Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Di sinilah inti motor secara diam-diam menjadi tidak baik, tidak stabil, mahal, atau tidak mungkin diperbaiki di kemudian hari.
Artikel ini menjelaskan cara merancang otomatisasi penumpukan untuk laminasi motor menggunakan:
Sensor
Pin susun
Kontrol ketinggian
Pemantauan kekuatan
Pemeriksaan penglihatan
Gerbang QC
Bergabung dengan cek
Ketertelusuran MES
Logika ROI dan OEE
Fokusnya praktis: bagaimana menangkap masalah sebelum pengelasan, pengikatan, penggulungan, penyisipan magnet, perakitan poros, atau pengujian motor akhir.
Karena pada saat tumpukan yang buruk mencapai akhir antrean, tumpukan tersebut telah mengumpulkan tenaga kerja, waktu mesin, suku cadang, dan alasan.
Daftar Isi
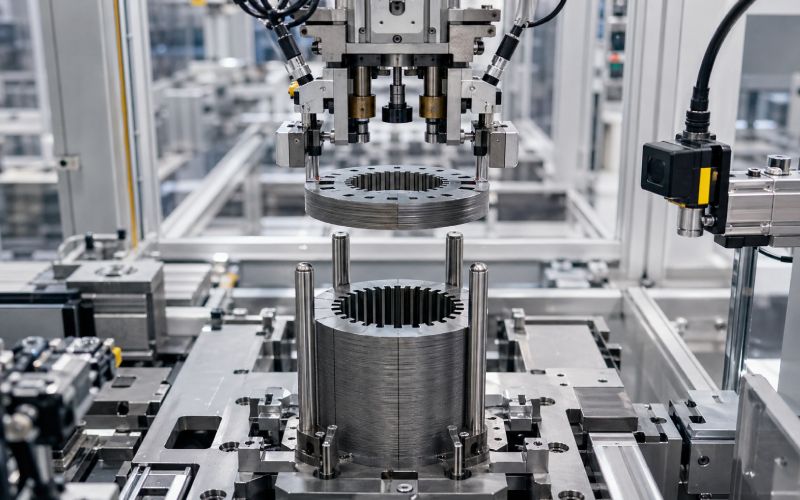
Apa Itu Penumpukan Laminasi Motor?
Penumpukan laminasi motor adalah proses merakit bahan tipis laminasi baja listrik menjadi inti stator, inti rotor, inti tersegmentasi, atau sub-tumpukan.
Setiap laminasi biasanya dicap atau dipotong dari baja listrik. Lembaran-lembaran tersebut ditumpuk bersama untuk membentuk inti magnet motor. Struktur lembaran tipis membantu mengurangi kerugian arus eddy, sementara tumpukan yang telah selesai menyediakan geometri yang diperlukan untuk penggulungan, penempatan magnet, pemasangan poros, perakitan rumah, dan kinerja motor akhir.
Itulah definisi yang jelas.
Kenyataan produksi lebih berantakan.
Setiap laminasi memiliki variasi yang kecil:
Variasi ketebalan
Tinggi duri
Kondisi pelapisan
Penyimpangan profil slot
Penyimpangan posisi lubang
Film minyak
Tanda penanganan
Tanda tangan keausan alat
Sedikit bergelombang
Kesalahan rotasi kecil
Satu laminasi mungkin terlihat dapat diterima. Beberapa ratus laminasi dapat menciptakan tumpukan yang tidak lagi dapat diterima.
Ini tidak hanya memindahkan lembaran lebih cepat. Ini mengontrol cara kesalahan kecil terakumulasi.
Mengapa Otomatisasi Tumpukan Laminasi Penting
Inti motor dibuat berlapis-lapis, tetapi kegagalan tidak selalu muncul lapis demi lapis.
Tumpukan stator dapat melewati pemeriksaan ketinggian dasar dan masih menimbulkan masalah selama penggulungan. Tumpukan rotor dapat terlihat bersih sebelum penyisipan magnet dan masih memiliki variasi saku yang menyebabkan perakitan berhenti. Tumpukan dapat mencapai ketinggian nominalnya hanya karena mesin press memaksanya ke sana.
Yang terakhir ini adalah hal yang umum.
Tumpukannya tidak menjadi bagus. Tumpukan itu dikompresi menjadi hening.
Otomatisasi seharusnya mencegah kepercayaan diri yang salah seperti itu.
Sel susun laminasi yang didesain dengan baik, membantu mengurangi:
Pengambilan lembar ganda
Laminasi yang hilang
Ketidaksejajaran sudut
Slot drift
Variasi lubang atau OD
Gangguan terkait duri
Cacat keausan pin
Pencampuran bagian yang salah
Kualitas sambungan yang buruk
Memo tahap akhir
Penyimpangan proses yang tidak dapat dilacak
Untuk produksi motor bervolume tinggi, pertanyaannya tidak hanya, “Dapatkah kita menumpuk bagian ini?”
Pertanyaan yang lebih baik adalah:
Dapatkah kita membuktikan bahwa setiap tumpukan sudah benar sebelum menambahkan lebih banyak biaya?
Cacat Utama pada Tumpukan Laminasi Motor
Sebagian besar cacat tumpukan laminasi dimulai dari yang kecil. Itulah yang membuat mereka menjengkelkan.
Mereka tidak selalu terlihat dari seberang garis. Mereka mungkin tidak langsung menghentikan mesin. Mereka mungkin menunggu hingga proses berikutnya, di mana mereka menjadi masalah orang lain.
Cacat
Apa yang Biasanya Menyebabkannya
Di Mana Sakitnya Nanti
Pengambilan lembar ganda
Pemisahan yang buruk, daya rekat oli, tarikan magnet, kesalahan vakum
Tinggi tumpukan, jumlah laminasi, kualitas sambungan
Lembar yang hilang
Lompatan umpan, pengambilan yang gagal, titik buta sensor
Faktor tumpukan, ketinggian, kinerja magnetik
Ketidaksejajaran sudut
Jarak bebas pin, datum yang aus, kontrol sarang yang lemah, jalur penempatan yang salah
Penyelarasan slot, belitan, posisi saku magnet
Akumulasi duri
Keausan pukulan, ketidakkonsistenan arah duri, kontrol deburring yang buruk
Insulasi slot, tempat duduk susun, penyambungan, jarak bebas perakitan
Pengangkatan tumpukan lokal
Puing-puing, duri, lembaran melengkung, kekuatan tempat duduk yang buruk
Sebuah tumpukan bisa gagal karena satu alasan. Bisa juga gagal karena tiga alasan kecil yang terjadi sekaligus.
Itu lebih sulit untuk ditangkap. Tapi bukan tidak mungkin.
Tujuan Sebenarnya dari Sensor dalam Penumpukan Laminasi
Sensor tidak ada untuk menghiasi mesin.
Mereka menjawab pertanyaan-pertanyaan spesifik pada saat-saat tertentu.
Sebelum lembaran diambil:
Apakah suku cadang yang tepat tersedia?
Selama penjemputan:
Apakah satu lembar yang dipilih, bukan dua lembar?
