Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
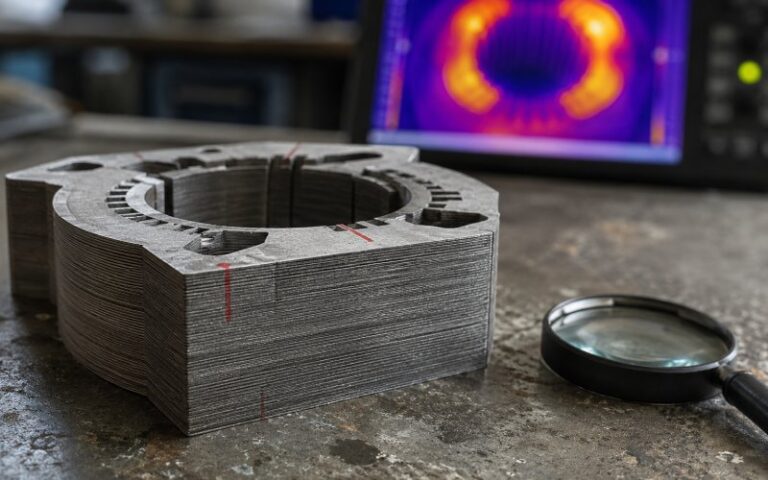
Lamineren Matrijzen falen zelden op een dramatische manier. Het komt vaker voor dat de lijn blijft draaien, de onderdelen er nog steeds goed genoeg uitzien en het probleem zich een laag later openbaart: de bramen worden groter, de stapelpasvorm wordt minder zuiver, de vergrendelingen voelen niet meer consistent aan, de persbelasting kruipt omhoog. Die langzame drift is het dure deel. Bij lamineerwerk is de kwaliteit van de snijranden afhankelijk van het stapelgedrag en bij elektrisch staal ook van de isolatie-integriteit en het kernverlies. Bramen aan de rand kunnen geleidende bruggen creëren tussen de platen en dat is precies het soort defect dat klein begint en eindigt in warmte, verlies of onstabiele stapelkwaliteit.
Daarom is matrijsslijtage in lamineren stempelen moet niet worden behandeld als een eenvoudig gereedschapsprobleem. Het is een kwestie van stapelkwaliteit. Soms ook een kwestie van magnetische prestaties. Een matrijs kan nog steeds “draaien” terwijl het proces al buiten het venster valt dat zinvol is voor laminaten.
Het begint meestal bij de elementen met de minste vergevingsgezindheid: smalle sleuven, tandwortels, krappe radii, piloot-gerelateerde elementen, bruggen en interlock vormen. Rechte buitenprofielen overleven vaak langer. Kleine interne elementen niet. Als slijtage begint, is het meestal plaatselijk voordat het globaal wordt. Eén sleuf begint sneller braamvorming op te bouwen dan de andere. Eén pons zorgt ervoor dat het tonnagespoor er een beetje anders uitziet. Eén brug begint weerstand te vertonen. De fout is om dat allemaal weg te strepen en de matrijs gezond te noemen.

Speling is hier nog steeds het belangrijkste. Te weinig speling verhoogt de snijkracht, de spanning op het gereedschap en de schade aan de snijkanten. Te veel speling verhoogt de braamhoogte en verergert de breukzone. Bij algemeen stempelen beginnen oude vuistregels vaak rond 5% per kant of rond 10% voorraaddikte, afhankelijk van de winkel en de materiaalklasse. Dun elektrisch staal wordt meestal smaller behandeld dan dat. Voor lamineerwerk rond 0,35 mm voorraad, is een praktisch startvenster vaak rond 5% tot 8% per kant, en wordt dan afgestemd op basis van de werkelijke braamtrend, het uiterlijk van het snijvlak en het belastingsgedrag in plaats van als vaste regel te worden aangehouden.
Het woord dat telt is ongelijk. Een matrijs kan een gemiddelde speling hebben die er op papier acceptabel uitziet en toch slecht slijten omdat de lokale uitlijning niet klopt. Slijtage van de geleider, zijdelingse belasting, slechte geleiding van de strip of ongelijkmatig slijpen zorgt ervoor dat een station verder van de rest af komt te staan. Dan begint één functie als eerste problemen te geven. Dat is normaal. Het is ook de aanwijzing.
Elektrisch staal is dun, maar dat maakt het niet gemakkelijk voor de rand. Herhaald contact bij hoge slagsnelheden leidt tot abrasieve slijtage, daarna tot vermoeidheidsschade bij de snijkant en vervolgens tot kleine spanen als de toestand met rust gelaten wordt. Studies over slijtage van stempelgereedschap tonen aan dat gereedschapmateriaal, coatingsysteem en speling allemaal invloed hebben op hoe snel de braam groeit en hoe de snijkracht verandert bij gebruik. Harder is op zichzelf niet altijd genoeg; de toestand van de snijkanten en het proces zijn net zo belangrijk.
