Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
Een lamineerkorting is een onbedoelde elektrische verbinding tussen aangrenzende elektrische stalen lamineringen. Hierdoor kunnen wervelstromen zich over de lamellen verspreiden in plaats van binnen elke lamel te blijven, wat kan leiden tot een toename van het kernverlies, het ontstaan van lokale oververhittingspunten en een afname van het rendement van motorstatoren, transformatorkernen en andere lamellenstapels van siliciumstaal.
Dat is de zuivere definitie.
Het lastige is dit: een kortsluiting is niet altijd direct zichtbaar. Het kan beginnen als een braam aan de rand van een sleuf. Of als een beschadigde coating onder de druk van de stapel. Of als een klein geleidend deeltje dat tussen twee platen is geklemd. De stapel kan bij de eerste inspectie goedkeuring krijgen, maar vervolgens afkeuring na het lassen, verlijmen, verspanen of de eindcompressie.
De controle moet dus het hele proces volgen, en niet alleen het afgewerkte onderdeel.
Een gelamineerde kern wordt opgebouwd uit dunne platen elektrisch staal. Elke plaat is voorzien van een isolerende coating om de stroomdoorvoer tussen de lagen te beperken. De kern moet fungeren als een magnetisch pad, en niet als één massief geleidend blok.
Er is sprake van een kortsluiting in de laminaatlaag wanneer die isolatie wordt omzeild.
Het kan slechts twee platen met elkaar verbinden. Het kan een groter gedeelte overbruggen via een braam, lasnaad, klinknagel, klem, vergrendeling, bewerkingsspoor of gecorrodeerde rand. De ernstige gevallen zijn die waarbij een circulerend stroompad ontstaat. Dat pad genereert warmte. Soms in één tand. Soms bij het achterste ijzer. Soms bij een hoek van een sleuf waar de wikkelingsisolatie al onder spanning staat.
Niet elke plek met lage weerstand leidt tot het uitvallen van een kern. Sommige zijn klein en op zichzelf staand. Maar een terugkerende hotspot is een ander verhaal. Beschouw deze als een storing totdat het tegendeel is bewezen.
De meeste kortsluitingen in laminaat worden tijdens het productieproces veroorzaakt. Als je de geschiedenis van het onderdeel terugvolgt, zijn ze zelden een raadsel.
| Oorzaak | Wat er fysiek gebeurt | Algemene locatie | Wat moet je eerst controleren? |
|---|---|---|---|
| Bramen door ponsen of stempelen | Het omhooggekomen metaal snijdt door de coating heen en raakt de volgende plaat | Sleufranden, tandpunten, binnendiameter, buitendiameter | Hoogte van de bramen, richting van de bramen, speling van de matrijs |
| Te hoge stapeldruk | De bekleding wordt onder belasting verpletterd of verplaatst | Klemzones, perspassingen, vergrendelingen | Aandrukkracht, vlakheid, variatie in stapelhoogte |
| Lassen of thermisch verbinden | Door de hitte wordt de coating beschadigd of ontstaat er een geleidende brug | Lasnaden, lipjes, buitendiameter | Lasdiepte, warmte-inbreng, herhalingshoek van de fout |
| Bewerking na het stapelen | Metaalvlekken overschrijden de lamineerlijnen | Boring, buitendiameter, spiebaan, sleufopeningen | Slijtage van gereedschap, slijpsporen, metaalstof |
| Geleidende vervuiling | Spaanders, stof, resten van koelvloeistof of koolstof veroorzaken lekkage | Vlakken, randen, bodems van sleuven | Reiniging, drogen, bedieningselementen |
| Corrosie | Roest en beschadigingen aan de randen hebben een negatieve invloed op de isolatie en de contactdruk | Afgesneden randen, opgestapelde stapels | Luchtvochtigheid bij opslag, verpakking, toestand van de randen |
| Afwerkingsfouten | De oppervlakte-isolatie is zwak voordat de lagen worden gestapeld | Het volledige oppervlak van de plaat of bepaalde delen daarvan | Testgegevens van coatings, lotgeschiedenis van leveranciers |
| Omgaan met schade | Krassen of deuken leggen het basisstaal bloot | Hoeken, positioneringsgaten, willekeurige vlakken | Transportbakken, bevestigingsmiddelen, bediening door de gebruiker |
Een kortsluiting die bij de eindcontrole wordt ontdekt, kan al veel eerder zijn ontstaan. Daarom wordt bij een grondig onderzoek naar de oorzaak de volgende vraag gesteld: is de kortsluiting ontstaan na het snijden, na het stapelen, na het verbinden of na de bewerking?