Sebelum penempatan:
Apakah laminasi menghadap ke arah yang benar dan diputar dengan benar?
Selama penumpukan:
Apakah tempat duduknya normal?
Sebelum bergabung:
Apakah tumpukan ini layak untuk dilas, diikat, dipaku, atau dipress?
Setelah bergabung:
Apakah proses penggabungan menghasilkan tumpukan yang baik atau hanya tumpukan yang buruk secara permanen?
Itulah logika dasarnya.
Jangan menambahkan sensor karena mesin memiliki ruang terbuka. Tambahkan sensor karena operasi berikutnya akan membuat cacat lebih sulit dipulihkan.
Pemilihan Sensor untuk Otomatisasi Penumpukan Laminasi Motor
Rencana sensor terbaik menggunakan beberapa pemeriksaan sederhana, bukan satu sistem pemeriksaan “ajaib”.
Kamera tidak dapat merasakan kekuatan tempat duduk. Sensor gaya tidak dapat mengidentifikasi varian laminasi yang salah. Sensor ketinggian tidak dapat membuktikan arah duri. Sensor lembar ganda tidak dapat mengonfirmasi keselarasan slot.
Jadi, sistem harus menggabungkan sinyal.
Sensor atau Pemeriksaan
Lokasi Terbaik
Tujuan Utama
Apa yang Dicegah
Sensor yang ada sebagian
Pengumpan, titik penjemputan, sarang penempatan
Mengonfirmasi keberadaan laminasi
Siklus kosong, lembaran yang hilang
Detektor lembar ganda
Penjemputan atau transfer dekat
Mendeteksi dua laminasi yang diangkat sebagai satu
Hitungan salah, kesalahan tinggi, memo setelah bergabung
Penempatan lebih penting daripada nama katalog sensor.
Sensor yang dipasang terlalu jauh ke hulu akan mengonfirmasi bahwa ada sesuatu yang benar sebelumnya. Hal itu tidak sama dengan mengonfirmasi bahwa sekarang sudah benar.
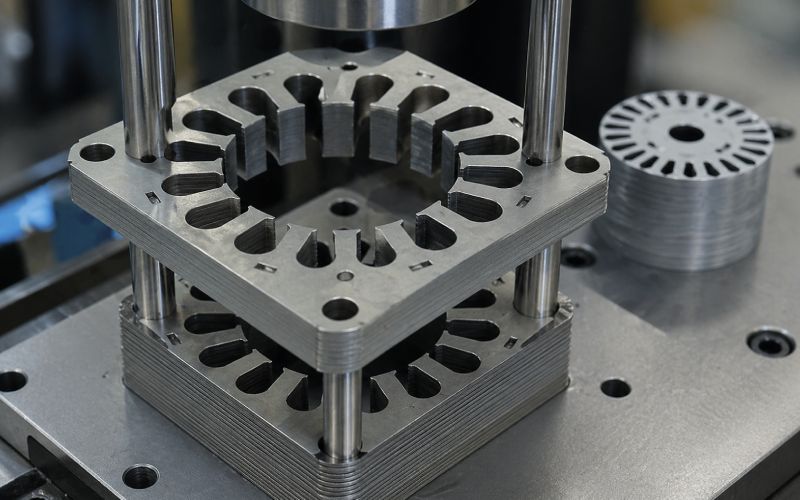
Pin Susun: Bagian Kecil yang Menentukan Akurasi Tumpukan
Pin susun adalah elemen penentu lokasi yang digunakan untuk menyelaraskan setiap laminasi selama penumpukan. Mereka dapat menemukan melalui lubang, slot, takik, fitur diameter dalam, fitur diameter luar, atau fitur perkakas khusus.
Kedengarannya sederhana.
Mereka tidak.
Kontrol pin:
Posisi sudut
Pengulangan dari lembar ke lembar
Kelurusan tumpukan
Penyelarasan slot
Referensi lubang atau OD
Keakuratan kemiringan, bila digunakan
Akurasi transfer ke dalam penggabungan
Pin yang aus mungkin masih memungkinkan produksi berlanjut. Itulah bahayanya.
Mesin berputar. Tumpukan terlihat normal. Tren dimensi bergerak lambat. Tidak ada yang memperhatikan sampai kegagalan hilir dimulai.
Kemudian orang-orang berdebat tentang penggulungan, penyisipan magnet, pengelasan, perkakas, inspeksi, operator, dan material.
Kadang-kadang pin hanya dipakai.
Faktor Desain Pin Susun
Desain pin tidak boleh disalin dari sel lain tanpa memeriksa geometri bagian dan riwayat cacat.
Faktor Desain Pin
Mengapa Ini Penting
Hasil Desain yang Buruk
Talang air yang mengarah ke dalam
Membantu laminasi tipis masuk tanpa tersangkut
Tergores, tepi bengkok, kerusakan lapisan
Pembersihan pin
Menyeimbangkan keakuratan lokasi dan pemuatan yang lancar
Terlalu kencang menyebabkan kemacetan; terlalu longgar menyebabkan penyimpangan
Kekerasan dan pelapisan pin
Mengontrol keausan dan gesekan
Hilangnya akurasi datum secara bertahap
Panjang pin
Mendukung tinggi tumpukan dan panduan lembar
Miring, kontrol tumpukan yang buruk
Jumlah pin
Mengontrol rotasi dan posisi
Terlalu banyak dapat membatasi laminasi secara berlebihan
Interval penggantian pin
Mencegah penyimpangan tanpa suara
Ketidaksejajaran tingkat batch
Jalur pembersihan
Menghilangkan debu, serpihan, dan serpihan lapisan
Pengangkatan lokal, kemacetan, lonjakan gaya palsu
Logika arah duri
Mengontrol bagaimana gerinda berinteraksi dengan pin
Tempat duduk yang buruk, peningkatan beban pin
Lebih banyak pin tidak selalu berarti kontrol yang lebih baik.
Kadang-kadang lebih banyak pin berarti bagian tersebut tidak memiliki kebebasan untuk menetap. Tumpukan melawan perlengkapan. Kurva gaya naik. Garis tetap berjalan.
Tidak bagus.
Jarak Bebas Pin: Mengapa “Ketat” Tidak Selalu Akurat
Pemasangan pin yang sangat ketat bisa terlihat menarik pada gambar. Ini menjanjikan kontrol.
Pada saluran telepon, ini mungkin menciptakan hal yang sebaliknya.
Laminasi tipis bukanlah pelat kaku yang sempurna. Mereka memiliki gerinda, variasi lapisan, minyak, efek suhu, dan variasi penanganan. Jika jarak bebas pin terlalu ketat, variasi normal menjadi gangguan mekanis.
Jika jarak bebas terlalu longgar, tumpukan dapat berputar atau melayang.
Jadi, jarak bebas pin yang benar harus didasarkan pada:
Data pengukuran lubang atau slot yang sebenarnya
Distribusi ketinggian duri
Variasi ketebalan lapisan
Pengulangan penempatan
Toleransi sudut yang diperlukan
Tinggi tumpukan
Jumlah laminasi
Metode penggabungan
Izin perakitan hilir
Jangan menetapkan jarak bebas pin dari geometri CAD nominal saja.
