Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.
C'est là qu'un noyau de moteur devient tranquillement bon, instable, coûteux ou impossible à réparer par la suite.
Cet article explique comment concevoir l'automatisation de l'empilage des lamelles de moteurs en utilisant.. :
Capteurs
Broches d'empilage
Contrôle de la hauteur
Contrôle des forces
Inspection de la vision
Portes de contrôle
Contrôles de jonction
Traçabilité des MES
Logique du ROI et de l'OEE
L'accent est mis sur la pratique : comment détecter les problèmes avant le soudage, le collage, le bobinage, l'insertion de l'aimant, l'assemblage de l'arbre ou l'essai final du moteur.
En effet, lorsqu'une mauvaise pile arrive en bout de chaîne, elle a accumulé de la main-d'œuvre, du temps machine, des pièces et des excuses.
Table des matières
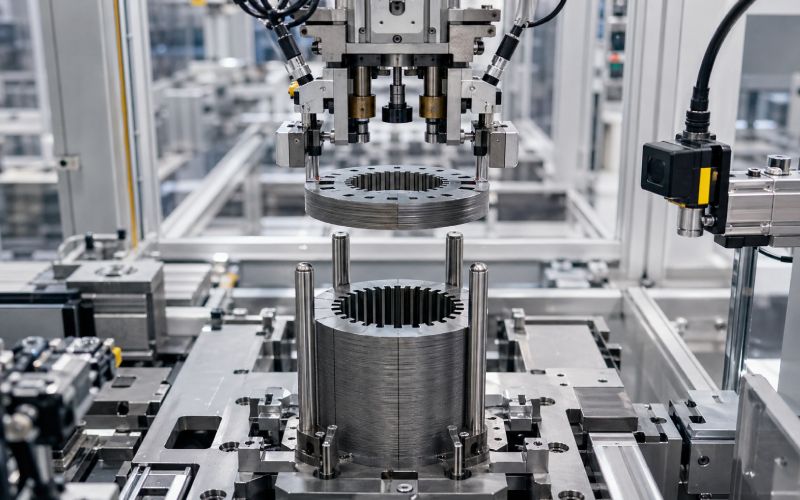
Qu'est-ce que l'empilage de lames motorisées ?
Empilage de pellicules motorisées est le processus d'assemblage de minces tôles d'acier électriques en un noyau de stator, un noyau de rotor, un noyau segmenté ou un sous-ensemble.
Chaque tôle est généralement estampée ou découpée dans de l'acier électrique. Les tôles sont empilées pour former le noyau magnétique du moteur. La structure en tôles fines permet de réduire les pertes par courants de Foucault, tandis que l'empilement complet fournit la géométrie nécessaire pour le bobinage, le placement des aimants, le montage de l'arbre, l'assemblage du carter et les performances finales du moteur.
C'est la définition propre.
La réalité de la production est plus désordonnée.
Chaque laminage présente de légères variations :
Variation de l'épaisseur
Hauteur de la loupe
État du revêtement
Déviation du profil de la fente
Déviation de la position du trou
Film d'huile
Marques de manutention
Signatures d'usure d'outils
Légère ondulation
Erreur de rotation mineure
Une seule plastification peut sembler acceptable. Quelques centaines d'entre eux peuvent créer une pile qui n'est plus acceptable.
C'est pourquoi l'automatisation de l'empilage est importante.
Il ne se contente pas de déplacer les feuilles plus rapidement. Il contrôle la façon dont les petites erreurs s'accumulent.
Pourquoi l'automatisation des piles de lamination est importante
Le noyau d'un moteur est construit en plusieurs couches, mais les défaillances n'apparaissent pas toujours couche par couche.
Une pile de stator peut passer un contrôle de base de la hauteur et néanmoins créer des problèmes pendant le bobinage. Une pile de rotor peut sembler propre avant l'insertion de l'aimant et présenter une variation de poche qui provoque des arrêts d'assemblage. Une pile peut atteindre sa hauteur nominale uniquement parce que la presse l'y a forcée.
Ce dernier point est courant.
La pile n'est pas devenue bonne. Elle s'est comprimée dans le silence.
L'automatisation devrait empêcher ce genre de fausse confiance.
Une cellule d'empilage de laminage bien conçue permet de réduire les coûts :
Chargement double feuille
Lamelles manquantes
Désalignement angulaire
Dérive des fentes
Variation de l'alésage ou du diamètre extérieur
Interférences liées aux bavures
Défauts d'usure des broches
Mélange de pièces erronées
Mauvaise qualité de l'assemblage
Ferraille à un stade avancé
Dérive des processus non traçable
Pour la production de moteurs en grande série, la question n'est pas seulement : “Pouvons-nous empiler cette pièce ?”.”
La meilleure question est la suivante :
Pouvons-nous prouver que chaque pile est correcte avant d'y ajouter des coûts supplémentaires ?
Les principaux défauts des piles de lamination des moteurs
La plupart des défauts des piles de pelliculage sont mineurs au départ. C'est ce qui les rend irritants.
Ils ne sont pas toujours visibles de l'autre côté de la ligne. Ils n'arrêtent pas forcément la machine immédiatement. Ils peuvent attendre le processus suivant, où ils deviennent le problème de quelqu'un d'autre.
Défaut
Quelles sont les causes habituelles de la maladie ?
Plus tard, là où ça fait mal
Chargement double feuille
Mauvaise séparation, adhérence de l'huile, attraction magnétique, erreur de vide
Hauteur des piles, nombre de laminages, qualité de l'assemblage
Feuille manquante
Saut d'alimentation, échec du ramassage, angle mort du capteur
Jeu de la broche, point de référence usé, faible contrôle du nid, mauvaise trajectoire de placement
Alignement des fentes, enroulement, position de la pochette de l'aimant
Accumulation de bavures
Usure des poinçons, incohérence de la direction des bavures, mauvais contrôle de l'ébavurage
Isolation des fentes, assise des piles, assemblage, dégagement de l'assemblage
Ascenseur à pile locale
Débris, bavures, tôle déformée, force d'appui insuffisante
Planéité, qualité de la soudure/du collage, ajustement en aval
Mauvaise variante de pelliculage
Pièces similaires, vérification des pièces faibles, non-concordance des programmes
Débris après assemblage ou assemblage final
Raclage des broches
Jeu serré, bavure, goupille pliée, mauvais chanfrein
Dommages au revêtement, débris, dérive de la pile
Détérioration du revêtement
Manipulation brutale, compression excessive, chaleur d'assemblage, frottement des goupilles
Court-circuit interlaminaire, augmentation de la perte
Dérive de la hauteur de la pile
Variation d'épaisseur, changement de compression, feuille manquante/double, usure de l'outil
Ajustement de l'assemblage, cohérence magnétique
Rétrécissement de la fente
Bavure, dérive angulaire, déformation, décalage des feuilles
Insertion de l'enroulement, détérioration de l'isolation
Une pile peut échouer pour une seule raison. Elle peut aussi échouer parce que trois petites raisons se produisent en même temps.
C'est plus difficile à attraper. Mais pas impossible.
Le véritable objectif des capteurs dans l'empilage de lamelles
Les capteurs ne sont pas là pour décorer la machine.