Een kortsluiting in een lamellenstapel laat vaak al aanwijzingen achter voordat de kern defect raakt.
Let op:
Eén aanwijzing is niet genoeg. Als er twee of drie bij elkaar komen, is het de moeite waard om even stil te staan.
Een visuele inspectie is weliswaar eenvoudig, maar brengt toch echte problemen aan het licht.
Gebruik schuin invallend licht en een vergrootglas. Bij inspectie van voren worden bramen gemist. Bij zijdelingse verlichting zijn oneffenheden in het metaal, krassen, vlekken, roest en beschadigingen aan de coating duidelijker zichtbaar.
Let goed op het volgende:
Vertrouw niet blindelings op een stapel die er netjes uitziet. Veel korte stukken zijn drukgevoelig. Het onderdeel kan er los prima uitzien, maar na samendrukking defect raken.
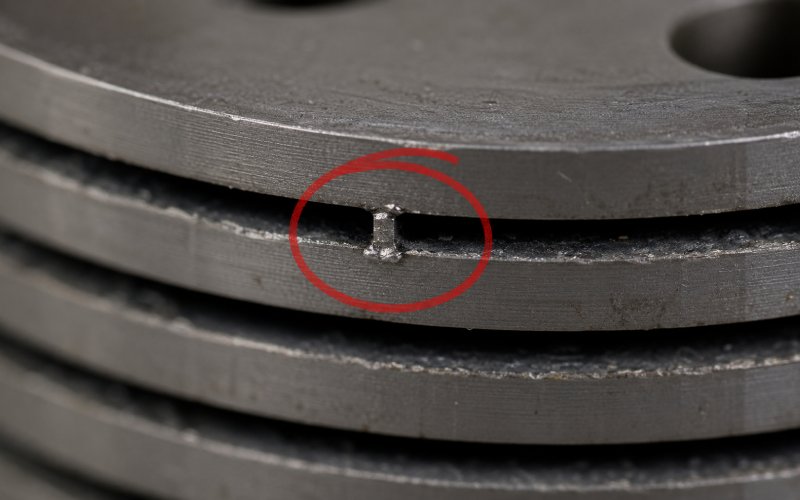
Bramen zijn een van de meest voorkomende oorzaken van kortsluitingen in de lamellen van de motorstator en kortsluitingen aan de randen van de transformatorkern.
De hoogte van de snijrand is van belang. De richting is ook van belang.
Een braam die in het volgende vel steekt, kan tijdens het stapelen de coating doorboren. Als elke laminaatlaag in dezelfde richting is georiënteerd, kunnen bramen een zich herhalend geleidend pad door de stapel vormen. Daarom moet de inspectie op bramen worden afgestemd op het onderhoud van de matrijs, de slijpcyclus, de materiaaldikte en de stapelrichting.
Een handige werkwijze: leg de gegevens over bramen vast per gereedschapsstation, niet alleen per batch. Fouten zijn vaak terug te voeren op het gereedschap.
Er zijn twee verwante controles, en deze mogen niet met elkaar worden verward.
Het meten van de isolatieweerstand van oppervlakken, dat vaak in verband wordt gebracht met de Franklin-testmethode, beoordeelt de oppervlaktecoating van afzonderlijke stroken of stansdelen onder vastgestelde spannings- en drukomstandigheden. Het is nuttig voor de controle van binnenkomend materiaal en voor de kwaliteitscontrole van de coating.
Beproeving van de interlaminaire weerstand controleert de weerstand tussen aangrenzende gecoate oppervlakken. Dit komt dichter in de buurt van de eigenlijke vraag: kan er stroom van de ene laminaatlaag naar de volgende vloeien?
Voer voor de productiecontrole tests uit onder reproduceerbare omstandigheden:
Een willekeurig getal heeft maar beperkte waarde. Een trend is wel van waarde. Als de meetwaarden dalen na het opbouwen van druk, kan het zijn dat het isolatiesysteem alleen in gemonteerde toestand niet goed functioneert.

Een megohmmeter is handig, maar niet als primaire detector voor kortsluitingen tussen laminaten.