Itu adalah cara yang bersih untuk membangun masalah yang kotor.
Arah Duri dan Pertumbuhan Duri pada Tumpukan Laminasi
Gerinda berukuran kecil dalam satu lembar. Dalam tumpukan, mereka menjadi sebuah pola.
Jika arah duri berubah secara acak, tumpukan mungkin menunjukkan tempat duduk yang tidak konsisten, perubahan ketinggian lokal, risiko tepi slot, atau kerusakan lapisan. Jika duri selalu menghadap ke arah yang sama, tumpukan mungkin akan terbentuk dengan lebih mudah diprediksi, tetapi akumulasi duri masih perlu dikontrol.
Untuk tumpukan stator, gerinda di dekat slot belitan dapat merusak insulasi atau mengganggu kawat, jepit rambut, atau perkakas penyisipan.
Untuk tumpukan rotor, gerinda di dekat kantong magnet, fitur lubang, atau area yang sensitif terhadap keseimbangan dapat menimbulkan masalah kesesuaian dan kinerja.
Sistem penumpukan yang baik harus menjawabnya:
Apakah arah duri dikendalikan?
Apakah pertumbuhan duri dipantau selama masa pakai alat?
Apakah gaya dudukan meningkat seiring dengan tumbuhnya gerinda?
Apakah bukaan slot menyempit?
Apakah pin tergores karena gerinda naik?
Apakah gerbang QC menghentikan tumpukan sebelum penggulungan atau penyisipan magnet?
Gerinda tidak perlu dramatis untuk menjadi mahal.
Mereka hanya perlu diulang.
Kontrol Tinggi Tumpukan Tidak Sama dengan Kontrol Jumlah Lembar
Ini adalah kesalahan umum.
Kontrol jumlah lembar memverifikasi berapa banyak laminasi yang masuk ke dalam tumpukan.
Kontrol ketinggian tumpukan memverifikasi ketinggian fisik tumpukan yang dibangun.
Mereka terkait. Mereka tidak sama.
Tumpukan dapat memiliki hitungan yang benar dan ketinggian yang salah karena variasi ketebalan, gerinda, serpihan yang terperangkap, perubahan lapisan, atau perilaku kompresi.
Tumpukan dapat memiliki perilaku penghitungan yang mencurigakan dan masih mengukur ketinggian yang mendekati target karena kompresi menyembunyikan kesalahan.
Jadi, proses penumpukan yang andal harus menggunakan keduanya.
Periksa
Apa yang dijawabnya
Apa yang Tidak Dapat Dibuktikan Sendiri
Jumlah lembar
Apakah jumlah laminasi yang benar masuk ke dalam tumpukan?
Apakah semua seprai terpasang dengan benar
Tinggi tumpukan
Apakah tumpukan mencapai ketinggian bangunan yang diharapkan?
Apakah hitungannya benar
Ketinggian multi-titik
Apakah tumpukannya miring, terangkat, atau tidak rata?
Apakah varian laminasi yang tepat digunakan
Kurva gaya-jarak
Apakah dudukannya normal?
Kesesuaian dimensi yang tepat
Pemeriksaan penglihatan
Apakah bagian tersebut sudah benar dan diorientasikan dengan benar?
Apakah tumpukan yang terkubur sudah terpasang dengan benar
Satu pengukuran tinggi puncak lebih baik daripada tidak sama sekali.
Tetapi mungkin tidak bisa dimiringkan.
Untuk inti motor dengan persyaratan perakitan yang ketat, gunakan pemeriksaan ketinggian multi-titik sebelum bergabung.
Kurva Gaya: Cara yang Lebih Baik untuk Melihat Masalah Tumpukan yang Tersembunyi
A kurva gaya merekam gaya terhadap jarak atau waktu selama duduk, kompresi, pemasukan pin, atau penekanan tumpukan.
Hal ini berguna karena masalah tumpukan sering muncul sebagai resistensi abnormal sebelum muncul sebagai cacat yang terlihat.
Pemantauan gaya dapat mendeteksi:
Gangguan duri
Pengikisan pin
Varian laminasi yang salah
Puing-puing di antara lapisan
Tempat duduk yang buruk
Kompresi berlebih
Tumpukan ramping
Ketidakcocokan lubang atau slot
Jangan hanya memperhatikan kekuatan puncak.
Kekuatan puncak mudah dibaca, tetapi bisa menyembunyikan cerita.
Kurva jarak-gaya menunjukkan di mana resistensi dimulai, seberapa cepat kenaikannya, apakah tumpukan mengendap dengan lancar, dan apakah perilaku tempat duduk akhir sesuai dengan tumpukan yang sudah diketahui dengan baik.
Dua tumpukan dapat mencapai ketinggian yang sama.
Seseorang yang duduk secara alami.
Salah satu yang dipaksa ke sana.
Itu adalah tumpukan yang berbeda.
Gerbang QC: Hentikan Tumpukan yang Buruk Sebelum Menjadi Mahal
A Gerbang QC adalah titik keputusan di mana sistem melepaskan tumpukan ke langkah berikutnya atau menghentikannya untuk ditolak, dikerjakan ulang, dikarantina, atau ditinjau.
Gerbang QC harus ada sebelum biaya meningkat.
Itu berarti sebelumnya:
Bergabung
Pengelasan
Ikatan
Memukau
Berliku
Penyisipan magnet
Penekanan poros
Perakitan rumah
Tes akhir
Tempat terburuk untuk menemukan masalah penumpukan adalah setelah motor telah mengumpulkan pekerjaan hilir yang mahal.
Gerbang QC
Lokasi Proses
Apa yang Harus Diperiksa
Mengapa Ini Penting
Gerbang 1: Verifikasi laminasi yang masuk
Sebelum memberi makan
Jenis komponen, lot, arah duri, kerusakan yang terlihat
Mencegah material yang salah masuk ke dalam sel
Gerbang 2: Verifikasi penjemputan
Pada pengambilan lembar
Bagian yang ada, satu lembar, pegangan yang stabil
Mencegah lembaran yang hilang atau ganda
Gerbang 3: Pemeriksaan orientasi pra-tumpukan
Sebelum penempatan
Rotasi, arah hadap, fitur slot/tombol
Mencegah kesalahan orientasi yang terkubur
Gerbang 4: Pemantauan dalam tumpukan
Selama membangun
Hitungan, tren ketinggian, beban pin, perilaku tempat duduk
Menangkap drift sebelum penyelesaian tumpukan
Gerbang 5: Gerbang sebelum bergabung
Sebelum mengelas/mengikat/memaku
Tinggi, kerataan, kesejajaran, tanda tangan gaya
Menghindari penguncian pada geometri yang buruk
Gerbang 6: Gerbang pasca bergabung
Setelah bergabung
Ketinggian akhir, lubang/OD, posisi slot, risiko pendek
Mengonfirmasi bahwa penggabungan tidak merusak tumpukan
Gerbang 7: Gerbang pra-hilir
Sebelum penggulungan, penyisipan magnet, pemasangan poros
Jarak bebas kritis dan fitur perakitan
Melindungi proses selanjutnya dari cacat yang diwariskan
Inspeksi di akhir lini masih penting.