Ils répondent à des questions spécifiques à des moments précis.
Avant que la feuille ne soit sélectionnée :
La bonne pièce est-elle disponible ?
Pendant le ramassage :
Une feuille a-t-elle été choisie, et non deux ?
Avant le placement :
Le film est-il orienté dans le bon sens et tourné correctement ?
Pendant l'empilage :
La feuille s'est-elle posée normalement ?
Avant l'adhésion :
Cette pile mérite-t-elle d'être soudée, collée, rivetée ou pressée ?
Après l'adhésion :
Le processus d'adhésion a-t-il créé une bonne pile ou simplement une mauvaise pile permanente ?
C'est la logique de base.
N'ajoutez pas de capteurs parce que la machine dispose d'un espace libre. Ajouter des capteurs parce que l'opération suivante rend un défaut plus difficile à récupérer.
Sélection de capteurs pour l'automatisation de l'empilage par lamination motorisée
Le meilleur plan de détection utilise plusieurs contrôles simples au lieu d'un système d'inspection “magique”.
Une caméra ne peut pas sentir la force d'assise. Un capteur de force ne peut pas identifier une mauvaise variante de pelliculage. Un capteur de hauteur ne peut pas prouver la direction de la bavure. Un capteur de double feuille ne peut pas confirmer l'alignement des fentes.
Le système doit donc combiner les signaux.
Capteur ou contrôle
Meilleur emplacement
Objectif principal
Ce qu'il prévient
Capteur de présence partielle
Mangeoire, point de ramassage, nid de placement
Confirme la présence du laminage
Cycles vides, feuilles manquantes
Détecteur de double feuille
Prise en charge ou transfert à proximité
Détecte deux laminations soulevées comme une seule
Comptage erroné, erreur de hauteur, rebut après l'adhésion
Inspection de la vision
Avant l'empilage
Vérifie l'identité de la pièce, la rotation, les caractéristiques de la fente et de la clé
Mauvaise variante, erreur angulaire, feuille à l'envers
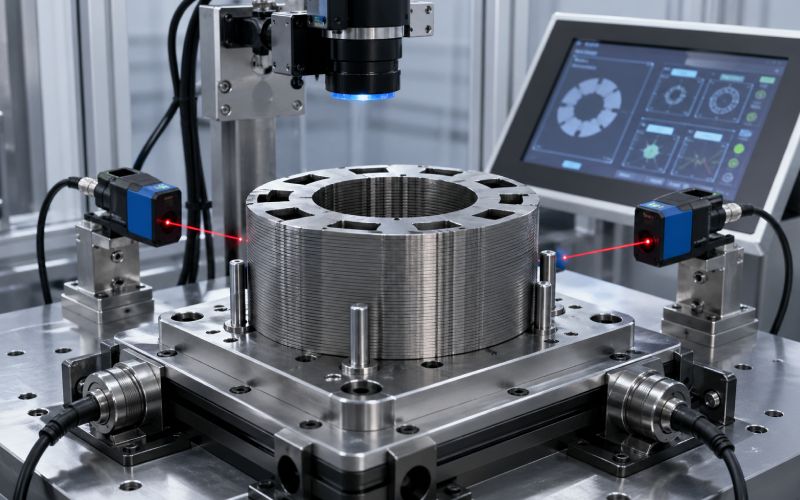
Capteur de déplacement à laser
Pendant ou après la construction de la pile
Mesure la hauteur de la pile et l'élévation locale
Dérive en hauteur, débris, mauvaise assise
Contrôle de la hauteur en plusieurs points
Station de pré-assemblage
Détecte l'inclinaison, l'ondulation, la compression inégale
Problèmes de planéité cachés
Contrôle force-distance
Siège ou marche de compression
Suivi du comportement de la pile sous charge
Interférence des bavures, désalignement, débris piégés
Surveillance de la charge des broches
Dispositif d'empilage ou mandrin
Détecte les charges latérales, le grattage et l'usure des goupilles
Dérive progressive de l'alignement
Contrôle des courts-circuits électriques
Post-jonction ou porte de pile finale
Vérifie les chemins conducteurs non désirés
Risque de court-circuit interlaminaire
Inspection des fentes
Porte de pré-bobinage
Mesure l'ouverture de la fente, le risque de bavure, la position de la fente
Détérioration de l'enroulement, arrêt de l'insertion
Mesure de l'alésage ou du diamètre extérieur
Contrôle final de l'empilage du rotor ou du stator
Confirme la géométrie de base
Ajustement de l'arbre, ajustement du logement, risque de déséquilibre
L'emplacement importe plus que le nom de catalogue du capteur.
Un capteur installé trop en amont confirme que quelque chose était correct auparavant. Ce n'est pas la même chose que de confirmer que c'est correct aujourd'hui.
Empiler des broches : Les petites pièces qui déterminent la précision de l'empilage
Broches d'empilage sont des éléments de positionnement utilisés pour aligner chaque feuille lors de la constitution de la pile. Ils peuvent se situer dans des trous, des fentes, des encoches, des caractéristiques de diamètre intérieur, des caractéristiques de diamètre extérieur ou des caractéristiques d'outillage spécifiques.
Elles paraissent simples.
Ce n'est pas le cas.
Contrôle des épingles :
Position angulaire
Répétabilité feuille à feuille
Rectitude des piles
Alignement des fentes
Référence d'alésage ou de diamètre extérieur
Précision de l'angle d'inclinaison, en cas d'utilisation
Transférer la précision dans l'assemblage
Une goupille usée peut encore permettre à la production de se poursuivre. C'est là que réside le danger.
La machine effectue un cycle. La pile semble normale. La tendance dimensionnelle évolue lentement. Personne ne s'en aperçoit jusqu'à ce que les défaillances en aval commencent.
Ensuite, les gens discutent du bobinage, de l'insertion de l'aimant, du soudage, de l'outillage, de l'inspection, des opérateurs et des matériaux.
Parfois, l'épingle était simplement portée.
Facteurs de conception des broches empilables
La conception des broches ne doit pas être copiée à partir d'une autre cellule sans vérifier la géométrie de la pièce et l'historique des défauts.
Facteur de conception des broches
Pourquoi c'est important
Mauvais résultat de la conception
Chanfrein d'entrée
Permet aux laminés minces d'entrer sans se coincer
Raclage, bords pliés, dommages au revêtement
Dégagement des broches
Équilibre entre la précision de l'emplacement et la fluidité du chargement
Un serrage excessif entraîne des blocages ; un relâchement excessif entraîne des dérives
Dureté et revêtement des broches
Contrôle l'usure et la friction
Perte progressive de la précision des données
Longueur de la broche
Prise en charge de la hauteur des piles et du guidage des feuilles
Appui, mauvais contrôle de la pile
Nombre de broches
Contrôle de la rotation et de la position
Un trop grand nombre peut entraîner une contrainte excessive sur la stratification.
Intervalle de remplacement des broches
Empêche la dérive silencieuse
Désalignement au niveau du lot
Chemin de nettoyage
Élimine la poussière, les copeaux et les débris de revêtement
Levage local, blocage, faux pics de force
Logique de direction des bavures
Contrôle l'interaction entre les bavures et les broches
Mauvaise assise, augmentation de la charge sur la broche
Un plus grand nombre de broches n'est pas toujours synonyme d'un meilleur contrôle.