Het apparaat is beter geschikt voor algemene isolatiecontroles, zoals controles van de kern naar het frame, van de wikkeling naar aarde of van geïsoleerde onderdelen. Het kan grote lekpaden opsporen. Het kan echter niet aantonen of de isolatie tussen de lamellen over de gehele stapel in orde is.
Dit is een belangrijk punt. Een stapel kan de test met een megohmmeter doorstaan en toch plaatselijke kortsluitingen tussen de lamellen vertonen die bij magnetische bekrachtiging warmte ontwikkelen.
Gebruik het. Maar laat het niet de uiteindelijke beslissing bepalen.
Bij het meten van het kernverlies wordt vastgesteld hoeveel vermogen de kern verbruikt onder gecontroleerde magnetische omstandigheden. Als een lamellenstapel kortsluitpaden bevat, kan het kernverlies toenemen omdat wervelstromen dan meer ruimte hebben om te circuleren.
Deze test is nuttig voor:
Uit een kernverliesmeting blijkt dat de stapel energie verspilt. Het is echter mogelijk dat hieruit niet precies blijkt waar de kortsluiting zich bevindt. Combineer de meting daarom met een thermische inspectie of een plaatselijke magnetische scan.
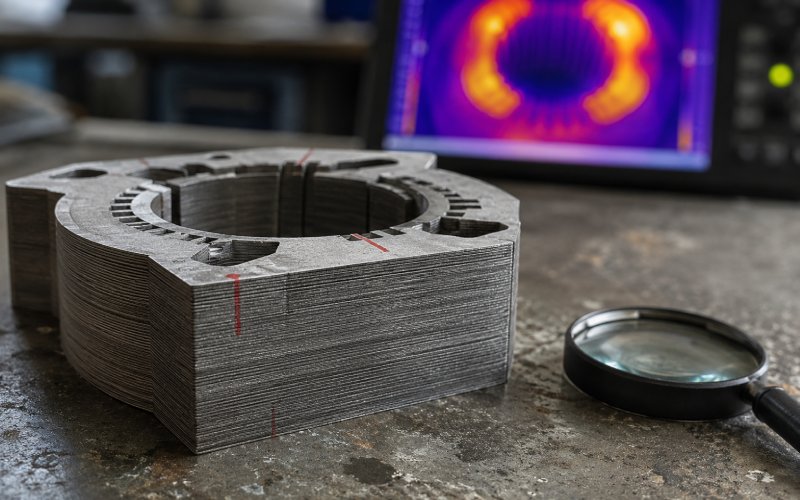
Warmtebeeldtechniek is handig omdat kortsluitingen in laminaat zich vaak manifesteren als lokale warmtebronnen.
De kern wordt onder gecontroleerde omstandigheden geëxciteerd en vervolgens gescand op abnormale temperatuurstijgingen. Het defecte gebied warmt doorgaans sneller op dan het omringende staal en verschijnt op dezelfde plaats wanneer de test wordt herhaald.
Pas op voor onjuiste meetwaarden. Olie, verf, luchtstroming, glanzend metaal, tape en de camerahoek kunnen de thermische meetresultaten verstoren. Een echte storing moet zich herhalen. Deze moet sterker worden naarmate de prikkel toeneemt. De storing mag niet verdwijnen doordat de camera is verplaatst.
Bij grote statorkernen van motoren en generatoren wordt elektromagnetische kernfoutdetectie, vaak afgekort tot ELCID, gebruikt om interlaminaire isolatiefouten bij lage fluxniveaus op te sporen.
Het voordeel is simpel: het systeem kan verdachte plekken opsporen zonder dat de kern een volledige verwarmingstest hoeft te ondergaan. Dit is handig wanneer een volledige flux-test moeilijk, duur of riskant is.
Toch is voorzichtigheid geboden bij de interpretatie. De geometrie van de sleuf, de testopstelling, de toestand van de kern en de techniek van de operator zijn van invloed op de meetresultaten. ELCID is een krachtig hulpmiddel voor het lokaliseren van defecten. Het moet worden gecombineerd met een beoordeling door de inspecteur en mag niet worden beschouwd als een automatische ‘goed/afgekeurd’-knop.
Bij een kernlusproef, ook wel lusproef of full-flux-kernproef genoemd, wordt de kern gemagnetiseerd onder omstandigheden die dichter bij de bedrijfsomstandigheden liggen, en wordt gecontroleerd op abnormale opwarming of verlies.