Tetapi, ini bukan pemeriksaan serius yang pertama.
Itu adalah pembelajaran yang terlambat.
Pemeriksaan Teknik vs Dampak Bisnis
Proyek otomatisasi penumpukan tidak disetujui hanya karena perlengkapannya pintar.
Hal ini disetujui karena jalur menjadi lebih stabil, skrap menjadi lebih awal dan lebih murah, dan kegagalan dapat dilacak.
Masalah Teknik
Kontrol Otomasi
Dampak Bisnis
Pengambilan lembar ganda
Deteksi lembar ganda saat pengambilan
Mencegah sisa sambungan dan pengerjaan ulang
Keausan pin yang lambat
Tren beban pin dan penggantian terjadwal
Mengurangi penyimpangan tingkat batch
Pertumbuhan duri
Tren kekuatan, penglihatan, pemeriksaan slot
Melindungi hasil belitan dan penyisipan magnet
Variasi ketinggian tumpukan
Hitung + tinggi multi-titik + data kompresi
Mengurangi masalah kesesuaian perakitan
Varian laminasi yang salah
Pemeriksaan identitas penglihatan dan kunci program
Mencegah produksi komponen campuran
Penemuan cacat yang terlambat
Gerbang QC sebelum langkah nilai tambah
Menurunkan biaya kualitas yang buruk
Akar masalah yang tidak jelas
Penelusuran ID tumpukan
Mempersingkat waktu pemecahan masalah
Keputusan yang bergantung pada operator
Logika lulus/gagal yang ditentukan
Meningkatkan pengulangan di seluruh shift
Sistem QC yang baik tidak hanya menolak tumpukan yang buruk.
Ini menjelaskan mengapa mereka ditolak.
Penjelasan tersebut adalah di mana uang itu berada.
Biaya Kualitas Buruk dalam Penumpukan Laminasi
Cacat yang sama memiliki biaya yang berbeda tergantung pada kapan cacat tersebut ditemukan.
Laminasi yang salah yang terdeteksi pada saat pengambilan adalah peristiwa kecil.
Laminasi yang salah yang terdeteksi setelah penggabungan tumpukan adalah scrap atau pengerjaan ulang.
Laminasi yang salah yang terdeteksi setelah penggulungan, penyisipan magnet, pengepresan poros, atau pengujian motor akhir sekarang menjadi masalah yang jauh lebih besar.
Cacat Ditemukan di
Tingkat Biaya Umum
Mengapa
Sebelum penjemputan
Terendah
Lembar dapat ditolak sebelum nilai ditambahkan
Selama penumpukan
Rendah
Tumpukan dapat dihentikan sebelum bergabung
Sebelum bergabung
Sedang
Beberapa waktu pembangunan hilang, tetapi biaya hilir yang besar terlindungi
Setelah bergabung
Lebih tinggi
Tumpukan mungkin memerlukan pengerjaan ulang atau dibuang
Setelah penggulungan atau penyisipan magnet
Sangat tinggi
Lebih banyak komponen dan waktu mesin yang sudah diinvestasikan
Pada tes akhir
Tertinggi
Akar penyebab lebih sulit untuk diisolasi dan penahanan lebih luas
Ini adalah kasus bisnis untuk gerbang QC.
Bukan teori. Hanya aritmatika dengan pengaturan waktu yang lebih baik.
OEE: Bagaimana Otomatisasi Penumpukan Mempengaruhi Ketersediaan, Kinerja, dan Kualitas
OEE sering dibahas di tingkat mesin, tetapi cacat susun laminasi menyebar di seluruh lini.
Sel susun dapat merusak OEE dalam tiga cara:
Kehilangan Ketersediaan
Jalur berhenti karena macet, pengambilan ganda, gangguan pin, kesalahan transfer, atau penanganan penolakan yang tidak jelas.
Kehilangan Kinerja
Antrean berjalan lebih lambat karena prosesnya perlu dicoba berulang kali, pemeriksaan manual, atau pengumpanan yang tidak stabil.
Penurunan Kualitas
Jalur ini menghasilkan tumpukan yang kemudian gagal dalam pemeriksaan dimensi, pemeriksaan penyambungan, penyisipan belitan, penyisipan magnet, atau pengujian akhir.
Sistem penumpukan yang lebih baik meningkatkan OEE sebesar:
Mengurangi gangguan berhenti
Memisahkan tumpukan yang baik dan buruk secara otomatis
Mendeteksi tren sebelum terjadi kesalahan besar
Mencegah penghentian hilir
Memberikan sinyal cacat yang jelas kepada pemeliharaan
Mengurangi loop inspeksi manual
Tujuannya bukanlah kecepatan maksimum dengan cara apa pun.
Sel penumpukan cepat yang mengirimkan cacat ke hilir tidaklah cepat. Ini meminjam waktu dari stasiun berikutnya.
Metode Penggabungan Mengubah Rencana QC
Tumpukan laminasi motor dapat disatukan dengan metode penyambungan yang berbeda. Setiap metode mengubah risiko pemeriksaan.
Hanya ada metode yang sesuai dengan desain motor, volume, toleransi, target performa magnetik, dan model biaya.
Tetapi setiap metode membutuhkan rencana QC yang sesuai dengan mode kegagalannya.
Pengelasan vs Pengikatan untuk Tumpukan Laminasi Motor
Ini adalah perbandingan yang umum dilakukan selama perencanaan proses.
Topik
Pengelasan
Ikatan
Perilaku siklus
Seringkali cepat setelah diposisikan
Mungkin memerlukan waktu penyembuhan atau waktu tinggal yang terkendali
Retensi mekanis
Bergabung dengan lokal yang kuat
Retensi permukaan terdistribusi
Masukan panas
Hadir
Biasanya panasnya lebih rendah, tergantung pada prosesnya
Risiko korsleting listrik
Membutuhkan perhatian di dekat area yang bergabung
Tergantung pada perekat dan kondisi permukaan
Risiko distorsi
Kemungkinan di dekat zona las
Tergantung pada tekanan, lapisan perekat, dan penyembuhan
Data untuk dilacak
Energi las, posisi, waktu, gaya, hasil visual
Jumlah perekat, tekanan, suhu, profil penyembuhan
Fokus QC terbaik
Penyelarasan pra-pengelasan dan pemeriksaan geometri/pendek pasca-pengelasan
Kebersihan permukaan, tekanan, pengawetan, ketinggian akhir
Keputusan tidak boleh diambil hanya dengan mengandalkan kekuatan sendiri.
Ini harus mencakup kinerja hilir, beban inspeksi, jejak peralatan, strategi perbaikan, dan kebutuhan penelusuran.
Metode penggabungan yang mudah dipasang tetapi sulit diverifikasi bisa jadi akan menjadi mahal di kemudian hari.
Otomatisasi Tumpukan Stator: Apa yang Harus Diperiksa
Untuk tumpukan laminasi stator, prosesnya harus melindungi jalur belitan.