Parfois, un plus grand nombre de broches signifie que la pièce n'a pas la liberté de s'installer. La pile se bat contre le dispositif de fixation. La courbe de force augmente. La ligne continue tout de même à fonctionner.
Ce n'est pas bon.
Dégagement des broches : Pourquoi “serré” n'est pas toujours exact
Un ajustement très serré de l'épingle peut être attrayant sur un dessin. Il promet le contrôle.
Sur la ligne, cela peut créer le contraire.
Les laminés minces ne sont pas des plaques rigides parfaites. Elles présentent des bavures, des variations de revêtement, de l'huile, des effets de température et des variations de manipulation. Si le jeu entre les broches est trop serré, les variations normales se transforment en interférences mécaniques.
Si le jeu est trop faible, la pile peut tourner ou dériver.
Le dégagement correct de l'axe doit donc être basé sur :
Données réelles de mesure de trous ou de fentes
Répartition de la hauteur des fraises
Variation de l'épaisseur du revêtement
Répétabilité du placement
Tolérance angulaire requise
Hauteur de la pile
Nombre de tôles
Méthode d'assemblage
Dégagement de l'assemblage en aval
Ne pas régler le jeu des goupilles uniquement à partir de la géométrie nominale de la CAO.
C'est une façon propre de résoudre un problème sale.
Direction et croissance des bavures dans les piles de laminage
Les bavures sont petites sur une feuille. Dans une pile, elles deviennent un motif.
Si la direction de la bavure change de manière aléatoire, la pile peut présenter une assise incohérente, un changement de hauteur local, un risque de bord de fente ou un endommagement du revêtement. Si la bavure est toujours orientée dans le même sens, la pile peut se constituer de manière plus prévisible, mais l'accumulation de bavures doit encore être contrôlée.
Pour les piles de stator, les bavures près des fentes d'enroulement peuvent endommager l'isolation ou interférer avec le fil, l'épingle à cheveux ou l'outil d'insertion.
Pour les empilements de rotors, les bavures à proximité des poches d'aimants, des alésages ou des zones sensibles à l'équilibrage peuvent créer des problèmes d'ajustement et de performance.
Un bon système d'empilage devrait permettre d'y répondre :
La direction des bavures est-elle contrôlée ?
La croissance des bavures est-elle surveillée pendant la durée de vie de l'outil ?
La force d'appui augmente-t-elle avec la croissance des bavures ?
Les fentes se rétrécissent-elles ?
Les épingles raclent-elles parce que les bavures montent ?
La porte QC arrête-t-elle les piles avant l'enroulement ou l'insertion de l'aimant ?
Les bavures n'ont pas besoin d'être spectaculaires pour être coûteuses.
Il suffit de les répéter.
Le contrôle de la hauteur des piles n'est pas le même que le contrôle du nombre de feuilles
Il s'agit d'une erreur courante.
Contrôle du nombre de feuilles vérifie combien de laminés sont entrés dans la pile.
Contrôle de la hauteur des piles vérifie la hauteur physique de la pile construite.
Ils sont liés. Ils ne sont pas identiques.
Une pile peut avoir un nombre correct et une hauteur incorrecte en raison de variations d'épaisseur, de bavures, de débris piégés, de changements de revêtement ou d'un comportement de compression.
Une pile peut avoir un comportement de comptage suspect et mesurer quand même une hauteur proche de la cible parce que la compression cache l'erreur.
Un processus d'empilage fiable doit donc utiliser les deux.
Vérifier
Ce qu'il répond
Ce qu'il ne peut prouver seul
Nombre de feuilles
Le nombre de lamelles entrant dans la pile est-il correct ?
Si toutes les feuilles sont correctement placées
Hauteur de la pile
La pile a-t-elle atteint la hauteur de construction prévue ?
Si le décompte est correct
Hauteur multipoint
La pile est-elle inclinée, soulevée ou inégale ?
L'utilisation de la bonne variante de pelliculage
Courbe force-distance
La pile s'est-elle posée normalement ?
Respect exact des dimensions
Contrôle de la vision
La pièce est-elle correcte et orientée correctement ?
Si la pile enfouie est correctement installée
Une seule mesure de la hauteur du sommet vaut mieux que rien.
Mais il peut manquer l'inclinaison.
Pour les noyaux de moteur dont les exigences d'assemblage sont très strictes, utiliser des contrôles de hauteur multipoints avant l'assemblage.
Courbes de force : Une meilleure façon de voir les problèmes cachés des piles
A courbe de force enregistre la force en fonction de la distance ou du temps pendant la mise en place, la compression, l'entrée de la goupille ou la pression de la pile.
Elle est utile car les problèmes de pile se manifestent souvent par une résistance anormale avant de se traduire par des défauts visibles.
Le contrôle de la force peut détecter :
Interférence des bavures
Raclage des broches
Mauvaise variante de pelliculage
Débris entre les couches
Mauvaise assise
Compression excessive
Pile maigre
Inadéquation des trous ou des fentes
Ne vous contentez pas d'observer la force maximale.
La force de pointe est facile à lire, mais elle peut cacher l'histoire.
Une courbe force-distance montre où commence la résistance, à quelle vitesse elle augmente, si la pile s'installe en douceur et si le comportement final de l'assise correspond à celui de piles connues.
Deux piles peuvent atteindre la même hauteur.
On s'assoit naturellement.
On y a été contraint.
Il s'agit de piles différentes.
Portes de contrôle de qualité : Arrêter les mauvaises piles avant qu'elles ne deviennent coûteuses
A Porte de contrôle de qualité est un point de décision où le système libère la pile pour l'étape suivante ou l'arrête pour la rejeter, la retravailler, la mettre en quarantaine ou la réviser.
Les barrières de contrôle de qualité devraient s'asseoir avant que les coûts n'augmentent.
C'est-à-dire avant :
Adhésion
Soudage
Collage
Rivetage
Enroulement
Insertion de l'aimant
Pressage de l'arbre
Assemblage du boîtier
Test final
Le pire endroit pour découvrir un problème d'empilage est lorsque le moteur a déjà subi des travaux coûteux en aval.
Porte QC
Emplacement du processus
Ce qu'il faut vérifier
Pourquoi c'est important
Porte 1 : Vérification de la plastification à l'entrée
Avant l'alimentation
Type de pièce, lot, direction des bavures, dommages visibles
Empêche l'entrée de matériaux erronés dans la cellule
Gate 2 : Vérification du pick-up
Lors de la collecte des feuilles
Pièce présente, feuille unique, prise stable
Évite les feuilles manquantes ou doubles
Porte 3 : Vérification de l'orientation de la pile
Avant le placement
Rotation, orientation de la face, fente/caractéristique de la clé
Évite les erreurs d'orientation enfouies
Point de contrôle n° 4 : surveillance en cours d'exécution
Pendant la construction
Comptage, tendance de la hauteur, charge de l'axe, comportement d'assise
Attrape la dérive avant la fin de la pile
Porte 5 : Porte de pré-jonction
Avant le soudage, le collage et le rivetage
Hauteur, planéité, alignement, signature de la force
Évite le verrouillage en cas de mauvaise géométrie
Portail 6 : Portail post-jonction
Après avoir rejoint
Hauteur finale, alésage/OD, position de la fente, risque court
Confirme que la jonction n'a pas endommagé la pile
Guichet 7 : Guichet de pré-avalaison
Avant le bobinage, l'insertion de l'aimant, l'ajustement de l'arbre
Dégagements critiques et caractéristiques d'assemblage
Protège le processus suivant des défauts hérités
L'inspection en bout de chaîne reste importante.