Deze methode wordt vaak toegepast bij grote statorkernen, opnieuw gewikkelde machines, reparatiecontroles of apparatuur met grote gevolgen bij storingen. Er is meer vermogen, meer voorbereidingstijd en strengere veiligheidsmaatregelen voor nodig dan bij methoden met een lage flux.
Gebruik dit wanneer de vraag niet alleen luidt: “Is er een tekortkoming?”, maar ook: “Zal deze kern onder reële magnetische belasting warm worden?”
| Methode | Beste gebruik | Wat het goed doet | Belangrijkste beperking |
|---|---|---|---|
| Visuele inspectie | Snelle screening | Bramen, vlekken, roest, transportschade | Verborgen en drukafhankelijke shorts |
| Burr-meting | Gestempeld laminaat | Slijtage van gereedschap en risico op beschadiging van de snijkant | Er is geen elektrisch contact vastgesteld |
| Oppervlaktetest volgens de Franklin-methode | Losse vellen of ponsstukken | Kwaliteit van het gecoate oppervlak | Geen test met een voltooide stack |
| Test van de interlaminaire weerstand | Aangrenzende gecoate oppervlakken | Zwakke isolatie tussen de lagen | Instellingen voor druk- en aanraakgevoeligheid |
| Controle met de megohmmeter | Bruto isolatiepaden | Kern-naar-frame- of aardfouten | Zwakke prestaties bij lokale laminaat-shorts |
| Kernverlies test | Afgewerkte stapels | Overmatig magnetisch verlies | Het is mogelijk dat de storing niet kan worden opgespoord |
| Warmtebeeldtechniek | Geactiveerde kernen | Lokale bezienswaardigheden | Vereist geregelde excitatie |
| ELCID-test | Grote statorkernen | Foutlokalisatie met lage flux | Vereist een gekwalificeerde tolk |
| Kernlus-test | Grote of kritieke kernen | Verwarming onder omstandigheden met hoge flux | Veel installatiewerk |
Er komen wel eens valse alarmen voor. Een slecht contact van de sensor lijkt op een storing. Stof komt en gaat. Vocht beïnvloedt de meetwaarden. Armaturen kunnen je misleiden.
Een echte korte laminaatbroek heeft meestal een patroon:
Dat laatste vergeet je al snel. Noteer de stand van de stapel voordat je gaat testen. Als de storing met het onderdeel meegaat, zit het in het onderdeel. Als de storing bij de testopstelling blijft, repareer dan de testopstelling.
Opsporing is nuttig. Preventie is goedkoper.
Houd toezicht op de volgende procespunten:
Een goede stapel is meestal het resultaat van gewone discipline. Scherp gereedschap. Schone onderdelen. Bekende druk. Gecontroleerde isolatie. Geen giswerk tussendoor.
Voor inkoopteams is de echte vraag niet: “Kan deze leverancier staal stempelen?” Veel leveranciers kunnen dat namelijk wel.
De betere vraag is: Kunnen zij aantonen dat de stapel ook na het snijden, stapelen, samenvoegen en de eindcontrole nog steeds interlaminaire isolatie biedt?
Stel de volgende vragen bij een offerteaanvraag:
| Controlevraag | Waarom het belangrijk is |
|---|---|
| Welke maximale burrhoogte wordt voor deze lamineergeometrie gehanteerd? | Algemene limieten voor bramen bieden mogelijk geen bescherming voor smalle tanden of sleufranden. |
| Hoe wordt de draairichting van de bramen tijdens het stapelen geregeld? | Uitgelijnde frezen kunnen herhaalde korte banen vormen. |
| Welke gegevens over coatingtypes en isolatietests zijn beschikbaar? | De prestaties van de coating moeten vóór de montage worden gecontroleerd. |
| Worden er tests uitgevoerd met betrekking tot oppervlakte-isolatie of interlaminaire weerstand? | Hieruit blijkt of de isolatie daadwerkelijk is gemeten en niet op basis van aannames is vastgesteld. |
| Is het testen van kernverlies mogelijk voor afgewerkte stapels? | Het uiteindelijke resultaat is belangrijker dan goedkeuring op papier. |
| Hoe worden las-, hecht- of vergrendelingseffecten gevalideerd? | Na het doorlopen van eerdere tests kan er een tekort ontstaan. |
| Wordt de eindbewerking zo geregeld dat metaalvlekken worden voorkomen? | Bij het verspanen kunnen lagen bij de boring of de buitendiameter met elkaar worden verbonden. |
| Zijn inspectierapporten traceerbaar per partij en per processtap? | Dankzij traceerbaarheid kan de onderliggende oorzaak worden vastgesteld wanneer er storingen optreden. |
Een leverancier die hier duidelijk antwoord op kan geven, is gemakkelijker te vertrouwen. Een leverancier die alleen maar zegt “we hebben kwaliteitscontrole”, vraagt je om het risico op je te nemen.