Pemeriksaan penting meliputi:
Pembukaan slot
Kedalaman slot
Perataan gigi
Diameter dalam
Tinggi tumpukan
Gerinda slot
Kerusakan lapisan di dekat slot
Orientasi laminasi
Kebulatan akhir
Tumpukan kuadrat
Jika stator menggunakan belitan jepit rambut, geometri slot menjadi lebih sensitif. Proses penyisipan tidak memaafkan slot yang sempit, gerinda, atau penyimpangan sudut.
Tumpukan stator mungkin terlihat dapat diterima dari luar sementara satu keluarga slot cenderung keluar dari posisinya.
Jadi, periksa geometri yang sebenarnya digunakan oleh proses selanjutnya.
Bukan hanya geometri yang mudah diukur.
Otomatisasi Tumpukan Rotor: Apa yang Harus Diperiksa
Untuk tumpukan laminasi rotor, fitur dengan risiko tertinggi sering kali berbeda.
Pemeriksaan penting meliputi:
Diameter lubang
Silindrisitas lubang
Diameter luar
Posisi saku magnet
Gerinda saku magnet
Akurasi kemiringan
Pengindeksan sudut
Fitur yang peka terhadap keseimbangan
Tinggi tumpukan
Konsistensi bergabung
Tumpukan rotor dapat menimbulkan masalah hilir yang mahal jika lubang, kantong magnet, atau fitur kemiringan melayang.
Masalah sudut kecil dalam tumpukan dapat menjadi masalah penyisipan magnet. Kesalahan lubang dapat menjadi masalah perakitan poros. Masalah ketidakseimbangan tumpukan mungkin tidak terlihat jelas sampai beberapa waktu kemudian.
Sekali lagi, deteksi yang terlambat adalah versi yang mahal.
Tumpukan Laminasi Tersegmentasi Membutuhkan Kontrol Ekstra
Tumpukan stator atau rotor yang tersegmentasi menambah lapisan kerumitan lainnya.
Sekarang sistem harus mengontrol tidak hanya penumpukan lembar ke lembar, tetapi juga hubungan segmen ke segmen.
Periksa:
Identitas segmen
Pitch segmen
Kesenjangan sendi
Clocking
Tempat duduk segmen
Akumulasi kesalahan sirkularitas
Kebulatan OD/ID akhir
Ketidakcocokan antar-segmen
Menangani kerusakan di tepi segmen
Desain tersegmentasi dapat meningkatkan penggunaan material atau fleksibilitas perakitan, tetapi otomatisasi penumpukan harus mengelola akumulasi kesalahan dengan hati-hati.
Satu segmen yang sedikit meleset bisa saja terlewati.
Beberapa segmen yang sedikit meleset dapat menimbulkan masalah kebulatan atau posisi slot.
Begitulah cara kerja akumulasi. Diam-diam.
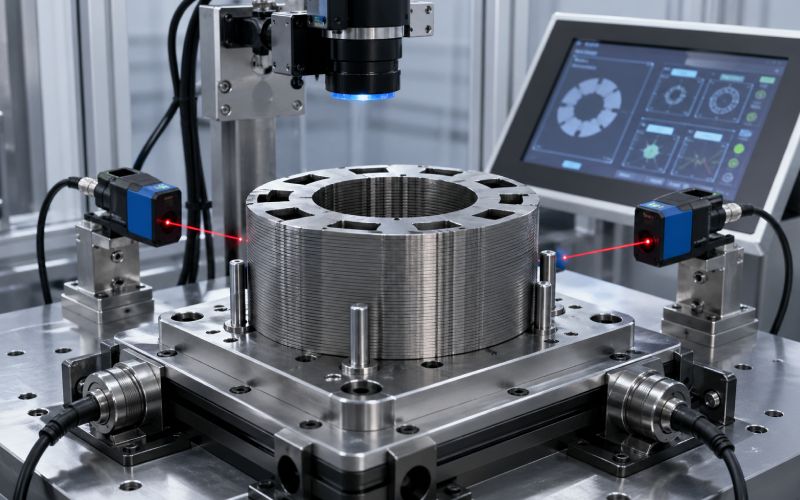
Visi Mesin dalam Penumpukan Laminasi
Machine vision berguna ketika diperlakukan sebagai sistem pengukuran terkontrol, bukan kamera yang dipasang di dekat konveyor.
Visi dapat memeriksa:
Varian bagian
Rotasi
Arah wajah
Profil slot
Posisi alur pasak
Kehadiran lubang
Zona risiko duri
Kerusakan kontur
Bagian campuran
Penempatan laminasi
Bagian yang sulit adalah pencahayaan dan pengulangan.
Baja listrik dapat memantulkan cahaya dengan cara yang membingungkan pendeteksian tepi. Lapisan minyak mengubah penampilan permukaan. Gerinda mungkin hanya muncul di bawah sudut cahaya tertentu. Variasi lapisan dapat mengubah kontras.
Kebutuhan pengaturan penglihatan yang baik:
Pencahayaan yang stabil
Presentasi bagian tetap
Jarak kerja yang diketahui
Pemeriksaan kalibrasi
Ambang batas lulus/gagal yang jelas
Aturan untuk hasil yang tidak pasti
Validasi berkala dengan suku cadang produksi nyata
Jangan melatih atau memvalidasi hanya pada laminasi yang bersih dan sempurna.
Bagian produksi kurang sopan.
Deteksi Lembar Ganda: Tangkap Sebelum Tumpukan Mulai Berbohong
Pengambilan lembar ganda adalah salah satu pemeriksaan awal yang paling penting.
Dua laminasi tipis dapat berperilaku seperti satu lembar selama pengambilan. Lapisan minyak, statis, tarikan magnetis, pemisahan yang buruk, atau perilaku vakum dapat membuat hal ini lebih mungkin terjadi.
Peristiwa lembar ganda dapat menyebabkannya:
Jumlah laminasi yang salah
Kesalahan ketinggian tumpukan
Perilaku kompresi yang buruk
Bergabung dengan cacat
Pergeseran geometri slot atau lubang bor
Memo setelah pemrosesan hilir
Deteksi lembar ganda harus ditempatkan sedekat mungkin dengan pengambilan atau pemindahan.
Jika terlalu jauh ke hulu, ini bisa mengonfirmasi hal yang salah. Umpan yang bersih tidak menjamin hasil tangkapan yang bersih.
Pemisahan dan Pengumpanan Lembaran: Di mana Banyak Masalah Dimulai
Sel susun tidak dapat memeriksa jalan keluar dari pengumpanan yang tidak stabil selamanya.
Pemberian makan yang baik harus mengontrol:
Presentasi lembar
Keandalan pemisahan
Pengulangan pengambilan
Efek minyak
Efek statis
Daya tarik magnetik
Kerusakan tepi
Orientasi
Pencampuran varian bagian
Jika pengumpan tidak stabil, otomatisasi lainnya menjadi reaktif.
Saluran ini mulai menggunakan sensor untuk menangkap masalah yang seharusnya dapat dicegah secara mekanis.
Hal ini mungkin berhasil untuk sementara waktu. Biasanya menjadi berat dalam hal pemeliharaan.