Mais il ne doit pas s'agir de la première inspection sérieuse.
Il s'agit d'un apprentissage tardif.
Contrôles techniques et impact sur l'entreprise
Un projet d'automatisation de l'empilage n'est pas approuvé uniquement parce que le dispositif est astucieux.
Elle est approuvée parce que la ligne devient plus stable, la ferraille devient plus rapide et moins chère, et les défaillances deviennent traçables.
Problème d'ingénierie
Contrôle de l'automatisation
Impact sur les entreprises
Chargement double feuille
Détection de double feuille lors de la prise en charge
Évite les rebuts et les reprises d'assemblage
Usure lente de la goupille
Tendance de la charge des broches et remplacement programmé
Réduction de la dérive au niveau des lots
Croissance de la loupe
Tendance de la force, vision, contrôle de la fente
Protège le rendement du bobinage et de l'insertion de l'aimant
Variation de la hauteur des piles
Comptage + hauteur multi-points + données de compression
Réduit les problèmes d'ajustement de l'assemblage
Mauvaise variante de pelliculage
Contrôle d'identité de la vision et verrouillage du programme
Empêche la production de pièces mixtes
Découverte tardive d'un défaut
Portes de contrôle avant les étapes à valeur ajoutée
Réduction du coût de la mauvaise qualité
Cause première peu claire
Traçabilité de l'identification de la pile
Réduit le temps de dépannage
Décisions dépendantes de l'opérateur
Logique de réussite/échec définie
Améliore la répétabilité entre les équipes
Un bon système de contrôle de qualité ne se contente pas de rejeter les mauvaises piles.
Elle explique pourquoi ils ont été rejetés.
C'est dans cette explication que se trouve l'argent.
Coût d'une mauvaise qualité dans l'empilage des lamelles
Le même défaut a un coût différent selon le moment où il est détecté.
Une mauvaise plastification détectée lors de l'enlèvement est un événement mineur.
Un mauvais laminage détecté après l'assemblage en pile est un rebut ou une reprise.
Un mauvais laminage détecté après le bobinage, l'insertion de l'aimant, le pressage de l'arbre ou le test final du moteur est maintenant un problème beaucoup plus important.
Défaut constaté à
Niveau de coût typique
Pourquoi
Avant l'enlèvement
Le plus bas
La feuille peut être rejetée avant que la valeur ne soit ajoutée
Pendant l'empilage
Faible
La pile peut être arrêtée avant d'être jointe
Avant d'adhérer
Modéré
Le temps de construction est perdu, mais l'essentiel des coûts en aval est préservé.
Après avoir rejoint
Plus élevé
L'empilement peut nécessiter une reprise ou une mise au rebut
Après le bobinage ou l'insertion de l'aimant
Très élevé
Davantage de composants et de temps machine sont déjà investis
Lors du test final
Le plus élevé
La cause première est plus difficile à isoler et le confinement est plus large.
C'est l'argument commercial en faveur des portes de contrôle de la qualité.
Ce n'est pas de la théorie. Juste de l'arithmétique avec un meilleur timing.
OEE : Comment l'automatisation de l'empilage affecte la disponibilité, la performance et la qualité
L'OEE est souvent abordé au niveau de la machine, mais les défauts d'empilage de pelliculage se répercutent sur l'ensemble de la ligne.
Une cellule d'empilage peut nuire à l'OEE de trois manières :
Perte de disponibilité
La ligne s'arrête en raison de bourrages, de doubles prélèvements, d'interférences entre les broches, de défauts de transfert ou d'un manque de clarté dans la gestion des rejets.
Perte de performance
La ligne fonctionne plus lentement parce que le processus nécessite des tentatives répétées, des contrôles manuels ou une alimentation instable.
Perte de qualité
La ligne produit des piles qui échouent ensuite aux contrôles dimensionnels, aux contrôles d'assemblage, à l'insertion du bobinage, à l'insertion de l'aimant ou au test final.
Un meilleur système d'empilage améliore l'OEE de la manière suivante :
Réduire les arrêts intempestifs
Séparation automatique des bonnes et des mauvaises piles
Détecter les tendances avant les fautes graves
Prévenir les arrêts en aval
Donner à l'entretien des signaux de défaut clairs
Réduire les boucles d'inspection manuelle
L'objectif n'est pas la vitesse maximale à tout prix.
Une cellule d'empilage rapide qui envoie des défauts en aval n'est pas rapide. Elle emprunte du temps à la station suivante.
La méthode d'assemblage modifie le plan de contrôle qualité
Les piles de laminage motorisé peuvent être maintenues ensemble par différentes méthodes d'assemblage. Chaque méthode modifie le risque d'inspection.
Méthode d'assemblage
Principal avantage
Principale préoccupation en matière de contrôle de la qualité
Porte recommandée
Emboîtement
Rapide, intégré à la conception du laminage
Déformation locale, contrainte, séparation de la pile, endommagement des caractéristiques
Vérifier la formation du verrouillage et la planéité de la pile
Soudage
Forte tenue mécanique
Effets de la chaleur, courts-circuits locaux, distorsion, consistance de la soudure
Géométrie avant soudage + contrôle électrique/dimensionnel après soudage
Collage
Bon contact de surface et comportement contrôlé de l'empilement
Distribution de l'adhésif, polymérisation, pression, contamination
Traçabilité de la pression, de la température et de la cuisson
Rivetage ou fixation mécanique
Rétention mécanique simple
Déformation locale, variation du serrage, alignement des trous
Force de fixation et géométrie après assemblage
Serrage externe
Flexible pour certaines conceptions d'assemblage
Décalage de la pile, perte de compression, sensibilité à la manipulation
Compression et vérification du transfert
Il n'existe pas de méthode universelle optimale.
Il n'y a qu'une seule méthode qui s'adapte à la conception du moteur, au volume, à la tolérance, à l'objectif de performance magnétique et au modèle de coût.
Mais chaque méthode a besoin d'un plan de contrôle de qualité adapté à ses modes de défaillance.
Soudage ou collage pour les piles de lamination des moteurs
Il s'agit d'une comparaison courante lors de la planification des processus.
Sujet
Soudage
Collage
Comportement du cycle
Souvent rapide une fois positionné
Peut nécessiter un temps de durcissement ou un temps de séjour contrôlé
Rétention mécanique
Une forte adhésion locale
Rétention de surface répartie
Apport de chaleur
Présent
Généralement, la chaleur est plus faible, en fonction du processus
Risque de court-circuit électrique
L'attention doit être portée sur les zones de jonction
Dépend de l'adhésif et de l'état de la surface
Risque de distorsion
Possible à proximité des zones de soudure
Dépend de la pression, de la couche d'adhésif et du durcissement.