Soms.
Kleine randafwijkingen kunnen worden verholpen door gecontroleerd ontbramen, zorgvuldig reinigen, plaatselijke reparatie van de isolatie of het loskoppelen en opnieuw isoleren van de betreffende delen. Bij grote statorkernen kan een plaatselijke reparatie bestaan uit het verwijderen van geleidende bruggen, het reinigen van beschadigde delen, het aanbrengen van geschikte isolatie en het opnieuw testen.
Ernstige gebreken liggen anders. Een verbrande coating, diepe lasbeschadigingen, ernstige corrosie of bewerkingssporen die zich over meerdere lagen uitstrekken, kunnen het opnieuw stapelen of vervangen noodzakelijk maken.
De reparatie is pas voltooid als de markering verdwijnt. Ze is pas voltooid wanneer uit metingen van de weerstand, het kernverlies en het thermisch gedrag, of uit magnetische fouttests blijkt dat de storing is verholpen.
Een lamellenkortsluiting is een onbedoelde elektrische verbinding tussen aangrenzende stalen lamellen in een magnetische kern. Deze verbinding omzeilt de isolatielaag en kan het wervelstroomverlies vergroten.
Veelvoorkomende oorzaken zijn onder meer stansbramen, te hoge stapeldruk, laswarmte, bewerkingsresten, geleidend stof, corrosie en beschadiging van de coating tijdens het hanteren.
Nee. Een kortsluiting in de lamellen doet zich voor in de stalen kern. Een kortsluiting in de wikkeling doet zich voor in de koperen of aluminium wikkeling. Een kortsluiting in de lamellen kan warmte veroorzaken die later de isolatie van de wikkeling beschadigt, maar het gaat hier om verschillende storingen.
Ja. Met een megohmmeter kunnen grove isolatiefouten worden opgespoord, maar dit is niet voldoende om de staat van de isolatie tussen de lamellen aan te tonen. Het kan nog steeds nodig zijn om kernverliesmetingen, warmtebeeldmetingen, ELCID-tests of metingen van de weerstand tussen de lamellen uit te voeren.
Voor losse platen worden controles van de coating en de interlaminaire weerstand uitgevoerd. Voor afgewerkte stapels worden kernverlies- en thermische tests uitgevoerd. Voor grote statorkernen zijn ELCID- en kernlus-tests gangbare opties.
ELCID is een methode met lage flux die wordt gebruikt om onvolkomenheden in de kern op te sporen. Bij een kernlusproef wordt gebruikgemaakt van een hogere magnetische excitatie om de opwarming en het verlies onder omstandigheden die dichter bij de bedrijfsomstandigheden liggen te controleren.
Ja. Een braam kan de isolatielaag doorboren en aangrenzende lamellen met elkaar verbinden. Als deze braam onderdeel wordt van een circulerend stroompad, kan dit plaatselijke opwarming veroorzaken.
Houd rekening met bramen, beschadiging van de coating, stapeldruk, warmteontwikkeling bij het samenvoegen, verontreiniging, corrosie en bewerking na het stapelen. Voer tests uit in meer dan één procesfase, niet alleen bij de eindcontrole.
Een kortsluiting in de laminatie is niet zomaar een klein elektrisch defect. Het is een processignaal.
Het geeft je informatie over snijden, coaten, stapelen, druk, verbinden, bewerken, reinigen of opslag. Soms zelfs over meer dan één van deze aspecten.
Het meest grondige inspectieplan omvat een controle van de laminering vóór het stapelen, van de stapel na het samenpersen en van de voltooide kern onder magnetische bekrachtiging. Op die manier slagen fabrikanten van motorstatoren en transformatorkernen erin om hotspots te verminderen, het kernverlies te verlagen en storingen te voorkomen die pas te laat aan het licht komen.
Bent u op zoek naar precisielaminatiestapels met gecontroleerde bramen, geverifieerde isolatieprestaties en controle op kernverlies? Stuur dan de tekening, de materiaalkwaliteit, de stapelhoogte, de verbindingsmethode en de testvereisten op voor een technische beoordeling.