Pengukuran Tinggi Badan: Satu Titik Seringkali Tidak Cukup
Pemeriksaan tinggi badan dengan satu titik merupakan hal yang umum dilakukan karena sederhana.
Jumlahnya juga terbatas.
Tumpukan dapat memiliki ketinggian yang benar pada satu titik dan masih miring. Tumpukan tersebut dapat memiliki puing-puing lokal. Bisa saja satu sisi terangkat oleh akumulasi duri. Tumpukan dapat dikompresi secara tidak merata.
Pengukuran tinggi multi-titik memberikan informasi yang lebih baik:
Tinggi tumpukan keseluruhan
Miringkan
Angkat lokal
Konsistensi tempat duduk
Kerataan sebelum bergabung
Pemulihan kompresi setelah pelepasan
Untuk rakitan stator atau rotor yang rapat, ketinggian multi-titik tidak berlebihan.
Ini adalah cara untuk menghindari kesan bahwa tumpukan itu rata, hanya karena salah satu sensor mengatakan demikian.
Ketertelusuran MES: Dari Data Tumpukan ke Data Pabrik
Otomatisasi penumpukan laminasi modern seharusnya tidak hanya membuat keputusan lulus/gagal.
Ini harus menghasilkan data produksi yang dapat digunakan.
Setiap tumpukan harus memiliki ID tumpukan. ID tersebut harus menghubungkan inti fisik ke data yang dibuat selama produksi.
Data yang berguna meliputi:
Banyak laminasi
Batch material
ID Alat
Referensi batch atau koil stamping
Program bagian
Jumlah lembar
Pengukuran tinggi badan
Hasil kerataan multi-titik
Penyeimbang penglihatan
Ringkasan kurva gaya
Tren beban pin
Resep bergabung
Hasil penggabungan
Tolak alasan
Intervensi operator
Status pemeliharaan
Cap waktu
Hasil stasiun hilir
Data ini dapat dikirim ke MES, SCADA, basis data kualitas, atau sistem penelusuran lokal.
Tujuannya bukan untuk menyimpan segala sesuatu selamanya.
Tujuannya adalah menyimpan cukup banyak untuk menjawab pertanyaan ini:
Ketika inti yang buruk muncul kemudian, apa yang sudah terlihat selama penumpukan?
OPC-UA, Pemrosesan Tepi, dan Aliran Data
Sel susun laminasi dapat menghasilkan lebih banyak data daripada yang ingin disimpan oleh pabrik sebagai file mentah.
Kurva gaya, gambar kamera, peta ketinggian, dan log sensor dapat menjadi berat.
Jadi, arsitektur kontrol harus terpisah:
Kontrol alat berat waktu nyata
Keputusan lulus/gagal lokal
Reduksi data tingkat tepi
Data ringkasan tingkat MES
Catatan kualitas jangka panjang
Struktur praktis terlihat seperti ini:
Tingkat Data
Contoh Data
Penggunaan Terbaik
Data PLC waktu nyata
Status sensor, status aktuator, interlock
Kontrol mesin
Data pemrosesan tepi
Hasil penglihatan, fitur kurva gaya, tren ketinggian
Keputusan QC yang cepat
Data MES
ID tumpukan, lulus/gagal, resep, alasan penolakan
Pelacakan produksi
Basis data yang berkualitas
Tren, perbandingan lot, analisis keausan alat
Analisis akar masalah
Data mentah yang diarsipkan
Gambar, kurva kekuatan penuh, log terperinci
Investigasi mendalam bila diperlukan
Tidak semua gambar harus dikirim ke MES.
Tidak semua kurva gaya perlu disimpan selamanya.
Tetapi setiap tumpukan yang ditolak harus memiliki kode alasan yang dapat dimengerti oleh orang-orang.
“Gagal” saja tidak cukup.
Tolak Logika: Ketidaksepakatan Sensor Tidak Boleh Lewat
Dalam sel susun, sensor yang berbeda terkadang tidak sependapat.
Kamera mengatakan bahwa laminasi sudah benar.
Kurva gaya mengatakan bahwa tempat duduk tidak normal.
Sensor ketinggian mengatakan bahwa tumpukan sudah melewati batas.
Mesin mengajukan pertanyaan.
Jangan menjawab dengan persetujuan otomatis.
Logika penolakan yang kuat harus disertakan:
Batas kegagalan keras
Batas peringatan
Batasan berbasis tren
Aturan ketidaksepakatan sensor
Batas coba ulang
Aturan karantina
Kontrol timpa operator
Kode alasan otomatis
Contoh:
Kombinasi Sinyal
Tindakan yang Disarankan
Lintasan penglihatan + gaya normal + lintasan tinggi
Lepaskan tumpukan
Lintasan penglihatan + kekuatan abnormal + lintasan tinggi
Karantina atau pemeriksaan sekunder
Penglihatan gagal + paksa normal
Tolak atau periksa kembali sebelum menumpuk
Hitung lulus + tinggi gagal
Berhenti dan selidiki ketebalan, serpihan, tempat duduk
Hitung gagal + tinggi lulus
Tolak; kompresi mungkin menyembunyikan kesalahan penghitungan
Beban pin naik di atas beberapa tumpukan
Peringatan perawatan sebelum terjadi kerusakan parah
Peristiwa lembar ganda yang berulang
Menghentikan pengumpan dan memerlukan prosedur pemulihan
Ketidaksepakatan sensor bukanlah suatu gangguan.
Ini sering kali merupakan tanda pertama yang berguna.
Kemampuan Proses: Jangan Meniru Toleransi Secara Membabi Buta
Sangat menggoda untuk menulis toleransi universal.
Jangan.
Toleransi tumpukan laminasi motor tergantung pada:
Jenis motor
Ketebalan laminasi
Tinggi tumpukan
Kelas material
Pelapisan
Proses stamping
Metode penggabungan
Desain slot
Kecepatan rotor
Metode penyisipan magnet
Metode berliku
Kesesuaian poros atau rumah
Target kinerja motor akhir
Toleransi yang mudah untuk satu jalur mungkin tidak mungkin untuk jalur lainnya.
Toleransi yang dapat diterima untuk satu motor dapat merusak hasil motor lainnya.
Alih-alih menyalin angka, tentukan toleransi dari empat masukan:
Persyaratan produk Apa yang dibutuhkan desain motor?
Izin perakitan hilir Apa yang dapat ditoleransi oleh belitan, penyisipan magnet, penekanan poros, atau pemasangan housing?
Kemampuan proses Apa yang sebenarnya dapat ditahan oleh garis susun dari waktu ke waktu?
Biaya kegagalan Apa yang terjadi jika tumpukan keluar?
Ini lebih lambat daripada menyalin angka.
Ini juga tidak terlalu bodoh.
Batas Kontrol, Batas Tolak, dan Batas Kesalahan Mesin
Tidak semua variasi harus menghentikan antrean.
Proses yang baik memisahkan tiga tingkatan.
Jenis Batas
Arti
Tindakan
Batas kontrol
Prosesnya melayang, tetapi bagian tersebut mungkin masih dapat digunakan
Menghentikan antrean untuk setiap fluktuasi yang tidak berbahaya
Operator belajar dengan cepat apakah sistem QC berguna atau tidak.