Données à suivre
Énergie de soudage, position, temps, force, résultat visuel
Quantité d'adhésif, pression, température, profil de polymérisation
Meilleure focalisation sur le contrôle de la qualité
Alignement avant soudage et vérifications de la géométrie et des courts-circuits après soudage
Propreté de la surface, pression, durcissement, hauteur finale
La décision ne doit pas être prise uniquement sur la base de la force d'adhésion.
Elle doit inclure les performances en aval, la charge d'inspection, l'encombrement de l'équipement, la stratégie de réparation et les besoins en matière de traçabilité.
Une méthode d'assemblage facile à installer mais difficile à vérifier peut s'avérer coûteuse par la suite.
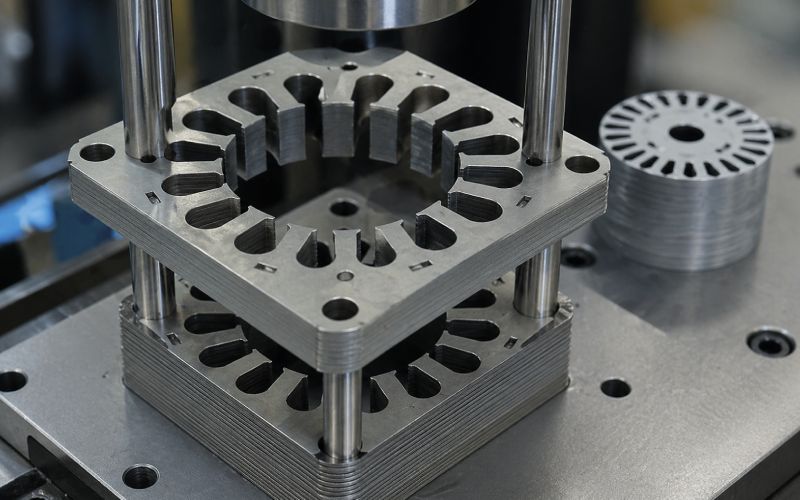
Automatisation de la pile du stator : Ce qu'il faut inspecter
Pour les empilements de tôles de stator, le processus doit protéger le chemin de l'enroulement.
Les contrôles importants sont les suivants
Ouverture de la fente
Profondeur de la fente
Alignement des dents
Diamètre intérieur
Hauteur de la pile
Bavures de fente
Détérioration du revêtement à proximité des fentes
Orientation du pelliculage
Rondeur finale
Équilibre de la pile
Si le stator utilise un enroulement en épingle à cheveux, la géométrie des encoches devient encore plus sensible. Le processus d'insertion ne pardonne pas les fentes étroites, les bavures ou la dérive angulaire.
Une pile de stator peut sembler acceptable de l'extérieur alors qu'une famille d'encoches a tendance à ne pas être en position.
Inspectez donc la géométrie utilisée par le processus suivant.
Il ne s'agit pas seulement de la géométrie qui est facile à mesurer.
Automatisation de la pile de rotors : Ce qu'il faut inspecter
Pour les empilements de tôles de rotor, les caractéristiques les plus risquées sont souvent différentes.
Les contrôles importants sont les suivants
Diamètre de l'alésage
Cylindricité de l'alésage
Diamètre extérieur
Position de la pochette magnétique
Fraises de poche aimantées
Précision de l'inclinaison
Indexation angulaire
Caractéristiques sensibles à l'équilibre
Hauteur de la pile
Cohérence de l'assemblage
Les piles de rotors peuvent créer des problèmes coûteux en aval si l'alésage, les poches magnétiques ou les caractéristiques d'inclinaison dérivent.
Un petit problème angulaire dans la pile peut devenir un problème d'insertion de l'aimant. Une erreur d'alésage peut devenir un problème d'assemblage d'arbre. Un problème de déséquilibre de la pile peut n'être évident que bien plus tard.
Là encore, la détection tardive est la version la plus coûteuse.
Les piles de laminage segmentées nécessitent des contrôles supplémentaires
Les empilements de stator ou de rotor segmentés ajoutent une autre couche de complexité.
Le système doit désormais contrôler non seulement l'empilage feuille à feuille, mais aussi les relations de segment à segment.
Vérifier pour :
Identité du segment
Pas de segment
Lacune dans l'articulation
Horloge
Sièges de segment
Erreur de circularité accumulée
Arrondi final OD/ID
Mauvaise répartition entre les segments
Dommages dus à la manipulation sur les bords des segments
Les conceptions segmentées peuvent améliorer l'utilisation des matériaux ou la flexibilité de l'assemblage, mais l'automatisation de l'empilage doit gérer soigneusement les erreurs accumulées.
Un segment légèrement décalé peut passer.
Plusieurs segments légèrement décalés peuvent créer un problème d'arrondi ou de position de la fente.
C'est ainsi que fonctionne l'accumulation. Tranquillement.
Vision industrielle dans l'empilage de lames
La vision industrielle est utile lorsqu'elle est traitée comme un système de mesure contrôlé, et non comme une caméra boulonnée près d'un convoyeur.
La vision peut inspecter :
Variante partielle
Rotation
Direction de la face
Profil de la fente
Position de la rainure de clavette
Présence de trous
Zones à risque de bavures
Dommages aux contours
Parties mixtes
Placement des lamelles
La difficulté réside dans l'éclairage et la reproductibilité.
L'acier électrique peut réfléchir la lumière de manière à brouiller la détection des bords. Le film d'huile modifie l'aspect de la surface. Les bavures peuvent n'apparaître que sous certains angles d'éclairage. Les variations de revêtement peuvent modifier le contraste.
Une bonne configuration de la vision doit être mise en place :
Un éclairage stable
Présentation de la partie fixe
Distance de travail connue
Contrôles d'étalonnage
Effacer les seuils de réussite/échec
Règles pour les résultats incertains
Validation périodique avec des pièces de production réelles
Ne pas s'entraîner ou valider uniquement sur des laminés propres et parfaits.
Les pièces de production sont moins polies.
Détection de double feuille : Attrapez-la avant que la pile ne commence à mentir
Le prélèvement de la double feuille est l'une des vérifications préliminaires les plus importantes.
Deux laminés minces peuvent se comporter comme une seule feuille lors de l'enlèvement. Un film d'huile, de l'électricité statique, une attraction magnétique, une mauvaise séparation ou un comportement sous vide peuvent rendre ce phénomène plus probable.
Une double feuille peut être à l'origine d'un événement :
Nombre de laminages erroné
Erreur de hauteur de pile
Mauvais comportement de la compression
Défauts d'assemblage
Changement de la géométrie de la fente ou de l'alésage
Débris après traitement en aval
La détection des doubles feuilles doit être placée aussi près que possible de la prise ou du transfert.
S'il est trop en amont, il risque de confirmer la mauvaise chose. Une alimentation propre ne garantit pas un prélèvement propre.
Séparation et alimentation des feuilles : Le point de départ de nombreux problèmes
Une cellule d'empilage ne peut pas toujours inspecter pour se sortir d'une alimentation instable.
