanan tinggi efektif pada permukaan datar dan geometri terbuka. Pada celah interlaminar yang rapat, geometri celah menahan penetrasi hidraulik - fluida yang masuk dari satu sisi tidak dapat diandalkan untuk mendorong oli keluar dari sisi lainnya. Lebih penting lagi, setelah semprotan bertekanan tinggi, air yang terperangkap di celah yang sama akan menolak drainase dan pengeringan, menggantikan masalah kontaminasi oli dengan risiko korosi. Metode uap dan pelarut bekerja dalam geometri yang sempit karena tidak meninggalkan air.
Pembersihan terkendali - dalam parameter metode yang sesuai dengan kelas pelapisan - tidak mempengaruhi faktor penumpukan. Pembersihan alkali agresif yang melembutkan atau membengkakkan lapisan organik dapat menyebabkan lapisan insulasi menjadi tidak rata, sedikit meningkatkan ketebalan lapisan non-magnetik dan mengurangi penampang baja aktif. Untuk aplikasi di mana faktor penumpukan ditentukan dengan ketat, verifikasi integritas lapisan setelah pembersihan sebelum perakitan akhir.
T: Bagaimana cara memverifikasi bahwa pembersihan tidak merusak lapisan interlaminar?
Ukur resistansi interlaminar dengan megohmmeter di antara lapisan laminasi yang berdekatan. Nilai minimum yang dapat diterima bervariasi menurut kelas lapisan, tetapi nilai di bawah 1 MΩ per pasangan laminasi umumnya menunjukkan degradasi insulasi. Secara visual, lapisan fosfat yang rusak kehilangan tekstur abu-abu matte yang khas; lapisan organik yang rusak dapat menunjukkan perpeloncoan, melepuh, atau delaminasi pada bagian tepinya.
T: Kami menstempel dan menumpuk di fasilitas yang sama. Apa urutan yang paling praktis?
Bersihkan setiap laminasi setelah dicap dan sebelum ditumpuk. Oleskan film tipis pencegah karat yang kompatibel dengan proses segera setelah dibersihkan. Tumpuk dalam shift yang sama jika memungkinkan, atau dalam waktu 24 jam dalam kelembapan yang terkendali. Hal ini untuk menghindari masalah penetrasi interlaminar sepenuhnya dan memberikan proses hilir permukaan bersih yang mereka butuhkan tanpa memerlukan peralatan penghilang lemak uap pada tumpukan yang dirakit.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.