Jika sistem menciptakan terlalu banyak alarm yang lemah, orang akan mengakalinya.
Jadi, desain alarm itu penting.
Merancang Sel Susun di Sekitar Tangga yang Tidak Dapat Dipulihkan
Beberapa langkah proses dapat dicoba kembali.
Beberapa tidak bisa.
Penggabungan sering kali menjadi titik di mana geometri yang buruk menjadi permanen atau mahal untuk dibatalkan.
Hal ini menjadikan gerbang QC pra-penggabungan sebagai salah satu gerbang terpenting dalam sel.
Sebelum bergabung, lakukan verifikasi:
Jumlah lembar yang benar
Tinggi tumpukan
Kerataan multi-titik
Penjajaran sudut
Posisi slot atau saku
Referensi lubang atau OD
Tanda tangan kekuatan tempat duduk
Tidak ada perbedaan pendapat sensor yang belum terselesaikan
Resep bagian yang benar
ID tumpukan yang benar
Jika stack gagal di sini, jangan kirimkan ke depan karena produksi sudah terlambat.
Begitulah cara penundaan kecil menjadi masalah penahanan yang besar.
Arsitektur Otomasi yang Direkomendasikan
Garis penumpukan laminasi yang praktis dapat mengikuti struktur ini:
Masukan material
Verifikasi lot, jenis komponen, dan kecocokan program.
Pemisahan lembaran
Mengontrol pengambilan dan mencegah transfer lembar ganda.
Inspeksi pra-tumpukan
Periksa identitas, rotasi, arah hadap, dan fitur-fitur utama.
Penempatan terpandu
Gunakan pin, sarang, mandrel, atau permukaan datum terkontrol.
Pemantauan dalam proses
Jumlah lintasan, tren ketinggian, perilaku gaya, dan beban pin.
Kompresi atau tempat duduk
Konfirmasikan respons jarak gaya normal.
Gerbang QC pra-bergabung
Tentukan apakah tumpukan tersebut cukup baik untuk bergabung.
Bergabung
Lakukan pengelasan, pengikatan, penguncian, pemukau, atau penjepitan.
Pemeriksaan pasca bergabung
Verifikasi titik risiko geometri dan fungsional.
Rilis data
Mengirimkan ID tumpukan, hasil, dan kode alasan ke sistem pabrik.
Penyortiran fisik
Pisahkan tumpukan barang, barang yang ditolak, dan tumpukan karantina.
Penyortiran perangkat lunak tanpa penyortiran fisik tidaklah cukup.
Tumpukan yang buruk yang berada di samping tumpukan yang baik masih memiliki risiko.
Strategi Pemeliharaan untuk Pin dan Perlengkapan Susun
Keausan pin harus dikelola berdasarkan kondisi, tidak hanya berdasarkan waktu.
Rencana pemeliharaan yang baik melacak:
Tren beban pin
Diameter pin yang diukur
Pin kelurusan
Keausan permukaan
Keausan lapisan
Kerusakan talang air
Pola memo
Tren offset visi
Perubahan kurva gaya
Menolak frekuensi alasan
Pin tidak boleh mati secara tiba-tiba.
Hal ini dapat memburuk secara perlahan.
Inilah mengapa data tren penting. Data ini menangkap mode kegagalan yang membosankan.
Dan mode kegagalan yang membosankan adalah yang membuat batch yang buruk.
Keputusan Manusia Tetaplah Penting
Otomatisasi tidak menghilangkan penilaian.
Ini memindahkan penilaian lebih awal.
Seseorang masih harus memutuskan:
Cacat mana yang kritis?
Fitur mana yang menentukan datum?
Apa yang dimaksud dengan aturan tolak?
Data mana yang harus disimpan?
Apa saja yang dapat ditimpa oleh operator?
Apa saja yang memerlukan persetujuan teknik?
Kapan peringatan menjadi penghentian?
Apa yang terjadi setelah penolakan berulang kali?
Mesin tidak boleh membuat keputusan yang tidak jelas secara diam-diam.
Keputusan yang diambil haruslah cukup jelas dan lantang sehingga orang yang tepat dapat bertindak.
Tidak secara emosional. Hanya dengan jelas.
Kesalahan Umum dalam Otomatisasi Penumpukan Laminasi Motor
1. Menggunakan Ketinggian Tumpukan sebagai Satu-satunya Pemeriksaan Kualitas
Tinggi badan berguna. Ini bukan keputusan yang sepenuhnya berkualitas.
Gunakan hitungan, tinggi, gaya, orientasi, dan geometri kunci secara bersamaan.
2. Mengabaikan Keausan Pin
Pin bukanlah kebenaran permanen.
Mereka aus, bengkok, terkikis, mengumpulkan serpihan, dan kehilangan akurasi.
3. Terlambat Memeriksa
Jika inspeksi pertama yang berarti terjadi setelah bergabung, prosesnya sudah kehilangan kendali atas biaya.
4. Memperlakukan Penglihatan sebagai Solusi Lengkap
Penglihatan yang kuat untuk identitas, orientasi, dan geometri yang terbuka.
Tidak dapat membuktikan kualitas tempat duduk internal setelah laminasi dikubur.
5. Membiarkan Operator Menimpa Kode Tanpa Alasan
Penggantian mungkin diperlukan.
Penggantian yang tidak direkam tidak akan terjadi.
6. Menyimpan Data yang Tidak Digunakan Orang Lain
Arsip data mentah yang besar terlihat mengesankan.
Kode alasan, tren, dan penelusuran tingkat tumpukan yang berguna untuk memecahkan masalah dengan lebih cepat.
7. Menyalin Toleransi dari Baris Lain
Toleransi tanpa konteks proses hanyalah sebuah angka.
Gunakan kebutuhan produk, izin hilir, dan kemampuan proses.
8. Gagal Memisahkan Tumpukan yang Ditolak Secara Fisik
Penolakan digital bukanlah penahanan.
Tumpukan yang buruk membutuhkan aliran fisik yang terkendali.
Seperti Apa Rasanya Sistem Penumpukan Laminasi yang Baik
Proses penumpukan yang matang tidaklah dramatis.
Ini menangkap lembaran ganda lebih awal.
Ini menolak varian yang salah sebelum ditumpuk.
Ia melihat pemakaian pin sebagai sebuah tren.
Alat ini menangkap pertumbuhan duri sebelum kegagalan belitan dimulai.
Ini menghentikan tumpukan yang mencurigakan sebelum bergabung.
Ini mengirimkan kode alasan yang berguna ke sistem pabrik.
Ini memberikan teknisi berkualitas data yang cukup untuk memecahkan masalah tanpa mewawancarai setengah shift.
Ini tidak bergantung pada keberuntungan, ingatan, atau seseorang yang berdiri di dekat mesin pada saat yang tepat.
Itulah intinya.
Stack seharusnya tidak perlu gagal dengan keras sebelum proses mendengarkan.