Une bonne alimentation devrait permettre de contrôler :
Présentation de la fiche
Fiabilité de la séparation
Répétabilité de l'aiguille
Effets du pétrole
Effets statiques
Attraction magnétique
Dommages aux bords
Orientation
Variante de pièce mélange
Si le chargeur est instable, le reste de l'automatisation devient réactif.
La ligne commence à utiliser des capteurs pour détecter des problèmes qui auraient dû être évités mécaniquement.
Cela peut fonctionner pendant un certain temps. En général, la maintenance devient très lourde.
Mesure de la taille : Un point est souvent insuffisant
Les contrôles de hauteur en un seul point sont courants parce qu'ils sont simples.
Ils sont également limités.
Une pile peut avoir une hauteur correcte en un point et être néanmoins inclinée. Elle peut présenter des débris locaux. Un côté peut être soulevé par l'accumulation de bavures. Elle peut être comprimée de manière inégale.
La mesure de la hauteur en plusieurs points permet d'obtenir de meilleures informations :
Hauteur totale de la pile
Inclinaison
Ascenseur local
Cohérence des sièges
Planéité avant assemblage
Récupération de la compression après la libération
Pour les assemblages étroits de stator ou de rotor, la hauteur multipoint n'est pas exagérée.
C'est un moyen d'éviter de prétendre qu'une pile est plate parce qu'un capteur l'a dit.
Traçabilité MES : Des données de la pile aux données de l'usine
L'automatisation moderne de l'empilage des pellicules ne doit pas se limiter à une décision de type réussite/échec.
Il doit produire des données de production utilisables.
Chaque pile doit avoir un identifiant. Cet identifiant doit permettre de relier le noyau physique aux données créées au cours de la production.
Les données utiles comprennent
Lot de pelliculage
Lot de matériaux
ID de l'outil
Référence du lot d'emboutissage ou de la bobine
Programme partiel
Nombre de feuilles
Mesures de la taille
Résultats de la planéité multipoints
Compensation de la vision
Résumé de la courbe de force
Tendance de la charge des broches
Recette d'adhésion
Résultat de l'adhésion
Motif du rejet
Intervention de l'opérateur
État de maintenance
Horodatage
Résultat de la station aval
Ces données peuvent être envoyées aux systèmes MES, SCADA, aux bases de données sur la qualité ou aux systèmes de traçabilité locaux.
L'objectif n'est pas de tout stocker pour toujours.
L'objectif est de stocker suffisamment d'informations pour répondre à cette question :
Lorsqu'un mauvais noyau apparaît plus tard, qu'est-ce qui était déjà visible lors de l'empilage ?
OPC-UA, Edge Processing et flux de données
Une cellule d'empilage par laminage peut générer plus de données qu'une usine ne souhaite en stocker sous forme de fichiers bruts.
Les courbes de force, les images des caméras, les cartes d'altitude et les journaux des capteurs peuvent devenir lourds.
L'architecture de contrôle doit donc être distincte :
Contrôle des machines en temps réel
Décisions locales de réussite ou d'échec
Réduction des données au niveau des bords
Données récapitulatives au niveau du MES
Enregistrements de qualité à long terme
Une structure pratique se présente comme suit :
Niveau des données
Exemple de données
Meilleure utilisation
Données PLC en temps réel
État du capteur, état de l'actionneur, verrouillages
Contrôle des machines
Données de traitement des bords
Résultat de la vision, caractéristiques de la courbe de force, tendance de la taille
Décisions rapides en matière de contrôle de qualité
Données du SEM
ID de la pile, réussite/échec, recette, motif de rejet
Suivi de la production
Base de données de qualité
Tendances, comparaison des lots, analyse de l'usure des outils
Analyse des causes profondes
Données brutes archivées
Images, courbes de force complètes, journaux détaillés
Enquêtes approfondies si nécessaire
Il n'est pas nécessaire d'envoyer toutes les images au SEM.
Toutes les courbes de force n'ont pas besoin d'être stockées pour toujours.
Mais chaque pile rejetée devrait avoir un code de raison que les gens peuvent comprendre.
“L'échec n'est pas suffisant.
Rejeter la logique : Le désaccord sur les capteurs ne doit pas être accepté
Dans une cellule d'empilage, il arrive que les différents capteurs ne soient pas d'accord.
Une caméra indique que la plastification est correcte.
La courbe de force indique que l'assise était anormale.
Le capteur de hauteur indique que la pile est à la limite.
La machine pose une question.
Ne répondez pas par une approbation automatique.
Une logique de rejet solide devrait comprendre les éléments suivants
Limites d'échec
Limites d'alerte
Limites basées sur la tendance
Règles de désaccord des capteurs
Limites de tentatives
Règles de quarantaine
Contrôle de l'opérateur
Codes de motif automatiques
Exemple :
Combinaison de signaux
Mesures recommandées
Passe de vision + force normale + passe de hauteur
Pile de libération
Passe de vision + force anormale + passe de hauteur
Quarantaine ou contrôle secondaire
Échec de la vision + force normale
Rejeter ou réinspecter avant l'empilage
Compte réussi + hauteur échouée
S'arrêter et examiner l'épaisseur, les débris, les sièges
Échec au comptage + réussite en hauteur
Rejeter ; la compression peut cacher une erreur de comptage
Augmentation de la charge des broches sur plusieurs piles
Avertissement de maintenance avant une panne grave
Événements répétés sur double feuille
Arrêter l'alimentateur et demander une procédure de récupération
Le désaccord sur les capteurs n'est pas une gêne.
C'est souvent le premier signe utile.
Capacité des processus : Ne pas copier aveuglément les tolérances
Il est tentant d'écrire une tolérance universelle.
Ne le faites pas.
Les tolérances de la pile de laminage du moteur dépendent de
Type de moteur
Épaisseur de laminage
Hauteur de la pile
Qualité des matériaux
Revêtement
Processus d'estampage
Méthode d'assemblage
Conception des fentes
Vitesse du rotor
Méthode d'insertion de l'aimant
Méthode d'enroulement
Ajustement de l'arbre ou du logement
Objectif final de performance du moteur
Une tolérance facile pour une ligne peut être impossible pour une autre.
Une tolérance acceptable pour un moteur peut nuire au rendement d'un autre moteur.
Au lieu de copier des nombres, définissez la tolérance à partir de quatre entrées :
Exigences relatives au produit Quels sont les besoins de la conception du moteur ?
Dégagement de l'assemblage en aval Qu'est-ce qui tolère le bobinage, l'insertion de l'aimant, le pressage de l'arbre ou l'ajustement du boîtier ?
Capacité de traitement Qu'est-ce que la ligne d'empilage peut réellement supporter au fil du temps ?
Coût de l'échec Que se passe-t-il si la pile s'échappe ?
Cette opération est plus lente que la copie d'un nombre.
C'est aussi moins idiot.
Limites de contrôle, limites de rejet et limites de défaillance de la machine
Toutes les variantes ne doivent pas arrêter la ligne.
Un bon processus sépare trois niveaux.