Een schone matrijs op de werkbank kan zich anders gedragen in de pers. Herhaalbaarheid van de slede, kantelen van de ram, slijtage van de geleider, contact met de stripper en excentrische belading veranderen allemaal de manier waarop de stempel de matrijsopening binnenkomt. Als dat gebeurt, is de slijtage niet meer symmetrisch. Eén kant van de rand slijt sneller. Eén station krijgt een grotere braam. Perskrachtmonitoring heeft aangetoond dat versleten afwerkstations zichtbare sporen achterlaten in het lastraject voordat de lijn een harde fout bereikt. Dat maakt van de krachttrend een nuttige vroegtijdige waarschuwing, niet alleen een metriek voor de gezondheid van de machine.
Sommige slijtageproblemen zijn eigenlijk vermomde schrootpadproblemen. Als het schroot niet netjes wegloopt, raakt het gereedschap wat het al gesneden heeft. Dat kan een snijkant snel beschadigen. Bij lamineermatrijzen, waar de vormen klein zijn en de slagsnelheid vaak hoog, kan zelfs lichte schrootinterferentie een stabiel proces in korte tijd veranderen in een braamgenerator. Dit is een van de redenen waarom een matrijs er na het slijpen prima uitziet en toch vroegtijdig zijn leven verliest. De rand was niet het eerste probleem.
Een versleten lamineermatrijs moet worden geslepen voordat de braamcurve steil wordt. Niet erna. Slijphitte is ook van belang. Als door het slijpen de snijkant oververhit raakt, de plaatselijke hardheid verandert of de gerelateerde stations niet meer synchroon lopen, kan het gereedschap al aangetast terugkomen op de pers. Slijpen is onderhoud, ja. Het kan ook het begin zijn van de volgende slijtagecyclus als het geometrieherstel slordig is.
Het eerste signaal is meestal geen gebroken stoot. Het is drift.
De hoogte van de frees gaat omhoog bij één functie. De persbelasting stijgt langzaam. De polijstzone verandert. Een snijrand begint er ruw uit te zien in plaats van schoon. Stapels nestelen zich niet meer zo gemakkelijk. Het gevoel van de interlock verandert voordat de afmetingen volledig naar buiten gaan.
Dat patroon komt overeen met zowel de praktijk in de winkel als met onderzoek naar conditiebewaking: slijtage manifesteert zich als een trend voordat het zich manifesteert als een gebeurtenis.
Er is ook een nuttige realiteitscontrole van de braamgrenzen. Algemene richtlijnen voor het stansen gebruiken al lang een losse regel dat een acceptabele braam rond de 10% plaatdikte, maar lamineerwerk is meestal veel strakker dan dat. In elektrische staalverwerking begeleiding, 0,03 mm wordt gebruikt als een maximale braamgrens in sommige stapelgerelateerde toepassingen, en gegevens van leveranciers over stansbaarheid geven vaak het aantal slagen aan dat nodig is tot de braam de waarde 50 μm. Dat vertelt je twee dingen tegelijk: ten eerste zijn de limieten voor braamvorming bij lamineren vaak veel strenger dan de algemene limieten voor stansen; ten tweede moet braamgroei worden behandeld als een slijtagekromme, niet als een ja-of-nee defect.
Een werkbaar systeem hoeft niet fancy te zijn. Het moet consistent zijn.
Begin met een nieuwe basislijn en registreer:
Houd vervolgens dezelfde locaties aan en vergelijk ze. Voor lamineeronderdelen zijn goede controlepunten meestal tandpunten, gleufflanken, boorranden, bruggen en interlockkenmerken. De gemiddelde braam van het hele onderdeel is vaak te bot om nuttig te zijn. Eén slechte eigenschap kan de stapel laten mislukken terwijl het algemene gemiddelde er nog steeds ongevaarlijk uitziet.
| Symptoom op de lijn | Meest waarschijnlijke oorzaak | Eerst controleren | Gebruikelijke actie |
|---|---|---|---|
| De braam komt alleen op één sleuf of één brug omhoog | Plaatselijke slijtage van de randen, verloop van de geleider of storing door schroot | De ponsrand, matrijsopening, geleiders en schrootbaan van dat station | Corrigeer eerst de plaatselijke oorzaak; slijp niet blindelings de hele matrijs |
| Braam loopt op rond het grootste deel van het profiel | Globaal afslijpen van randen of spelingafwijkingen bij verwante stations | Tonnageontwikkeling, snijvlakverhouding, slijpgeschiedenis | Plan gecontroleerd naslijpen en controleer verwante stations samen |
| De persbelasting neemt toe terwijl de onderdelen nog steeds voldoen aan de dimensionale controles | De rand wordt doffer, de wrijving neemt toe of de speling is te krap | Vergelijken met nieuwe tool | Onderhoud voordat de braamgroei steil wordt |
| Stapels gaan hangen, ook al ziet de braam er “niet verschrikkelijk” uit” | Plaatselijk kantelen, randweerstand of isolatieschade bij gevoelige onderdelen | Sleufwanden, vergrendelingen, stapeloriëntatie, lokale randafwerking | Hercontroleproces op productniveau, niet alleen onderdeel OD/ID |
| Levensduur gereedschap daalt na slijpen | Hitteschade, randafwijking of onvolledig geometrieherstel | Opnieuw opwinden, koelmiddelgebruik, synchronie tussen stations | Verscherpingsproces herstellen voordat de productie-instellingen worden aangepast |
Het punt van de tabel is eenvoudig: koppel het symptoom aan de eerste controle. Te veel teams beginnen met de slijper omdat die beschikbaar is. Dat is niet hetzelfde als beginnen bij de oorzaak.