Daftar Periksa Pembeli untuk Otomatisasi Penumpukan Laminasi
Gunakan daftar periksa ini saat merencanakan, menentukan, atau meninjau proyek otomatisasi susun.
Pertanyaan
Mengapa Ini Penting
Bagaimana sistem mendeteksi pengambilan lembar ganda?
Mencegah kesalahan hitungan dan tinggi badan
Bagaimana cara memverifikasi orientasi laminasi?
Mencegah cacat lapisan yang salah terkubur
Apakah pin susun dipantau keausan atau bebannya?
Mencegah pergeseran pelurusan yang lambat
Apakah tinggi tumpukan diukur pada satu titik atau beberapa titik?
Mendeteksi kemiringan dan pengangkatan lokal
Apakah data jarak paksa digunakan selama duduk?
Menemukan masalah duri dan tempat duduk yang tersembunyi
Apakah ada gerbang QC sebelum bergabung?
Menghentikan cacat sebelum menjadi mahal
Apakah alasan penolakan dicatat secara otomatis?
Mendukung analisis akar masalah
Dapatkah data stack terhubung ke MES atau sistem penelusuran?
Menghubungkan bagian fisik ke riwayat proses
Apa yang terjadi ketika sensor tidak setuju?
Mencegah logika false-pass
Apakah tumpukan yang ditolak dipisahkan secara fisik?
Mendukung penahanan nyata
Apakah sistem ini dirancang untuk komponen produksi yang benar-benar berminyak?
Menghindari kejutan validasi
Dapatkah sistem menangani varian suku cadang dengan aman?
Mengurangi risiko produksi campuran
Pemasok atau tim teknisi internal yang baik harus dapat menjawabnya tanpa jeda yang lama.
Beberapa jeda tidak masalah.
Jeda yang lama adalah data.
FAQ: Otomatisasi Penumpukan Laminasi Motor
Bagaimana cara mencegah pengambilan lembar ganda dalam penumpukan laminasi motor?
Gunakan pemisahan lembaran yang terkontrol, perkakas pengambil yang stabil, dan detektor lembaran ganda di dekat titik pengambil atau pemindahan. Pemeriksaan harus dilakukan sebelum laminasi memasuki tumpukan. Jika lembaran ganda mencapai penggabungan, biaya cacat meningkat dengan cepat.
Apa yang menyebabkan variasi ketinggian tumpukan laminasi stator?
Penyebab umum termasuk variasi ketebalan laminasi, pertumbuhan duri, lembaran yang hilang, lembaran ganda, serpihan di antara lapisan, variasi lapisan, kompresi yang tidak merata, dan tempat duduk yang buruk. Ketinggian tumpukan harus diperiksa bersama dengan jumlah lembar dan perilaku gaya.
Haruskah tinggi tumpukan diukur pada satu titik atau beberapa titik?
Untuk tumpukan dasar, satu titik mungkin cukup untuk konfirmasi kasar. Untuk inti motor yang lebih rapat, pengukuran ketinggian multi-titik lebih baik karena dapat mendeteksi kemiringan, pengangkatan lokal, gelombang, dan kompresi yang tidak merata sebelum bergabung.
Bagaimana keausan pin dapat menyebabkan ketidaksejajaran tumpukan laminasi motor?
Pin yang aus akan kehilangan akurasi datum. Tumpukan mungkin masih memuat dan berputar secara normal, tetapi posisi sudut atau lokasi radial dapat bergeser dari waktu ke waktu. Keausan pin harus dilacak menggunakan inspeksi, tren beban pin, tanda tangan paksa, dan data penolakan.
Sensor apa yang diperlukan untuk penumpukan laminasi otomatis?
Sensor yang umum termasuk sensor bagian yang ada, detektor lembar ganda, sistem penglihatan, sensor perpindahan laser, sensor gaya, monitor beban pin, pemeriksaan korsleting listrik, dan pengukuran dimensi. Campuran yang tepat tergantung pada desain inti motor dan risiko perakitan hilir.
Bagaimana kurva gaya membantu mendeteksi gerinda dalam tumpukan laminasi?
Gerinda dapat meningkatkan resistensi selama penempatan, dudukan, atau kompresi. Kurva jarak-gaya dapat menunjukkan kontak yang tidak normal, gesekan, resistensi mendadak, atau kompresi berlebihan sebelum cacat terlihat jelas secara visual.
Apa perbedaan antara verifikasi jumlah lembar dan kontrol ketinggian tumpukan?
Verifikasi jumlah lembar mengonfirmasikan berapa banyak laminasi yang masuk ke dalam tumpukan. Kontrol ketinggian tumpukan mengonfirmasi ketinggian fisik tumpukan. Keduanya diperlukan karena kompresi, variasi ketebalan, atau kejadian lembar ganda dapat membuat satu pemeriksaan menyesatkan dengan sendirinya.
Bagaimana Anda memeriksa keselarasan slot sebelum penggulungan?
Gunakan inspeksi penglihatan, pengukuran dimensi, atau pengukuran khusus slot sebelum proses penggulungan. Fokus pada pembukaan slot, kedalaman slot, gerinda, kesejajaran gigi, dan posisi sudut. Inspeksi harus sesuai dengan metode penggulungan dan jarak penyisipan.
Mengapa tumpukan laminasi yang ditolak harus dipisahkan secara fisik?
Karena penolakan perangkat lunak saja tidak dapat mencegah pencampuran. Tumpukan yang ditolak dan dikarantina harus dipindahkan ke lokasi yang terkendali sehingga tidak dapat secara tidak sengaja masuk ke proses penyambungan, penggulungan, penyisipan magnet, atau perakitan akhir.
Bagaimana otomatisasi penumpukan laminasi meningkatkan OEE?
Hal ini meningkatkan OEE dengan mengurangi pemberhentian yang tidak direncanakan, mencegah kegagalan hilir, menurunkan pengerjaan ulang, meningkatkan hasil pertama, dan memberikan sinyal cacat yang lebih jelas kepada tim pemeliharaan. Peningkatan OEE terkuat sering kali berasal dari penghentian cacat sebelum meninggalkan sel penumpukan.
Kesimpulan Akhir
Otomatisasi penumpukan laminasi motor bukan hanya tentang kecepatan.
Kecepatan itu penting, ya. Tetapi kecepatan tanpa kontrol cacat awal hanya akan memindahkan tumpukan yang buruk lebih cepat.
Tujuan yang lebih kuat adalah ini:
Bangun setiap tumpukan dengan keselarasan yang terkendali, jumlah yang terverifikasi, tinggi yang terukur, perilaku tempat duduk yang diketahui, gerbang QC yang jelas, dan data yang dapat dilacak sebelum proses selanjutnya menambah biaya.
Begitulah cara otomatisasi penumpukan melindungi hasil, OEE, dan perakitan hilir.
Dan itu dimulai dengan pertanyaan sederhana yang diajukan pada waktu yang tepat:
Apakah lembar yang dipilih sudah tepat? Apakah hanya satu lembar? Apakah sudah ditempatkan dengan benar? Apakah dudukannya normal? Apakah tumpukan masih sehat sebelum bergabung? Dapatkah data membuktikannya?
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.