Type de limite
Signification
Action
Limite de contrôle
Le processus est en train de dériver mais la pièce peut encore être utilisable
Alerte, analyse des tendances, planification de la maintenance
Limite de rejet
La pile ne répond pas aux critères de libération
Rejeter ou mettre en quarantaine la pile
Limite du défaut de la machine
La cellule peut continuer à produire des défauts
Arrêter la machine et demander la récupération
Cela permet d'éviter deux conséquences négatives :
Laisser passer les vrais défauts
Arrêter la ligne pour chaque fluctuation anodine
Les opérateurs apprennent rapidement si un système de contrôle de qualité est utile ou théâtral.
Si le système crée trop d'alarmes faibles, les gens le contournent.
La conception de l'alarme est donc importante.
Conception de la cellule d'empilage autour d'étapes irréversibles
Certaines étapes du processus peuvent être répétées.
Certains ne le peuvent pas.
L'assemblage est souvent le point où une mauvaise géométrie devient permanente ou coûteuse à corriger.
Cela fait de la porte QC de pré-jonction l'une des portes les plus importantes de la cellule.
Avant d'adhérer, vérifiez :
Nombre correct de feuilles
Hauteur de la pile
Planéité multipoint
Alignement angulaire
Position de la fente ou de la poche
Référence d'alésage ou de diamètre extérieur
Signature de la force d'assise
Pas de désaccord non résolu sur les capteurs
Recette correcte de la pièce
Identification correcte de la pile
Si la pile échoue à ce stade, ne l'envoyez pas vers l'avant parce que la production est en retard.
C'est ainsi qu'un petit retard devient un gros problème de confinement.
Architecture d'automatisation recommandée
Une ligne d'empilage de laminage pratique peut suivre cette structure :
Matières premières
Vérifier la concordance entre le lot, le type de pièce et le programme.
Séparation des feuilles
Contrôler la prise en charge et empêcher le transfert d'une double feuille.
Inspection préalable à l'empilage
Vérifier l'identité, la rotation, la direction de la face et les principales caractéristiques.
Placement guidé
Utiliser des goupilles, des nids, des mandrins ou des surfaces de référence contrôlées.
Contrôle en cours de fabrication
Suivi du nombre, de la tendance de la hauteur, du comportement de la force et de la charge de la cheville.
Compression ou assise
Confirmer la réponse normale force-distance.
Porte de contrôle de qualité avant assemblage
Décidez si la pile est suffisamment bonne pour y adhérer.
Adhésion
Appliquer le soudage, le collage, l'emboîtement, le rivetage ou le serrage.
Inspection après assemblage
Vérifier la géométrie et les points de risque fonctionnels.
Publication des données
Envoyer l'ID de la pile, les résultats et les codes de raison aux systèmes de l'usine.
Tri physique
Séparer les piles bonnes, rejetées et en quarantaine.
Le tri logiciel sans tri physique n'est pas suffisant.
Un mauvais tapis assis à côté d'un bon tapis représente toujours un risque.
Stratégie de maintenance pour les broches et les fixations empilables
L'usure des broches doit être gérée en fonction de l'état, et pas seulement en fonction du temps.
Un bon plan d'entretien suit :
Tendance de la charge des broches
Diamètre mesuré de la broche
Rectitude de la broche
Usure de surface
Usure du revêtement
Détérioration du chanfrein
Motif de la chute
Vision offset trend
Modifications de la courbe de force
Fréquence des motifs de rejet
Une broche ne peut pas tomber en panne soudainement.
Elle peut s'aggraver lentement.
C'est pourquoi les données sur les tendances sont importantes. Elles permettent d'identifier le mode de défaillance ennuyeux.
Et les modes de défaillance ennuyeux sont ceux qui produisent de mauvais lots.
Les décisions humaines ont encore de l'importance
L'automatisation ne supprime pas le jugement.
Le jugement est rendu plus tôt.
Quelqu'un doit encore décider :
Quels sont les défauts critiques ?
Quelles sont les caractéristiques qui définissent le point de référence ?
Qu'est-ce que la règle de rejet ?
Quelles données doivent être stockées ?
Quels sont les éléments que les opérateurs peuvent ignorer ?
Qu'est-ce qui nécessite l'approbation de l'ingénieur ?
Quand un avertissement devient-il un arrêt ?
Que se passe-t-il après des rejets répétés ?
La machine ne doit pas prendre des décisions floues en silence.
Il doit prendre des décisions définies de manière suffisamment bruyante pour que les bonnes personnes puissent agir.
Pas de manière émotionnelle. Juste clairement.
Erreurs courantes dans l'automatisation de l'empilage de lames de moteurs
1. Utiliser la hauteur des piles comme seul contrôle de qualité
La hauteur est utile. Il ne s'agit pas d'une décision de qualité à part entière.
Utilisez ensemble le comptage, la hauteur, la force, l'orientation et la géométrie clé.
2. Ignorer l'usure des goupilles
Les épingles ne sont pas une vérité permanente.
Ils s'usent, se plient, se raclent, accumulent des débris et perdent en précision.
3. Inspection trop tardive
Si la première inspection significative a lieu après l'adhésion, le processus a déjà perdu le contrôle des coûts.
4. Traiter la vision comme une solution complète
La vision est forte pour l'identité, l'orientation et la géométrie exposée.
Elle ne peut pas prouver la qualité de l'assise interne après l'enfouissement de la stratification.
5. Permettre aux opérateurs d'outrepasser les codes sans motif
Des dérogations peuvent être nécessaires.
Les dérogations non enregistrées ne le sont pas.
6. Stocker des données que personne n'utilise
Les grandes archives de données brutes sont impressionnantes.
Des codes de raison utiles, des tendances et une traçabilité au niveau de la pile permettent de résoudre les problèmes plus rapidement.
7. Copie de tolérances à partir d'une autre ligne
Une tolérance sans contexte de processus n'est qu'un chiffre.
Utiliser les besoins du produit, l'autorisation en aval et la capacité du processus.
8. Absence de séparation physique des piles rejetées
Le rejet numérique n'est pas un confinement.
Les mauvaises piles ont besoin d'un flux physique contrôlé.
A quoi ressemble un bon système d'empilage de lamelles ?
Un processus d'empilage mature n'est pas dramatique.
Il permet d'attraper rapidement les doubles feuilles.
Il rejette les mauvaises variantes avant l'empilage.
Elle considère le port d'épingles comme une tendance.
Il détecte la croissance des bavures avant que les défaillances de l'enroulement ne commencent.
Il arrête les piles suspectes avant de les rejoindre.
Il envoie des codes de motif utiles au système d'usine.
Les ingénieurs qualité disposent ainsi de suffisamment d'informations pour résoudre les problèmes sans avoir à interroger la moitié de l'équipe.
Il ne dépend pas de la chance, de la mémoire ou de la présence d'une personne à proximité de la machine au bon moment.
C'est là l'essentiel.
La pile ne devrait pas avoir à échouer bruyamment avant que le processus n'écoute.
Liste de contrôle de l'acheteur pour l'automatisation de l'empilage de lamination
Utilisez cette liste de contrôle lors de la planification, de la spécification ou de l'examen d'un projet d'automatisation de l'empilage.
Question
Pourquoi c'est important
Comment le système détecte-t-il la prise en charge d'une double feuille ?
Évite les erreurs de comptage et de hauteur
Comment vérifie-t-il l'orientation du laminage ?
Prévient les défauts de la mauvaise couche enfouie
Les goupilles d'empilage font-elles l'objet d'un contrôle d'usure ou de charge ?