Het aantal hits is nog steeds belangrijk. Het is gemakkelijk in te plannen. Het is ook onvolledig. Het materiaal, de toestand van de coating, de vlakheid van de band, het gedrag van de pers en de vormgeometrie veranderen allemaal de slijtage van een matrijs. Een betere methode is om het aantal treffers als één ingang te gebruiken en deze vervolgens te koppelen aan de bramentrend en de tonnageafwijking. Als alle drie tegelijk bewegen, moet u de matrijs onderhouden. Als het aantal treffers service aangeeft, maar de rand stabiel is en de belasting vlak, dan kan het schema te conservatief zijn.
Dit is belangrijker bij lamineren dan bij gewoon blanking. Zodra de braamhoogte snel begint op te lopen, verslijt niet alleen de snijkant, maar kunnen defecten ook leiden tot beschadiging van de coating en risico op stapelgeleiding. Het beste slijppunt ligt meestal eerder dan het punt waarop de operator voor het eerst klaagt.
Als een lamineermatrijs meerdere stations gebruikt om de uiteindelijke geometrie te creëren, kan het slijpen van alleen de slechtst uitziende pons een mismatch creëren. Verwante randen moeten in de pas terugkomen. Anders keert de matrijs terug met gemengde randcondities en wordt het slijtagepatroon moeilijker te lezen in plaats van gemakkelijker.
Dit punt wordt vaak over het hoofd gezien. Braaminspectie op afzonderlijke platen is noodzakelijk, maar niet voldoende. De druk op de stapel, de richting van de braam, de toestand van de isolatie, de verbindingsmethode en het interlaminaire contact veranderen allemaal hoeveel echte problemen een braam veroorzaakt in de afgewerkte stapel. Een lamineerproces moet het stapelgedrag stroomafwaarts meenemen in de beslissingen over het gereedschap. Als de stapelpasvorm, elektrische test of plaatselijke verwarming begint af te wijken, moet de matrijs al in een vroeg stadium deel uitmaken van het onderzoek.
Een verstandig startvenster is vaak 5% tot 8% per kant, en vervolgens aangepast op basis van de werkelijke braamhoogte, de staat van de snijkant en de trend van de persbelasting. Pas geen vlakke 10% regel toe zonder te controleren wat de rand doet. Dun elektrisch staal heeft meestal een strakker procesvenster nodig dan algemeen ponsen van plaatmateriaal.
Voor lamineerwerk is het antwoord meestal strikter dan bij algemeen stempelen. Een losse algemene regel kan braam rond 10% van dikte, maar een op lamineren gerichte verwerkingsbegeleiding kan de limiet stellen op 0,03 mm, en ponsbaarheidstesten maken vaak gebruik van 50 μm als maatstaf voor slijtage. Voor dunne meters en gevoelige stapels kan het praktische stoppunt veel lager liggen dan de oude algemene regel.
Nee. Het aantal slagen is nuttig, maar op zichzelf niet genoeg. Een betere trigger gebruikt aantal slagen + bramentrend + tonnageafwijking. Die combinatie vangt zowel het normale dof worden van de snijkanten op als abnormale slijtage door foutieve uitlijning of schrootproblemen.
Omdat slijtage vaak eerst plaatselijk optreedt. Kleine vormen, bruggen, inwendige sleuven en gebieden met interlock zijn gevoeliger voor plaatselijke spelingfouten, slijtage van de geleider en interferentie door schroot. Eén vorm die vroeg slecht gaat, is vaak de nuttigste aanwijzing die je krijgt.
Nee. Krachtcontrole is goed voor vroegtijdige waarschuwing. Braaminspectie is goed om te bevestigen wat de rand werkelijk doet. De twee horen bij elkaar. De ene vertelt je dat er iets veranderd is; de andere vertelt je of die verandering acceptabel is voor de stapel laminaten die je aan het maken bent.
De praktische regel is niet “laat de matrijs draaien tot hij er slecht uitziet”. Die regel is te laat voor laminaten.
Een betere regel is deze: Let op de functies die het eerst falen, trend de lading, slijp vroegtijdig en beoordeel de matrijs op wat hij doet met de stapel, niet alleen op wat hij doet met een enkel vel.