Empêche la dérive lente de l'alignement
La hauteur de la pile est-elle mesurée en un ou plusieurs points ?
Détecte l'inclinaison et le soulèvement local
Les données force-distance sont-elles utilisées lors de l'assise ?
Détecte les bavures cachées et les problèmes d'assise
Y a-t-il un contrôle de qualité avant l'adhésion ?
Arrêter les défauts avant qu'ils ne deviennent coûteux
Les motifs de rejet sont-ils automatiquement enregistrés ?
Soutien à l'analyse des causes profondes
Les données de la pile peuvent-elles être connectées à des systèmes MES ou de traçabilité ?
Relier les pièces physiques à l'historique du processus
Que se passe-t-il lorsque les capteurs ne sont pas d'accord ?
Empêche la logique de faux-pas
Les piles rejetées sont-elles physiquement séparées ?
Soutien à un véritable confinement
Le système est-il conçu pour des pièces de production réellement huileuses ?
Évite les surprises en matière de validation
Le système peut-il traiter les variantes de pièces en toute sécurité ?
Réduction du risque de production mixte
Un bon fournisseur ou une équipe d'ingénieurs interne devrait être en mesure de répondre à ces questions sans faire de longues pauses.
Quelques pauses sont acceptables.
Les longues pauses sont des données.
FAQ : Automatisation de l'empilage par lamination motorisée
Comment éviter la prise de double feuille lors de l'empilage par plastification motorisée ?
Utilisez une séparation contrôlée des feuilles, un outil de prise stable et un détecteur de double feuille près du point de prise ou de transfert. Le contrôle doit avoir lieu avant que le feuilletage n'entre dans la pile. Si une double feuille parvient à l'assemblage, le coût du défaut augmente rapidement.
Quelles sont les causes de la variation de la hauteur de la pile de tôles du stator ?
Les causes les plus courantes sont la variation de l'épaisseur du laminage, la croissance des bavures, les feuilles manquantes, les feuilles doubles, les débris entre les couches, la variation de l'enduction, la compression inégale et la mauvaise assise. La hauteur de la pile doit être vérifiée en même temps que le nombre de feuilles et le comportement de la force.
La hauteur de la pile doit-elle être mesurée en un ou plusieurs points ?
Pour les piles de base, un seul point peut suffire pour une confirmation approximative. Pour les noyaux moteurs plus serrés, il est préférable de mesurer la hauteur en plusieurs points, car cela permet de détecter l'inclinaison, le soulèvement local, l'ondulation et la compression inégale avant l'assemblage.
Comment l'usure des broches peut-elle entraîner un désalignement de la pile de tôles du moteur ?
Les goupilles usées perdent la précision du point de référence. La pile peut encore être chargée et fonctionner normalement, mais la position angulaire ou radiale peut dériver avec le temps. L'usure des goupilles doit être suivie à l'aide d'inspections, de tendances de charge des goupilles, de signatures de force et de données de rejet.
Quels sont les capteurs nécessaires à l'empilage automatisé des pellicules ?
Les capteurs les plus courants sont les capteurs de présence de pièces, les détecteurs de double feuille, les systèmes de vision, les capteurs de déplacement laser, les capteurs de force, les moniteurs de charge de broche, les contrôles de court-circuit électrique et les jauges dimensionnelles. La bonne combinaison dépend de la conception du noyau du moteur et du risque d'assemblage en aval.
Comment les courbes de force permettent-elles de détecter les bavures dans les piles de laminage ?
Les bavures peuvent augmenter la résistance lors de la mise en place, de l'assise ou de la compression. Une courbe force-distance peut révéler un contact anormal, un raclage, une résistance soudaine ou une compression excessive avant que le défaut ne soit visuellement évident.
Quelle est la différence entre la vérification du nombre de feuilles et le contrôle de la hauteur de la pile ?
La vérification du nombre de feuilles confirme le nombre de laminés entrés dans la pile. Le contrôle de la hauteur de la pile confirme la hauteur physique de la pile. Les deux sont nécessaires car la compression, les variations d'épaisseur ou les doubles feuilles peuvent rendre l'un des deux contrôles trompeur.
Comment vérifiez-vous l'alignement des fentes avant l'enroulement ?
Utilisez l'inspection par vision, le contrôle dimensionnel ou la mesure spécifique des fentes avant le processus d'enroulement. Concentrez-vous sur l'ouverture et la profondeur de la fente, les bavures, l'alignement des dents et la position angulaire. L'inspection doit correspondre à la méthode d'enroulement et au jeu d'insertion.
Pourquoi les piles de pelliculage rejetées doivent-elles être physiquement séparées ?
En effet, le rejet des logiciels ne suffit pas à empêcher les mélanges. Les piles rejetées et mises en quarantaine doivent être placées dans des endroits contrôlés afin qu'elles ne puissent pas pénétrer accidentellement dans les opérations d'assemblage, de bobinage, d'insertion d'aimants ou d'assemblage final.
Comment l'automatisation de l'empilage des pellicules améliore-t-elle l'OEE ?
Il améliore l'OEE en réduisant les arrêts non planifiés, en prévenant les défaillances en aval, en diminuant les reprises, en améliorant le rendement au premier passage et en donnant aux équipes de maintenance des signaux plus clairs sur les défauts. Les gains les plus importants en termes d'efficacité énergétique proviennent souvent de l'arrêt des défauts avant qu'ils ne quittent la cellule d'empilage.
Dernier point à retenir
L'automatisation de l'empilage du pelliculage des moteurs n'est pas seulement une question de vitesse.
La vitesse est importante, oui. Mais la vitesse sans contrôle précoce des défauts ne fait que déplacer plus rapidement les mauvaises piles.
L'objectif le plus important est le suivant :
Construisez chaque pile avec un alignement contrôlé, un nombre vérifié, une hauteur mesurée, un comportement d'assise connu, des portes de contrôle de qualité claires et des données traçables avant que le processus suivant n'augmente les coûts.
C'est ainsi que l'automatisation de l'empilage protège le rendement, l'OEE et l'assemblage en aval.
Et cela commence par des questions simples posées au bon moment :
La bonne feuille a-t-elle été choisie ? S'agit-il d'une seule feuille ? A-t-elle été placée correctement ? S'est-elle posée normalement ? La pile est-elle encore saine avant d'être jointe ? Les données peuvent-elles le prouver ?
Cheney est un ingénieur d'application principal dévoué à Sino, avec une grande passion pour la fabrication de précision. Il est titulaire d'une formation en ingénierie mécanique et possède une vaste expérience pratique de la fabrication. Chez Sino, Cheney se concentre sur l'optimisation des processus de fabrication des piles de laminage et sur l'application de techniques innovantes pour obtenir des produits de haute qualité.
Brochure sur les nouveaux produits
Veuillez saisir votre adresse électronique ci-dessous et nous vous enverrons la dernière brochure !
Laissez les piles de pelliculage de Sino renforcer votre projet !
Pour accélérer votre projet, vous pouvez étiqueter les piles de laminage avec des détails tels que tolérance, matériel, finition de la surface, la nécessité ou non d'une isolation oxydée, quantitéet bien d'autres choses encore.